За прошедшие годы технологии дуговой сварки с применением плавящегося в инертном или активном газе электрода (MIG/MAG-сварки) были улучшены с применением нового оборудования, более высокого качества. Сегодня, ввиду доступности такого оборудования, многие сварщики могут забывать основные этапы и проблемы выполнения сварочных работ.
Разбрызгивание:
В MIG/MAG-сварке распространенным побочным эффектом является разбрызгивание. Это капли расплавленного материала, появляющиеся в процессе дуговой сварки. Разбрызгивание возникает, когда сила тока или напряжение слишком высоки или если недостаточно газовой защиты. Для минимизации разбрызгивания можно уменьшить силу тока и длину дуги (напряжение). Также правильно проверить тип и расход защитного газа, равно как и прочистить газовое сопло. Увеличение угла наклона сварочной горелки тоже поможет в уменьшении разбрызгивания.
Порообразование:
Пористость обусловлена тем, что пузырьки газа застревают в сварочной ванне по мере ее затвердевания. Наличие инородных веществ, таких как: влаги, масел, краски, крупной окалины или ржавчины, недостаточная газовая защита или наличие маленьких зазоров между кромками, куда вероятно попадание воздуха, могут стать весомыми факторами образования пористости в сварном шве. Для предотвращения порообразования сварщик должен очистить зону сварки и начисто вытереть ее. Также будет правильным проверить тип защитного газа, его расход и очистить сопло сварочного аппарата. Кроме того, необходимо свариваемые поверхности расположить максимально близко друг к другу, чтобы препятствовать образованию пористости.
Подрез:
Подрезы сварного шва появляются в том случае, если напряжение тока слишком высокое или если дуга слишком длинная, что приводит к подплавлению основного вещества и незаполнению образовавшейся пустоты. Это также может произойти при выборе неподходящей проволоки и угла его наклона горелки при сварке. Кроме того, важно проверить технику ведения горелки. Важно, чтобы амплитуда колебания не была слишком высокой, т.к. это может стать причиной неравномерного заполнения металлом сварочной ванны. В этом случае проблему решает снижение скорости колебания.
Тепловая деформация:
Тепловая деформация происходит в процессе охлаждения сваренных элементов. Если неверна последовательность наложения сварных швов, слишком много наплавленного металла или некорректно выполнена сборка элементов до и в процессе сварки, сваренная деталь может быть подвержена тепловой деформации. Во избежание подобного дефекта можно предпринять следующие меры: варить из центра к краям, варить от краев или скомбинировать последовательности так, чтобы обеспечить корректный прогрев и охлаждение деталей.
Возникновение трещин:
В любом виде сварки трещины всегда считаются дефектом. Их появление может представлять опасность т.к. мелкие трещины могут со временем увеличиваться и повлечь разрушение сварного шва. Именно поэтому необходимо уделить время шлифовке, очистке, опиливанию или зачистке кромок поверхностей так, чтобы их было легко совместить друг с другом, что поможет избежать растрескивания. Хорошо в данном случае для утолщенных материалов, чтобы снизить вероятность появления трещин, выполнить предварительный прогрев (а иногда и прогрев по окончании работ) который позволит нагреваться и охлаждаться изделию более равномерно.
Несплавление и непровар:
Неполное сплавление возникает, когда металл сварного шва не смешивается с основным металлом. Непровар образовывается, когда по обеим сторонам от корня шва металл остался нерасплавленным. Данные дефекты типичны для MIG/MAG-сварки, сварки порошковой проволокой (FCAW) и дуговой сварки под флюсом (SAW), где поступление металла в шов обеспечивается плавлением электрода (проволоки) дугой. Решить эту проблему можно посредством увеличения корневого зазора между свариваемыми кромками и при помощи выбора диаметра электрода точно соответствующему размеру корневого зазора. Снижение скорости прохода и частоты колебаний между кромками также помогут снизить риск возникновения указанных деформаций.
Подходящие техники и верно подготовленные материалы под сварку могут разрешить большую часть всех перечисленных проблем. Следует всегда изучать свариваемые материалы и собирать как можно больше информации до начала работы. Заблаговременная аккуратность может устранить большинство проблем, связанных со сваркой, еще до зажигания первой дуги.
Качество сварки MIG-MAG зависит от многих факторов. Серьезное влияние на прочность и надежность неразъемного соединения оказывает:
- Человеческий фактор, то есть, ошибки, совершаемые сварщиком. А если один из элементов выполненной из металла конструкции не обладает необходимой прочностью, бракованным оказывается и все изделие.
- Незнание конкретной технологии выполнения сварки, недостаточная информация о свойствах свариваемых металлов, небольшой опыт рабочего, неверный выбор режима работы аппарата. Вот только наиболее часто встречающиеся ошибки сварщиков и причины их появления.
Но и эта информация поможет в значительной мере уменьшить процент бракованных изделий.
Что важно помнить каждому сварщику
- Выбор режима сварки выполняется до того, как сварщик приступает к выполнению работы. Неправильно подобранные значения параметров, таких как сила тока, напряжение и длина дуги, время сварки неизбежно приводят к возникновению дефектов шва. В результате общая прочность изделия значительно уменьшается.
- Приступая к выполнению работы, важно помнить о том, что длина сварочной дуги зависит от силы тока. Чем выше сила тока, тем меньше длина дуги. Чтобы избежать чрезмерного уменьшения дуги необходимо увеличить силу тока. Однако при излишне высокой силе тока нередко происходит формирование таких дефектов, как вытекание из сварочной ванной раскаленного металла (прожогов). Напряжение повышается вручную, ступенчато.
- При работе с длинной дугой возможно попадание в нее воздуха. Это значительно увеличивает риск формирования таких дефектов, как подрезы (сильное истончение металла соединяемых деталей на месте шва). Признаком слишком длинной дуги является характерное шипение.
Как влияет каждый из параметров сварки на качество, размер и форму шва?
Чем большее напряжение дуги используется, тем более широкий шов формируется в итоге.
- Сила тока влияет на глубину получаемого шва. Чем выше сила тока, тем больше глубина шва. Однако если глубина шва достигает значения 0,8 от толщины свариваемого металла, есть риск проплавления соединяемых деталей не всю толщину. Этот параметр не оказывает влияния на ширину шва.
- Зависит глубина провара и от диаметра проволоки. При применении проволоки с меньшим диаметром она увеличивается. Однако ширина шва при этом уменьшается.
- Большую роль играет и скорость сварки. Шов становится уже, а глубина провара уменьшается при увеличении скорости работы. Дело в том, что расплавленный металл просто не успевает в такой ситуации протекать под дугу, что делает его толщину совсем небольшой. Слишком высокая скорость может привести к тому, что металл шва в некоторых местах будет несплавлен с металлом изделия, поскольку и глубина провара и время воздействия дуги значительно уменьшаются.
- Подрез. Так называют образование локального истончения металла на границе шва. Наиболее часто этот дефект проявляется при работе с угловыми деталями и многослойными швами. При этом металл, используемый для укрепления формируемого шва, плохо растекается. Причинами образования такого дефекта могут стать невысокое качество сварки или слишком большое напряжение дуги. Этот дефект можно устранить. Он заваривается при условии, что его глубина более 1 – 2 мм, а общая толщина металла позволяет. Если его глубина меньше – можно применить механическую зачистку области дефекта.
- Кратер. Это углубление, сформировавшееся на самом конце шва. Причиной возникновения является обрыв дуги. Наличие кратера может привести к появлению трещин, что в свою очередь серьезно уменьшает прочность сварного шва. Если при сварке не используются специальные планки, то можно заварить этот дефект, оборвав дугу на уже заваренном месте.
- Наплыв. Так называют попадание металла на поверхность свариваемых изделий. Однако при этом сплавления между металлом изделия и натекшим материалом не происходит. Наплывы появляются из-за неверного выбора режима работы. Предотвратить появление наплывов можно, правильно выбрав режим работы, уменьшив количество наплавляемого металла или, повысив, напряжение дуги. Дефект устраняется механическим способом.
- Прожог. Так называют образование пустоты в шве, в результате вытекания сварочной ванны. Дефект появляется из-за слишком высокого значения применяемого сварочного тока, серьезного увеличения зазора в сравнении с тем, которое предусмотрено технологией, неправильный угол наклона электрода. Этот дефект легко устраним – достаточно зачистить и потом заварить места, в которых обнаружены пустоты.
- Непровар. Так называют отсутствие фактического соединения деталей, подлежащих сварке. Причин возникновения непровара довольно много. Это выбор режима работы без учета запаса глубины, нарушение режима работы в ходе сварки. У молодых сварщиков нередко непровар появляется из-за неточного направления конца электрода. Непровар может сформироваться и в начале, и в конце сварного шва. Кроме прочего, к дефектам такого рода может привести неверное возобновление приостановленного сварочного процесса, который мог быть прерван для замены проволоки или электрода. Наличие подобного дефекта способно значительно уменьшить ударную прочность детали в месте выполнения сварки. Даже 10% (от толщины соединения) непровар уменьшает усталостную прочность на половину. Непровар 40% уменьшает выносливость в 2,5 раза. Этот дефект можно устранить, повысив силу тока.
Дефекты сварки MIG-MAG, причиной возникновения которых является неправильный выбор режима сварки и нехватка опыта рабочего.
Качество сварного шва в значительной мере влияет на прочность всей металлоконструкции. При наличии дефектов сварки надежность всего изделия может снизиться в разы. Поэтому опыт и квалификация мастера, выполняющего работу, крайне важны. Только квалифицированный мастер сможет правильно подобрать режим функционирования оборудования, знает все нюансы и особенности сварки MIG-MAG.
Приветствую всех Драйвовчан и сопричастных!
Долго не было времени, чтобы выложить очередную запись, и я решил на всё забить и исправить этот пробел. Приготовьтесь, будет много текста =[].
Хочу начать эту запись с повествования о том, что послужило причиной того, что я взял работу по восстановлению машины в свои руки и не подпустил к ней больше отца…
ХЗ почему, — то ли слишком был увлечён и озадачен очисткой днища от антикорра, дальнейшей его зачисткой, обработкой, то ли возлагал большие надежды на то, что отец всё поварил чётко, — но я не обращал внимания на то, как вварен левый ланжерон с брызговиком. Когда я увидел сварку со стороны салона, скажу честно, слёзы навернулись на глаза… Чтобы так насрать сваркой, нужно было постараться 





Сказать, что я ох.ел обалдел, ничего не сказать. В довесок, отец видимо посчитал, что если залить всю сварку грунтом, то ничего ржаветь не будет… Залить б**** сгоревший грунт не вычистив его, тупо размазав кисточкой, это было гениальное решение(!). Именно в тот момент я решил, что больше к машине отца не подпущу, — в силу возраста и неважного зрения нужно было ему не браться за эту работу.
Хочу пояснить, что на тот момент я не умел варить, не имел представлнения о малярке (было только общее представление) и не знал, как я смогу это всё исправить и доделать машину грамотно. В общем, я был в АХЕРЕ!
Собравшись с мыслями, начал размышлять, чем я могу зачистить то, что было НАСРАНО сваркой, ведь болгаркой в большинство мест не подлезть. И вспомнил, что как-то брал у товарища гравёр, чтобы доработать карбюратор и знал, что есть к нему разные фрезы и предположил, что возможно есть маленькие отрезные круги на него. У нас в городе есть большой магазин электроинструмента, с разнообразными расходниками. Собственно в него я и направился. Нашёл-таки я эти кружки вместе со штифтом, на котором они фиксируются, но ценник честно не порадовал, — 800 рублей за 5 кружков и штифт (Dremel), я думаю это перебор! В итоге огорчённый и озадаченный поехал домой, чтобы продолжить бороздить интернет в поисках решения этого вопроса. Параллельно искал среди знакомых сам гравёр. Поиски были не долгими, товарищ одолжил мне дитя китайской промышленности во временное пользование.
В общем, мысль была верной и я нашёл на просторах спасительной паутины, как изготовить эти круги из отрезных дисков на болгарку. Поехал опять в тот же магазин, поскольку там большой выбор брендовых отрезных дисков и купил диски по нержавейке толщиной 1мм. Первым, что нужно было сделать, это отверстие под винт штифта, на который крепится этот диск. Скажу сразу, сверлить даже не пытайтесь, только сверло затупите. Полез опять в интернет и нашёл статью, где человек рассказывал, что отверстие нужно делать шилом. Ложите диск на ровный деревянный брусок и тонким шилом прокалываете его, как бы буравля диск, при этом давить на шило сильно нельзя, можно сломать диск. Отверстие нужно делать по диаметру винта, чтобы он очень плотно входил. Центр получен, затем либо циркулем, либо на глаз, приложив подходящий круглый предмет обводим его. Круги вырезал ножницами по металлу. Затем прикручиваем круг к штифту (кстати, их можно заказать на Алиэкспресс) и обтачиваем эти диски, зажав в гравёр, о точильный камень. В результате круги получаются идеально круглой формы.


Вычистить эту сварку пол дела, но нужно было ещё и доварить непровары, и исправить то, что было криво приварено. В довесок, к тому моменту я уже отсверлил все поддомкраткики и планку левого переднего поддомкратника, да и увилители задних арок нужно было назад приваривать. В общем, пришлось осваивать сварку…
Первым делом, полез на Ютуб, изучать как настроить полуавтомат и как варить. Путь мой был тернист, со множеством камней преткновения…
Редуктор на углекислотном баллоне стоял мало того, что для кислорода, так он ещё был весь разбитый.


Отец его настраивал на слух. Я таким талантом не обладал, поэтому пришлось искать ему замену.
В итоге вычитал, что самым удобным для контроля подачи углекислого газа является ротаметр. Собственно на следующий день за ним и отправился. Купил последний в наличии, в обычной картонной упаковке и без инструкции, — ну а что взять с дилетанта в этом деле (это я о себе)… Приехал, установил, начал настраивать.
При выставлении указанных в интернете 10-13 л/мин обратный клапан начал пропускать газ. Думаю, косяк в клапане (стоял «Клапан электромагнитный (холостого хода)» от «классики»).

Купил новый клапан, поменял. Проблема осталась. Раз дело не в клапане, значит в ротаметре, — логично?! Логично =). Наверное он неправильно показывает, поскольку были подозрения, что это дитя китайской подвального производства…
Поехал в магазин, с директором вышел разговор на повышенных, причём дерзить мне он начал первым. Немного осадив его, мы поговорили по душам и он предложил мне заменить автомобильный клапан на итальянский, заверив, что проблема в нём. Ударив по рукам, и приобретя клапан я поехал внедрять чудо итальянской технологии.

Новый клапан стал держать давление, но этот чудо ротаметр как-то не очень хотел со мной ладить, — не получалось у меня его настроить. В итоге я поехал менять его на нормальный ротаметр в заводской упаковкой и инструкцией. Долго они препираться не стали, поскольку я кого хочешь достану =[]. Счастливый поехал домой.
Установив, дело закипело.
Ненужную пластину поддомкратника использовал как тренировочную деталь.

Её я проварил полностью с двух сторон, пока настраивал полуавтомат.


Худо-бедно, но начало получаться.
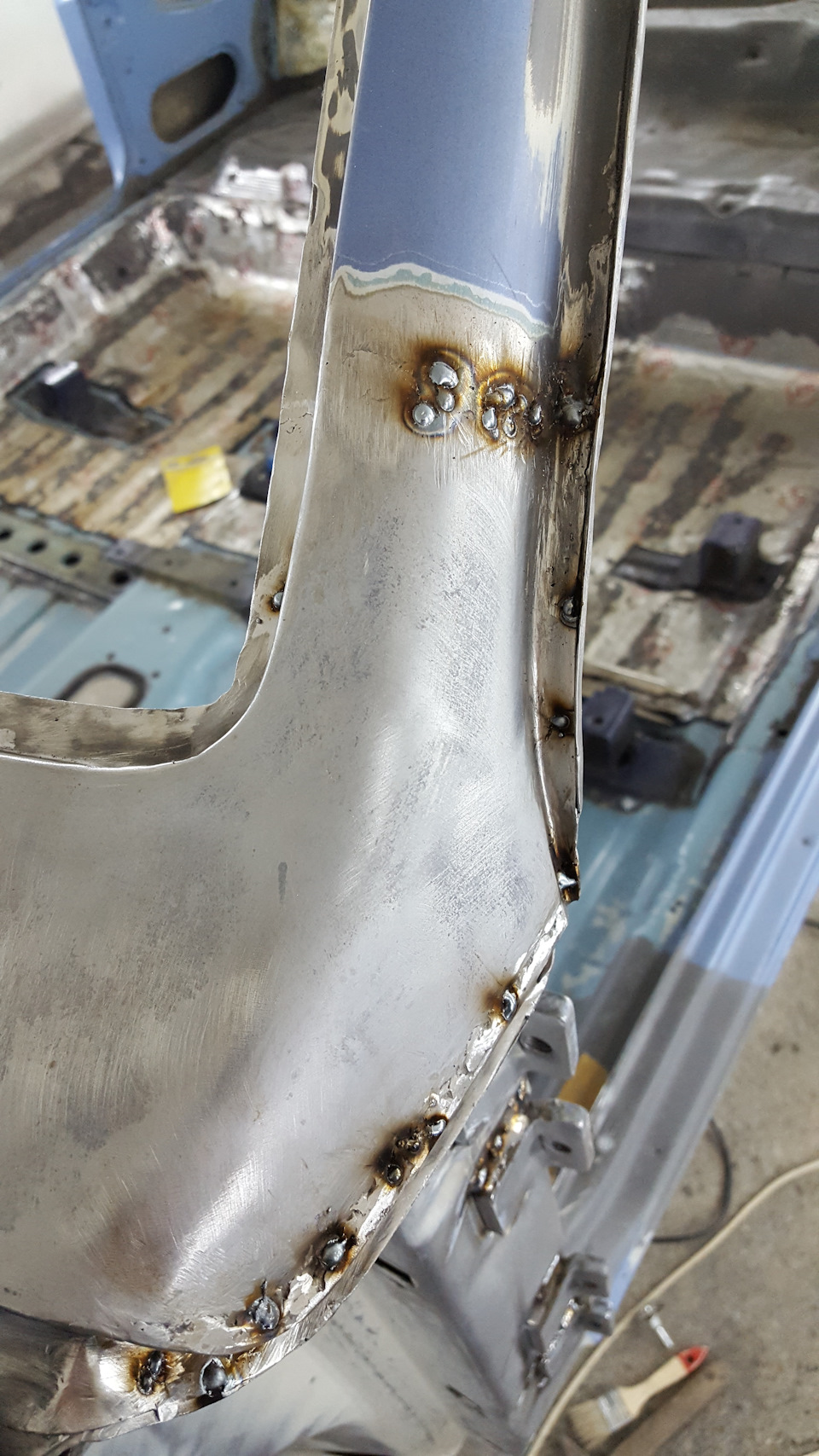
Первым делом, вооружившись гравёром, начал вычищать тот срач сварной, на мототном щите

Затем заварил новые непровары, и те, которые ранее были замазаны шпаклей при при первом ремонте этой машины.


Гравёр конечно творит чудеса. Без него можно было бы даже не заморачиваться с восстановлением.



Параллельно с этим доварил и обработал шов, в том месте, где был вварен кусок рамки лобового стекла.


Доварил непровары на рамке лобового, — они тоже была замазаны шпаклей… рука лицо


Решил даже видео добавить, как я поварил рамку лобового)
Сварка усложнялась тем, что машина в своё время была очень хорошо обработана антикорром, и когда я начинал варить, то антикорр в зазорах разогревался и начинал течь, а это приводило к разбрызгиванию сварки и тому, что металл просто прогорал, но не варился. Приходилось его вымывать оттуда узкой жёсткой кисточкой смесью бензина и растворителя. И так практически по всем швам со стороны салона машины. В общем, на заваривании этих непроваров я и научился варить =D.
По поводу того, зачем я так подробно всё расписал. Во-первых, конечно хочется рассказать, сколько труда было вложено в эту машину, а во-вторых, это уберечь многих от ненужной работы и сохранения своего драгоценного времени. В моём случае, я приобрёл очень много знаний, умений и опыта, и хочу как-то связать свою жизнь с автомобилями, помимо основной профессии. Но должен заметить:у меня было место, где проводить эти работы; оборудование, хотя многое приходилось ремонтировать, модернизировать, покупать новый инструмент и оборудование. А на всё это уходило ооочень много времени (!).
В общем, неизвестно куда приведут ваши начинания. Могут и пользу принести, а могут просто отнять у вас время и средства, а результат будет посредственный. Поэтому взвешивайте все за и против, прежде, чем окунуться во что-то с головой.
Если кто-то осилил, и дочитал до конца, — жму руку! Постараюсь не затягивать со следующей записью, но всё упирается во время. Всем спасибо и до скорого!

Ошибки при сварке полуавтоматом у начинающих
Очень часто при работе с полуавтоматом начинающие сварщики допускают ряд серьёзных ошибок, в результате чего шов получается пористым и высоким. Также во время сварки полуавтоматом начинает рваться проволока, наплавленный металл разбрызгивается и не сваривается с основным.
В этой статье сайта migmagsvarka.ru мы рассмотрим основные ошибки при сварке полуавтоматом у начинающих. Исправление многих из них, на начальном пути обучения, помогут новичкам быстро освоить MIG сварку, и уже за сравнительно короткое время получать достойный и качественный сварочный шов.
Ошибки при сварке полуавтоматом
Ниже представлены вашему вниманию самые распространённые ошибки при сварке полуавтоматом.

Многие из них связаны с неправильными настройками полуавтомата, в результате чего скорость подачи проволоки слишком медленная или наоборот, слишком большая.
Неподходящий вольтаж и скорость подачи проволоки
Первая ошибка, она связана с неправильными регулировками сварочного полуавтомата. Данная ошибка приводит к тому, что сварочная дуга начинает «блуждать». При слишком высоком сварочном токе, вы обязательно столкнётесь с такой проблемой как перегрев горелки полуавтомата.

Что же касается заниженных значений сварочного тока, то проволока будет все время наслаиваться, образуя тем самым непровар. Чем характеризуется непровар и другие дефекты сварных соединений, можно узнать из статьи ошибки при сварке аргоном. Там также, практически все те же причины и проблемы приводят к возникновению различного рода дефектов, как и при сварке полуавтоматом.
Неподходящая горелка для полуавтомата
Наверняка многие сталкивались с такой неприятностью, как перегрев горелки полуавтомата. Происходит данная проблема чаще всего из-за того, что используется неподходящая горелка для сварки в среде защитного газа. Например, приходится варить током в 300 Ампер, а горелка предназначена для сварки током в 200 Ампер.
В результате этого, а также когда происходит злоупотребление продолжительностью сварки полуавтоматом, и может наблюдаться перегрев горелки. Поэтому нужно использовать только подходящие горелки для полуавтоматов по амперажу. Также не допустить перегрев горелки полуавтомата способна смена защитного газа.

Например, чем больше будет в составе защитного газа аргона, тем меньше будет охлаждение. Но большая концентрация аргона чаще всего используется для того, чтобы уменьшить разбрызгивание металла при сварке полуавтоматом.
Слишком длинный или короткий направляющий рукав
Большое количество ошибок при сварке полуавтоматом у начинающих приходится и на неправильно выбранную длину направляющего рукава. В результате этого направляющий рукав начинает сжиматься и разжиматься как пружина, из-за чего происходит сильная вибрация газовой горелки.

Само собой разумеется, что сильная вибрация горелки полуавтомата мешает варить качественные швы. Поэтому при монтаже направляющего рукава обязательно нужно убедиться в том, что при работе полуавтомата не происходит его деформаций, а сварочный кабель лежит максимально ровно. Всегда следует избегать скручиваний и перегибов кабелей.
Мало какой режим сварки сравнится по удобству и производительности с MIG, однако есть несколько ошибок, которые могут всё испортить.
№1. Слишком длинный (короткий) направляющий канал
Использование направляющего канала не подходящей длины (чаще всего слишком короткого) — это одна из самых распространенных ошибок начинающего сварщика. В этом случае работающий приводной ролик заставит направляющий канал сжиматься и разжиматься как пружину. Как следствие, горелка начинает вибрировать.
При установке направляющего канала, убедитесь что он не деформируется, а сварочный кабель проложен ровно. Избегайте лишних изгибов и скручивания.
№2. Сварка изношенными расходниками
Использование изношенных расходных материалов (направляющий канал, наконечник, сопло) тоже может стать причиной ухудшения качества сварки. Следите за вылетом проволоки, ПВ горелки, держите правильную дистанцию до заготовки чтобы не перегреть расходные детали. Чем меньше они перегреваются, тем будет меньше вибрации и залипания. Если вылет проволоки слишком короткий, то горелку придется подносить слишком близко к сварочной ванне. Как следствие, может произойти залипание сварочной проволоки и преждевременный выход из строя расходных материалов от перегрева.
№3. Плохое заземление
Срок службы наконечников и прочих внешних элементов уменьшается если сварщик не обеспечит глухое заземление.
В отсутствие заземления, дуга становится рассеянной, значительно нагревая наконечник. Все факторы, так или иначе повышающие температуру, увеличивают сопротивление и износ наконечников и прочих внешних элементов.
Для лучшего заземления, проложите кабель заземления как можно ближе к заготовке. Если это возможно, подвесьте кабель на заготовку или верстак. Чем ближе к дуге, тем лучше.
№4. Неправильно подобранный вольтаж и скорость подачи проволоки
Неправильно подобранный вольтаж и скорость подачи проволоки могут стать причиной блуждания дуги.
Если вольтаж слишком высокий, то горелка будет перегреваться и может выйти из строя.
Если скорость слишком большая — проволока вместо наплавления будет наслаиваться. Если скорость меньше нужной, то металла в сварочной ванне будет мало и будет непровар.
Всегда соблюдайте рекомендации производителя относительно вольтажа и скорости для выбранной вами присадки и толщины заготовки.
№5. Неправильное обращение с кабелем горелки
Неправильное обращение с кабелем может привести к его повреждению. Не стоит перемещать его с места на места во время работы сварочного аппарата. Когда горелка нагревается, то всё остальное становится более пластичным. Дерганье и натяжение кабеля может растянуть сам кабель (или направляющий канал), штуцеры могут отсоединиться от разъемов, что как следствие создаст проблемы с защитным газом.
После окончания сварки дайте горелке и кабелю остынуть, но не подвешивайте их во избежание деформации.
№6. Не та горелка
Если вам когда-либо доводилось сваривать током 300 А горелкой на 200 А с продолжительностью включения 40%, то вы знаете какая это нелегкая задача, и такой ее делает неподходящая горелка. Злоупотребление сроком продолжительности включения приводит к перегреванию горелки. Если делать так достаточно часто, то это уменьшит срок эксплуатации оборудования.
Так что горелка должна подходить под ситуацию. Узнайте требования к амперажу и продолжительности включения заранее и делайте технологические перерывы, чтобы горелка и расходные детали успели остыть.
Еще один способ избежать перегревания оборудования — смена защитного газа. Если вы, например, используете аргон, то чем выше его концентрация, тем хуже он охлаждает. Но его часто используют, так как он уменьшает разбрызгивание.
№7. Не тот приводной ролик
Использование не подходящего приводного ролика или его неправильная настройка приведет к слишком сильному или слабому натяжению проволоки при МИГ сварке. При выборе приводного ролика примите во внимание размер и тип проволоки с которой будете работать.
Флюсовая проволока — мягкая, для нее нужен ролик с насечками. На таком ролике есть зубец, который поддевает проволоку и продвигает вперед. Такой ролик нельзя использовать со сплошной проволокой: зубец только испортит проволоку, лучше использовать V и U-образные ролики.
Еще один важный шаг — правильная настройка натяжения. Плохое натяжение может стать причиной многих проблем. Прежде всего, ослабьте напряжение на приводных роликах. Потом начинайте увеличивать натяжение, подавая проволоку в руку в защитной перчатке до тех пор пока проволока не перестанет проскальзывать. Помните о том, что горелку лучше держать прямо, чтобы избежать скручивания кабеля.
Соблюдайте технику безопасности
Меняя расходные детали, убедитесь что отверстия сопла не закупорены, а на токопроводящем наконечнике нет грата. Почаще проверяйте что все разъемы затянуты плотно, а кабели не перекручены.
Следование советам, приведенным выше, поможет вам свести к минимуму простои, увеличить производительность и качество, и сэкономить деньги при MIG сварке.

Из всех ошибок, которые допускаются начинающими сварщиками в период обучения, я бы хотел поставить акцент на одной самой существенной — спешке. То и понятно, что все мы спешим жить, хотим успеть сделать чего-то больше.
Однако спешка в сварке дело непредсказуемое, порой приводящее к травмам и разочарованиям от работы. В начала обучения сварке необходимо понять основы, которые в дальнейшем закрепляются на практике.
Спешка и неосторожность, вот самые главные враги начинающих сварщиков. От них лучше сразу избавиться, если вы хотите действительно научиться варить.
Типичные ошибки начинающих сварщиков
Незнание основ — это объёмная группа ошибок, которые относятся, прежде всего, к теории сварки. Да, никто начинающего сварщика не заставляет знать наизусть строение и природу происхождения сварочной дуги. Но самое элементарное, что касается параметров тока для сварки, длины дуги, прямой и обратной полярности, всё это знать надо.

Ошибка №1 — неправильная сила тока. Часто начинающий сварщик сетует на то, что электрод всё время прилипает к поверхности металла или наоборот, прожигает в нем дыры. Не разобравшись в причинах, он ищет замену будто бы плохим электродам, начинает ругать продавцов и консультантов сварочного оборудования, но только не себя любимого.
А ведь узнай он о том, какая именно для сварки нужна сила тока, ничего бы этого не произошло. Правильно подобранный сварочный ток, это почти треть успеха для нормальной сварки. Поэтому на первых порах обучения очень важно выучить и закрепить правила подбора сварочного тока в зависимости от толщины свариваемого металла и диаметра электродов.

Ошибка №2 — неправильное перемещение электрода. Трусятся руки, постоянно гаснет дуга, расплавленный металл брызжет из стороны в сторону… Всё это можно сказать о начинающем сварщике, который первый раз в руки взял держак с электродом. Здесь важно прогнать страх и настроиться на работу так, чтобы уловить самое главное и сокровенное, отделить шлак от металла.
Как правильно варить
Ошибка №3 — буду варить без отрыва, как это делают профессионалы! Это еще одна типичная ошибка начинающего сварщика, которая приводит к прожиганию металла и порче инвертора. Варить без отрыва — не очень хорошая идея, поскольку в большинстве случаев ничего нормального из этого не получится. В первую очередь это касается качества провара металла и его усиления.

Ошибка №4 — отсутствие зазора между заготовками. Для сварки двух деталей их нужно выложить с небольшим зазором, чтобы в момент расширения не произошло деформации. При этом зазор между заготовками не должен быть и слишком большим, поскольку это приведёт к расходу электродов и заметно утяжелит весь процесс сварки.
Ошибка №5 — плохо подобранный светофильтр. Если вы не хотите нахвататься зайчиков так, чтобы окончательно отпало желание варить, подберите для работы качественный светофильтр.
Различные виды сварки требуют применения разных светофильтров, поскольку воздействие ультрафиолета при той или иной сварке, также разное. Минимальным воздействием ультрафиолетового излучения обладает ручная дуговая сварка. Полуавтоматическая сварка имеет несколько большее воздействие, ну а аргонодуговая сварка, самое высокое ультрафиолетовое воздействие.

Сварка — это совокупность многих процессов, которые сварщик должен чётко знать и выполнять с закрытыми глазами. Как и в любом другом деле, здесь также важен опыт. Поэтому чем больше вы будете варить, тем лучше у вас будет получаться!
Создание металлических конструкций либо иное производство изделий из металла невозможно без сварочных работ. Одним из самых распространенных методов является сварка металлоконструкций полуавтоматом. Он востребован при соединении разных металлических заготовок: черных и цветных, толстых и листовых. В сварке полуавтоматическими аппаратами применяются современные технологии склейки металлов, которые положительно влияют на качество шва. Наибольшее распространение технология получила в производстве или кузовном ремонте автомобилей и другой техники.
СОДЕРЖАНИЕ
- Что такое полуавтоматическая сварка
- Технология сварки полуавтоматом
- Сварка полуавтоматом с газом
- Сваривание полуавтоматом без защитной среды
- Настройка сварочного полуавтомата
- Виды сварочных швов при сварке полуавтоматом
- Вертикальный шов
- Горизонтальный шов
- Сварка тонкого металла полуавтоматом
- Сварка толстого металла полуавтоматом
- Полуавтоматическая сварка проволокой
- Присадочные проволоки
- Подготовка к процессу сварки
- После выполнения работ
- Техника безопасности
Что такое полуавтоматическая сварка
Перед началом практических занятий по освоению технологии работы с полуавтоматическими станциями следует детально изучить теорию. Оборудование состоит из таких основных узлов:
- основной блок, через который подается присадочная проволока и питание;
- горелка с расположенной внутри нее проволокой;
- сварочный рукав;
- система снабжения защитным газом;
- проводящий питание наконечник.
На больших предприятиях нередко применяются стационарные полуавтоматические установки для сварки деталей на сборочных линиях. Такое оборудование обеспечивает хорошее качество сварного соединения, равномерное распределение наплава по всей длине шва, высокую скорость выполнения работ и малое энергопотребление. В зависимости от принципа работа полуавтоматические модели делятся на несколько групп:
- для сваривания кромок в защитной среде;
- выполнение работ с использованием флюса;
- сваривание с порошковой проволокой;
- универсальные автоматические устройства.

Все без исключения установки отлично справляются с задачами соединения заготовок из цветных или черных металлов. В зависимости от типа подачи присадочной проволоки полуавтоматы бывают:
- стационарными. Корпус установлен на специальную консоль либо иное основание и жестко закреплен;
- переносные. Устройство имеет сравнительно небольшие габариты и вес. Может без особых усилий перемещаться одним человеком;
- передвижные. Агрегат монтируется на тележке и передвигается в пределах одного помещения – как правило, цеха или сборочного участка.
Существует и классификация оборудования в зависимости от типа подающих роликов: тянущие, толкающие или толкающе-тянущие.
Технология сварки полуавтоматом
Сварка полуавтоматом с газом
При помощи полуавтомата можно сваривать детали из оцинкованного или поржавевшего металла. При соединении трудносвариваемых частей в качестве присадки применяется алюминиевая или медная проволока. Это дает возможность получить прочный с равномерным распределением наплава шов.

Когда планируется сваривать материалы в защитной среде или с применением флюса, предварительно выполняются подготовительные работы:
- при помощи растворителя поверхность стыков обезжиривается и очищается от механических включений;
- проверяется работа газового оборудования;
- проваривается небольшой участок стыка. В этот момент корректируются основные настройки;
- выполняется тонкий подбор напряжения и силы тока.
Самым простым вариантом применения полуавтомата считается работа в защитной среде. Используется любой инертный газ, который имеется в наличии: аргон, гелий, углекислый газ или азот. Техника сваривания от выбора газа не зависит и остается неизменной. Наиболее часто востребована углекислота, обладающая хорошими защитными свойствами и сравнительно невысокой стоимостью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Преимущества использования полуавтоматов для сваривания в защитной среде:
- остается неизменным внешний вид конструкции;
- обрабатываются даже самые труднодоступные участки изделия;
- на выходе получается тонкий и достаточно прочный сварной шов;
- минимум отходов;
- все работы выполняются быстро.

Насколько качественно будет сформирован шов зависит от трех основных факторов: соблюдения интервала между свариваемыми поверхностями, метода ведения проволоки вдоль соединения, соблюдения технологии и норм выполнения сварочных работ.
Читайте также: Какой газ используется для сварки полуавтоматом
Сваривание полуавтоматом без защитной среды
Выполнение работ без использования защитныхгазов является альтернативой, позволяющей избежать образования окислов и все время контролировать ход выполнения работ. Но это не означает, что процесс выполняется без защитной среды. В такой ситуации применяются флюсовые (порошковые) проволоки. В процессе плавления присадочного материала сгорает порошок, в результате чего образуется газовая среда, обеспечивающая создание качественного соединения. Принято различать несколько этапов сваривания заготовок с использованием безгазовой полуавтоматической сварки:
- подбор оптимальной сварочной проволоки с флюсом;
- настройка подачи присадочного материала;
- закладывается флюс внутрь воронки;
- открывается защитная заслонка, чтобы флюс мог попасть в зону сваривания;
- запускается полуавтомат;
- образуется электрическая дуга;
- начало сварочных работ.
Необходимо подчеркнуть, что при помощи полуавтоматом можно соединять заготовки из разных материалов, в том числе и алюминия с нестандартными характеристиками. В качестве защитного газа при соединении алюминия используется аргон. Он необходим для того, чтобы при плавлении металла на его поверхности не образовалась новая оксидная пленка.

Читайте также: Как варить полуавтоматом без газа
Настройка сварочного полуавтомата
Тонкая настройка сварочного полуавтомата является обязательным условием для получения качественного сварного соединения. Перед началом эксплуатации оборудования сварщик должен выбрать:
- скорость подачи присадочного материала;
- силу тока;
- оптимальное давление инертного газа.
Установки для автоматической сварки поставляются в комплекте с документацией, где содержится в том числе и информация по регулировке основных параметров сварки. Ориентируясь на данные таблиц, опытный сварщик сможет безошибочно выбрать наиболее подходящие для работы с тем или иным материалом параметры.
Насколько хорошо настроен агрегат можно проверить на ненужных кусках металла. Если шов получается ровным, гладким, без потеков и прерывания – значит настройки выбраны правильно. Оптимальное давление защитного газа должно варьироваться в диапазоне 1-2 атмосферы.
Для подготовки полуавтоматической сварки к работе следует:
- Подобрать проволоку наиболее подходящего размера. Большая часть востребованных расходных материалов имеет диаметр от 3 до 6 мм. Для сварки полуавтоматом в большинстве случаев выбирается проволока диаметром 4 мм.
- Протянуть присадку до горелки, чтобы она вышла и отрегулировать степень ее прижатия.
- Подготовить к применению защитный газ. Наиболее часто используется аргон или углекислота. Первый обеспечивает стабильность электродуги и сводит к минимуму образование брызг. А второй выгодно отличается невысокой стоимостью и прекрасно подходит для работы со стальными заготовками.
- К аппаратуре подключается газовый баллон.

При настройке аппаратуры нужно следовать установившимся правилам. Их соблюдение станет залогом получения качественного и ровного шва. Прежде всего, нужно добиться равномерного и стабильного горения электрической дуги. Важно тщательно очистить стыки от шлака, жира, краски и прочих загрязнений. Не менее значимым условием является оптимальная скорость подачи проволоки. Все параметры настройки можно найти в сопроводительной литературе, которая идет вместе с установкой. Заводские параметры не стоит воспринимать как догму. Они могут служить базисом, от которого сварщик оттолкнется в поиске наиболее подходящего варианта.
Дело в том, что каждый раз установки могут сильно отличаться в зависимости от:
- выбранного режима работы;
- качество энергоснабжения;
- различия в составе свариваемого металла;
- температура воздуха;
- состав и диаметр присадочного материала;
- пространственное расположение стыка;
- вид и состав защитной среды.
Наиболее часто при настройке сварочного полуавтомата сварщики допускают ошибки, которые можно определить по таким симптомам:
- Посторонние звуки, которые напоминают громкий сухой треск. Такие симптомы возникают в том случае, когда присадочная проволока подается медленно. Достаточно просто увеличить скорость подачи проволоки, чтобы полностью исправить ситуацию.
- При выполнении работы наблюдается обильное разбрызгивание. Такое возможно в случаях, когда инертного газа подается слишком мало. Чтобы устранить проблему необходимо проверить редуктор – часто проблема заключается в его неисправности. Иногда достаточно просто увеличить поток газа.

- Плохое проваривание металла и как следствие – невысокое качество шва. Скорее всего, неверно выбрана индуктивность и напряжение.
- Валик получается неодинаковой толщины. Дефект образуется из-за того, что скорость движения горелки выбрана неправильно.

Читайте также: Как настроить сварочный полуавтомат
Виды сварочных швов при сварке полуавтоматом
Манипулируя настройками полуавтоматической сварки, специалист может получать самые разные типа швов. По своему виду они разделяются на несколько видов: тавровые, стыковые, угловые, нахлестовые. Есть несколько видов соединений, которые отличаются своим пространственным положением: нижние, потолочные, горизонтальные и вертикальные.
Формирование потолочного шва делится на два этапа:
- Проваривание основания. Коренной шов формируется, как правило, трехмиллиметровыми электродами с небольшой силой тока.
- Финальное формирование шва.
Второй этап может быть выполнен разными способами:
- Соединение заготовок посредством наложения коротких прерывистых швов или методом точечной сварки. При таком подходя вероятность того, что капли расплавленного металла будут падать на сварщика минимальна. Такая технология подразумевает дополнительное проваривание заготовок в начале и конце стыка.
- Выполнение работы с минимальной дугой. Особенность метода состоит в том, что шов очень быстро остывает: сразу после прерывания дуги.
Нижнее соединение – основной способ соединения металлов, который составляет основу промышленного производства сварных конструкций. Оно может выполняться как ручной дуговой, так и полуавтоматической сваркой. Такие швы характеризуются высокой механической прочностью, которая обеспечивается за счет равномерного распределения расплава.

При угловых соединениях режимы полуавтоматической сварки могут быть самыми разными. Расположение заготовок тоже вариативно:
- Соединяемые поверхности размещены перпендикулярно. При подобном размещении проваривается только внутренний стык. В случаях, когда свариваются трубки, то требуется концентрическое выполнение шва по окружности.
- Угол между соединяемыми поверхностями составляет меньше 60 градусов. Это идеальный вариант расположения: детали отлично провариваются со всех сторон.
При соединении труб или листового металла применяется стыковой шов. При таком варианте проварка может быть: односторонней, односторонней с обработкой, двухсторонней. Одностороння сварка приемлема, если толщина заготовок не превышает 4-х миллиметров. С более толстыми кромками желательно обрабатывать стык с двух сторон.
При односторонней сварке особое внимание следует уделять предварительной подготовке металла. Основательная разделка кромок является важным предусловием формирования качественного шва при полуавтоматической сварке в защитной среде. Разделывается кромка при помощи напильника или болгарки. Во время обработки инструмент держится так, чтобы угол на краю заготовки составлял примерно 45 градусов.

Соединение заготовок внахлест выбирается, когда нужно обеспечить высокое сопротивления шва на разрыв. Чтобы предотвратить скопление влаги, нужно положить швы по обе стороны соединяемых поверхностей. Тавровое соединение отлично подходит для соединения основания металлической конструкции.
Вертикальный шов
Технология формирования вертикального шва при помощи полуавтомата отличается несколькими особенностями:
- Расплав должен остывать намного быстрее, нежели при горизонтальной сварке. Это необходимо для того, чтобы расплавленные капли не стекали на пол. Размер капель можно уменьшить, минимизировав размер сварочной дуги.
- Вертикальная сварка выполняется по направлению снизу-вверх. В таком случае удается положить ровный шов, без наплывов и неровностей.
Чтобы добиться хорошего результата при вертикальном сваривании заготовок по направлению сверху-вниз, следует придерживаться нескольких основных правил. Первое – применять исключительно короткую дугу, чтобы уменьшить разбрызгивание и минимизировать объем расплава. Второе – в начале сварки электрод должен располагаться строго перпендикулярно по отношению к рабочей поверхности. Третье – дальше электрод ставится под острым углом. Но не стоит ожидать идеального результата. Как показывает практика швы обладают весьма скудными характеристиками. Прибегать к такому методу сваривания рекомендуется только в крайних случаях.

Существуют несколько основных техник формирования вертикального шва полуавтоматической сваркой:
- Треугольник. Метод используется в случаях, когда соединяются заготовки с толщиной кромок до двух миллиметров. Его суть заключается в том, что передвижение снизу-вверх заставляет жидкий метал наплывать на уже застывший. Он довольно быстро застывает, не стекая на пол или на оператора. Шлак в этом случае перемещается под определенным углом, образуя некоторое подобие треугольника.
- Елочка. Техника используется для сваривания стыков 2-3 мм в глубину. Передвижение электрода начинается у одной из кромок. Металл плавится по всей толщине, а дуга постепенно перемещается вглубь стыка.
- Лестница. Оптимальный способ соединить две заготовки, между которыми большой зазор. Электрод перемещается от одной кромки к противоположной зигзагообразно.
Горизонтальный шов
Полуавтоматическая сварка дает возможность выполнить горизонтальные швы самого высокого качества вне зависимости от направления движения. Для получения высококачественного шва нужно учесть некоторые особенности:
- нужно уравновесить силу тяжести капель расплавленного металла и силу горения электродуги;
- важно выбрать оптимальную скорость перемещения электрода вдоль стыка;
- чтобы контролировать расплав, следует выполнять сварочные работы непрерывно.

В некоторых случаях завершить шов одним проходом не удается. Тогда можно прибегнуть к технике, включающей периодическое гашение дуги. Можно использовать разные сварные рисунки на заготовках с кромками до 4 мм. Во всем остальном качество шва будет зависеть от опыта и мастерства сварщика.
Сварной горизонтальный шов создается за четыре этапа:
- Формирование корневого валика. Он выполняется короткой электрической дугой. Электрод по отношению к рабочей поверхности держится под углом 80 градусов. Первичный валик формируется, как правило, на максимальной силе тока.
- Наложение вторичного валика. Перед началом процесса устанавливается средняя сила тока. Выполняется валик за один проход электродом максимально большого диаметра. При формировании валика применяется технология углом вперед.
- Создание третьего валика. В зависимости от ранее полученных результатов для формирования валика третьего используется один из двух способов. Площадь вторичного валика большая – третий ложится по центру. Когда размеры вторичного соответствуют норме, то выполнение третьего этапа совершается в два подхода.
- Проверка качества работы.
Сварочные дефекты чаще всего образуются в верхней части шва. Поэтому следует внимательно следить за качеством работ на этом этапе.
Сварка тонкого металла полуавтоматом
В зависимости от типа металла сваривание может выполняться одним из двух способов:
- Обычные листовые заготовки свариваются любым способом.
- Тонкий заклепочный материал следует соединять внахлест. Проваривается через отверстия, которые в верхнем листе были предварительно подготовленные.

При выполнении работ нужно обращать особое внимание на некоторые нюансы:
- скорость подачи проволоки, напряжение и сила тока снижаются до минимально допустимых параметров;
- не допускается задержка электрической дуги в одном месте. Это может вызвать прожег заготовки или наплыв валика;
- заклепочный материал желательно начать сваривать от центра нижней заготовки. В противном случае можно залить ранее подготовленные отверстия.
В случаях, когда герметичность не является обязательным условием, можно прибегнуть к точечному соединению. Расстояние между местами сварки может составлять от 1 до 5 сантиметров.
Сварка толстого металла полуавтоматом
Металл, имеющий толщину стенок более 4-х миллиметров, требует предварительной подготовки: снимаются фаски с обеих кромок. Это позволяет сформировать ровный и в то же время очень прочный шов.
При работе с толстыми заготовками следует выполнять горелкой колебательные движения, чтобы прогревалась большая площадь кромок. Производитель к сварочным полуавтоматам прилагает документацию, где содержится полезная справочная информация. Среди прочих данных есть и таблицы с рекомендованными параметрами для сваривания заготовок из толстого металла.

Основные правила выполнения работ:
- зазор между кромками не должен превышать двух миллиметров;
- ширина сварного шва должна соответствовать толщине металла;
- выбирая расходные материалы, следует учитывать рекомендации производителя оборудования.
Если специалисту поставлена задача максимально хорошо проварить заготовку с толщиной свыше пяти миллиметров, то работу нужно выполнить в несколько подходов. Первым делом проваривается центр стыка. После этого деталь проваривается сверху и снизу. Сваривать заготовки желательно на открытой площадке или же в просторном хорошо вентилируемом помещении.
Полуавтоматическая сварка проволокой
Присадочные проволоки
При соединении металлов полуавтоматом с использованием присадочной проволоки необходимо учесть некоторые нюансы:
- требуется соответствие по химическому составу между присадочным и свариваемым материалом;
- проволока должна быть от проверенного производителя, то есть, качественной и сертифицированной;
- должны быть соблюдены сроки и условия хранения присадки.
Так сложилось, что на производстве и в домашних условиях чаще всего нужно варить сталь или марганец. Именно для этих целей наиболее востребована проволока, которая поставляется для сварочных работ.
Для работы с черными металлами используются такие виды материала:
- Св-08ГС. Применяется для легированной или низкоуглеродистой стали;
- Св-08Г2с. Предназначена для работы с высокоуглеродистой сталью.
Очень часто для выполнения конструкций из черного металла применяется порошковая проволока. Материал выгоден тем, что дает возможность работать без подачи защитного газа в область сваривания. Не нужно тащить на объект баллон с инертным газом. Это важно, когда необходима скорость выполнения работ в сочетании с мобильностью: требуется быстро побывать на нескольких объектах.
Материал представляет собой трубку, изготовленную из низкоуглеродистой стали, полость которой наполнена специальным порошкообразным составом. Металл плавится, в результате чего освобождается порошок. В результате его горения создается газовое облако, которое и защищает рабочую зону от атмосферного воздуха. В подавляющем большинстве случаев в состав порошка включены металлическая пыль и рутил.
Для соединения нержавеющей стали применяется проволока Св.-06Х19Н9Т, Св.-01Х19Н9 или Св.-04Х18Н9. Эти материалы обеспечивают высокую прочность сварного шва. Для алюминиевых заготовок предназначена проволока СВ-АК5. Ее характерная особенность – оригинальный цвет шва.

Подготовка к процессу сварки
Требуется предварительная подготовка перед началом сварочных работ. Она состоит из четырех этапов:
- Создаются на кромках скосы или фаски.
- Поверхность очищается от загрязнений.
- Зона сваривания обрабатывается едким веществом, которое будет препятствовать быстрому образованию тугоплавкой пленки из оксида алюминия.
- Тефлоновый канал обрабатывается с целью уменьшения трения присадочной проволоки о его стенки.
Начинающий сварщик должен усвоить, что в любой ситуации перед началом работ помимо перечисленных нужно выполнить и такие манипуляции:
- убрать с рабочего места ненужные на данный момент инструменты и другие предметы;
- дать максимальный приток освещение на рабочее место;
- разложить по местам необходимые для работы инструменты и вспомогательное оборудование;
- проверить целостность кабеля и готовность к работе удлинителей.
После этого можно приступать к подготовке оборудования. Порядок выполнения манипуляций:
- аккуратно разложить сварочный рукав;
- проверить состояние сопла горелки;
- подсоединить газовый баллон;
- на столе закрепить соединяемые детали. Если работы выполняются непосредственно на конструкции, то обеспечить неподвижность свариваемых поверхностей доступными способами;
- надеть спецовку и прочую амуницию сварщика;
- дать питание на полуавтомат;
- поднести горелку к стыку.

После выполнения работ
После выполнения работы необходимо:
- перекрыть подачу проволоки и инертного газа;
- отключить аппарат от источника питания;
- позволить шву остыть;
- внимательно осмотреть его и при обнаружении дефектов повторить сварку.
Полуавтомат дает возможность использовать разные типы присадочной проволоки.
Важно по максимуму применять доступные средства защиты. Полная экипировка состоит из таких функциональных компонентов:
- Защита глаз. В идеале при выполнении сварочных работ использовать специальную маску. Допускается также одевать защитные очки или применять щиток.
- Защита органов дыхания. Есть специальные фильтрующие маски, которые пригодятся в условиях плохой вентиляции или отсутствии таковой.
- Защита от брызг. Избежать ожогов помогает специальный костюм, выполненный из жаропрочного материала.
Техника безопасности
Чтобы избежать травм следует соблюдать простые правила техники безопасности:
- При выполнении работы следует постоянно находиться на деревянных подмостках.
- Для освещения рабочего места использовать свет от источников питания в 12 вольт.
- На высоте страховаться в обязательном порядке. Размер страховой бечёвки должен быть не менее двух метров.
- Сварочные работы в закрытых помещениях выполнять только при наличии эффективной вытяжки. В случаях, когда вентиляция невозможна, сварщик должен использовать шланговый противогаз. При малой задымленности допускается работа в респираторе.
- Строго запрещено брать свариваемые детали голыми руками.
- На открытых площадках запрещена работа при выпадении осадков.

Заключение
Большинство профессиональных сварщиков хорошо знают особенности работы с полуавтоматическим оборудованием. Этому обучают в учебных заведениях, на курсах. Или же можно просто открыть инструкцию производителя и ознакомиться с основными аспектами. Современные технологии упростили сварочные полуавтоматы и теперь они стали доступны для любителей. Оборудование отлично зарекомендовала себя в быту и малом бизнесе.

Очень часто начинающие сварщики допускают ошибки при сварке, которые не только визуально портят качество шва, но и делают его не таким прочным. Как правило, многие спешат, что вредит качеству проведения сварочных работ.
Также, нередко начинающие сварщики не уделяют должного внимания подготовке металла. Всё это приводит к возникновению различных проблем.
В итоге, то электрод прилипает, то заготовка разваливается на части. В данном обзоре мы поговорим, что вредит сварке, и какие 10 ошибок сварщики допускают чаще всего.
Неподходящая сила тока — данная ошибка допускается сварщиками в момент настройки сварочного оборудования. Неправильно подобранная сила тока обязательно станет причиной появления таких распространенных проблем, как непровары, прожоги или залипание электродов.
Чтобы правильно настроить силу сварочного тока нужно учитывать диаметр используемых электродов, толщину свариваемого металла и пространственное положение шва. Без этих трех составляющих нельзя максимально точно рассчитать, какой именно должна быть сила тока для сварки.

Отсутствие в подготовке металла — если металл ржавый и грязный, то варить его станет настоящей проблемой. Краска или следы битума на поверхности будут препятствовать нормальному контакту, из-за чего электрод будет прилипать к металлу. Всё это приведёт к ухудшению прочности и внешнего вида заготовки.
Прямая или обратная полярность — многие сварщики до сих пор путаются и не знают, на какой полярности нужно варить инвертором. Тонкий металл сваривается на обратной полярности. Что касается толстых металлов, то их варят только на прямой полярности.
Выбор некачественных электродов
Электроды для сварки должны быть не только качественными, но еще и сухими. Поэтому прежде чем ругать производителя, вспомните, как долго и где именно хранились электроды. Возможно, они отсырели и требуют прокаливания перед использованием.

Варить сырыми электродами также сложно, как и неподготовленный металл. Электрод будет плохо зажигаться и всё время прилипать к металлу. Поэтому данный нюанс очень важно учитывать еще на подготовительном этапе выполнения сварочных работ.
Какой должна быть скорость перемещения электрода
Чем толще сваривается металл, тем медленнее нужно перемещать электрод вдоль свариваемого стыка. Всё объясняется тем, что если быстро перемещать электрод, то толстый металл не проварится, как надо, а заготовка развалиться от удара.
И наоборот, чем тоньше металл, тем выше скорость перемещения электрода должна быть. Если подолгу задерживать электрод над поверхностью тонкого металла, то есть риск прожечь в нем дыру.

Поэтому скорость перемещения электрода всецело зависит от толщины свариваемого металла.
Оставьте спешку в покое
Ну и последний совет, никогда не спешите в сварке. Сварка — это такая работа, которая не требует спешки, даже если начальник кричит и брызжет слюной.

К тому же, сварочные работы сопряжены с рядом опасностей. Поэтому чтобы не навредить своему пока что могучему здоровью, очень важно никуда не спешить.
Приветствую всех Драйвовчан и сопричастных!
Долго не было времени, чтобы выложить очередную запись, и я решил на всё забить и исправить этот пробел. Приготовьтесь, будет много текста =[].
Хочу начать эту запись с повествования о том, что послужило причиной того, что я взял работу по восстановлению машины в свои руки и не подпустил к ней больше отца…
ХЗ почему, — то ли слишком был увлечён и озадачен очисткой днища от антикорра, дальнейшей его зачисткой, обработкой, то ли возлагал большие надежды на то, что отец всё поварил чётко, — но я не обращал внимания на то, как вварен левый ланжерон с брызговиком. Когда я увидел сварку со стороны салона, скажу честно, слёзы навернулись на глаза… Чтобы так насрать сваркой, нужно было постараться 
Сказать, что я ох.ел обалдел, ничего не сказать. В довесок, отец видимо посчитал, что если залить всю сварку грунтом, то ничего ржаветь не будет… Залить б**** сгоревший грунт не вычистив его, тупо размазав кисточкой, это было гениальное решение(!). Именно в тот момент я решил, что больше к машине отца не подпущу, — в силу возраста и неважного зрения нужно было ему не браться за эту работу.
Хочу пояснить, что на тот момент я не умел варить, не имел представлнения о малярке (было только общее представление) и не знал, как я смогу это всё исправить и доделать машину грамотно. В общем, я был в АХЕРЕ!
Собравшись с мыслями, начал размышлять, чем я могу зачистить то, что было НАСРАНО сваркой, ведь болгаркой в большинство мест не подлезть. И вспомнил, что как-то брал у товарища гравёр, чтобы доработать карбюратор и знал, что есть к нему разные фрезы и предположил, что возможно есть маленькие отрезные круги на него. У нас в городе есть большой магазин электроинструмента, с разнообразными расходниками. Собственно в него я и направился. Нашёл-таки я эти кружки вместе со штифтом, на котором они фиксируются, но ценник честно не порадовал, — 800 рублей за 5 кружков и штифт (Dremel), я думаю это перебор! В итоге огорчённый и озадаченный поехал домой, чтобы продолжить бороздить интернет в поисках решения этого вопроса. Параллельно искал среди знакомых сам гравёр. Поиски были не долгими, товарищ одолжил мне дитя китайской промышленности во временное пользование.
В общем, мысль была верной и я нашёл на просторах спасительной паутины, как изготовить эти круги из отрезных дисков на болгарку. Поехал опять в тот же магазин, поскольку там большой выбор брендовых отрезных дисков и купил диски по нержавейке толщиной 1мм. Первым, что нужно было сделать, это отверстие под винт штифта, на который крепится этот диск. Скажу сразу, сверлить даже не пытайтесь, только сверло затупите. Полез опять в интернет и нашёл статью, где человек рассказывал, что отверстие нужно делать шилом. Ложите диск на ровный деревянный брусок и тонким шилом прокалываете его, как бы буравля диск, при этом давить на шило сильно нельзя, можно сломать диск. Отверстие нужно делать по диаметру винта, чтобы он очень плотно входил. Центр получен, затем либо циркулем, либо на глаз, приложив подходящий круглый предмет обводим его. Круги вырезал ножницами по металлу. Затем прикручиваем круг к штифту (кстати, их можно заказать на Алиэкспресс) и обтачиваем эти диски, зажав в гравёр, о точильный камень. В результате круги получаются идеально круглой формы.
Вычистить эту сварку пол дела, но нужно было ещё и доварить непровары, и исправить то, что было криво приварено. В довесок, к тому моменту я уже отсверлил все поддомкраткики и планку левого переднего поддомкратника, да и увилители задних арок нужно было назад приваривать. В общем, пришлось осваивать сварку…
Первым делом, полез на Ютуб, изучать как настроить полуавтомат и как варить. Путь мой был тернист, со множеством камней преткновения…
Редуктор на углекислотном баллоне стоял мало того, что для кислорода, так он ещё был весь разбитый.
Отец его настраивал на слух. Я таким талантом не обладал, поэтому пришлось искать ему замену.
В итоге вычитал, что самым удобным для контроля подачи углекислого газа является ротаметр. Собственно на следующий день за ним и отправился. Купил последний в наличии, в обычной картонной упаковке и без инструкции, — ну а что взять с дилетанта в этом деле (это я о себе)… Приехал, установил, начал настраивать.
При выставлении указанных в интернете 10-13 л/мин обратный клапан начал пропускать газ. Думаю, косяк в клапане (стоял «Клапан электромагнитный (холостого хода)» от «классики»).
Купил новый клапан, поменял. Проблема осталась. Раз дело не в клапане, значит в ротаметре, — логично?! Логично =). Наверное он неправильно показывает, поскольку были подозрения, что это дитя китайской подвального производства…
Поехал в магазин, с директором вышел разговор на повышенных, причём дерзить мне он начал первым. Немного осадив его, мы поговорили по душам и он предложил мне заменить автомобильный клапан на итальянский, заверив, что проблема в нём. Ударив по рукам, и приобретя клапан я поехал внедрять чудо итальянской технологии.
Итальянский клапан (фото из интернета, поскольку не сфотографировал его до установки)
Новый клапан стал держать давление, но этот чудо ротаметр как-то не очень хотел со мной ладить, — не получалось у меня его настроить. В итоге я поехал менять его на нормальный ротаметр в заводской упаковкой и инструкцией. Долго они препираться не стали, поскольку я кого хочешь достану =[]. Счастливый поехал домой.
Полный размер
Вот он родимый, уже установленный
Установив, дело закипело.
Ненужную пластину поддомкратника использовал как тренировочную деталь.
Её я проварил полностью с двух сторон, пока настраивал полуавтомат.
Полный размер
Многострадальная пластина лежит возле углекислотного баллона
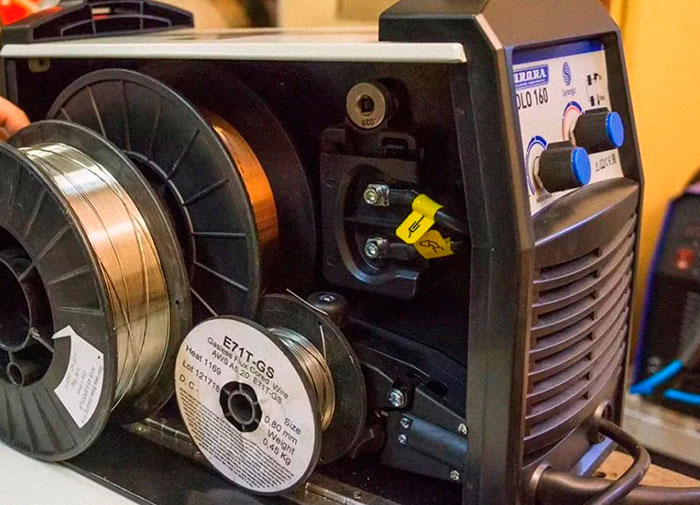
Полный размер
Собственно, сам полуавтомат
Худо-бедно, но начало получаться.
Первым делом, вооружившись гравёром, начал вычищать тот срач сварной, на мототном щите
Затем заварил новые непровары, и те, которые ранее были замазаны шпаклей при при первом ремонте этой машины.
Гравёр конечно творит чудеса. Без него можно было бы даже не заморачиваться с восстановлением.
Параллельно с этим доварил и обработал шов, в том месте, где был вварен кусок рамки лобового стекла.
Доварил непровары на рамке лобового, — они тоже была замазаны шпаклей… рука лицо
Решил даже видео добавить, как я поварил рамку лобового)
Сварка усложнялась тем, что машина в своё время была очень хорошо обработана антикорром, и когда я начинал варить, то антикорр в зазорах разогревался и начинал течь, а это приводило к разбрызгиванию сварки и тому, что металл просто прогорал, но не варился. Приходилось его вымывать оттуда узкой жёсткой кисточкой смесью бензина и растворителя. И так практически по всем швам со стороны салона машины. В общем, на заваривании этих непроваров я и научился варить =D.
По поводу того, зачем я так подробно всё расписал. Во-первых, конечно хочется рассказать, сколько труда было вложено в эту машину, а во-вторых, это уберечь многих от ненужной работы и сохранения своего драгоценного времени. В моём случае, я приобрёл очень много знаний, умений и опыта, и хочу как-то связать свою жизнь с автомобилями, помимо основной профессии. Но должен заметить:у меня было место, где проводить эти работы; оборудование, хотя многое приходилось ремонтировать, модернизировать, покупать новый инструмент и оборудование. А на всё это уходило ооочень много времени (!).
В общем, неизвестно куда приведут ваши начинания. Могут и пользу принести, а могут просто отнять у вас время и средства, а результат будет посредственный. Поэтому взвешивайте все за и против, прежде, чем окунуться во что-то с головой.
Если кто-то осилил, и дочитал до конца, — жму руку! Постараюсь не затягивать со следующей записью, но всё упирается во время. Всем спасибо и до скорого!
На чтение 11 мин. Опубликовано
Содержание
- Ошибки при сварке полуавтоматом
- Ошибки при сварке полуавтоматом
- Неподходящий вольтаж и скорость подачи проволоки
- Неподходящая горелка для полуавтомата
- Слишком длинный или короткий направляющий рукав
- Как устранить основные дефекты при MIG-MAG сварке?
- Содержание:
- Это нужно знать!
- Основные дефекты сварки MIG/MAG
- Пузыри при сварке полуавтоматом
Ошибки при сварке полуавтоматом
Ошибки при сварке полуавтоматом у начинающих
Очень часто при работе с полуавтоматом начинающие сварщики допускают ряд серьёзных ошибок, в результате чего шов получается пористым и высоким. Также во время сварки полуавтоматом начинает рваться проволока, наплавленный металл разбрызгивается и не сваривается с основным.
В этой статье сайта migmagsvarka.ru мы рассмотрим основные ошибки при сварке полуавтоматом у начинающих. Исправление многих из них, на начальном пути обучения, помогут новичкам быстро освоить MIG сварку, и уже за сравнительно короткое время получать достойный и качественный сварочный шов.
Ошибки при сварке полуавтоматом
Ниже представлены вашему вниманию самые распространённые ошибки при сварке полуавтоматом.
Многие из них связаны с неправильными настройками полуавтомата, в результате чего скорость подачи проволоки слишком медленная или наоборот, слишком большая.
Неподходящий вольтаж и скорость подачи проволоки
Первая ошибка, она связана с неправильными регулировками сварочного полуавтомата. Данная ошибка приводит к тому, что сварочная дуга начинает «блуждать». При слишком высоком сварочном токе, вы обязательно столкнётесь с такой проблемой как перегрев горелки полуавтомата.
Что же касается заниженных значений сварочного тока, то проволока будет все время наслаиваться, образуя тем самым непровар. Чем характеризуется непровар и другие дефекты сварных соединений, можно узнать из статьи ошибки при сварке аргоном. Там также, практически все те же причины и проблемы приводят к возникновению различного рода дефектов, как и при сварке полуавтоматом.
Неподходящая горелка для полуавтомата
Наверняка многие сталкивались с такой неприятностью, как перегрев горелки полуавтомата. Происходит данная проблема чаще всего из-за того, что используется неподходящая горелка для сварки в среде защитного газа. Например, приходится варить током в 300 Ампер, а горелка предназначена для сварки током в 200 Ампер.
В результате этого, а также когда происходит злоупотребление продолжительностью сварки полуавтоматом, и может наблюдаться перегрев горелки. Поэтому нужно использовать только подходящие горелки для полуавтоматов по амперажу. Также не допустить перегрев горелки полуавтомата способна смена защитного газа.
Например, чем больше будет в составе защитного газа аргона, тем меньше будет охлаждение. Но большая концентрация аргона чаще всего используется для того, чтобы уменьшить разбрызгивание металла при сварке полуавтоматом.
Слишком длинный или короткий направляющий рукав
Большое количество ошибок при сварке полуавтоматом у начинающих приходится и на неправильно выбранную длину направляющего рукава. В результате этого направляющий рукав начинает сжиматься и разжиматься как пружина, из-за чего происходит сильная вибрация газовой горелки.
Само собой разумеется, что сильная вибрация горелки полуавтомата мешает варить качественные швы. Поэтому при монтаже направляющего рукава обязательно нужно убедиться в том, что при работе полуавтомата не происходит его деформаций, а сварочный кабель лежит максимально ровно. Всегда следует избегать скручиваний и перегибов кабелей.
Источник
Как устранить основные дефекты при MIG-MAG сварке?

Содержание:
Очень часто при создании неразъемного соединения с помощью метода MIG/MAG рабочие допускают ошибки, которые становятся причиной некачественной сварки. В итоге деталь или элемент металлоконструкции получаются хрупкими, что в свою очередь является браком изделия. Причиной подобных ошибок может быть неопытность сварщика, нехватка знаний об обрабатываемом материале и технологии сварки или неправильно подобранный режим.
Для того чтобы вы могли избежать ошибок и снизить процент бракованных деталей, мы рассмотрим несколько самых распространенных ошибок, причины их возникновения и способы устранения.
Это нужно знать!
В первую очередь, перед тем как приступить к работе, нужно определиться с режимом сварки — совокупностью факторов (сила тока, длина дуги, напряжение дуги, скорость сварки), от которых зависит, как протекает процесс. Неправильно выставленный режим приводит к появлению дефектов во время работы, которые в свою очередь сказываются на прочности изделия.

Важно помнить! При повышении силы тока длина сварочной дуги сокращается и для того, чтобы она не стала совсем короткой, необходимо повысить напряжение. При избыточном токе возможно образование прожогов – вытекания расплавленного металла из сварочной ванны. Напряжение повышается вручную при помощи переключателя ступеней. В случае же с длинной дугой не исключено попадание в нее воздуха, что приводит к порообразованию и увеличивает риск появления подрезов – истончения металла в месте шва. Распознается слишком длинная дуга по характерному шипению.
Рассмотрим, как каждый из факторов влияет на форму, размеры и качество шва:
- Сила тока влияет на глубину провара — чем больше значение тока, тем глубже получается шов. Однако не забывайте, если глубина составляет 0,7-0,8 от всей толщины металла, то детали могут проплавиться насквозь. Ширина шва практически не зависит от данного параметра.
- Диаметр электрода — если использовать электрод с уменьшенным диаметром, то это увеличит глубину провара, но сократит ширину шва. И наоборот, с электродом большого диаметра уменьшается глубина провара, но увеличивается ширина шва.
- Напряжение дуги влияет на ширину шва — чем больше напряжение, тем шире шов.
- Скорость сварки тоже немаловажна. При повышении скорости работы шов становится уже, но уменьшается глубина провара. Происходит так потому, что расплавленный металл не успевает протечь под дугу и, соответственно, толщина его прослойки становится небольшой. В свою очередь чрезмерная скорость может стать причиной образования несплавления металла шва с основным металлом: уменьшаются как время теплового действия дуги на свариваемый металл, так и глубина провара.
Далее вы узнаете, к появлению каких дефектов ведет нехватка опыта, а также несоблюдение рекомендуемых режимов сварки.
Основные дефекты сварки MIG/MAG
- Кратер представляет собой углубление в конце шва, которое возникает из-за обрыва дуги. Он становится причиной возникновения трещин, что значительно ослабляет прочность шва.
Как устранить этот дефект? В случае, если Вы варите без специальных планок, то кратер следует заварить и оборвать дугу на уже готовом (заваренном) месте шва.
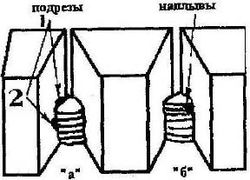
- Подрез — локальное утончение основного металла на самой границе шва. Данный дефект встречается чаще всего при сварке угловых деталей или при работе с многослойными швами, так как металл, предназначенный для укрепления шва, плохо растекается. Причиной этого является излишне высокое напряжение на дуге или просто плохое качество сварки.
Как устранить этот дефект? Если глубина подреза превышает 1-2 мм (это зависит от суммарной толщины деталей), то его нужно заварить. В случае, если глубина меньше, то подойдет механическая зачистка.
- Непровар — это фактически отсутствие соединения свариваемых деталей.
Причинами могут быть как неправильно выбранный режим, не учитывающий запас глубины, так и нарушение режима во время работы. Также одной из наиболее распространенных причин появления непроваров, особенно у новичков, бывает неточное направление конца электрода. Происходит это в месте сопряжения кромок. Появление непроваров может происходить как в конце, так и в начале шва. Помимо всего вышеперечисленного, к подобным дефектам приводит неправильное возобновление процесса сварки, когда он был прерван, например, при смене электродов или проволоки.
Непровары значительно снижают ударную прочность металла в месте сварки. В случае, если этот дефект занимает 10% от толщины соединения, то это вполовину уменьшает усталостную прочность материала, а при 40-50% снижает выносливость в 2,5 раза.
Как устранить этот дефект? Сделать это можно путем повышения силы тока.
- Наплывы — это попадание металла шва на поверхность сплавляемых деталей. При этом сплавления между основным металлом и натекшим не происходит. Причина — неправильно подобранный режим работы. Для того чтобы предотвратить наплыв, нужно повысить напряжение дуги или же уменьшить количество наплавляемого металла.
Как устранить этот дефект? Для этого подойдет обычный механический способ.
- Прожоги — это вытекание сварочной ванны, в результате чего в шве образуется пустота. Причиной этого является излишне высокое значение сварочного тока, слишком большое увеличение зазора, чем необходимо по технологии, или же неправильный наклон электрода.
Как устранить этот дефект? Сделать это очень просто — надо зачистить и заварить места, в которых образовались данные пустоты.
Прочность сварных металлоконструкций в первую очередь зависит от качества сварного шва. В случае выполнения его с дефектами надежность таких ответственных конструкций уменьшается в несколько раз. Поэтому к работе должны допускаться опытные люди, знающие все тонкости сварочного процесса, знающие как работает полуавтоматическая сварка, а также умеющие правильно выбирать режим сварки и все составляющие его факторы.
Источник
Пузыри при сварке полуавтоматом
- В начало форума
- Правила форума
- Старый дизайн
- FAQ
- Поиск
- Пользователи

А ты думал всё сразу начнёт получаться? Выключи комп и иди тренироваться «на кошках»  Регулируй скорость подачи, сварочный ток. Убедись что проволока не заедает и подаётся с ровной скоростью, дешевые полуавтики страдают заеданиями.
Регулируй скорость подачи, сварочный ток. Убедись что проволока не заедает и подаётся с ровной скоростью, дешевые полуавтики страдают заеданиями.
Вот моя новая игрушка. Если учесть что на проволоке совсем не варил, то на нем, дуга горит отлично. Пока тренировался на флюсовой проволоке. Но таскал по гаражам, народу очень понравился.



Надо зачистить хорошенько место соединения и место под минус.
затем наклоняешь горелку в сторону выполняемого шва, т.е. так, чтоб выходящий газ как бы подогревал будущий шов.
Если варить вообще без газа обычной проволокой, то сварка не варит, а «срет».
Газ, естественно, не горячий.
Расстояние от горелки до детали — 0.8 — 1 см.
Точками когда варишь, получаются комочками както точки. и такое чувство, что постоянно проволока разлетается с щелчками!
все симптомы большой подачи или маленького тока.
а вообще,помню варил целый день проволокой 1 мм.закончилась,купил 0.8(другой не было),аппарат настолько начал хреново варить. и не настроить было вообще,проволока г@$но полное оказалась.
так что автор,попробуй другую проволоку,проверь натяжение ролика,в идеале надо чтобы ты двумя пальцами мог с трудом остановить проволоку выходящуюю из горелки.
удачи!
лучьше всего когда сварачник для гаража то убирать нахер вилку и подсоединять провода к автомату сразу а то все эти переходы через вилки херовые. тоесть кантакты.
Пробовал заварить дырку на дне оцинкованного ведра, дак получалось так: в положение макс+1 прожигал дырку, а в положении мин+2 наваривалось чего то (насералось)!
Значит надо много пробовать, что бы научиться хорошо варить. Я на лопате баловался, так тоже иногда прожигает. Подбирай параметры для себя.
проволока 0,8 мм. По току: есть два переклячателя, которые имеют по 2 положения : 1-й мин-макс, 2-й 1-2! Тоесть ток я не знаю какой. Скорость проволоки регулируется крутящейся ручкой, я поставил на шкалу с цифрой 3 (из 10-и), можно варить и точками, и швом.
Вылет проволоки. на каком растоянии держать держак?
А, в инструкции сказано, что мой сварочник до 150А.
Пробовал заварить дырку на дне оцинкованного ведра, дак получалось так: в положение макс+1 прожигал дырку, а в положении мин+2 наваривалось чего то (насералось)!
Вылет проволоки должен быть около 15mm (расстояние от конца горелки до конца проволоки). В том положении, где дырка — большой ток для это толщины металла. В том режиме, где «насералось» попробуйте увеличить напряжение, если оно регулируется и/или уменьшить скорость подачи проволоки.
От полярности многое зависит. На прямой, когда плюс на изделии, идет более сильный прогрев металла, что в твоем случае не нужно. Возможен прожиг.
На обратной, сильнее греется электрод, значит можно сделать поменьше силу тока. На напряжение дуги не обращай внимания, оно в сварочном процессе десятый показатель.
А что за проволока, марку можешь сказать, имею в виду не флюсовую.
От марки проволоки зависит на какой полярности варить. Есть такие которые можно использовать только при обратной полярности. Они то как раз и идут для полуавтоматов.
Если срет, попробуй увеличить давление газа. Редуктор не замерзает?
А вообще если никогда не варил полуавтоматом, то срать сначала будешь по-любому. Тренируйся.
От полярности многое зависит. На прямой, когда плюс на изделии, идет более сильный прогрев металла, что в твоем случае не нужно. Возможен прожиг.
На обратной, сильнее греется электрод, значит можно сделать поменьше силу тока. На напряжение дуги не обращай внимания, оно в сварочном процессе десятый показатель.
А что за проволока, марку можешь сказать, имею в виду не флюсовую.
От марки проволоки зависит на какой полярности варить. Есть такие которые можно использовать только при обратной полярности. Они то как раз и идут для полуавтоматов.
Если срет, попробуй увеличить давление газа. Редуктор не замерзает?
А вообще если никогда не варил полуавтоматом, то срать сначала будешь по-любому. Тренируйся.
tutaev
Еще такой момент. Кроме регулировки тока мин/мах там должна быть плавная регулировка.
Выставляешь например регулятор на мин, а плавной регулировкой крутишь на максимальные токи. Пробуешь. Если плюеться и срет, то ставь на мах, а регулировку крути на минимум. Задача добиться нормальной силы тока, которая позволит сильно не греть основной металл и в то же время не позволит прилипать проволоке.
Вари с отрывом, смори как металл будет на грани прожига рви дугу, давай остыть. Хотя это конечно поначалу сложно, придет с опытом.
У меня сварные, такие вещи вообще варят точками. Точка к точке получается сплошной шов.
Подготовка поверхности должна почти идеальной. Когда стыкуешь кромки между собой старайся делать без зазоров. Тонкий металл так проще варить.
ЗЫ. проволока скорее всего Св-08Г2С, омедненная. Варить на обратной полярности.
ЗЫ.ЗЫ. Да, чуть не забыл. Обрати внимание что подача СО2 должна начинаться раньше чем проволоки. Надеюсь что на бытовых это реализовано.
Источник
За прошедшие годы технологии дуговой сварки с применением плавящегося в инертном или активном газе электрода (MIG/MAG-сварки) были улучшены с применением нового оборудования, более высокого качества. Сегодня, ввиду доступности такого оборудования, многие сварщики могут забывать основные этапы и проблемы выполнения сварочных работ.
Разбрызгивание:
В MIG/MAG-сварке распространенным побочным эффектом является разбрызгивание. Это капли расплавленного материала, появляющиеся в процессе дуговой сварки. Разбрызгивание возникает, когда сила тока или напряжение слишком высоки или если недостаточно газовой защиты. Для минимизации разбрызгивания можно уменьшить силу тока и длину дуги (напряжение). Также правильно проверить тип и расход защитного газа, равно как и прочистить газовое сопло. Увеличение угла наклона сварочной горелки тоже поможет в уменьшении разбрызгивания.
Порообразование:
Пористость обусловлена тем, что пузырьки газа застревают в сварочной ванне по мере ее затвердевания. Наличие инородных веществ, таких как: влаги, масел, краски, крупной окалины или ржавчины, недостаточная газовая защита или наличие маленьких зазоров между кромками, куда вероятно попадание воздуха, могут стать весомыми факторами образования пористости в сварном шве. Для предотвращения порообразования сварщик должен очистить зону сварки и начисто вытереть ее. Также будет правильным проверить тип защитного газа, его расход и очистить сопло сварочного аппарата. Кроме того, необходимо свариваемые поверхности расположить максимально близко друг к другу, чтобы препятствовать образованию пористости.
Подрез:
Подрезы сварного шва появляются в том случае, если напряжение тока слишком высокое или если дуга слишком длинная, что приводит к подплавлению основного вещества и незаполнению образовавшейся пустоты. Это также может произойти при выборе неподходящей проволоки и угла его наклона горелки при сварке. Кроме того, важно проверить технику ведения горелки. Важно, чтобы амплитуда колебания не была слишком высокой, т.к. это может стать причиной неравномерного заполнения металлом сварочной ванны. В этом случае проблему решает снижение скорости колебания.
Тепловая деформация:
Тепловая деформация происходит в процессе охлаждения сваренных элементов. Если неверна последовательность наложения сварных швов, слишком много наплавленного металла или некорректно выполнена сборка элементов до и в процессе сварки, сваренная деталь может быть подвержена тепловой деформации. Во избежание подобного дефекта можно предпринять следующие меры: варить из центра к краям, варить от краев или скомбинировать последовательности так, чтобы обеспечить корректный прогрев и охлаждение деталей.
Возникновение трещин:
В любом виде сварки трещины всегда считаются дефектом. Их появление может представлять опасность т.к. мелкие трещины могут со временем увеличиваться и повлечь разрушение сварного шва. Именно поэтому необходимо уделить время шлифовке, очистке, опиливанию или зачистке кромок поверхностей так, чтобы их было легко совместить друг с другом, что поможет избежать растрескивания. Хорошо в данном случае для утолщенных материалов, чтобы снизить вероятность появления трещин, выполнить предварительный прогрев (а иногда и прогрев по окончании работ) который позволит нагреваться и охлаждаться изделию более равномерно.
Несплавление и непровар:
Неполное сплавление возникает, когда металл сварного шва не смешивается с основным металлом. Непровар образовывается, когда по обеим сторонам от корня шва металл остался нерасплавленным. Данные дефекты типичны для MIG/MAG-сварки, сварки порошковой проволокой (FCAW) и дуговой сварки под флюсом (SAW), где поступление металла в шов обеспечивается плавлением электрода (проволоки) дугой. Решить эту проблему можно посредством увеличения корневого зазора между свариваемыми кромками и при помощи выбора диаметра электрода точно соответствующему размеру корневого зазора. Снижение скорости прохода и частоты колебаний между кромками также помогут снизить риск возникновения указанных деформаций.
Подходящие техники и верно подготовленные материалы под сварку могут разрешить большую часть всех перечисленных проблем. Следует всегда изучать свариваемые материалы и собирать как можно больше информации до начала работы. Заблаговременная аккуратность может устранить большинство проблем, связанных со сваркой, еще до зажигания первой дуги.
Приветствую всех Драйвовчан и сопричастных!
Долго не было времени, чтобы выложить очередную запись, и я решил на всё забить и исправить этот пробел. Приготовьтесь, будет много текста =[].
Хочу начать эту запись с повествования о том, что послужило причиной того, что я взял работу по восстановлению машины в свои руки и не подпустил к ней больше отца…
ХЗ почему, — то ли слишком был увлечён и озадачен очисткой днища от антикорра, дальнейшей его зачисткой, обработкой, то ли возлагал большие надежды на то, что отец всё поварил чётко, — но я не обращал внимания на то, как вварен левый ланжерон с брызговиком. Когда я увидел сварку со стороны салона, скажу честно, слёзы навернулись на глаза… Чтобы так насрать сваркой, нужно было постараться
Сказать, что я ох.ел обалдел, ничего не сказать. В довесок, отец видимо посчитал, что если залить всю сварку грунтом, то ничего ржаветь не будет… Залить б**** сгоревший грунт не вычистив его, тупо размазав кисточкой, это было гениальное решение(!). Именно в тот момент я решил, что больше к машине отца не подпущу, — в силу возраста и неважного зрения нужно было ему не браться за эту работу.
Хочу пояснить, что на тот момент я не умел варить, не имел представлнения о малярке (было только общее представление) и не знал, как я смогу это всё исправить и доделать машину грамотно. В общем, я был в АХЕРЕ!
Собравшись с мыслями, начал размышлять, чем я могу зачистить то, что было НАСРАНО сваркой, ведь болгаркой в большинство мест не подлезть. И вспомнил, что как-то брал у товарища гравёр, чтобы доработать карбюратор и знал, что есть к нему разные фрезы и предположил, что возможно есть маленькие отрезные круги на него. У нас в городе есть большой магазин электроинструмента, с разнообразными расходниками. Собственно в него я и направился. Нашёл-таки я эти кружки вместе со штифтом, на котором они фиксируются, но ценник честно не порадовал, — 800 рублей за 5 кружков и штифт (Dremel), я думаю это перебор! В итоге огорчённый и озадаченный поехал домой, чтобы продолжить бороздить интернет в поисках решения этого вопроса. Параллельно искал среди знакомых сам гравёр. Поиски были не долгими, товарищ одолжил мне дитя китайской промышленности во временное пользование.
В общем, мысль была верной и я нашёл на просторах спасительной паутины, как изготовить эти круги из отрезных дисков на болгарку. Поехал опять в тот же магазин, поскольку там большой выбор брендовых отрезных дисков и купил диски по нержавейке толщиной 1мм. Первым, что нужно было сделать, это отверстие под винт штифта, на который крепится этот диск. Скажу сразу, сверлить даже не пытайтесь, только сверло затупите. Полез опять в интернет и нашёл статью, где человек рассказывал, что отверстие нужно делать шилом. Ложите диск на ровный деревянный брусок и тонким шилом прокалываете его, как бы буравля диск, при этом давить на шило сильно нельзя, можно сломать диск. Отверстие нужно делать по диаметру винта, чтобы он очень плотно входил. Центр получен, затем либо циркулем, либо на глаз, приложив подходящий круглый предмет обводим его. Круги вырезал ножницами по металлу. Затем прикручиваем круг к штифту (кстати, их можно заказать на Алиэкспресс) и обтачиваем эти диски, зажав в гравёр, о точильный камень. В результате круги получаются идеально круглой формы.
Вычистить эту сварку пол дела, но нужно было ещё и доварить непровары, и исправить то, что было криво приварено. В довесок, к тому моменту я уже отсверлил все поддомкраткики и планку левого переднего поддомкратника, да и увилители задних арок нужно было назад приваривать. В общем, пришлось осваивать сварку…
Первым делом, полез на Ютуб, изучать как настроить полуавтомат и как варить. Путь мой был тернист, со множеством камней преткновения…
Редуктор на углекислотном баллоне стоял мало того, что для кислорода, так он ещё был весь разбитый.
Отец его настраивал на слух. Я таким талантом не обладал, поэтому пришлось искать ему замену.
В итоге вычитал, что самым удобным для контроля подачи углекислого газа является ротаметр. Собственно на следующий день за ним и отправился. Купил последний в наличии, в обычной картонной упаковке и без инструкции, — ну а что взять с дилетанта в этом деле (это я о себе)… Приехал, установил, начал настраивать.
При выставлении указанных в интернете 10-13 л/мин обратный клапан начал пропускать газ. Думаю, косяк в клапане (стоял «Клапан электромагнитный (холостого хода)» от «классики»).
Купил новый клапан, поменял. Проблема осталась. Раз дело не в клапане, значит в ротаметре, — логично?! Логично =). Наверное он неправильно показывает, поскольку были подозрения, что это дитя китайской подвального производства…
Поехал в магазин, с директором вышел разговор на повышенных, причём дерзить мне он начал первым. Немного осадив его, мы поговорили по душам и он предложил мне заменить автомобильный клапан на итальянский, заверив, что проблема в нём. Ударив по рукам, и приобретя клапан я поехал внедрять чудо итальянской технологии.
Новый клапан стал держать давление, но этот чудо ротаметр как-то не очень хотел со мной ладить, — не получалось у меня его настроить. В итоге я поехал менять его на нормальный ротаметр в заводской упаковкой и инструкцией. Долго они препираться не стали, поскольку я кого хочешь достану =[]. Счастливый поехал домой.
Установив, дело закипело.
Ненужную пластину поддомкратника использовал как тренировочную деталь.
Её я проварил полностью с двух сторон, пока настраивал полуавтомат.
Худо-бедно, но начало получаться.
Первым делом, вооружившись гравёром, начал вычищать тот срач сварной, на мототном щите
Затем заварил новые непровары, и те, которые ранее были замазаны шпаклей при при первом ремонте этой машины.
Гравёр конечно творит чудеса. Без него можно было бы даже не заморачиваться с восстановлением.
Параллельно с этим доварил и обработал шов, в том месте, где был вварен кусок рамки лобового стекла.
Доварил непровары на рамке лобового, — они тоже была замазаны шпаклей… рука лицо
Решил даже видео добавить, как я поварил рамку лобового)
Сварка усложнялась тем, что машина в своё время была очень хорошо обработана антикорром, и когда я начинал варить, то антикорр в зазорах разогревался и начинал течь, а это приводило к разбрызгиванию сварки и тому, что металл просто прогорал, но не варился. Приходилось его вымывать оттуда узкой жёсткой кисточкой смесью бензина и растворителя. И так практически по всем швам со стороны салона машины. В общем, на заваривании этих непроваров я и научился варить =D.
По поводу того, зачем я так подробно всё расписал. Во-первых, конечно хочется рассказать, сколько труда было вложено в эту машину, а во-вторых, это уберечь многих от ненужной работы и сохранения своего драгоценного времени. В моём случае, я приобрёл очень много знаний, умений и опыта, и хочу как-то связать свою жизнь с автомобилями, помимо основной профессии. Но должен заметить:у меня было место, где проводить эти работы; оборудование, хотя многое приходилось ремонтировать, модернизировать, покупать новый инструмент и оборудование. А на всё это уходило ооочень много времени (!).
В общем, неизвестно куда приведут ваши начинания. Могут и пользу принести, а могут просто отнять у вас время и средства, а результат будет посредственный. Поэтому взвешивайте все за и против, прежде, чем окунуться во что-то с головой.
Если кто-то осилил, и дочитал до конца, — жму руку! Постараюсь не затягивать со следующей записью, но всё упирается во время. Всем спасибо и до скорого!
Мало какой режим сварки сравнится по удобству и производительности с MIG, однако есть несколько ошибок, которые могут всё испортить.
№1. Слишком длинный (короткий) направляющий канал
Использование направляющего канала не подходящей длины (чаще всего слишком короткого) — это одна из самых распространенных ошибок начинающего сварщика. В этом случае работающий приводной ролик заставит направляющий канал сжиматься и разжиматься как пружину. Как следствие, горелка начинает вибрировать.
При установке направляющего канала, убедитесь что он не деформируется, а сварочный кабель проложен ровно. Избегайте лишних изгибов и скручивания.
№2. Сварка изношенными расходниками
Использование изношенных расходных материалов (направляющий канал, наконечник, сопло) тоже может стать причиной ухудшения качества сварки. Следите за вылетом проволоки, ПВ горелки, держите правильную дистанцию до заготовки чтобы не перегреть расходные детали. Чем меньше они перегреваются, тем будет меньше вибрации и залипания. Если вылет проволоки слишком короткий, то горелку придется подносить слишком близко к сварочной ванне. Как следствие, может произойти залипание сварочной проволоки и преждевременный выход из строя расходных материалов от перегрева.
№3. Плохое заземление
Срок службы наконечников и прочих внешних элементов уменьшается если сварщик не обеспечит глухое заземление.
В отсутствие заземления, дуга становится рассеянной, значительно нагревая наконечник. Все факторы, так или иначе повышающие температуру, увеличивают сопротивление и износ наконечников и прочих внешних элементов.
Для лучшего заземления, проложите кабель заземления как можно ближе к заготовке. Если это возможно, подвесьте кабель на заготовку или верстак. Чем ближе к дуге, тем лучше.
№4. Неправильно подобранный вольтаж и скорость подачи проволоки
Неправильно подобранный вольтаж и скорость подачи проволоки могут стать причиной блуждания дуги.
Если вольтаж слишком высокий, то горелка будет перегреваться и может выйти из строя.
Если скорость слишком большая — проволока вместо наплавления будет наслаиваться. Если скорость меньше нужной, то металла в сварочной ванне будет мало и будет непровар.
Всегда соблюдайте рекомендации производителя относительно вольтажа и скорости для выбранной вами присадки и толщины заготовки.
№5. Неправильное обращение с кабелем горелки
Неправильное обращение с кабелем может привести к его повреждению. Не стоит перемещать его с места на места во время работы сварочного аппарата. Когда горелка нагревается, то всё остальное становится более пластичным. Дерганье и натяжение кабеля может растянуть сам кабель (или направляющий канал), штуцеры могут отсоединиться от разъемов, что как следствие создаст проблемы с защитным газом.
После окончания сварки дайте горелке и кабелю остынуть, но не подвешивайте их во избежание деформации.
№6. Не та горелка
Если вам когда-либо доводилось сваривать током 300 А горелкой на 200 А с продолжительностью включения 40%, то вы знаете какая это нелегкая задача, и такой ее делает неподходящая горелка. Злоупотребление сроком продолжительности включения приводит к перегреванию горелки. Если делать так достаточно часто, то это уменьшит срок эксплуатации оборудования.
Так что горелка должна подходить под ситуацию. Узнайте требования к амперажу и продолжительности включения заранее и делайте технологические перерывы, чтобы горелка и расходные детали успели остыть.
Еще один способ избежать перегревания оборудования — смена защитного газа. Если вы, например, используете аргон, то чем выше его концентрация, тем хуже он охлаждает. Но его часто используют, так как он уменьшает разбрызгивание.
№7. Не тот приводной ролик
Использование не подходящего приводного ролика или его неправильная настройка приведет к слишком сильному или слабому натяжению проволоки при МИГ сварке. При выборе приводного ролика примите во внимание размер и тип проволоки с которой будете работать.
Флюсовая проволока — мягкая, для нее нужен ролик с насечками. На таком ролике есть зубец, который поддевает проволоку и продвигает вперед. Такой ролик нельзя использовать со сплошной проволокой: зубец только испортит проволоку, лучше использовать V и U-образные ролики.
Еще один важный шаг — правильная настройка натяжения. Плохое натяжение может стать причиной многих проблем. Прежде всего, ослабьте напряжение на приводных роликах. Потом начинайте увеличивать натяжение, подавая проволоку в руку в защитной перчатке до тех пор пока проволока не перестанет проскальзывать. Помните о том, что горелку лучше держать прямо, чтобы избежать скручивания кабеля.
Соблюдайте технику безопасности
Меняя расходные детали, убедитесь что отверстия сопла не закупорены, а на токопроводящем наконечнике нет грата. Почаще проверяйте что все разъемы затянуты плотно, а кабели не перекручены.
Следование советам, приведенным выше, поможет вам свести к минимуму простои, увеличить производительность и качество, и сэкономить деньги при MIG сварке.
Ошибки при сварке полуавтоматом у начинающих
Очень часто при работе с полуавтоматом начинающие сварщики допускают ряд серьёзных ошибок, в результате чего шов получается пористым и высоким. Также во время сварки полуавтоматом начинает рваться проволока, наплавленный металл разбрызгивается и не сваривается с основным.
В этой статье сайта migmagsvarka.ru мы рассмотрим основные ошибки при сварке полуавтоматом у начинающих. Исправление многих из них, на начальном пути обучения, помогут новичкам быстро освоить MIG сварку, и уже за сравнительно короткое время получать достойный и качественный сварочный шов.
Ошибки при сварке полуавтоматом
Ниже представлены вашему вниманию самые распространённые ошибки при сварке полуавтоматом.
Многие из них связаны с неправильными настройками полуавтомата, в результате чего скорость подачи проволоки слишком медленная или наоборот, слишком большая.
Неподходящий вольтаж и скорость подачи проволоки
Первая ошибка, она связана с неправильными регулировками сварочного полуавтомата. Данная ошибка приводит к тому, что сварочная дуга начинает «блуждать». При слишком высоком сварочном токе, вы обязательно столкнётесь с такой проблемой как перегрев горелки полуавтомата.
Что же касается заниженных значений сварочного тока, то проволока будет все время наслаиваться, образуя тем самым непровар. Чем характеризуется непровар и другие дефекты сварных соединений, можно узнать из статьи ошибки при сварке аргоном. Там также, практически все те же причины и проблемы приводят к возникновению различного рода дефектов, как и при сварке полуавтоматом.
Неподходящая горелка для полуавтомата
Наверняка многие сталкивались с такой неприятностью, как перегрев горелки полуавтомата. Происходит данная проблема чаще всего из-за того, что используется неподходящая горелка для сварки в среде защитного газа. Например, приходится варить током в 300 Ампер, а горелка предназначена для сварки током в 200 Ампер.
В результате этого, а также когда происходит злоупотребление продолжительностью сварки полуавтоматом, и может наблюдаться перегрев горелки. Поэтому нужно использовать только подходящие горелки для полуавтоматов по амперажу. Также не допустить перегрев горелки полуавтомата способна смена защитного газа.
Например, чем больше будет в составе защитного газа аргона, тем меньше будет охлаждение. Но большая концентрация аргона чаще всего используется для того, чтобы уменьшить разбрызгивание металла при сварке полуавтоматом.
Слишком длинный или короткий направляющий рукав
Большое количество ошибок при сварке полуавтоматом у начинающих приходится и на неправильно выбранную длину направляющего рукава. В результате этого направляющий рукав начинает сжиматься и разжиматься как пружина, из-за чего происходит сильная вибрация газовой горелки.
Само собой разумеется, что сильная вибрация горелки полуавтомата мешает варить качественные швы. Поэтому при монтаже направляющего рукава обязательно нужно убедиться в том, что при работе полуавтомата не происходит его деформаций, а сварочный кабель лежит максимально ровно. Всегда следует избегать скручиваний и перегибов кабелей.
Мало какой режим сварки сравнится по удобству и производительности с MIG, однако есть несколько ошибок, которые могут всё испортить.
№1. Слишком длинный (короткий) направляющий канал
Использование направляющего канала не подходящей длины (чаще всего слишком короткого) — это одна из самых распространенных ошибок начинающего сварщика. В этом случае работающий приводной ролик заставит направляющий канал сжиматься и разжиматься как пружину. Как следствие, горелка начинает вибрировать.
При установке направляющего канала, убедитесь что он не деформируется, а сварочный кабель проложен ровно. Избегайте лишних изгибов и скручивания.
№2. Сварка изношенными расходниками
Использование изношенных расходных материалов (направляющий канал, наконечник, сопло) тоже может стать причиной ухудшения качества сварки. Следите за вылетом проволоки, ПВ горелки, держите правильную дистанцию до заготовки чтобы не перегреть расходные детали. Чем меньше они перегреваются, тем будет меньше вибрации и залипания. Если вылет проволоки слишком короткий, то горелку придется подносить слишком близко к сварочной ванне. Как следствие, может произойти залипание сварочной проволоки и преждевременный выход из строя расходных материалов от перегрева.
№3. Плохое заземление
Срок службы наконечников и прочих внешних элементов уменьшается если сварщик не обеспечит глухое заземление.
В отсутствие заземления, дуга становится рассеянной, значительно нагревая наконечник. Все факторы, так или иначе повышающие температуру, увеличивают сопротивление и износ наконечников и прочих внешних элементов.
Для лучшего заземления, проложите кабель заземления как можно ближе к заготовке. Если это возможно, подвесьте кабель на заготовку или верстак. Чем ближе к дуге, тем лучше.
№4. Неправильно подобранный вольтаж и скорость подачи проволоки
Неправильно подобранный вольтаж и скорость подачи проволоки могут стать причиной блуждания дуги.
Если вольтаж слишком высокий, то горелка будет перегреваться и может выйти из строя.
Если скорость слишком большая — проволока вместо наплавления будет наслаиваться. Если скорость меньше нужной, то металла в сварочной ванне будет мало и будет непровар.
Всегда соблюдайте рекомендации производителя относительно вольтажа и скорости для выбранной вами присадки и толщины заготовки.
№5. Неправильное обращение с кабелем горелки
Неправильное обращение с кабелем может привести к его повреждению. Не стоит перемещать его с места на места во время работы сварочного аппарата. Когда горелка нагревается, то всё остальное становится более пластичным. Дерганье и натяжение кабеля может растянуть сам кабель (или направляющий канал), штуцеры могут отсоединиться от разъемов, что как следствие создаст проблемы с защитным газом.
После окончания сварки дайте горелке и кабелю остынуть, но не подвешивайте их во избежание деформации.
№6. Не та горелка
Если вам когда-либо доводилось сваривать током 300 А горелкой на 200 А с продолжительностью включения 40%, то вы знаете какая это нелегкая задача, и такой ее делает неподходящая горелка. Злоупотребление сроком продолжительности включения приводит к перегреванию горелки. Если делать так достаточно часто, то это уменьшит срок эксплуатации оборудования.
Так что горелка должна подходить под ситуацию. Узнайте требования к амперажу и продолжительности включения заранее и делайте технологические перерывы, чтобы горелка и расходные детали успели остыть.
Еще один способ избежать перегревания оборудования — смена защитного газа. Если вы, например, используете аргон, то чем выше его концентрация, тем хуже он охлаждает. Но его часто используют, так как он уменьшает разбрызгивание.
№7. Не тот приводной ролик
Использование не подходящего приводного ролика или его неправильная настройка приведет к слишком сильному или слабому натяжению проволоки при МИГ сварке. При выборе приводного ролика примите во внимание размер и тип проволоки с которой будете работать.
Флюсовая проволока — мягкая, для нее нужен ролик с насечками. На таком ролике есть зубец, который поддевает проволоку и продвигает вперед. Такой ролик нельзя использовать со сплошной проволокой: зубец только испортит проволоку, лучше использовать V и U-образные ролики.
Еще один важный шаг — правильная настройка натяжения. Плохое натяжение может стать причиной многих проблем. Прежде всего, ослабьте напряжение на приводных роликах. Потом начинайте увеличивать натяжение, подавая проволоку в руку в защитной перчатке до тех пор пока проволока не перестанет проскальзывать. Помните о том, что горелку лучше держать прямо, чтобы избежать скручивания кабеля.
Соблюдайте технику безопасности
Меняя расходные детали, убедитесь что отверстия сопла не закупорены, а на токопроводящем наконечнике нет грата. Почаще проверяйте что все разъемы затянуты плотно, а кабели не перекручены.
Следование советам, приведенным выше, поможет вам свести к минимуму простои, увеличить производительность и качество, и сэкономить деньги при MIG сварке.
Из всех ошибок, которые допускаются начинающими сварщиками в период обучения, я бы хотел поставить акцент на одной самой существенной — спешке. То и понятно, что все мы спешим жить, хотим успеть сделать чего-то больше.
Однако спешка в сварке дело непредсказуемое, порой приводящее к травмам и разочарованиям от работы. В начала обучения сварке необходимо понять основы, которые в дальнейшем закрепляются на практике.
Спешка и неосторожность, вот самые главные враги начинающих сварщиков. От них лучше сразу избавиться, если вы хотите действительно научиться варить.
Типичные ошибки начинающих сварщиков
Незнание основ — это объёмная группа ошибок, которые относятся, прежде всего, к теории сварки. Да, никто начинающего сварщика не заставляет знать наизусть строение и природу происхождения сварочной дуги. Но самое элементарное, что касается параметров тока для сварки, длины дуги, прямой и обратной полярности, всё это знать надо.
Ошибка №1 — неправильная сила тока. Часто начинающий сварщик сетует на то, что электрод всё время прилипает к поверхности металла или наоборот, прожигает в нем дыры. Не разобравшись в причинах, он ищет замену будто бы плохим электродам, начинает ругать продавцов и консультантов сварочного оборудования, но только не себя любимого.
А ведь узнай он о том, какая именно для сварки нужна сила тока, ничего бы этого не произошло. Правильно подобранный сварочный ток, это почти треть успеха для нормальной сварки. Поэтому на первых порах обучения очень важно выучить и закрепить правила подбора сварочного тока в зависимости от толщины свариваемого металла и диаметра электродов.
Ошибка №2 — неправильное перемещение электрода. Трусятся руки, постоянно гаснет дуга, расплавленный металл брызжет из стороны в сторону… Всё это можно сказать о начинающем сварщике, который первый раз в руки взял держак с электродом. Здесь важно прогнать страх и настроиться на работу так, чтобы уловить самое главное и сокровенное, отделить шлак от металла.
Как правильно варить
Ошибка №3 — буду варить без отрыва, как это делают профессионалы! Это еще одна типичная ошибка начинающего сварщика, которая приводит к прожиганию металла и порче инвертора. Варить без отрыва — не очень хорошая идея, поскольку в большинстве случаев ничего нормального из этого не получится. В первую очередь это касается качества провара металла и его усиления.
Ошибка №4 — отсутствие зазора между заготовками. Для сварки двух деталей их нужно выложить с небольшим зазором, чтобы в момент расширения не произошло деформации. При этом зазор между заготовками не должен быть и слишком большим, поскольку это приведёт к расходу электродов и заметно утяжелит весь процесс сварки.
Ошибка №5 — плохо подобранный светофильтр. Если вы не хотите нахвататься зайчиков так, чтобы окончательно отпало желание варить, подберите для работы качественный светофильтр.
Различные виды сварки требуют применения разных светофильтров, поскольку воздействие ультрафиолета при той или иной сварке, также разное. Минимальным воздействием ультрафиолетового излучения обладает ручная дуговая сварка. Полуавтоматическая сварка имеет несколько большее воздействие, ну а аргонодуговая сварка, самое высокое ультрафиолетовое воздействие.
Сварка — это совокупность многих процессов, которые сварщик должен чётко знать и выполнять с закрытыми глазами. Как и в любом другом деле, здесь также важен опыт. Поэтому чем больше вы будете варить, тем лучше у вас будет получаться!
Создание металлических конструкций либо иное производство изделий из металла невозможно без сварочных работ. Одним из самых распространенных методов является сварка металлоконструкций полуавтоматом. Он востребован при соединении разных металлических заготовок: черных и цветных, толстых и листовых. В сварке полуавтоматическими аппаратами применяются современные технологии склейки металлов, которые положительно влияют на качество шва. Наибольшее распространение технология получила в производстве или кузовном ремонте автомобилей и другой техники.
СОДЕРЖАНИЕ
- Что такое полуавтоматическая сварка
- Технология сварки полуавтоматом
- Сварка полуавтоматом с газом
- Сваривание полуавтоматом без защитной среды
- Настройка сварочного полуавтомата
- Виды сварочных швов при сварке полуавтоматом
- Вертикальный шов
- Горизонтальный шов
- Сварка тонкого металла полуавтоматом
- Сварка толстого металла полуавтоматом
- Полуавтоматическая сварка проволокой
- Присадочные проволоки
- Подготовка к процессу сварки
- После выполнения работ
- Техника безопасности
Что такое полуавтоматическая сварка
Перед началом практических занятий по освоению технологии работы с полуавтоматическими станциями следует детально изучить теорию. Оборудование состоит из таких основных узлов:
- основной блок, через который подается присадочная проволока и питание;
- горелка с расположенной внутри нее проволокой;
- сварочный рукав;
- система снабжения защитным газом;
- проводящий питание наконечник.
На больших предприятиях нередко применяются стационарные полуавтоматические установки для сварки деталей на сборочных линиях. Такое оборудование обеспечивает хорошее качество сварного соединения, равномерное распределение наплава по всей длине шва, высокую скорость выполнения работ и малое энергопотребление. В зависимости от принципа работа полуавтоматические модели делятся на несколько групп:
- для сваривания кромок в защитной среде;
- выполнение работ с использованием флюса;
- сваривание с порошковой проволокой;
- универсальные автоматические устройства.
Все без исключения установки отлично справляются с задачами соединения заготовок из цветных или черных металлов. В зависимости от типа подачи присадочной проволоки полуавтоматы бывают:
- стационарными. Корпус установлен на специальную консоль либо иное основание и жестко закреплен;
- переносные. Устройство имеет сравнительно небольшие габариты и вес. Может без особых усилий перемещаться одним человеком;
- передвижные. Агрегат монтируется на тележке и передвигается в пределах одного помещения – как правило, цеха или сборочного участка.
Существует и классификация оборудования в зависимости от типа подающих роликов: тянущие, толкающие или толкающе-тянущие.
Технология сварки полуавтоматом
Сварка полуавтоматом с газом
При помощи полуавтомата можно сваривать детали из оцинкованного или поржавевшего металла. При соединении трудносвариваемых частей в качестве присадки применяется алюминиевая или медная проволока. Это дает возможность получить прочный с равномерным распределением наплава шов.
Когда планируется сваривать материалы в защитной среде или с применением флюса, предварительно выполняются подготовительные работы:
- при помощи растворителя поверхность стыков обезжиривается и очищается от механических включений;
- проверяется работа газового оборудования;
- проваривается небольшой участок стыка. В этот момент корректируются основные настройки;
- выполняется тонкий подбор напряжения и силы тока.
Самым простым вариантом применения полуавтомата считается работа в защитной среде. Используется любой инертный газ, который имеется в наличии: аргон, гелий, углекислый газ или азот. Техника сваривания от выбора газа не зависит и остается неизменной. Наиболее часто востребована углекислота, обладающая хорошими защитными свойствами и сравнительно невысокой стоимостью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Преимущества использования полуавтоматов для сваривания в защитной среде:
- остается неизменным внешний вид конструкции;
- обрабатываются даже самые труднодоступные участки изделия;
- на выходе получается тонкий и достаточно прочный сварной шов;
- минимум отходов;
- все работы выполняются быстро.
Насколько качественно будет сформирован шов зависит от трех основных факторов: соблюдения интервала между свариваемыми поверхностями, метода ведения проволоки вдоль соединения, соблюдения технологии и норм выполнения сварочных работ.
Читайте также: Какой газ используется для сварки полуавтоматом
Сваривание полуавтоматом без защитной среды
Выполнение работ без использования защитныхгазов является альтернативой, позволяющей избежать образования окислов и все время контролировать ход выполнения работ. Но это не означает, что процесс выполняется без защитной среды. В такой ситуации применяются флюсовые (порошковые) проволоки. В процессе плавления присадочного материала сгорает порошок, в результате чего образуется газовая среда, обеспечивающая создание качественного соединения. Принято различать несколько этапов сваривания заготовок с использованием безгазовой полуавтоматической сварки:
- подбор оптимальной сварочной проволоки с флюсом;
- настройка подачи присадочного материала;
- закладывается флюс внутрь воронки;
- открывается защитная заслонка, чтобы флюс мог попасть в зону сваривания;
- запускается полуавтомат;
- образуется электрическая дуга;
- начало сварочных работ.
Необходимо подчеркнуть, что при помощи полуавтоматом можно соединять заготовки из разных материалов, в том числе и алюминия с нестандартными характеристиками. В качестве защитного газа при соединении алюминия используется аргон. Он необходим для того, чтобы при плавлении металла на его поверхности не образовалась новая оксидная пленка.
Читайте также: Как варить полуавтоматом без газа
Настройка сварочного полуавтомата
Тонкая настройка сварочного полуавтомата является обязательным условием для получения качественного сварного соединения. Перед началом эксплуатации оборудования сварщик должен выбрать:
- скорость подачи присадочного материала;
- силу тока;
- оптимальное давление инертного газа.
Установки для автоматической сварки поставляются в комплекте с документацией, где содержится в том числе и информация по регулировке основных параметров сварки. Ориентируясь на данные таблиц, опытный сварщик сможет безошибочно выбрать наиболее подходящие для работы с тем или иным материалом параметры.
Насколько хорошо настроен агрегат можно проверить на ненужных кусках металла. Если шов получается ровным, гладким, без потеков и прерывания – значит настройки выбраны правильно. Оптимальное давление защитного газа должно варьироваться в диапазоне 1-2 атмосферы.
Для подготовки полуавтоматической сварки к работе следует:
- Подобрать проволоку наиболее подходящего размера. Большая часть востребованных расходных материалов имеет диаметр от 3 до 6 мм. Для сварки полуавтоматом в большинстве случаев выбирается проволока диаметром 4 мм.
- Протянуть присадку до горелки, чтобы она вышла и отрегулировать степень ее прижатия.
- Подготовить к применению защитный газ. Наиболее часто используется аргон или углекислота. Первый обеспечивает стабильность электродуги и сводит к минимуму образование брызг. А второй выгодно отличается невысокой стоимостью и прекрасно подходит для работы со стальными заготовками.
- К аппаратуре подключается газовый баллон.
При настройке аппаратуры нужно следовать установившимся правилам. Их соблюдение станет залогом получения качественного и ровного шва. Прежде всего, нужно добиться равномерного и стабильного горения электрической дуги. Важно тщательно очистить стыки от шлака, жира, краски и прочих загрязнений. Не менее значимым условием является оптимальная скорость подачи проволоки. Все параметры настройки можно найти в сопроводительной литературе, которая идет вместе с установкой. Заводские параметры не стоит воспринимать как догму. Они могут служить базисом, от которого сварщик оттолкнется в поиске наиболее подходящего варианта.
Дело в том, что каждый раз установки могут сильно отличаться в зависимости от:
- выбранного режима работы;
- качество энергоснабжения;
- различия в составе свариваемого металла;
- температура воздуха;
- состав и диаметр присадочного материала;
- пространственное расположение стыка;
- вид и состав защитной среды.
Наиболее часто при настройке сварочного полуавтомата сварщики допускают ошибки, которые можно определить по таким симптомам:
- Посторонние звуки, которые напоминают громкий сухой треск. Такие симптомы возникают в том случае, когда присадочная проволока подается медленно. Достаточно просто увеличить скорость подачи проволоки, чтобы полностью исправить ситуацию.
- При выполнении работы наблюдается обильное разбрызгивание. Такое возможно в случаях, когда инертного газа подается слишком мало. Чтобы устранить проблему необходимо проверить редуктор – часто проблема заключается в его неисправности. Иногда достаточно просто увеличить поток газа.
- Плохое проваривание металла и как следствие – невысокое качество шва. Скорее всего, неверно выбрана индуктивность и напряжение.
- Валик получается неодинаковой толщины. Дефект образуется из-за того, что скорость движения горелки выбрана неправильно.
Читайте также: Как настроить сварочный полуавтомат
Виды сварочных швов при сварке полуавтоматом
Манипулируя настройками полуавтоматической сварки, специалист может получать самые разные типа швов. По своему виду они разделяются на несколько видов: тавровые, стыковые, угловые, нахлестовые. Есть несколько видов соединений, которые отличаются своим пространственным положением: нижние, потолочные, горизонтальные и вертикальные.
Формирование потолочного шва делится на два этапа:
- Проваривание основания. Коренной шов формируется, как правило, трехмиллиметровыми электродами с небольшой силой тока.
- Финальное формирование шва.
Второй этап может быть выполнен разными способами:
- Соединение заготовок посредством наложения коротких прерывистых швов или методом точечной сварки. При таком подходя вероятность того, что капли расплавленного металла будут падать на сварщика минимальна. Такая технология подразумевает дополнительное проваривание заготовок в начале и конце стыка.
- Выполнение работы с минимальной дугой. Особенность метода состоит в том, что шов очень быстро остывает: сразу после прерывания дуги.
Нижнее соединение – основной способ соединения металлов, который составляет основу промышленного производства сварных конструкций. Оно может выполняться как ручной дуговой, так и полуавтоматической сваркой. Такие швы характеризуются высокой механической прочностью, которая обеспечивается за счет равномерного распределения расплава.
При угловых соединениях режимы полуавтоматической сварки могут быть самыми разными. Расположение заготовок тоже вариативно:
- Соединяемые поверхности размещены перпендикулярно. При подобном размещении проваривается только внутренний стык. В случаях, когда свариваются трубки, то требуется концентрическое выполнение шва по окружности.
- Угол между соединяемыми поверхностями составляет меньше 60 градусов. Это идеальный вариант расположения: детали отлично провариваются со всех сторон.
При соединении труб или листового металла применяется стыковой шов. При таком варианте проварка может быть: односторонней, односторонней с обработкой, двухсторонней. Одностороння сварка приемлема, если толщина заготовок не превышает 4-х миллиметров. С более толстыми кромками желательно обрабатывать стык с двух сторон.
При односторонней сварке особое внимание следует уделять предварительной подготовке металла. Основательная разделка кромок является важным предусловием формирования качественного шва при полуавтоматической сварке в защитной среде. Разделывается кромка при помощи напильника или болгарки. Во время обработки инструмент держится так, чтобы угол на краю заготовки составлял примерно 45 градусов.
Соединение заготовок внахлест выбирается, когда нужно обеспечить высокое сопротивления шва на разрыв. Чтобы предотвратить скопление влаги, нужно положить швы по обе стороны соединяемых поверхностей. Тавровое соединение отлично подходит для соединения основания металлической конструкции.
Вертикальный шов
Технология формирования вертикального шва при помощи полуавтомата отличается несколькими особенностями:
- Расплав должен остывать намного быстрее, нежели при горизонтальной сварке. Это необходимо для того, чтобы расплавленные капли не стекали на пол. Размер капель можно уменьшить, минимизировав размер сварочной дуги.
- Вертикальная сварка выполняется по направлению снизу-вверх. В таком случае удается положить ровный шов, без наплывов и неровностей.
Чтобы добиться хорошего результата при вертикальном сваривании заготовок по направлению сверху-вниз, следует придерживаться нескольких основных правил. Первое – применять исключительно короткую дугу, чтобы уменьшить разбрызгивание и минимизировать объем расплава. Второе – в начале сварки электрод должен располагаться строго перпендикулярно по отношению к рабочей поверхности. Третье – дальше электрод ставится под острым углом. Но не стоит ожидать идеального результата. Как показывает практика швы обладают весьма скудными характеристиками. Прибегать к такому методу сваривания рекомендуется только в крайних случаях.
Существуют несколько основных техник формирования вертикального шва полуавтоматической сваркой:
- Треугольник. Метод используется в случаях, когда соединяются заготовки с толщиной кромок до двух миллиметров. Его суть заключается в том, что передвижение снизу-вверх заставляет жидкий метал наплывать на уже застывший. Он довольно быстро застывает, не стекая на пол или на оператора. Шлак в этом случае перемещается под определенным углом, образуя некоторое подобие треугольника.
- Елочка. Техника используется для сваривания стыков 2-3 мм в глубину. Передвижение электрода начинается у одной из кромок. Металл плавится по всей толщине, а дуга постепенно перемещается вглубь стыка.
- Лестница. Оптимальный способ соединить две заготовки, между которыми большой зазор. Электрод перемещается от одной кромки к противоположной зигзагообразно.
Горизонтальный шов
Полуавтоматическая сварка дает возможность выполнить горизонтальные швы самого высокого качества вне зависимости от направления движения. Для получения высококачественного шва нужно учесть некоторые особенности:
- нужно уравновесить силу тяжести капель расплавленного металла и силу горения электродуги;
- важно выбрать оптимальную скорость перемещения электрода вдоль стыка;
- чтобы контролировать расплав, следует выполнять сварочные работы непрерывно.
В некоторых случаях завершить шов одним проходом не удается. Тогда можно прибегнуть к технике, включающей периодическое гашение дуги. Можно использовать разные сварные рисунки на заготовках с кромками до 4 мм. Во всем остальном качество шва будет зависеть от опыта и мастерства сварщика.
Сварной горизонтальный шов создается за четыре этапа:
- Формирование корневого валика. Он выполняется короткой электрической дугой. Электрод по отношению к рабочей поверхности держится под углом 80 градусов. Первичный валик формируется, как правило, на максимальной силе тока.
- Наложение вторичного валика. Перед началом процесса устанавливается средняя сила тока. Выполняется валик за один проход электродом максимально большого диаметра. При формировании валика применяется технология углом вперед.
- Создание третьего валика. В зависимости от ранее полученных результатов для формирования валика третьего используется один из двух способов. Площадь вторичного валика большая – третий ложится по центру. Когда размеры вторичного соответствуют норме, то выполнение третьего этапа совершается в два подхода.
- Проверка качества работы.
Сварочные дефекты чаще всего образуются в верхней части шва. Поэтому следует внимательно следить за качеством работ на этом этапе.
Сварка тонкого металла полуавтоматом
В зависимости от типа металла сваривание может выполняться одним из двух способов:
- Обычные листовые заготовки свариваются любым способом.
- Тонкий заклепочный материал следует соединять внахлест. Проваривается через отверстия, которые в верхнем листе были предварительно подготовленные.
При выполнении работ нужно обращать особое внимание на некоторые нюансы:
- скорость подачи проволоки, напряжение и сила тока снижаются до минимально допустимых параметров;
- не допускается задержка электрической дуги в одном месте. Это может вызвать прожег заготовки или наплыв валика;
- заклепочный материал желательно начать сваривать от центра нижней заготовки. В противном случае можно залить ранее подготовленные отверстия.
В случаях, когда герметичность не является обязательным условием, можно прибегнуть к точечному соединению. Расстояние между местами сварки может составлять от 1 до 5 сантиметров.
Сварка толстого металла полуавтоматом
Металл, имеющий толщину стенок более 4-х миллиметров, требует предварительной подготовки: снимаются фаски с обеих кромок. Это позволяет сформировать ровный и в то же время очень прочный шов.
При работе с толстыми заготовками следует выполнять горелкой колебательные движения, чтобы прогревалась большая площадь кромок. Производитель к сварочным полуавтоматам прилагает документацию, где содержится полезная справочная информация. Среди прочих данных есть и таблицы с рекомендованными параметрами для сваривания заготовок из толстого металла.
Основные правила выполнения работ:
- зазор между кромками не должен превышать двух миллиметров;
- ширина сварного шва должна соответствовать толщине металла;
- выбирая расходные материалы, следует учитывать рекомендации производителя оборудования.
Если специалисту поставлена задача максимально хорошо проварить заготовку с толщиной свыше пяти миллиметров, то работу нужно выполнить в несколько подходов. Первым делом проваривается центр стыка. После этого деталь проваривается сверху и снизу. Сваривать заготовки желательно на открытой площадке или же в просторном хорошо вентилируемом помещении.
Полуавтоматическая сварка проволокой
Присадочные проволоки
При соединении металлов полуавтоматом с использованием присадочной проволоки необходимо учесть некоторые нюансы:
- требуется соответствие по химическому составу между присадочным и свариваемым материалом;
- проволока должна быть от проверенного производителя, то есть, качественной и сертифицированной;
- должны быть соблюдены сроки и условия хранения присадки.
Так сложилось, что на производстве и в домашних условиях чаще всего нужно варить сталь или марганец. Именно для этих целей наиболее востребована проволока, которая поставляется для сварочных работ.
Для работы с черными металлами используются такие виды материала:
- Св-08ГС. Применяется для легированной или низкоуглеродистой стали;
- Св-08Г2с. Предназначена для работы с высокоуглеродистой сталью.
Очень часто для выполнения конструкций из черного металла применяется порошковая проволока. Материал выгоден тем, что дает возможность работать без подачи защитного газа в область сваривания. Не нужно тащить на объект баллон с инертным газом. Это важно, когда необходима скорость выполнения работ в сочетании с мобильностью: требуется быстро побывать на нескольких объектах.
Материал представляет собой трубку, изготовленную из низкоуглеродистой стали, полость которой наполнена специальным порошкообразным составом. Металл плавится, в результате чего освобождается порошок. В результате его горения создается газовое облако, которое и защищает рабочую зону от атмосферного воздуха. В подавляющем большинстве случаев в состав порошка включены металлическая пыль и рутил.
Для соединения нержавеющей стали применяется проволока Св.-06Х19Н9Т, Св.-01Х19Н9 или Св.-04Х18Н9. Эти материалы обеспечивают высокую прочность сварного шва. Для алюминиевых заготовок предназначена проволока СВ-АК5. Ее характерная особенность – оригинальный цвет шва.
Подготовка к процессу сварки
Требуется предварительная подготовка перед началом сварочных работ. Она состоит из четырех этапов:
- Создаются на кромках скосы или фаски.
- Поверхность очищается от загрязнений.
- Зона сваривания обрабатывается едким веществом, которое будет препятствовать быстрому образованию тугоплавкой пленки из оксида алюминия.
- Тефлоновый канал обрабатывается с целью уменьшения трения присадочной проволоки о его стенки.
Начинающий сварщик должен усвоить, что в любой ситуации перед началом работ помимо перечисленных нужно выполнить и такие манипуляции:
- убрать с рабочего места ненужные на данный момент инструменты и другие предметы;
- дать максимальный приток освещение на рабочее место;
- разложить по местам необходимые для работы инструменты и вспомогательное оборудование;
- проверить целостность кабеля и готовность к работе удлинителей.
После этого можно приступать к подготовке оборудования. Порядок выполнения манипуляций:
- аккуратно разложить сварочный рукав;
- проверить состояние сопла горелки;
- подсоединить газовый баллон;
- на столе закрепить соединяемые детали. Если работы выполняются непосредственно на конструкции, то обеспечить неподвижность свариваемых поверхностей доступными способами;
- надеть спецовку и прочую амуницию сварщика;
- дать питание на полуавтомат;
- поднести горелку к стыку.
После выполнения работ
После выполнения работы необходимо:
- перекрыть подачу проволоки и инертного газа;
- отключить аппарат от источника питания;
- позволить шву остыть;
- внимательно осмотреть его и при обнаружении дефектов повторить сварку.
Полуавтомат дает возможность использовать разные типы присадочной проволоки.
Важно по максимуму применять доступные средства защиты. Полная экипировка состоит из таких функциональных компонентов:
- Защита глаз. В идеале при выполнении сварочных работ использовать специальную маску. Допускается также одевать защитные очки или применять щиток.
- Защита органов дыхания. Есть специальные фильтрующие маски, которые пригодятся в условиях плохой вентиляции или отсутствии таковой.
- Защита от брызг. Избежать ожогов помогает специальный костюм, выполненный из жаропрочного материала.
Техника безопасности
Чтобы избежать травм следует соблюдать простые правила техники безопасности:
- При выполнении работы следует постоянно находиться на деревянных подмостках.
- Для освещения рабочего места использовать свет от источников питания в 12 вольт.
- На высоте страховаться в обязательном порядке. Размер страховой бечёвки должен быть не менее двух метров.
- Сварочные работы в закрытых помещениях выполнять только при наличии эффективной вытяжки. В случаях, когда вентиляция невозможна, сварщик должен использовать шланговый противогаз. При малой задымленности допускается работа в респираторе.
- Строго запрещено брать свариваемые детали голыми руками.
- На открытых площадках запрещена работа при выпадении осадков.
Заключение
Большинство профессиональных сварщиков хорошо знают особенности работы с полуавтоматическим оборудованием. Этому обучают в учебных заведениях, на курсах. Или же можно просто открыть инструкцию производителя и ознакомиться с основными аспектами. Современные технологии упростили сварочные полуавтоматы и теперь они стали доступны для любителей. Оборудование отлично зарекомендовала себя в быту и малом бизнесе.
Очень часто начинающие сварщики допускают ошибки при сварке, которые не только визуально портят качество шва, но и делают его не таким прочным. Как правило, многие спешат, что вредит качеству проведения сварочных работ.
Также, нередко начинающие сварщики не уделяют должного внимания подготовке металла. Всё это приводит к возникновению различных проблем.
В итоге, то электрод прилипает, то заготовка разваливается на части. В данном обзоре мы поговорим, что вредит сварке, и какие 10 ошибок сварщики допускают чаще всего.
Неподходящая сила тока — данная ошибка допускается сварщиками в момент настройки сварочного оборудования. Неправильно подобранная сила тока обязательно станет причиной появления таких распространенных проблем, как непровары, прожоги или залипание электродов.
Чтобы правильно настроить силу сварочного тока нужно учитывать диаметр используемых электродов, толщину свариваемого металла и пространственное положение шва. Без этих трех составляющих нельзя максимально точно рассчитать, какой именно должна быть сила тока для сварки.
Отсутствие в подготовке металла — если металл ржавый и грязный, то варить его станет настоящей проблемой. Краска или следы битума на поверхности будут препятствовать нормальному контакту, из-за чего электрод будет прилипать к металлу. Всё это приведёт к ухудшению прочности и внешнего вида заготовки.
Прямая или обратная полярность — многие сварщики до сих пор путаются и не знают, на какой полярности нужно варить инвертором. Тонкий металл сваривается на обратной полярности. Что касается толстых металлов, то их варят только на прямой полярности.
Выбор некачественных электродов
Электроды для сварки должны быть не только качественными, но еще и сухими. Поэтому прежде чем ругать производителя, вспомните, как долго и где именно хранились электроды. Возможно, они отсырели и требуют прокаливания перед использованием.
Варить сырыми электродами также сложно, как и неподготовленный металл. Электрод будет плохо зажигаться и всё время прилипать к металлу. Поэтому данный нюанс очень важно учитывать еще на подготовительном этапе выполнения сварочных работ.
Какой должна быть скорость перемещения электрода
Чем толще сваривается металл, тем медленнее нужно перемещать электрод вдоль свариваемого стыка. Всё объясняется тем, что если быстро перемещать электрод, то толстый металл не проварится, как надо, а заготовка развалиться от удара.
И наоборот, чем тоньше металл, тем выше скорость перемещения электрода должна быть. Если подолгу задерживать электрод над поверхностью тонкого металла, то есть риск прожечь в нем дыру.
Поэтому скорость перемещения электрода всецело зависит от толщины свариваемого металла.
Оставьте спешку в покое
Ну и последний совет, никогда не спешите в сварке. Сварка — это такая работа, которая не требует спешки, даже если начальник кричит и брызжет слюной.
К тому же, сварочные работы сопряжены с рядом опасностей. Поэтому чтобы не навредить своему пока что могучему здоровью, очень важно никуда не спешить.
Приветствую всех Драйвовчан и сопричастных!
Долго не было времени, чтобы выложить очередную запись, и я решил на всё забить и исправить этот пробел. Приготовьтесь, будет много текста =[].
Хочу начать эту запись с повествования о том, что послужило причиной того, что я взял работу по восстановлению машины в свои руки и не подпустил к ней больше отца…
ХЗ почему, — то ли слишком был увлечён и озадачен очисткой днища от антикорра, дальнейшей его зачисткой, обработкой, то ли возлагал большие надежды на то, что отец всё поварил чётко, — но я не обращал внимания на то, как вварен левый ланжерон с брызговиком. Когда я увидел сварку со стороны салона, скажу честно, слёзы навернулись на глаза… Чтобы так насрать сваркой, нужно было постараться
Сказать, что я ох.ел обалдел, ничего не сказать. В довесок, отец видимо посчитал, что если залить всю сварку грунтом, то ничего ржаветь не будет… Залить б**** сгоревший грунт не вычистив его, тупо размазав кисточкой, это было гениальное решение(!). Именно в тот момент я решил, что больше к машине отца не подпущу, — в силу возраста и неважного зрения нужно было ему не браться за эту работу.
Хочу пояснить, что на тот момент я не умел варить, не имел представлнения о малярке (было только общее представление) и не знал, как я смогу это всё исправить и доделать машину грамотно. В общем, я был в АХЕРЕ!
Собравшись с мыслями, начал размышлять, чем я могу зачистить то, что было НАСРАНО сваркой, ведь болгаркой в большинство мест не подлезть. И вспомнил, что как-то брал у товарища гравёр, чтобы доработать карбюратор и знал, что есть к нему разные фрезы и предположил, что возможно есть маленькие отрезные круги на него. У нас в городе есть большой магазин электроинструмента, с разнообразными расходниками. Собственно в него я и направился. Нашёл-таки я эти кружки вместе со штифтом, на котором они фиксируются, но ценник честно не порадовал, — 800 рублей за 5 кружков и штифт (Dremel), я думаю это перебор! В итоге огорчённый и озадаченный поехал домой, чтобы продолжить бороздить интернет в поисках решения этого вопроса. Параллельно искал среди знакомых сам гравёр. Поиски были не долгими, товарищ одолжил мне дитя китайской промышленности во временное пользование.
В общем, мысль была верной и я нашёл на просторах спасительной паутины, как изготовить эти круги из отрезных дисков на болгарку. Поехал опять в тот же магазин, поскольку там большой выбор брендовых отрезных дисков и купил диски по нержавейке толщиной 1мм. Первым, что нужно было сделать, это отверстие под винт штифта, на который крепится этот диск. Скажу сразу, сверлить даже не пытайтесь, только сверло затупите. Полез опять в интернет и нашёл статью, где человек рассказывал, что отверстие нужно делать шилом. Ложите диск на ровный деревянный брусок и тонким шилом прокалываете его, как бы буравля диск, при этом давить на шило сильно нельзя, можно сломать диск. Отверстие нужно делать по диаметру винта, чтобы он очень плотно входил. Центр получен, затем либо циркулем, либо на глаз, приложив подходящий круглый предмет обводим его. Круги вырезал ножницами по металлу. Затем прикручиваем круг к штифту (кстати, их можно заказать на Алиэкспресс) и обтачиваем эти диски, зажав в гравёр, о точильный камень. В результате круги получаются идеально круглой формы.
Вычистить эту сварку пол дела, но нужно было ещё и доварить непровары, и исправить то, что было криво приварено. В довесок, к тому моменту я уже отсверлил все поддомкраткики и планку левого переднего поддомкратника, да и увилители задних арок нужно было назад приваривать. В общем, пришлось осваивать сварку…
Первым делом, полез на Ютуб, изучать как настроить полуавтомат и как варить. Путь мой был тернист, со множеством камней преткновения…
Редуктор на углекислотном баллоне стоял мало того, что для кислорода, так он ещё был весь разбитый.
Отец его настраивал на слух. Я таким талантом не обладал, поэтому пришлось искать ему замену.
В итоге вычитал, что самым удобным для контроля подачи углекислого газа является ротаметр. Собственно на следующий день за ним и отправился. Купил последний в наличии, в обычной картонной упаковке и без инструкции, — ну а что взять с дилетанта в этом деле (это я о себе)… Приехал, установил, начал настраивать.
При выставлении указанных в интернете 10-13 л/мин обратный клапан начал пропускать газ. Думаю, косяк в клапане (стоял «Клапан электромагнитный (холостого хода)» от «классики»).
Купил новый клапан, поменял. Проблема осталась. Раз дело не в клапане, значит в ротаметре, — логично?! Логично =). Наверное он неправильно показывает, поскольку были подозрения, что это дитя китайской подвального производства…
Поехал в магазин, с директором вышел разговор на повышенных, причём дерзить мне он начал первым. Немного осадив его, мы поговорили по душам и он предложил мне заменить автомобильный клапан на итальянский, заверив, что проблема в нём. Ударив по рукам, и приобретя клапан я поехал внедрять чудо итальянской технологии.
Итальянский клапан (фото из интернета, поскольку не сфотографировал его до установки)
Новый клапан стал держать давление, но этот чудо ротаметр как-то не очень хотел со мной ладить, — не получалось у меня его настроить. В итоге я поехал менять его на нормальный ротаметр в заводской упаковкой и инструкцией. Долго они препираться не стали, поскольку я кого хочешь достану =[]. Счастливый поехал домой.
Полный размер
Вот он родимый, уже установленный
Установив, дело закипело.
Ненужную пластину поддомкратника использовал как тренировочную деталь.
Её я проварил полностью с двух сторон, пока настраивал полуавтомат.
Полный размер
Многострадальная пластина лежит возле углекислотного баллона
Полный размер
Собственно, сам полуавтомат
Худо-бедно, но начало получаться.
Первым делом, вооружившись гравёром, начал вычищать тот срач сварной, на мототном щите
Затем заварил новые непровары, и те, которые ранее были замазаны шпаклей при при первом ремонте этой машины.
Гравёр конечно творит чудеса. Без него можно было бы даже не заморачиваться с восстановлением.
Параллельно с этим доварил и обработал шов, в том месте, где был вварен кусок рамки лобового стекла.
Доварил непровары на рамке лобового, — они тоже была замазаны шпаклей… рука лицо
Решил даже видео добавить, как я поварил рамку лобового)
Сварка усложнялась тем, что машина в своё время была очень хорошо обработана антикорром, и когда я начинал варить, то антикорр в зазорах разогревался и начинал течь, а это приводило к разбрызгиванию сварки и тому, что металл просто прогорал, но не варился. Приходилось его вымывать оттуда узкой жёсткой кисточкой смесью бензина и растворителя. И так практически по всем швам со стороны салона машины. В общем, на заваривании этих непроваров я и научился варить =D.
По поводу того, зачем я так подробно всё расписал. Во-первых, конечно хочется рассказать, сколько труда было вложено в эту машину, а во-вторых, это уберечь многих от ненужной работы и сохранения своего драгоценного времени. В моём случае, я приобрёл очень много знаний, умений и опыта, и хочу как-то связать свою жизнь с автомобилями, помимо основной профессии. Но должен заметить:у меня было место, где проводить эти работы; оборудование, хотя многое приходилось ремонтировать, модернизировать, покупать новый инструмент и оборудование. А на всё это уходило ооочень много времени (!).
В общем, неизвестно куда приведут ваши начинания. Могут и пользу принести, а могут просто отнять у вас время и средства, а результат будет посредственный. Поэтому взвешивайте все за и против, прежде, чем окунуться во что-то с головой.
Если кто-то осилил, и дочитал до конца, — жму руку! Постараюсь не затягивать со следующей записью, но всё упирается во время. Всем спасибо и до скорого!