![]()
")
Volodey
")
engaddi
")
noct
engaddi
noct
engaddi
noct
![]()
Volodey

AND

BOR

mercyut
AND
mercyut
")
meriva
AND

")
Viaduk
")
novichok

")
YDAN

Storn
плошенко игорь
Друзья, давайте избегать цитирования каждого сообщения без особой необходимости. Это улучшит удобство чтения и поможет сэкономить место на странице. Если нет острой необходимости, отвечайте на последний пост без цитат или используйте символ «@» внизу каждого поста слева, чтобы обратиться к пользователю. Спасибо!
Создайте учетную запись или войдите, чтобы комментировать
Вы должны быть пользователем, чтобы оставить комментарий
Войти
Уже зарегистрированы? Войдите здесь.
Войти
Станок с ЧПУ от Sauno — это надежное и инновационное оборудование, которое нашло широкое применение в различных сферах промышленности. Однако, время от времени, пользователи могут столкнуться с различными ошибками, которые необходимо уметь исправлять самостоятельно, чтобы максимально эффективно использовать станок.
Одной из таких ошибок может быть проблема с концевым выключателем Z1. Концевой выключатель Z1 отвечает за обнаружение позиции оси станка в начальной точке. Если вы заметили, что концевой выключатель Z1 перестал функционировать и станок не может вернуться в начальное положение, необходимо немедленно приступить к изучению причин и ремонту.
Для исправления ошибки концевого выключателя Z1 на станке с ЧПУ Sauno важно провести тщательную диагностику поломки и применить соответствующие методы ремонта. В этой статье мы рассмотрим несколько действенных шагов, которые помогут вам исправить ошибку с концевым выключателем Z1 и восстановить нормальное функционирование станка.
Содержание
- Проблема концевого выключателя Z1 на станке сауно
- Описание проблемы и ее последствий
- Шаги по диагностике и предварительной проверке
- Инструкция по исправлению ошибки
- Результаты и преимущества после устранения проблемы
Проблема концевого выключателя Z1 на станке сауно
Концевой выключатель Z1 отвечает за корректную остановку станка при достижении предела перемещения в одном из направлений. Если он не работает должным образом, это может привести к ошибкам в работе станка и даже повредить оборудование.
Первым шагом при обнаружении проблем с концевым выключателем Z1 необходимо проверить его подключение. Убедитесь, что провода подключены к выключателю надежно и исправно. Также важно проверить, нет ли повреждений или обрывов проводов, которые могут мешать передаче сигнала.
Если подключение и провода в порядке, следующим шагом будет проверка самого выключателя. Возможно, он потерял свою работоспособность и требует замены. Для этого можно воспользоваться мультиметром или обратиться к специалисту, который сможет провести диагностику и, при необходимости, заменить выключатель.
Также стоит обратить внимание на состояние механизма, к которому прикреплен выключатель. Проверьте, нет ли затруднений в движении или неравномерности. Возможно, требуется смазка или регулировка механизма, чтобы обеспечить нормальную работу выключателя.
При обнаружении проблем с концевым выключателем Z1 на станке сауно следует незамедлительно приступить к их устранению, так как это важный элемент безопасности при работе со станком. Если не удается самостоятельно решить проблему, рекомендуется обратиться к квалифицированному специалисту или коллегам за помощью.
Описание проблемы и ее последствий
Концевой выключатель Z1 на станке сауно отвечает за контроль граничных положений движущихся частей станка. Он сигнализирует системе о достижении предельных точек перемещения и предотвращает повреждение оборудования и возможные травмы операторов.
Однако, если концевой выключатель Z1 не работает должным образом или полностью выходит из строя, это может привести к серьезным последствиям. Станок может продолжить перемещение в предельное положение, что может привести к неправильной работе механизмов, повреждению оборудования, выходу его из строя или созданию опасной ситуации для работников.
Поэтому, в случае нерабочего концевого выключателя Z1 на станке сауно, необходимо незамедлительно принимать меры по его исправлению или замене. Ремонт или замена данного выключателя позволит восстановить нормальную и безопасную работу станка сауно и предотвратить возможные негативные последствия.
Шаги по диагностике и предварительной проверке
Перед тем, как приступить к ремонту и исправлению ошибки концевого выключателя Z1, следует выполнить несколько шагов диагностики и предварительной проверки:
- Отключите станок от электропитания, чтобы избежать травмирования и повреждения оборудования.
- Визуально осмотрите концевой выключатель Z1 на предмет видимых повреждений, загрязнений или деформаций. При необходимости очистите или замените выключатель.
- Проверьте подключение проводов к концевому выключателю Z1. Убедитесь, что провода не повреждены и правильно подсоединены. В случае необходимости переподключите или замените провода.
- С помощью мультиметра проверьте электрическую цепь концевого выключателя Z1. Убедитесь, что сопротивление в нормальных пределах и что цепь закрыта в положении выключателя «Включено».
- Проверьте наличие электропитания на входе концевого выключателя Z1. Для этого используйте мультиметр и убедитесь, что напряжение соответствует требованиям станка.
- Проверьте, что выход концевого выключателя Z1 корректно срабатывает при достижении предельной позиции. Для этого можно использовать измерительный прибор или визуально следить за его работой.
Если на предыдущих шагах были обнаружены какие-либо неисправности, следует устранить их заменой или ремонтом неисправных деталей. Если вы по-прежнему обнаруживаете проблемы с концевым выключателем Z1, возможно, потребуется обратиться к специалисту или производителю станка для получения дополнительной помощи и рекомендаций.
Инструкция по исправлению ошибки
Ошибки с концевыми выключателями вполне обычны для станков САУНО. Если у вас возникла проблема с концевым выключателем Z1, следуйте этой инструкции для ее исправления:
1. Проверьте подключение
Убедитесь, что концевой выключатель Z1 правильно подключен. Проверьте провода, соединяющие выключатель с блоком управления станка. Убедитесь, что провода не повреждены и хорошо подключены к соответствующим контактам.
2. Проверьте выключатель и датчик
Проверьте, работает ли концевой выключатель Z1 должным образом. Убедитесь, что он свободно перемещается и надежно фиксируется в нужном положении (открыто или закрыто). Также проверьте датчик, с которым связан выключатель, и убедитесь, что он исправен.
3. Проверьте программное обеспечение
Предположим, что проводка и компоненты в порядке. В этом случае проблема может быть в программном обеспечении станка. Проверьте, правильно ли настроены параметры и программы, связанные с концевым выключателем Z1. Возможно, нужно внести изменения в программу, чтобы исправить ошибку.
4. Обратитесь к специалисту
Если вы исправили все возможные причины ошибки, а проблема не устраняется, рекомендуется обратиться к квалифицированному специалисту. Он сможет более детально проанализировать ситуацию, провести дополнительные испытания и предложить наиболее подходящее решение.
Результаты и преимущества после устранения проблемы
После успешного решения проблемы с концевым выключателем Z1 на станке сауно, получены следующие результаты и преимущества:
1. Устранение сбоев в работе станка.
После устранения проблемы с концевым выключателем Z1, операторы станка заметили значительное снижение сбоев в его работе. Ранее, из-за неисправности выключателя, станок периодически не мог корректно определить положение конца рабочей зоны. Это приводило к ошибкам в позиционировании инструмента и некорректной обработке деталей. Благодаря решению проблемы, станок работает более надежно и эффективно.
2. Повышение качества продукции.
Исправление ошибки концевого выключателя Z1 позволило достичь высокого качества производимых деталей и изделий. Теперь станок точно определяет рабочую зону и обеспечивает правильное позиционирование инструмента. Это в свою очередь сказывается на точности обработки, что положительно влияет на качество готовой продукции.
3. Сокращение времени простоя станка.
Благодаря устранению проблемы с концевым выключателем Z1, значительно сократилось время простоя станка. Ранее, при возникновении ошибки, требовалось проводить длительные и сложные процедуры поиска и устранения неисправности. В результате этого, производство останавливалось на неопределенный срок. Теперь же, благодаря решению проблемы, станок может функционировать без перебоев и простоев, что положительно сказывается на производительности предприятия.
4. Снижение затрат на ремонт и обслуживание.
После устранения проблемы с концевым выключателем Z1, снизились затраты на ремонт и обслуживание станка. Ранее, из-за неисправного выключателя, требовались регулярные ремонтные работы и замена деталей. Это не только увеличивало затраты, но и приводило к значительному временному потере поиска и доставке запчастей. После решения проблемы, такие затраты сведены к минимуму.
Неисправность станка Сауно.
Вот такая вот неприятность у меня случилась.
Забарахлил станок График 3кп 60х90см. Версия на нем стоит 7.2. Работала нормально, обновлять на восьмерку не стал.
В конце прошлого сезона, начал останавливаться во время работы. На дисплее выдавал ошибку датчика, или «станок был выключен во время работы».

Позвонил Алексею. Ну и как всегда поменяли провод который идет к голове. Останавливаться перестал, но по окончании выдает всместо одной сразу две ошибки: фото выше.
На днях жду Алексея, будем разбираться. В следующем выпуске отпишусь.
Антоха (Wednesday, 19 March 2014 14:29)
Привет! Придётся заказывать новый магнит и датчик )+
Дмитрий (Wednesday, 19 March 2014 14:59)
Антоха, не знаю, походу плату надо менять.
Антоха (Thursday, 20 March 2014 07:03)
Вновь привет! Димас, если ошибка выходила после завершения гравировки,
в течение месяца или 2-ух значит причина в магните или в датчике, а так как они связаны то придётся заказывать комплект. У нас в сезоне раза 3 была такая фигня.Цена за магнит и датчик, если память не подводит 13-15т
Дмитрий (Thursday, 20 March 2014 07:16)
Антоха, мы пробовали переставляли голову — датчик и магнит от другого станка, рабочего. Те же самые ошибки выходят.
Антоха (Thursday, 20 March 2014 07:40)
а другую рабочую плату пробовали ставить?
Дмитрий (Thursday, 20 March 2014 07:49)
Нет, не пробовали. Но мы исключили все остальные факторы — заменили провод по оси Z на шлейфы, кстати ошибка магнита пропала. Голову ставили от другого станка. Остается только одно — плата неисправная.
В работе иногда замечал, что вал по Z вибрирует иногда. И тени темновато пробивает с новой иглой и настройками под гранит.
Антоха (Thursday, 20 March 2014 07:59)
Димас, может тебе моя идея покажется бредовой, но попробуй переставить магнит(вместе с креплением)в другую сторону и сделай тест на плитке.
У Сауны есть один косяк они присылают магнит с другой полярностью.Он сначала печатает нормально но затем появляются касяки в гравировки и хаотичное движения вала Z. то есть датчик как бы работает наоборот.
Если непонятно отписался то напиши.
Дмитрий (Thursday, 20 March 2014 08:03)
Антоха, да я слыша кстати про эту фишку. У меня так знакомые парни делали. Тоже косяки были в работе. Они перествили магнит в другую сторону, теперь работает нормально.
Спасибо, Антоха, нужно попробовать!
Игорь (Saturday, 21 June 2014 09:14)
Здравствуйте, у меня такая проблема — не работает кнопка Z вниз. Плату, провода, контакты проверяли — все на месте, нигде не отпаяно. Станок выдает еще ошибку «сбой датчика R. ошибка 3.01»
Кстати, еще на плате отвалился штырек, куда вставляется шлейф R. Что делать?
А как вы переставляете магнит? Пришлите пожалуйста подробную инструкцию.
Вся проблема как оказалось была в проводах. Заменил все провода на новые — проблемы исчезли.
Николай (Thursday, 25 March 2021 15:51)
добрый вечер подскажите в режиме фрезирования станок сауно вадает ошибку 14 требуется активация
Источник
Неисправность станка Сауно.
Вот такая вот неприятность у меня случилась.
Забарахлил станок График 3кп 60х90см. Версия на нем стоит 7.2. Работала нормально, обновлять на восьмерку не стал.
В конце прошлого сезона, начал останавливаться во время работы. На дисплее выдавал ошибку датчика, или «станок был выключен во время работы».
Позвонил Алексею. Ну и как всегда поменяли провод который идет к голове. Останавливаться перестал, но по окончании выдает всместо одной сразу две ошибки: фото выше.
На днях жду Алексея, будем разбираться. В следующем выпуске отпишусь.
Антоха (Wednesday, 19 March 2014 14:29)
Привет! Придётся заказывать новый магнит и датчик )+
Дмитрий (Wednesday, 19 March 2014 14:59)
Антоха, не знаю, походу плату надо менять.
Антоха (Thursday, 20 March 2014 07:03)
Вновь привет! Димас, если ошибка выходила после завершения гравировки,
в течение месяца или 2-ух значит причина в магните или в датчике, а так как они связаны то придётся заказывать комплект. У нас в сезоне раза 3 была такая фигня.Цена за магнит и датчик, если память не подводит 13-15т
Дмитрий (Thursday, 20 March 2014 07:16)
Антоха, мы пробовали переставляли голову — датчик и магнит от другого станка, рабочего. Те же самые ошибки выходят.
Антоха (Thursday, 20 March 2014 07:40)
а другую рабочую плату пробовали ставить?
Дмитрий (Thursday, 20 March 2014 07:49)
Нет, не пробовали. Но мы исключили все остальные факторы — заменили провод по оси Z на шлейфы, кстати ошибка магнита пропала. Голову ставили от другого станка. Остается только одно — плата неисправная.
В работе иногда замечал, что вал по Z вибрирует иногда. И тени темновато пробивает с новой иглой и настройками под гранит.
Антоха (Thursday, 20 March 2014 07:59)
Димас, может тебе моя идея покажется бредовой, но попробуй переставить магнит(вместе с креплением)в другую сторону и сделай тест на плитке.
У Сауны есть один косяк они присылают магнит с другой полярностью.Он сначала печатает нормально но затем появляются касяки в гравировки и хаотичное движения вала Z. то есть датчик как бы работает наоборот.
Если непонятно отписался то напиши.
Дмитрий (Thursday, 20 March 2014 08:03)
Антоха, да я слыша кстати про эту фишку. У меня так знакомые парни делали. Тоже косяки были в работе. Они перествили магнит в другую сторону, теперь работает нормально.
Спасибо, Антоха, нужно попробовать!
Игорь (Saturday, 21 June 2014 09:14)
Здравствуйте, у меня такая проблема — не работает кнопка Z вниз. Плату, провода, контакты проверяли — все на месте, нигде не отпаяно. Станок выдает еще ошибку «сбой датчика R. ошибка 3.01»
Кстати, еще на плате отвалился штырек, куда вставляется шлейф R. Что делать?
А как вы переставляете магнит? Пришлите пожалуйста подробную инструкцию.
Вся проблема как оказалось была в проводах. Заменил все провода на новые — проблемы исчезли.
Николай (Thursday, 25 March 2021 15:51)
добрый вечер подскажите в режиме фрезирования станок сауно вадает ошибку 14 требуется активация
Источник
Содержание
- Настройки магнита на разных версиях сауно. куды бечь?))
- Создайте аккаунт или войдите в него для комментирования
- Лучшие авторы в этой теме
- Создайте аккаунт или войдите в него для комментирования
- Создайте аккаунт или войдите в него для комментирования
Настройки магнита на разных версиях сауно. куды бечь?))
Настройки магнита на разных версиях сауно. куды бечь?))
У заказчика на станке график-зк 120×60 8.0В столкнулся с проблемой по замене коромысла на магните. Хотели его поменять на другое со старого магнита. Но выяснилось, что на старом магните с версии 7.2
посадочное отверстие больше, чем на данном станке. В итоге было принято решение оставить старое коромысло. Перед снятием поставил метку на вал и коромысло,
чтоб установить как и было, но метка на валу успешно стерлась после снятия коромысла Вот тут то и началась проблема с настройкой магнита. Сперва все делалось научным методом «тыка».
Данный метод не помог. Потом нанес новую метку на вал магнита и стал потихоньку подбирать правильное положение коромысла ориентируясь на тест магнита в программе «Engrave». За 2 часа
добился тест магнита 19.5. В данном станке есть 2 теста магнита — Тест 1 сильный удар и Тест 2 слабый удар. В тесте 1 установил значение А=7.000, а в тесте 2 А=4.500.
Рядом стоит станок 11.А, Теста 2 нету.
Думаю должен быть метод, с помощью которого настройка проходит гораздо быстрее.
Может кто сталкивался с подобной проблемой и знает такой метод?
Я сам разрабатывал подобный датчик положения для военной техники и понимаю принцип работы, знаю, что должна быть простая методика калибровки. Но пока не разобрался, как это сделано в Сауно.
почитай эту тему, там мы обсуждали уже угол положения коромысла.
и где то мой пост , как я это делаю. — это что касается калибровки ( при замене коромысла не ставлю ни каких меток )
Настраиваю на тест2 на 4000 стараюсь добиться максимальных значений, а именно около 10, если сильнее удается настроить , то есть вариант
что портрет будет перебелен, уже буду бой по белому уменьшать.
почитай эту тему, там мы обсуждали уже угол положения коромысла.
и где то мой пост , как я это делаю. — это что касается калибровки ( при замене коромысла не ставлю ни каких меток )
Настраиваю на тест2 на 4000 стараюсь добиться максимальных значений, а именно около 10, если сильнее удается настроить , то есть вариант
что портрет будет перебелен, уже буду бой по белому уменьшать.
Ок. Спасибо за ссылку. Почитаю.
Как должен выглядеть график правильно настроенного магнита? Зелёная полоса совпадает с красной?
1 минуту назад, дядя Вова сказал:
Как должен выглядеть график правильно настроенного магнита? Зелёная полоса совпадает с красной?
Зеленая полоса должна быть приближена к красной и быть ровной, без «ступенек». Это в идеале.
24 минуты назад, katalist сказал:
Зеленая полоса должна быть приближена к красной и быть ровной, без «ступенек». Это в идеале.
А цифры, в левом верхнем углу программы, какие-то конкретные или у каждого свои?
11 минут назад, дядя Вова сказал:
А цифры, в левом верхнем углу программы, какие-то конкретные или у каждого свои?
Самый нормальный средний результат 20-21.
@katalist Сначало это
потом это (а вообще то это раздел 7 мануала)
Ну конечно с учетом твоих реалий… станки все индивилуальны
Для установки коромысла магнита в оптимальное положение нужно :
1 ослабить болт крепления коромысла
2 на табло нажать «зазар» «D»
3 вращать пасатижами вал и чтоб значения на табло были близкие к 0
4 Далее затянуть болт крепления коромысла и произвести тонкую настройку магнита с помощью болтов с магнитиками.
К стати датчик уровня с лапкой настраивается как то так же.
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Уважаемый, @ИП Курасов, Вы хотите в одной теме по настройке магнита узнать всё и вся о станке САУНО. Создайте, пожалуйста отдельную тему, типа «БЕСПЛАТНАЯ КОНСУЛЬТАТИВНАЯ ПОМОЩЬ ИП КУРАСОВУ ПО РАБОТЕ НА СТАНКЕ САУНО» .
Большинство задаваемых Вами вопросов уже давно хорошо освещены в различных темах форума. Посвятите недельку времени и изучите всё досканально. А уж если не найдёте ответа на свои вопросы, тогда уж, так и быть, задавайте.
Я лично так и поступил в своё время.
Спасибо за понимание.
- Ответы 103
- Создано 7 г
- Последний ответ 3 г
Лучшие авторы в этой теме
Уважаемый, @ИП Курасов, Вы хотите в одной теме по настройке магнита узнать всё и вся о станке САУНО. Создайте, пожалуйста отдельную тему, типа «БЕСПЛАТНАЯ КОНСУЛЬТАТИВНАЯ ПОМОЩЬ ИП КУРАСОВУ ПО РАБОТЕ НА СТАНКЕ САУНО» .
Большинство задаваемых Вами вопросов уже давно хорошо освещены в различных темах форума. Посвятите недельку времени и изучите всё досканально. А уж если не найдёте ответа на свои вопросы, тогда уж, так и быть, задавайте.
Я лично так и поступил в своё время.
Спасибо за понимание.
Спасибо за помощь, тему создавать не стоит !
«в Питере есть человек который настраивает станки Сауно, и может достать и даже заменить при необходимости детали !»
Его случайно не Игорь зовут? Он был официальным представителем САУНО в СПб
ИП Курасов, я на форуме не часто бываю, поэтому не сразу увидел ваше сообщение.
Если тема настройка магнита, по теме хочу и высказаться.Последнее время много жалоб поступает по работе магнита типа белое-черное.
Сто процентного ответа не имею, могу лишь предполагать что надо сдвинуться с цикла. Что это значит? Нижний магнитик отпустить при помощи двух винтиков и опустить ниже. Провести регулировку магнита как обычно. Он ругнется магнит бъет вверх. Разверните разъем и доведите регулировку до конца. Первоначальный угол кормысло поменяет , соответственно надо отрегулировать и датчик уровня относительно иглы.
Конечно лучше что бы это сделали в сервисе, но кто понимает, может и сам.
Но у меня получилось наоборот. Долго не мог настроить магнит на одном из станков. Когда начал внимательно смотреть, обнаружилось, что отклеился верхний магнитик, приклеенный к регулировочному винту. Снял, приклеил. Стал настраивать магнит по тесту, нормального результата не добился. Выше 14 поднять не мог. Опустил нижний магнитик до конца вниз (как сейчас сказал древний), получилось ещё хуже. Стал поднимать нижний магнитик вверх, дело пошло лучше. Потом попробовал менять положение коромысла с иглой на валу шагового двигателя. Промучился полдня. Но в конце-концов так настроил магнит, что теперь бьёт лучше, чем был новый. Правда винт с верхним магнитом вывернут до конца вверх (дальше уже крутить некуда). Соответственно, в ходе регулировки приходилось неоднократно менять положение провода на плате.
То что вы написали -это нормально. Без приборов и определенных навыков через цикл перескочить точно очень точно трудно. Я не смотрел сколько циклов имеет этот шаговый двигатель, да и не важно. Они просто делятся на плюс и минус умножить на общее колличество и получться один оборот. Беда в другом что на заднице движка стоит датчик Т , так что крутить надо с умом.
Я, зная это, крутил по чуть-чуть. Сделал корректором метки на торце вала и на коромысле и потихонечку проворачивал вал сначала в одну сторону, потом в другую, пока результат меня не устроил.
Ну вот ты и ответил на вопрос, что это не так уже и просто. И в сервисе, особенно выезном никто этим заморачиваться не будет. «Спасение утопающих — дело рук самих утопающих.»
То что вы написали -это нормально. Без приборов и определенных навыков через цикл перескочить точно очень точно трудно. Я не смотрел сколько циклов имеет этот шаговый двигатель, да и не важно. Они просто делятся на плюс и минус умножить на общее колличество и получться один оборот. Беда в другом что на заднице движка стоит датчик Т , так что крутить надо с умом.
Про датчик Т, можно по подробнее? Для чего он нужен?
И если покрутил двигатель на угол «русская рулетка» , может 40градусов, может 140, просто пальцами взял и покрутил туда сюда.
И что именно в одном положение положении вала (цикле) тест магнита покажет максимум?
И что именно в одном положение положении вала (цикле) тест магнита покажет максимум?
Доброго дня! Столкнулся с такой проблемой, изображения получаются серые, плоские.. станок сауно 7.2 Взялся настраивать магнит. При входе в зазор и нажатием на D в нижнем правом углу горит E8 это какая то ошибка? Оба вала настроил, приблизил числа к нулю, но ошибка так и осталась. В чём может быть дело? Заранее благодарен!
Пробую подобрать параметры гравировки, ничего нормального не выходит 132 оттенок ближе к 228 получается, 165 и 198 в свою очередь темнее 132. В какую сторону копать? Настройки на первой картинки Амах 6.900 Амин 3.400 зазор 0.30. Вторая картинка Амах 7.200 Амин 3.400 зазор 0.34. Версия станка 7.2, раньше был рабочий зазор 50 — 55, после разбора и чистки магнита, более менее нормальные картинки получаются при 0.34 Что не так делаю? фалы не прекрепляются, вот ссылка https://www.dropbox.com/sh/w947smbi2hj58jh/AAA0q5z9VtlQk5DSdDxjW-kra?dl=0
Ребят, ну выручайте! Сам разобраться не могу, может уже есть где решение, как именно нужно настроить магнит, хоть ссылочку киньте! Спасибо
Мах, была точно такая же проблема. Решил её искривив прямую от Аmin до Аmax (не знаю версия 7.2 поддерживает такую функцию). И попробуй зазор 0,4 , может лучше будет…
И ,судя по второй картинке, я бы добавил белого.
А как эту диаграмму сделать кривой? я тоже думал об этом.. раньше делал, уже забыл
Спасибо нашёл, за счет графика, получилось по тонам вывести нормально, плавные переходы по тонам, вроде как точки ровные. Запускаю глаза для теста в работу. Получается что попало.. Думаю снова магнит покрутить, полегулировать.. Чуть позже фотки отправлю.
Зазор тут не причем. Иглу проверь и соответствуют ли выставленные параметры в шопе с параметрами в Энгрейве.
Уважаемые господа! Приветствую!
Станок снова стал чудить…
На сей раз проблема с интервалами между строками (сделал схему для наглядности)
Причём, с «ВК» такого уже нет!
Только без «ВК» такая хреня…
У кого-нибудь было такое?
А в итоге получается изображение в мелкую полоску.
Всё дело в магните. Из-за чего не знаю. Когда появилась такая «байда», поменял магниты местами (два станка), на первом «полосность» ушла, на втором появилась.
Как отремонтировать самому, не знаю.
SaNDJorj, портреты делать не пробовал, т.к. на пробнике видно, что получится полная ерунда, но уверен, что мелкая полоска присутствовала бы.
А что в итоге сделали с тем магнитом?
Меня удивляет, что с ВК такой строчности уже нет… Странно!
У вас с ВК тоже были разные интервалы между строк?
Была подобная ерунда. Портреты всегда бью в ВК поэтому не сильно мешало. Но в один проход, на картинках, особенно на белом цвете хорошо видно, вроде как следы от маленького танчика, штришки, с интервалом в 1 см. Фото прикрепил.
Решили проблему подтяжкой линейного подшипника по Х, был люфт из-за этого немного колебалась вся координата Z и строчки совмещались. И еще подтянули по и Y линейные в пределах разумного, чтоб не закусывало ничего. Но причина в первом была. Сейчас что по вертикали, что по горизонтали строчки одинаковые. В ВК режиме кстати эти штришки давали всем известные вертикальные полосы, теперь их нет.
В 20.11.2015 в 00:16, древний сказал:
При переходе с 7,2 на 8,0 в плате вместо элемента дд14 ставится усилитель импульсов.Прошивка и в путь на тех же элементах, которые уже, мягко говоря отработали. Ну и т. д.
Древний, расскажите об этом подробней, пожалуйста.
Ну в общем так и есть, правда их уже все меньше и меньше. Если при тестировании выходные каскады не дают сбой (замена нескольких конденсаторов и так по мелочи) то цифровые связующие могут работать долго. Я не вижу в этом большой проблеммы. Если при установке такой платы все параметры вас устраивают, она будет работать. Скажем так, у платы остаются выводы для заточного модуля, остается вывод в обход юсб. Новая как младенец голенькая, но уже напрямую с впаянным драйвером. Я много лет работал на таких платах, особых различий я не усмотрел перед новой. Да и до сих пор на таких работают два станка, причем сутками. Все нормально.
Древний, подскажите, пожалуйста, а где этот усилитель импульсов можно найти на плате? Я в платах и микросхемах не силён, поэтому можно его фотографию?
У меня станок после того, как я отвёз его в Сауно, стал пробивать очень сильно (они там над ним «поколдовали»). Настолько сильно, что никакими методами не могу вернуть качество гравировки, которое было до поездки к ним (а оно было идеальным!).
Может всё дело как раз в этом усилителе импульсов?
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Ошибка станка номер шесть магнит бьёт слабо
Ошибка станка номер шесть магнит бьёт слабо Проверьте и при необходимости настроить магнит
Коллеги выручайте постоянно вылазит такая ошибка на разных станка версия 11-я на всех станках
Станок делает один проход возвращается в 0-ю и пишет вот это вот ошибку перепробовали уже все! Что это может быть по любому это проблема не только у нас потому что в разных местах работают станки И одна и та же ошибка периодически вылазит и никак не можем её вылечить
Что мешает подкрутить магнит ?
Что значит подкрутить ?
тест ? Делали конечно он отличный
лапку датчика ? Тоже регулировали в разных положениях -ничего не помогает
Пыль как чистите? Металлическую. В тесте магнита какие значения стоят при старте. 7.000 сильный и 4.000 слабый? Или 3.400 слабый?
Мы ставим 2500/6500 первый проход
сдедующие проходы добавляем только А Max
A1 неизменно 2500
это при гравировке
думаете в этом дело ?
А в тесте стоит 3.400/7.400 по умолчанию ставим
Изменено 24 апреля пользователем Добрый
Попробуйте прописать больше и сильный и слабый удары. На восьмерках у меня стоят 7.500 и 4.200. На 11.а стоит значение 7.000 и 4.200. Ошибок магнита нет.Только потом градиент пробить нужно будет.
а вообще что сам тест показывает? макс.значение?
На 11 у меня 25 макс. Слабый 14.Отрегулируйте магнит.
Ну и провод М если не меняли, то стоит новый поставить- посмотреть.
Мы ставим 2500/6500 первый проход
сдедующие проходы добавляем только А Max
Нет. Не настройки А2 и А мах. Настройки в тесте магнита стартовых значений.
Да. Вот эти. Поставьте 7.700 и 4.200
Уже больше года переодически эта болячка выскакивает
замена магнита помогает
Но со временем опять ….
но пробовали конечно мы ВСЁ. И Провода и чистка и тест настраивали и силу выставлять пробовали 4500/9500
Изменено 24 апреля пользователем Добрый
@Добрый такое обычно когда каромысло снимаешь бывает. Может снимали его и как то не правильно установили?
18 минут назад, bottichelli сказал:
Нет не трогали ничего
Производители говорят что шаговые двигатели в самом магните …..
мол их менять и настроить магнит …
У нас такое было, когда железной пыли немного насобиралось.
Почистили, всё ок.
Чистим сжатым воздухом в баллончиках, который предназначен для чистки системных блоков, плат и прочей компьютерной требухи.
Но ты говоришь, что чистка не помогла, тогда не знаю. Но насколько вы хорошо почистили?
Просто 8-ки с таким количеством налипшей пыли бьют без проблем, а вот 11-ка стала капризничать.
Изменено 25 апреля пользователем Мойша Степан
Отклеился магнит под платой.
Последнее время часто страдает качество сборки
Нет не трогали ничего
Производители говорят что шаговые двигатели в самом магните …..
мол их менять и настроить магнит …
Сейчас вместе с ремонтом плат начал заниматься ремонтом магнитов. Так после вскрытия их понимаю, что долго они не могут работать в такой пыли без обслуживания — внутри магнита подшипники забиваются пылью каменной и клинят, помогает только замена подшипников. И из-за заклинивания подшипника падает сила удара. Так же бывает проводок какой нибудь отвалится от платы внутри магнита.
Изменено 26 апреля пользователем katalist
Вот кстати один из вариантов. В свое время вылизла эта ошибка. Оказалось что просто заклинил подшипник в движке магнита тот что ближе к рычагу.
katalist тебе на заметку раз делаешь ремонт головок. Возможно этого не знаешь. Есть головки, они шли некоторое время с 7 версией. Судя по всему небольшой серией, хотя я могу ошибаться в количестве. Так вот там два разных подшипника. Тот что к рычагу имеет внутренний диаметр 6.5мм (наружный 12 стандарт) , а второй обычный 6*12. Так вот подшипника 6.5*12 нету не в одном каталоге подшипников. Его наверно невозможно найти. У меня знакомый занимается поставками подшипником. Он сказал что такого просто несуществует. Отличить по виду головки можно если на крышки крепления датчика R нету отверстия под вал. Там на движке вал короче. Ну и соответсвенно рыгаг сделан под диаметр 6.5мм. Поэтому замена движка возможно только с новым рычагом.
@katalist мой электронщик сразу сказал-фетровая защита )@Роман н Господь создал мир в боооольшом разнообразии.. Хабибович его превзошел… ))))
Вот кстати один из вариантов. В свое время вылизла эта ошибка. Оказалось что просто заклинил подшипник в движке магнита тот что ближе к рычагу.
katalist тебе на заметку раз делаешь ремонт головок. Возможно этого не знаешь. Есть головки, они шли некоторое время с 7 версией. Судя по всему небольшой серией, хотя я могу ошибаться в количестве. Так вот там два разных подшипника. Тот что к рычагу имеет внутренний диаметр 6.5мм (наружный 12 стандарт) , а второй обычный 6*12. Так вот подшипника 6.5*12 нету не в одном каталоге подшипников. Его наверно невозможно найти. У меня знакомый занимается поставками подшипником. Он сказал что такого просто несуществует. Отличить по виду головки можно если на крышки крепления датчика R нету отверстия под вал. Там на движке вал короче. Ну и соответсвенно рыгаг сделан под диаметр 6.5мм. Поэтому замена движка возможно только с новым рычагом.
Спасибо за подсказку. Пока не доводилось встречать такие.
Всем огромное спасибо !
Беру бубен и как обычно в пляс вокруг «железного друга»
Все Советы перепробую
ещё раз спасибо коллеги
@Добрый купил я месяц назад новый станок. С полем 160/80
сегодня только дошли руки его включить
и один раз тоже после того как 1 раз портрет прошёлся , когда поехал на 2 проход выскочила эта же ошибка «Магнит бьет слабо , отрегулируйте магнит»
потом запустил заново и пока больше не вылазила
повторюсь станок новый)))
Изменено 30 апреля пользователем древний
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Источник
О чем речь? Ошибки балансировочного станка возникают при долгой службе устройства, и это нормальное явление. Большую часть из них можно убрать, проведя несложные манипуляции и калибровку.
На что обратить внимание? Однако сложные неисправности требуют иного подхода. Отремонтировать балансировочный станок своими силами можно, но только если вы четко знаете, что делаете. В противном случае лучше обратиться к специалистам.
В этой статье:
- Устройство балансировочного станка
- Причины и признаки неисправности балансировочного станка
- Ошибки балансировочного станка и методы самостоятельного их устранения
- Калибровка балансировочного станка
- Нужно ли калибровать новый балансировочный станок
Устройство балансировочного станка
Наверное, каждый второй автолюбитель хоть раз в жизни сталкивался с ездой на автомобиле с разбалансированным колесом. В результате такого движения в руле транспортного средства ощущается сильная вибрация, происходит ускоренный износ резины и деталей подвески. Причиной разбалансировки является несовпадение геометрического центра колеса и его центра массы.
Процесс балансировки колес и карданных валов автомобиля предотвращает неравномерное истирание покрышек, увеличивает эксплуатационный период ступичных подшипников и деталей подвески. Наибольшим спросом эта услуга пользуется осенью и весной, когда все автолюбители переобувают своего «железного коня» в зимнюю резину, и наоборот.

Балансировка колес или карданных валов осуществляется только с помощью специализированного оборудования. Простая сборка колеса, хоть и правильная, не подразумевает его автоматическое уравновешивание. Специализированное балансировочное оборудование работает в различных режимах с различными размерами и формами дисков.
Если укрупненно рассмотреть конструкцию станка, то она состоит из опор, электромотора и комплекта измерительных датчиков. В процессе балансировки электромотор вращает оправку, на которой закреплено колесо. С помощью датчиков на вращающемся колесе определяется место неуравновешенности.
По конструкции опор балансировочные станки могут быть:
- Мягкими. В этом случае при балансировке происходит измерение амплитуды и частоты движения опоры, спровоцированных кручением разбалансированного колеса. Под каждый вид детали подбирается индивидуальный станок, следовательно, результаты проверок более точны.
- Жесткими. Здесь происходит измерение давления и фазы ротора. Это универсальный станок, который может тестировать разные виды деталей, но при этом точность измерений не такая высокая, как у станков с мягкими опорами.
Ось вращения у балансировочных стендов может быть как вертикальной, так и горизонтальной. Наиболее точные измерения происходят при наличии автоматизированного привода.
Одним из важнейших устройств станка является датчик измерения скорости. Его работа основана на принципе акселерометра или магнитной индукции.
Следующим, не менее важным устройством является датчик измерения угла разворота.
В зависимости от значения показаний датчиков, а также количества поворотов колеса определяются место и масса, которую необходимо добавить.
По способу ввода данных балансировочные стенды могут быть:
- автоматическими;
- ручными.
При балансировке на автоматическом стенде необходимо ввести данные о диаметре колеса, расстоянии до диска, а иногда и ширине. Такой тип оборудования требуем минимальных затрат по времени для уравновешивания дисков и карданных валов. Вывод информации происходит на жк-монитор в цифровом виде.
Во втором случае специалист производит измерение колеса вручную, с помощью линейки, а затем вводит данные в станок.

Признаки неисправности балансировочного станка
Понять, что оборудование для балансировки карданных валов и колес неисправно, можно по следующим признакам:
- не удается произвести балансировку с первого раза;
- происходит неправильное определение массы и геометрии колеса, что свидетельствует о неисправности датчиков;
- во время работы происходит сброс показателей;
- автоматика выдает сообщение об ошибке балансировочного станка;
- треск подшипников или посторонние шумы от других деталей;
- сильное биение во время работы;
- сбой программного обеспечения.
Это далеко не весь перечень неисправностей, которые указывают на потребность в настройке оборудования или его ремонте. Любая, даже самая незначительная, поломка современного устройства требует обращения к сертифицированному ремонтному персоналу. Профессиональные инженеры с помощью диагностического оборудования могут точно определить ошибки балансировочного станка, признаки и причины неисправностей.
При возникновении сбоев в работе оборудования сотрудники шиномонтажной мастерской должны немедленно прекратить работу и сообщить о возникновении неполадки непосредственному руководству. Руководитель в большинстве случаев принимает решение о ремонте станка в специализированном сервисе.
Ремонтники в первую очередь производят разборку и чистку оборудования, выявляют ошибки балансировочного станка, разбираются в деталях и составляют ведомость обнаруженных дефектов.

На основании этого документа становится понятно, как, каким образом и где можно осуществить ремонт, какие материалы и запасные части потребуются для этого. Все возможные варианты реанимирования оборудования доносятся до владельца мастерской. Заказчик рассматривает их, анализирует каждый на предмет временных и финансовых потерь и принимает окончательное решение в пользу того или иного способа ремонта. Затем составляется смета, осуществляется восстановление работоспособности станка.
В стандартный перечень услуг специализированных сервисных центров по ремонту оборудования для шиноремонтной мастерской входит:
- установка оборудования и наладочные работы;
- калибровка измерительных приборов;
- замена неисправных комплектующих;
- диагностические работы;
- замена технических жидкостей оборудования;
- ремонт электрической части, в том числе замена привода;
- сервисные работы;
- консультационные услуги;
- регулировка механизма;
- замена, калибровка программного обеспечения.
Ошибки балансировочного станка и методы самостоятельного их устранения
Ниже приведены коды неисправностей и причины их появления, а также методы устранения.
| Код ошибки | Наименование и возможная причина ошибки | Способ устранения |
| Err 1 | Неправильное направление вращения вала или ошибка ротационного датчика. | Поменять местами 2 фазы 380 B или выполнить операции аналогичные ошибкам 6 и 8. |
| Err 2 | Ошибка EEPROM. Нет контакта с D9 или она неисправна. | Замена платы вычисления. |
| Err 3 | Ошибки параметров станка | Произвести обнуление параметров станка, если код ошибки сохранится, необходима замена платы вычисления. |
| Err 4 | Ошибка усилителя сигнала пьезодатчиков. Напряжение на входах АЦП <0.8 В или >2.3 В | Проверить напряжение питания платы ±5 В и -5В. Если оно в норме, возможно появление утечек из-за отсыревания. Требуется просушить станок, плату вычислителя или заменить ее. |
| Err 5 | Ошибка параметра балансировки вала | Если ошибка возникает при включении станка и повторяется, произведите действия аналогичные ошибке Err 3. Если ошибка возникает при балансировке, это означает, что сигналы с датчиков превышают допустимое значение. |
| Err 6 | Ошибка нулевого отсчёта ротационного датчика | Произвести регулировку положения ротационного датчика и проверить чистоту диска с метками на шкиве. |
| Err 7 | Остановка вала в процессе измерения | Устранить причину остановки |
| Err 8 | Ошибка ротационного датчика | Проверить положение ротационного датчика и чистоту диска с метками |
| Err 9 | Замкнуты кнопки клавиатуры при включении станка | Произвести замену клавиатуры |
| Err 10 | Нет сигнала с частотного преобразователя | Произвести проверку предохранителя на частотном преобразователе, при его неисправности заменить |
Калибровка балансировочного станка
По прошествии определенного времени точность показателей балансировочного станка может падать. Проверку его работы осуществляют следующим образом:
- Берется колесо 15-го или 16-го радиуса и устанавливается на станок.
- В ручном режиме вводятся необходимые параметры.
- Запускается процесс балансировки.
- После остановки колеса выдается результат 25-30. Производится установка грузиков и снова запускается станок. Результат может быть в пределах 05-10.
В случае если после трех балансировок колесо не уравновешивается, то это первый сигнал о необходимости проверки конусов на наличие люфтов и их посадки на валу.
Если указанные выше проблемы подтвердились, то следует провести обязательную калибровку оборудования. Это делается следующим образом:
- После того как показатели доведены до значения 00-00, следует набить грузик весом 100 грамм и запустить процесс балансировки. Должны получиться показатели 00-100.
- Если значения будут составлять 05-95, то уже нужно планировать мероприятия по калибровке станка. Работать на нем еще допустимо, но следует тщательно проверить крепление и наличие люфтов.
- В случае если итоговое значение после контрольной балансировки показывает отклонение в 15 единиц, работа запрещается до калибровки оборудования.
Если не удается достигнуть параметров 00-100, требуется проведение технического обслуживания стенда с привлечением квалифицированного ремонтного персонала. Они произведут его очистку от загрязнений, замерят напряжение сети и т.д. После чего производится повторный процесс калибровки.

Также необходимо обращать внимание на то, как балансировочный стенд производит оценку колеса посредством измерения его параметров. Для этого диск условно делится на горизонтальную и вертикальную плоскости, благодаря чему шина условно разделяется на четыре приблизительно одинаковые части.
При определении параметров колеса главную роль играет точность его установки на вал балансировочного оборудования. Идеальным вариантом является тот, при котором все четыре части оказываются равными. В случае неперпендикулярной установки колеса на вал станка разделение его на части будет неравномерным, что приведет к искажению снимаемых данных.
Нужно ли калибровать новый балансировочный станок
Многие начинающие владельцы шиноремонтной мастерской считают, что при покупке нового балансировочного оборудования можно не производить его калибровку. Правильно это или нет?
При изготовлении балансировочного станка завод-изготовитель обязан провести первичное опробование его работы и осуществить калибровку. Но чаще всего с момента производства оборудования и до его покупки и доставки потребителю может пройти довольно большой период времени, в течение которого станок претерпевает несколько транспортировочных переездов.
Необходимо помнить, что оборудование, предназначенное для балансировки карданных валов и колес, должно проходить периодические проверки, техническое обслуживание и калибровки. Если в процессе работы не получается произвести балансировку с первой попытки, то это является первым признаком того, что вероятно калибровка станка была сбита.
В качестве примера можно рассмотреть балансировочное оборудование фирмы Trommelberg. Этот производитель очень популярен в нашей стране. Правильность показаний нового станка проверяют следующим образом: на правую часть пустого ротора прикрепляют грузик, весом 100 грамм и запускают процесс балансировки.
Идеальными показателями будут: нулевое значение с левой стороны, а с правой – 100. При установке грузика с левой стороны показатели соответственно меняются. Допустимая погрешность оборудования может составлять 1 – 2 грамма. На практике абсолютно новые станки могут выдавать показатели 35-75 вместо положенных 0-100.
Следовательно, после монтажа и пробного включения нового станка необходима его калибровка. Впоследствии это сэкономит время, нервы и позволит оказывать качественные услуги клиентам, которые будут рады посетить ваш сервис еще раз.
![]()
|
ОООНПФ САУНО |
/ |
|
Гравировальныестанки»График-3К/3КП» |
Для нашего примера надо задать ширину 90мм и высоту
120мм.
* Кнопкой «Старт» (зеленая стрелка) начать гравирование.
Рис. 3.3. Панель «Рабочая область».
3.5. Гравирование больших изображений по частям.
Картину надо делить на части, если необходимо:
—Сделать панно, состоящее из нескольких маленьких плиток. При этом станок должен гравировать плитку от края до края без отступов.
—Сделать картину, размеры которой превышают рабочее поле станка. В этом случае возникает дополнительный вопрос – как состыковать отдельные части картины на заготовке, чтобы не было заметно линии стыка.
Деление большой картины на части.
*Открыть картинку в программе Adobe Photoshop.
*Выполнить команду меню «Редактирование/Предпочтения/Указатели и решетка…». В поле «Ка-
ждая линия сетки» установить размер, кратный размерам отдельной плитки. Например, если размеры плитки 20×30 см, то шаг сетки можно установить 10см. В поле «Разбиение» установить «1». Нажать кнопку «Ok».
*Выполнить команду меню «Вид/Показать/Сетка» таким образом, чтобы этот пункт меню был отмечен галочкой. Поверх картинки появится сетка с заданным шагом.
*Выполнить команду меню «Вид/Привязка» таким образом, чтобы этот пункт меню был отмечен галочкой.
*Выполнить команду меню «Вид/Привязка к/ Решетка» таким образом, чтобы этот пункт меню был отмечен галочкой.
*С помощью инструмента «Прямоугольная область» выделить ровно по квадратикам сетки фрагмент картинки нужных размеров. Это легко сделать при включенном режиме привязки.
*Выполнить команду меню «Редактирование/Копировать объединенные» или «Редактирование/Копировать», если пункт меню «Копировать объединенные» недоступен.
*Выполнить команду меню «Файл/Новый…». В окне «Новый» нажать «Ok». На экране появится новая картинка.
*Выполнить команду меню «Редактирование /Вставить» и сохранить полученный фрагмент командой «Файл/Сохранить». В окне «Сохранить Как» дать картинке-фрагменту имя, например, «01».
*Закрыть окно картинки-фрагмента.
*С помощью инструмента «Прямоугольная область» выделять по очереди новые фрагменты и сохранять их в отдельных файлах «02», «03» и т.д., пока вся большая картина не будет сохранена в виде фрагментов.
Стыковка отдельных частей картины на станке.
—Если требуется изготовить панно, то каждая картинка-фрагмент гравируется на отдельной плитке. О том, как гравировать фрагменты изображения на отдельных плитках без отступов по краям, см.
п.3.6.
—Если размер картинки на заготовке превышает размеры рабочего поля станка, например,
портрет в полный рост на заготовке, то надо сделать следующее:
*Гравировать первый фрагмент.
*Передвинуть заготовку на начало необработанного места.
31
|
ОООНПФ САУНО |
/ |
|
Гравировальныестанки»График-3К/3КП» |
*Перемещая гравировальный инструмент в ручном режиме по оси X вдоль нижнего края готового фрагмента, настроить параллельность станка по отношению к фрагменту.
*Открыть второй фрагмент-картинку в программе Engrave.
*На станке войти в ручной режим кнопкой <РУЧ> и вывести инструмент по оси X примерно (точно вывести с первого раза не получится) в начало картинки. По оси Y головку не перемещать.
*В программе Engrave уменьшить силу удара А2 и Аmax до минимальной величины 0.050, чтобы станок не гравировал точек на заготовке.
*Нажать в панели инструментов программы Engrave кнопку «Старт» (зеленая стрелка), начать гравирование. Как только станок начнет гравировать первую строку, нажать кнопку «Пауза». Гравировальный инструмент дойдет до конца строки и остановится. В окне «Пауза» прервать работу кнопкой
«Стоп» в программе Engrave.
*Проверить, остановился ли гравировальный инструмент точно на краю сделанной ранее картинки по оси X. Скорее всего, гравировальный инструмент не остановится точно на краю, а сместится по оси X на некоторое расстояние. Запомнить величину смещения для последующей коррекции.
* Войти в ручной режим клавишей <РУЧ>, поднять гравировальный инструмент клавишей <Z ВВЕРХ> на 2..3мм и нажатием клавиши <0> вывести станок в начальную точку.
*В ручном режиме сдвинуть гравировальный инструмент по оси X на величину корректирующего смещения.
*Снова начать гравирование, прервать его кнопкой «Пауза» и проверить смещение по оси X. Повторять эти операции до тех пор, пока станок не начнет точно выходить на край картинки по оси X. Обычно хватает двух-трех пробных проходов.
*В программе Engrave установить стандартную силу удара для A2, Amax.
*Нажать в панели инструментов программы Engrave кнопку «Старт» (зеленая стрелка) и начать гравирование в обычном режиме.
3.6. Гравирование на плитке без отступов по краям.
Чтобы выполнить гравирование без отступов по краю плитки, необходимо заменить щуп датчика уровня. Щуп должен иметь форму лапы для швейной машинки с гравировальным инструментом в центре. Такой щуп не соскочит с края заготовки при нулевых отступах.
При нулевых отступах гравировальный инструмент должен начать работу в углу плитки. Для установки зазора сделайте следующее.
*Вывести гравировальный инструмент в ручном режиме в угол плитки.
*Находясь в ручном режиме, нажать на пульте станка кнопку <СБРОС> для обнуления координат.
*Передвинуть гравировальный инструмент на 3..5мм от угла внутрь заготовки.
*Установить зазор на пульте станка. Для этого на пульте нажать кнопку <ЗАЗОР>, далее кнопку <ВВОД>. Зазор устанавливается автоматически.
*Нажать на пульте кнопку <РУЧ>, далее кнопку <0>. Станок вернется в начальную точку в угол заготовки. На пульте нажать кнопку <ВЫХ>.
*В программе Engrave нажать кнопку «Старт».
*В окне «Выход в начальную точку» выключить флажок «Авто-зазор» и нажать кнопку «Идти в начальную точку». После выхода инструмента в начальную точку изображения откроется окно «Установить зазор». Нажать кнопку «Продолжить», чтобы пропустить установку зазора. В окне «Начать гравирование» нажать кнопку «Да». Станок начнет гравировать изображение.
3.7. Гравирование выбранных фрагментов изображения.
Программа Engrave позволяет гравировать выделенную часть изображения повторно.
32

|
ОООНПФ САУНО |
/ |
|
Гравировальныестанки»График-3К/3КП» |
Повторное гравирование прямоугольного фрагмента картинки.
*В программе Engrave выделить мышью на картинке прямоугольный фрагмент.
*Размеры и расположение выделенной области можно регулировать мышью при нажатой клавише <Shift>. Выделенный фрагмент не вырезать.
*Начать гравирование командой «Старт» (кнопка с зеленой стрелкой). Гравировальный инструмент переместится из левого верхнего угла заготовки в левый верхний угол выделенного фрагмента картинки. Станок будет делать только выделенный фрагмент.
Данный способ удобен для гравирования изображений по частям. Также можно гравировать фрагмент изображения повторно, но в этом случае прямоугольный фрагмент будет выделяться на изображении более светлым.
Повторное гравирование фрагмента сложной формы.
Выделение фрагмента в программе Photoshop позволяет:
—При повторном гравировании фрагмента сделать переход плавным и незаметным.
—Выделять фрагмент любой формы, а также несколько фрагментов сразу.
*В программе Engrave выполнить команду меню «Файл/Сохранить как…». Сохранить картинку под другим именем, например, вместо «Портрет» ввести «Портрет1». Нажать кнопку «Сохранить».
*Закрыть картинку командой меню «Файл/Закрыть».
*Перейти в Photoshop.
*Меню «Файл/Открыть». В списке «Тип файлов» выбрать «BMP (*.BMP,*.RLE,*.DIB)». Найти в списке файлов картинку «Портрет1» и открыть ее.
*Меню «Изображение/Режим/Черно-белый».
*Войти в режим быстрой маски кнопкой «Правка в режиме быстрой маски» на панели инструментов (или клавиша <Q>).
*На панели инструментов выбрать инструмент «Кисть».
*На панели инструментов установить цвет переднего плана – черный.
*Настроить размеры кисти (клавиши-скобки <[>, <]>). Края кисти должны быть мягкими.
*Выделить кистью фрагмент. Он будет закрашиваться красным цветом.
*Выйти из режима быстрой маски кнопкой «Правка в стандартном режиме» (клавиша <Q>).
*Фон вокруг выделенного фрагмента будет отмечен пунктирной линией. Если пунктирной линией выделен сам фрагмент, а не фон вокруг, выполнить команду меню «Выделение/ Инвертировать вы-
деление» (или «Выделение/ Инверсия»).
*Меню «Слой/Новый /Слой…». В окне «Новый слой» нажать кнопку «Ok».
*На панели инструментов установить цвет переднего плана – черный.
*На панели инструментов выбрать инструмент «Заливка». Установить курсор внутрь пунктирной области и нажать на левую кнопку мыши, при этом область фона зальется черным цветом.
*Убрать выделение пунктиром командой меню «Выделение/ Убрать выделение» (или «Выделение/ Отменить выделение»). На картинке останется только выделенный фрагмент на черном фоне. Так как выделение производилось кистью с мягкими краями, переход от изображения к черному фону также будет плавным.
*Сохранить картинку в формате *.BMP. Открыть картинку в программе Engrave.
*Меню «Выделить/ Сжать фон». Вокруг фрагмента появится прямоугольник.
33
|
ОООНПФ САУНО |
/ |
|
Гравировальныестанки»График-3К/3КП» |
* Начать гравирование кнопкой «Старт». Станок будет гравировать только выбранный фрагмент.
3.8. Точечный и амплитудный режимы гравировки.
Станок может гравировать картинки в точечном и амплитудном режимах. Переключение режимов осуществляется в программе Engrave.
* Установка режима. Программа Engrave, панель «Материал»: в списке «Режим» выбрать «Точеч-
ный» или «Амплитудный».
Точечный режим.
*Установлен в программе Engrave по умолчанию.
*Принцип точечного режима: чем ярче (белее) участок картинки, тем плотнее гравируются точки на заготовке, т.е. на белых фрагментах изображения точки расположены чаще, чем на темных. Кроме того, чем ярче (белее) точка, тем сильнее удар. Плотность точек регулируется автоматически, а сила удара – с помощью панели «Материал».
*Обратите внимание: в точечном режиме яркость оттенка задается различной плотностью точек на картинке (программа Engrave делает это автоматически) и изменением силы удара (регулируется с помощью силы удара A2, Amax).
Амплитудный режим.
* В амплитудном режиме точки на заготовке располагаются на одинаковом расстоянии друг от друга и образуют квадратную сетку. Яркость оттенка формируется только за счет изменения силы удара.
3.9. Режим «ВК» (высшее качество).
В этом режиме каждая строка гравируется за два прохода, т.е. при проходе по строке назад станок гравирует эту же строку повторно. Результат гравирования дает качество лучше, чем режим повторного прохода из-за более точного позиционирования гравировального инструмента.
*Включение режима – в панели «Материал» нажать кнопку «ВК», см. рис.2.4 поз.11. Когда кнопка нажата, режим активен. Для отключения режима «ВК» повторно нажать кнопку «ВК».
*Рекомендуется в режиме «ВК» уменьшать значение силы удара «Amax» (на белом цвете) по сравнению с обычным режимом гравирования. При слабом ударе и двух проходах качество картинки выше, чем при сильном ударе за один проход.
*Время работы в режиме «ВК» увеличивается в 2 раза.
*Если установить режимы «ВК» и «Повторный проход» одновременно, то каждая строка будет гравироваться за 4 прохода.
3.10. Дополнительные режимы гравирования в панели «Материал».
Режим гравирования в одном направлении.
*Включение режима – в панели «Материал» нажать кнопку «Гравирование в одном направлении»,
см. рис.2.4 поз.12. Когда кнопка нажата, режим активен. Для отключения повторно нажать эту же кнопку.
*В этом режиме станок гравирует строку, а в обратном направлении проходит вхолостую. Время работы увеличивается в 2 раза по сравнению со стандартным режимом, но более точно происходит перемещение инструмента. Этот режим можно использовать для повышения качества работы.
34

|
ОООНПФ САУНО |
/ |
|
Гравировальныестанки»График-3К/3КП» |
Квадратное и диагональное (в шахматном порядке) расположение точек.
Рис.3.4. Квадратное (слева) и диагональное (справа) расположение точек.
*Включение режима – в панели «Материал» нажать кнопку «Расположение точек в шахматном по-
рядке», см. рис.2.4 поз.13. Когда кнопка нажата, режим активен. Для отключения повторно нажать эту же кнопку. Данная функция доступна только в амплитудном режиме гравирования.
*Обычно в амплитудном режиме точки при гравировании образуют квадратную сетку. Расстояние между точками по горизонтали и вертикали одинаково и равно шагу. Шаг задается в панели «Материал», см. рис.2.4. поз.4. При включении режима диагонального расположения точек вместо квадратной сетки точки будут расположены в шахматном порядке.
Амплитудно-точечный режим.
Рис.3.5. Амплитудный и амплитудно-точечный режимы.
* Включение режима – в панели «Материал» нажать кнопку «Амплитудно-точечный режим», см. рис.2.4 поз.14. Когда кнопка нажата, режим активен. Для отключения повторно нажать эту же кнопку. Данная функция доступна только в амплитудном режиме гравирования.
35
|
ОООНПФ САУНО |
/ |
|
Гравировальныестанки»График-3К/3КП» |
*В амплитудно-точечном режиме изображение гравируется как в амплитудном, а самые темные места изображения – в точечном. Таким образом, достигается более плавный переход между темносерым и черным оттенками, см. выделенные красным области на рис.3.5. Изменения отображаются на экране программы Engrave.
*Для изменения параметров настройки амплитудно-точечного режима нажмите на кнопку включе-
ния режима (рис.2.4 поз.14), удерживая нажатой клавишу <Ctrl> на клавиатуре. Откроется окно
«Ампл.-точечный режим».
*Параметр «Порог серого цвета» задает диапазон оттенков применения эффекта (от 1 до заданного, где цвет 1 – черный, 255 – белый).
*Параметр «Начальный уровень яркости» задает силу воздействия эффекта на изображение: Чем меньше значение, тем сильнее будет проявляться точечная структура на картинке.
*Для усиления воздействия эффекта параметр «Порог серого цвета» необходимо увеличивать, а «Начальный уровень яркости» уменьшать.
3.11. Режим «Контраст».
Режим «Контраст» позволяет получить при повторном проходе более яркую картинку на заготовке.
*Режим контраста действует только при повторном проходе.
*Включение режима контраста – отметить пункт меню «Работа/Контраст» или отметить флажок «Контраст» в панели информации Engrave. Это можно сделать до начала работы или при первом проходе. Для отключения режима повторно выполнить команду меню «Работа/Контраст» или отключить флажок «Контраст» в панели информации.
3.12. Использование различных материалов на первом и повторном проходе.
Для повторного прохода можно задать отдельный материал. Это дает дополнительные возможности, например:
—Можно задать первый проход в амплитудном режиме, а повторный – в точечном или наоборот. Комбинация режимов дает качество картинки лучше, чем использование только одного режима или повторное использование одного и того же режима.
—На повторном проходе можно задать силу удара сильнее или слабее, чем на первом.
Для настройки отдельного материала при повторном проходе надо сделать следующее:
*В панели «Материал» задать параметры материала первого прохода – режим, шаг, силу удара, зазор. Сохранить материал. Нажать кнопку «Сохран…», в окне «Имя материала» ввести любое имя (название) материала и нажать кнопку «Да».
*Аналогично предыдущему пункту задать материал повторного прохода. При этом шаг для первого и повторного прохода должен совпадать.
*В панели «Материал» нажать кнопку «Список», выбрать в окне «Список материалов» материал первого прохода и нажать «Ок». В панели «Материал» появится материал первого прохода.
*В информационной панели Engrave отметить флажок «Повторный проход». Там же ниже отметить флажок «Материал». В окне-списке выбрать материал повторного прохода и нажать «Ок». Название материала появится на кнопке справа от флажка «Материал».
*Для выбора другого материала повторного прохода нажать кнопку справа от флажка «Материал». Откроется окно-список материалов.
*Для отмены материала повторного прохода отключить флажок «Материал». На кнопке справа от флажка появится надпись «как на первом проходе».
36
|
ОООНПФ САУНО |
/ |
|
Гравировальныестанки»График-3К/3КП» |
3.13. Гравирование глубоких надписей с большой силой удара.
Силу удара можно увеличить за счет увеличения зазора. При этом необходимо одновременно увеличить силу удара. Помните, что с увеличением силы удара гравировальный инструмент быстрее изнашивается.
*Изображение для данного способа гравирования не должно иметь полутонов, т.е. иметь только черный и белый цвет, как, например, надпись.
*В панели «Материал» увеличить зазор до 0.80..1.00 мм (стандартный зазор 0.30 мм). Силу удара на белом цвете Amax (Ц=256) установить около 1.000..1.500. Сохранить материал под отдельным именем кнопкой «Сохран…» в панели «Материал».
3.14. Контроль износа рабочей части гравировального инструмента.
Во время гравировки, а также в начале и по окончании гравировки текущей картинки производится контроль износа рабочей части гравировального инструмента. Под контролем и оценкой состояния рабочей части наконечника гравировального инструмента в этой заявке понимается периодический анализ оператором или программой распознавания рабочей части наконечника, отображаемой на мониторе управляющего компьютера. В версии 7 программы Engrave для этого используются два метода: косвенный и прямой. Оба подхода защищены Патентами России, также поданы новые заявки.
Оба подхода дают оператору станка информацию о текущем состоянии гравировального инструмента и необходимости его замены.
При косвенном методе оценки состояния гравировального инструмента до и после гравировки текущей картинки автоматически измеряется длина рабочей части наконечника и на основании этих измерений дается оценка текущего состояния гравировального инструмента. Текущая степень износа выводится в информационной панели программы Engrave на индикаторе износа в виде гравировального инструмента (рис.2.3, поз.12). Износ измеряется в %, 100% соответствует максимальному износу. Следует отметить, что при использовании косвенных методов производители не гарантируют 100%-ной достоверности информации об износе гравировального инструмента, а дают лишь приблизительную оценку.
Для обеспечения 100%-ной достоверной информации о текущем состоянии гравировального инструмента НПФ «САУНО» разработала и предлагает в 7-ой версии способ контроля износа рабочей части гравировального инструмента на основе прямого визуального контроля. Этот способ также защищен патентами России, Украины, Белоруссии и других стран и любое их копирование и использование без разрешения НПФ «САУНО» является недопустимым.
Визуальный (прямой) способ контроля износа рабочей части наконечника гравировального инструмента (см. рис.3.6) заключается в следующем:
—Гравировальный инструмент поз.5 подводится в поле зрения микроскопа поз.3 в зону оптимальной видимости рабочей части его наконечника.
—Увеличенное изображение наконечника инструмента поз.5 считывается в память управляющего компьютера поз.1 с помощью микроскопа поз.3.
—Введенное видеоизображение рабочей части наконечника гравировального инструмента поз.5 обрабатывается с помощью программ анализа и распознавания, в результате чего изображение корректируется, выделяя группу основных параметров, его характеризующих. Такими параметрами могут быть общая длина наконечника, текущая длина рабочей части наконечника, угол заточки рабочей части наконечника, степень и форма износа рабочей части наконечника, материал рабочей части и т.п.
—Корректированное видеоизображение рабочей части наконечника поз.8 рис.3.7,а со всей необходимой для диагностики и анализа состояния информацией отображается на мониторе поз.2 рис.3.6 управляющего компьютера поз.1.
—Оператором поз.7 рис.3.6 осуществляется визуальная оценка состояния рабочей части наконечника гравировального инструмента поз.8 рис.3.7,а и величины ее износа и принимается решение о дальнейшей эксплуатации гравировального инструмента.
37

|
ОООНПФ САУНО |
/ |
|
Гравировальныестанки»График-3К/3КП» |
6
7
5
3
Рис.3.6. Визуальный способ контроля износа наконечника гравировального инструмента.
|
8 |
8 |
|
Рис.3.7,а. Рабочая часть |
Рис.3.7,б. Рабочая часть |
|
наконечника (без износа). |
наконечника (с износом). |
Все необходимые узлы для контроля износа рабочей части наконечника гравировального инструмента Вы можете дополнительно приобрести в компании «САУНО» в любое время.
*Текущая степень износа выводится в информационной панели программы Engrave на индикаторе износа в виде гравировального инструмента – см. рис.2.3 поз.12. Износ измеряется в процентах, 100% соответствует максимальному износу.
*Для правильного определения степени износа необходимо при замене гравировального инструмента нажать кнопку «Смена иглы» справа от индикатора износа. Перед нажатием на кнопку убедитесь, что станок включен и есть связь с компьютером.
38

|
ОООНПФ САУНО |
/ |
|
Гравировальныестанки»График-3К/3КП» |
3.15. Диагностика и настройка многофункциональной ударной головки.
Перед началом гравирования при установке зазора производится проверка работоспособности электромеханического виброгенератора (ЭМВГ), датчика касания и контроля перемещения гравировального инструмента (Т) и датчика уровня (R).
Возможные ошибки:
*Ошибка 3: датчик R не работает. Причина — обрыв провода датчика уровня R или неисправен сам датчик уровня. Необходимо обратиться в сервис.
*Ошибка 4: датчик T не работает. Причина — обрыв провода ЭМВГ M или неисправен датчик установки зазора T. Необходимо обратиться в сервис.
*Ошибка 5: ЭМВГ бьет вверх. Неправильно подключен провод ЭМВГ на плате управления. Необходимо выключить станок, открыть блок управления и перевернуть провод на плате управления на 180 градусов.
*Ошибка 6: ЭМВГ бьет слабо. Причина — плохая настройка ЭМВГ или обрыв провода ЭMВГ. Необходимо проверить ЭМВГ в режиме настройки – см. п.3.16.
*Ошибка 8: датчик R слишком низко. Щуп датчика уровня должен находиться ниже вершины наконечника гравировального инструмента на 2..3 мм. Проверить положение щупа датчика уровня относительно гравировального инструмента, при необходимости поднять датчик R выше.
*Ошибка 9: датчик R слишком близко к гравировальному инструменту по высоте. Щуп датчика должен находиться ниже вершины наконечника гравировального инструмента на 2..3 мм. Причина ошибки — неправильная установка датчика R. Щуп датчика R установлен на одном уровне или даже выше вершины наконечника гравировального инструмента. Проверить положение лапы датчика уровня относительно гравировального инструмента, при необходимости опустить датчик R ниже.
*Ошибка 10: малый запас хода Z. Из-за толщины заготовки запас свободного хода по вертикальной оси Z от концевого выключателя оси Z до поверхности плиты оказался менее 4.0 мм. Необходимо поднять станок выше относительно поверхности заготовки, например, подложить бруски под ножки, чтобы обеспечить запас свободного хода по оси Z.
3.16. Режим настройки электромеханического виброгенератора.
Режим настройки электромеханического виброгенератора служит для проверки силы удара гравировального инструмента и значительно упрощает процесс его настройки.
Система управления станком в тестовом режиме измеряет амплитуду колебаний гравировального инструмента и выводит текущее значение амплитуды колебаний на экран программы Engrave в виде графика. Система измеряет не только амплитуду входных колебаний ЭМВГ, но и реальный размах колебаний ЭМВГ с помощью специального датчика Т, что позволяет точно измерить силу удара.
Если ранее приходилось при настройке ЭМВГ оценивать силу удара на глаз или на слух, то теперь Вы имеете точный инструмент измерения в виде графика, реагирующего на все изменения.
Порядок настройки электромеханического виброгенератора.
*Включить станок.
*Поднять гравировальный инструмент вверх в ручном режиме так, чтобы он не касался поверхности заготовки.
*В программе Engrave выполнить команду меню «Работа/Настройка магнита…». ЭМВГ начнет вибрировать, на экране пульта управления станком появится режим «Тест магнита», а на экране программы Engrave – окно «Настройка магнита» (см. рис.3.8) с графиком колебаний инструмента.
*В окне графика текущая амплитуда колебаний ЭМВГ выводится в виде зеленого графика. Красной линией на графики обозначено максимальное значение амплитуды. Информация постоянно обновляется, отражая текущее состояние. Значения амплитуды колебаний отображаются в условных единицах.
39

|
ОООНПФ САУНО |
/ |
|
Гравировальныестанки»График-3К/3КП» |
Рис.3.8. Режим настройки электромеханического виброгенератора.
ВНИМАНИЕ! Амплитуда колебаний гравировального инструмента на графике является текущим значением размаха колебаний гравировального инструмента и совпадает с амплитудой, отображаемой в панели «Материал» программы Engrave (параметр А).
*На корпусе ЭМВГ имеются два регулировочных винта, см. рис.2.1 поз.6, расположенные на противоположных сторонах корпуса.
*Ослабить контргайки на регулировочных винтах ЭМВГ. Далее регулировать (закручивать или откручивать) регулировочные гайки. Текущее значение амплитуды колебаний (зеленый график) будет меняться. Необходимо добиться такой регулировки, чтобы амплитуда была максимальной. Для контроля максимального значения служит график в виде красной линии. Он отображает максимальное значение амплитуды, достигнутое на данный момент.
*Графики настройки можно сбросить и тем самым начать измерения заново. Для сброса нажать кнопку «Сброс» в окне «Настройка магнита».
*После достижения максимума амплитуды затянуть контргайки на корпусе ЭМВГ. Для выхода из режима измерений нажать кнопку «Выход».
*Перед началом измерений и при выходе производится проверка настройки ЭМВГ. Если при выходе из режима настройки появилось сообщение «Магнит бьет вверх», необходимо перевернуть разъем ЭМВГ на плате управления (см. рис.1.20 поз.7) и заново провести его настройку.
*Частоту и амплитуду импульсов, подаваемых на ЭМВГ, можно регулировать. Для изменения параметров на пульте станка в главном меню кнопкой <Y ВПРАВО> выбрать п.3 «Тест магнита». Нажать кнопку <ВВОД>. В режиме «Тест магнита» кнопкой <Y ВПРАВО> выбрать параметр А (сила удара) – число справа от буквы «А» должно мигать. Кнопками <X ВВЕРХ>, <X ВНИЗ> установить требуемое значение параметра А. Для быстрого изменения нажать кнопку «Б/М» — на экране пульта горит знак «+». Для изменения параметра F (частота) нажать кнопку «Y ВЛЕВО» и кнопками <X ВВЕРХ>, <X ВНИЗ> установить требуемое значение параметра F. Сохранить настройки – нажать кнопку <СОХР>. Изменять частоту и силу удара можно непосредственно во время теста.
3.17. Создание ярлыка просмотра изображения во время гравировки.
Для проверки качества ретуши изображения перед началом гравирования необходимо открыть картинку в программе Engrave. Часто возникает ситуация, когда на одном и том же компьютере одновременно с гравированием картинки производится ретуширование следующего изображения в про-
40
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
19.02.2016176.64 Кб10I.doc
- #
- #
Неисправность станка Сауно.
Вот такая вот неприятность у меня случилась.
Забарахлил станок График 3кп 60х90см. Версия на нем стоит 7.2. Работала нормально, обновлять на восьмерку не стал.
В конце прошлого сезона, начал останавливаться во время работы. На дисплее выдавал ошибку датчика, или «станок был выключен во время работы».
Позвонил Алексею. Ну и как всегда поменяли провод который идет к голове. Останавливаться перестал, но по окончании выдает всместо одной сразу две ошибки: фото выше.
На днях жду Алексея, будем разбираться. В следующем выпуске отпишусь.
Антоха (Wednesday, 19 March 2014 14:29)
Привет! Придётся заказывать новый магнит и датчик )+
Дмитрий (Wednesday, 19 March 2014 14:59)
Антоха, не знаю, походу плату надо менять.
Антоха (Thursday, 20 March 2014 07:03)
Вновь привет! Димас, если ошибка выходила после завершения гравировки,
в течение месяца или 2-ух значит причина в магните или в датчике, а так как они связаны то придётся заказывать комплект. У нас в сезоне раза 3 была такая фигня.Цена за магнит и датчик, если память не подводит 13-15т
Дмитрий (Thursday, 20 March 2014 07:16)
Антоха, мы пробовали переставляли голову — датчик и магнит от другого станка, рабочего. Те же самые ошибки выходят.
Антоха (Thursday, 20 March 2014 07:40)
а другую рабочую плату пробовали ставить?
Дмитрий (Thursday, 20 March 2014 07:49)
Нет, не пробовали. Но мы исключили все остальные факторы — заменили провод по оси Z на шлейфы, кстати ошибка магнита пропала. Голову ставили от другого станка. Остается только одно — плата неисправная.
В работе иногда замечал, что вал по Z вибрирует иногда. И тени темновато пробивает с новой иглой и настройками под гранит.
Антоха (Thursday, 20 March 2014 07:59)
Димас, может тебе моя идея покажется бредовой, но попробуй переставить магнит(вместе с креплением)в другую сторону и сделай тест на плитке.
У Сауны есть один косяк они присылают магнит с другой полярностью.Он сначала печатает нормально но затем появляются касяки в гравировки и хаотичное движения вала Z. то есть датчик как бы работает наоборот.
Если непонятно отписался то напиши.
Дмитрий (Thursday, 20 March 2014 08:03)
Антоха, да я слыша кстати про эту фишку. У меня так знакомые парни делали. Тоже косяки были в работе. Они перествили магнит в другую сторону, теперь работает нормально.
Спасибо, Антоха, нужно попробовать!
Игорь (Saturday, 21 June 2014 09:14)
Здравствуйте, у меня такая проблема — не работает кнопка Z вниз. Плату, провода, контакты проверяли — все на месте, нигде не отпаяно. Станок выдает еще ошибку «сбой датчика R. ошибка 3.01»
Кстати, еще на плате отвалился штырек, куда вставляется шлейф R. Что делать?
А как вы переставляете магнит? Пришлите пожалуйста подробную инструкцию.
Вся проблема как оказалось была в проводах. Заменил все провода на новые — проблемы исчезли.
Николай (Thursday, 25 March 2021 15:51)
добрый вечер подскажите в режиме фрезирования станок сауно вадает ошибку 14 требуется активация
Источник
Содержание
- Сауно гравировальные станки ошибка датчика
- Неисправность станка Сауно.
- Engrave 7.1 Manual rus
Сауно гравировальные станки ошибка датчика
Неисправность станка Сауно.
Вот такая вот неприятность у меня случилась.
Забарахлил станок График 3кп 60х90см. Версия на нем стоит 7.2. Работала нормально, обновлять на восьмерку не стал.
В конце прошлого сезона, начал останавливаться во время работы. На дисплее выдавал ошибку датчика, или «станок был выключен во время работы».
Позвонил Алексею. Ну и как всегда поменяли провод который идет к голове. Останавливаться перестал, но по окончании выдает всместо одной сразу две ошибки: фото выше.
На днях жду Алексея, будем разбираться. В следующем выпуске отпишусь.
Антоха (Wednesday, 19 March 2014 14:29)
Привет! Придётся заказывать новый магнит и датчик )+
Дмитрий (Wednesday, 19 March 2014 14:59)
Антоха, не знаю, походу плату надо менять.
Антоха (Thursday, 20 March 2014 07:03)
Вновь привет! Димас, если ошибка выходила после завершения гравировки,
в течение месяца или 2-ух значит причина в магните или в датчике, а так как они связаны то придётся заказывать комплект. У нас в сезоне раза 3 была такая фигня.Цена за магнит и датчик, если память не подводит 13-15т
Дмитрий (Thursday, 20 March 2014 07:16)
Антоха, мы пробовали переставляли голову — датчик и магнит от другого станка, рабочего. Те же самые ошибки выходят.
Антоха (Thursday, 20 March 2014 07:40)
а другую рабочую плату пробовали ставить?
Дмитрий (Thursday, 20 March 2014 07:49)
Нет, не пробовали. Но мы исключили все остальные факторы — заменили провод по оси Z на шлейфы, кстати ошибка магнита пропала. Голову ставили от другого станка. Остается только одно — плата неисправная.
В работе иногда замечал, что вал по Z вибрирует иногда. И тени темновато пробивает с новой иглой и настройками под гранит.
Антоха (Thursday, 20 March 2014 07:59)
Димас, может тебе моя идея покажется бредовой, но попробуй переставить магнит(вместе с креплением)в другую сторону и сделай тест на плитке.
У Сауны есть один косяк они присылают магнит с другой полярностью.Он сначала печатает нормально но затем появляются касяки в гравировки и хаотичное движения вала Z. то есть датчик как бы работает наоборот.
Если непонятно отписался то напиши.
Дмитрий (Thursday, 20 March 2014 08:03)
Антоха, да я слыша кстати про эту фишку. У меня так знакомые парни делали. Тоже косяки были в работе. Они перествили магнит в другую сторону, теперь работает нормально.
Спасибо, Антоха, нужно попробовать!
Игорь (Saturday, 21 June 2014 09:14)
Здравствуйте, у меня такая проблема — не работает кнопка Z вниз. Плату, провода, контакты проверяли — все на месте, нигде не отпаяно. Станок выдает еще ошибку «сбой датчика R. ошибка 3.01»
Кстати, еще на плате отвалился штырек, куда вставляется шлейф R. Что делать?
А как вы переставляете магнит? Пришлите пожалуйста подробную инструкцию.
Вся проблема как оказалось была в проводах. Заменил все провода на новые — проблемы исчезли.
Николай (Thursday, 25 March 2021 15:51)
добрый вечер подскажите в режиме фрезирования станок сауно вадает ошибку 14 требуется активация
Источник
Engrave 7.1 Manual rus
![]()
2. Гравирование. Программа Engrave.
2.1. Подключение станка.
Заземление станка обязательно. Подробно о заземлении см. п.1.36.
Для начала работы на станке необходимо выполнить последовательность действий, описанных в п.1.7.2. Не забудьте :
— подключить кабель связи RS-232 с компьютером,
— подключить кабель питания от электросети,
— установить программу Engrave на компьютер (см.п.5.1).
* На переносных компьютерах (notebook) разъем COM-порта обычно отсутствует, поэтому станок подключается через разъем USB. Необходимо использовать специальный переходник RS-232 — USB, который можно заказать вместе со станком или купить в компьютерном магазине.
* На компьютерах с тактовой частотой 2000 МГц и более программа Engrave может останавливаться («зависать») во время гравирования. Необходимо вместо COM-порта подключить станок через USBпереходник. Установка и настройка USBпереходника – см. п.5.2.
2.2. Установка гравировального инструмента.
* Установка гравировального инструмента (поз.1):
А) Ослабить винт (поз.2) на цанговом зажиме (поз.3).
Б) Вставить гравировальный инструмент снизу в цанговый
зажим. Гравировальный инструмент должен входить в за-
В) Закрутить винт (поз.2).
* Щуп датчика уровня (поз.4) должен быть на 2..3 мм ни-
же гравировального инструмента. При необходимости от-
регулировать датчик уровня по высоте регулировочными
Рис. 2.1 Установка гравировального инструмента.
2.3. Установка заготовки.
Режи м ручног о управлени я .
Включить станок с помощью переключателя 1 (рис.1.16) на блоке управления. На экране пульта 2 (рис.1.16) появится надпись: « 1. Ручное управление» . В режиме ручного управления можно перемещать гравировальный инструмент в нужное место. Инструмент перемещается по трем координатам: X, Y, Z.
ВНИМАНИЕ! При установке заготовки в станок и при ручном перемещении головки следите, чтобы щуп датчика уровня и гравировальный инструмент не задели за край заготовки. Перед установкой заготовки поднимите головку вверх и отведите в сторону в ручном режиме управления. При установке заготовки следите, чтобы заготовка не ударила по щупу датчика уровня и гравировальному инструменту.
* Нажать на пульте кнопку . Станок перейдет в режим ручного управления. Станок имеет три координаты: X, Y – горизонтальные, Z — вертикальная. Для перемещения по координатам используются кнопки со стрелками: , , , , ,

. Перемещение происходит, пока соответствующая кнопка-стрелка удерживается нажатой. На экране пульта текущие координаты перемещения X,Y,Z отображаются в миллиметрах.
* Быстрый/ медленный режим перемещения. Нажать кнопку на пульте.
— Режим быстрого перемещения — в правом верхнем углу экрана горит значок «+» и перемещение происходит быстро.
— Режим медленного перемещения — значок «+» не горит. Перемещение происходит медленно.
* Концевые выключатели – срабатывают при перемещении координаты в крайнее положение. Например, при перемещении вверх кнопкой станок остановится в крайнем верхнем положении и на экране пульта в нижней строке справа загорится символ «Z1». При перемещении привода Z вниз символ «Z1» погаснет. Аналогично работают концевые выключатели приводов X,Y.
* При перемещении в ручном режиме по оси Z вниз станок остановится, как только щуп датчика уровня коснется поверхности заготовки. Так сделано, чтобы не сломать гравировальный инструмент при перемещении вниз.
* Перед началом гравирования необходимо отвести МУГ на расстояние не менее 3 миллиметров от концевых выключателей по координате X. Это связано с необходимостью разгона при высоких скоростях рабочего хода. В противном случае во время гравирования работа может прерваться и программа Engrave выдаст сообщение об ошибке концевого выключателя.
* Подробнее о режиме ручного управления см.п.3.1.
Установк а заготовки.
* Перед установкой заготовки в ручном режиме поднять инструмент вверх и отвести в сторону.
* Маленькая заготовка (например, 10 см * 15 см). Положить заготовку в рабочую зону станка. Если заготовка легкая, приклеить заготовку к столу двусторонним скотчем. Заготовка не должна качаться.
* Большая заготовка (например, мемориальная плита-памятник 80 см*120 см). Поставить станок сверху на заготовку. Если заготовка узкая и ножки станка не встают на нее, подложить под ножки станка опоры одинаковой толщины. Станок не должен качаться.
* Заготовку не требуется выставлять точно по уровню, так как во время работы станок автоматически следит за уровнем заготовки с помощью датчика уровня.
Вывод инструмента в начальную точку.
 Y
Y
 2
2
1 
Рис. 2.2. Система координат компьютера и станка.
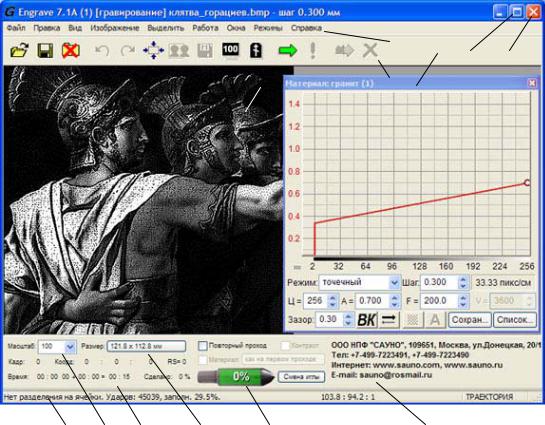
* Начальная точка картинки находится в левом верхнем углу. Левый верхний угол на станке – угол, где установлен гравировальный блок. См. рис.2.2 — точка «0» на компьютере и на станке. Прежде чем начать гравировку изображения, необходимо правильно установить заготовку на рабочем столе, например, проверить параллельность картинки верхнему краю 1 или нижнему краю 2 заготовки.
* Проверка параллельности заготовки. Картинка должна быть параллельна краю заготовки. В ручном режиме (кнопка ) подвести край болта на конце щупа датчика уровня на край заготовки. Перемещать щуп вдоль края заготовки кнопками-стрелками. Если расстояние между щупом и краем плиты меняется, то заготовка лежит неровно. Необходимо выровнять ее.
* Вывести гравировальный инструмент в начальную точку. Вершина наконечника гравировального инструмента должна быть точно над левым верхним углом плиты.
2.4. Подготовка к гравированию в программе Engrave.
Кнопка выхода из
ки на заготовке.
Рис. 2.3. Экран программы Engrave.
* На компьютере открыть программу Engrave.
* Открыть картинку. Команда меню « Файл/Открыть ». В окне « Открыть » выбрать картинку (тип файла – *.BMP) и нажать кнопку « Открыть ». Изображение появится на экране.
* Для обучения рекомендуется использовать ретушированную картинку, которая находится в папке
«Engrave» (см. рисунок).
* Масштаб картинки на экране задается в окне-списке « Масштаб » (поз.9 рис.2.3). Размеры картинки на заготовке в миллиметрах выводятся в поле « Размер » (поз.11).
* Установить масштаб 100%. В масштабе 100% картинка состоит из точек и выводится на экран в том виде, как она будет гравироваться на станке.
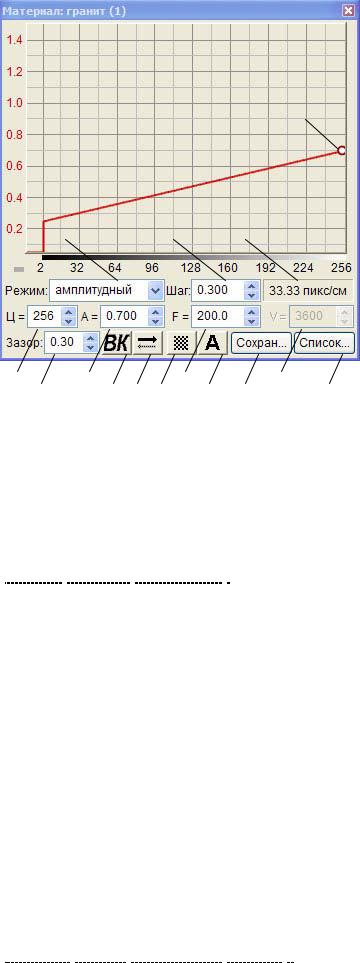
17
1 
Рис.2.4. Панель «Материал».
Вырезать фрагмент изображения .
1. График зависимости силы удара от яркости точек картинки.
2. Маркер настройки силы удара.
3. Режим гравирования (амплитудный или точечный).
4. Шаг гравирования.
5. Разрешение изображения (пиксел/см), зависит от шага.
6. Текущий цвет (1 – черный, 256 — белый).
7. Значение силы удара A для текущего цвета, например, А=0.7 – белый цвет.
8. Частота гравирования F, (Гц).
9. Скорость подачи V, мм/мин.
10. Величина зазора L, мм.
11. Кнопка «Режим ВК» (высшее качество),
12. Кнопка «Гравирование в одном направле-
13. Кнопка «Расположение точек в шахматном порядке», см. п.3.10.
14. Кнопка «Амплитудно-точечный режим»,
15. Кнопка сохранения текущего материала.
16. Кнопка выбора материала из списка сохраненных.
17. Название материала, задается при сохранении материала.
* Для проверки работоспособности станка и в целях обучения удобнее гравировать фрагмент изображения. Чаще всего используется изображение-глаз, так как на портрете глаз имеет самые мелкие и значимые детали.
* Выделить прямоугольный фрагмент. Для этого подвести указатель мыши (стрелку) в левый верхний угол выделяемого фрагмента. Нажать левую кнопку мыши и, не отпуская ее , переместить указатель в правый нижний угол выделяемой области, затем отпустить левую кнопку мыши. Выбранный фрагмент картинки будет выделен рамкой. В поле « Размер » (поз.11 рис.2.3) выводятся ширина и высота выделенного фрагмента.
* Если фрагмент выделен неправильно, можно выделить его повторно. Начинайте выделять новый фрагмент, старая рамка при этом исчезнет и появится новая.
* Отменить выделение. В любом месте картинки нажать и тут же отпустить левую кнопку мыши. Рамка исчезнет.
* Изменить размеры выделенного фрагмента. Удерживая нажатой клавишу , подвести указатель мыши к рамке. Указатель мыши примет форму двойной стрелки. Нажать левую кнопку мыши и, не отпуская ее , перемещать указатель мыши. Край рамки будет перемещаться вместе с мышью.
* Вырезать фрагмент. Команда меню « Изображение/Вырезать » или кнопка « Вырезать » на панели инструментов (поз.5). На экране останется только тот фрагмент, который был выделен рамкой.
Установк а режим а гравирования и зазора.
* Найти на экране панель « Материал » (рис.2.3 поз.6). Если панели нет на экране, открыть панель ко-
мандой меню « Окна/Материал ».
* Вы можете выбрать амплитудный или точечный режим гравирования с помощью списка режимов (рис.2.4 поз.3) панели « Материал ». Подробно об особенностях амплитудного и точечного режимов см. п.3.8.
* Рабочий зазор – это расстояние от вершины гравировального инструмента до поверхности заготовки. Зазор устанавливается автоматически перед началом гравирования. Во время гравирования система слежения с помощью датчика уровня автоматически поддерживает зазор неизменным даже при наклоне заготовки. Зазор устанавливается в панели « Материал », см. рис.2.4 поз.10.
* При изменении величины зазора необходимо также отрегулировать значения силы удара A2, Amax.
Установк а шага гравирования.
* В панели « Материал » найти поле « Шаг », см. рис.2.4 поз.4.
* На заготовке, если это камень, гранит и т.п., наиболее часто используется шаг 0.300мм. Если плита маленькая (20х30см и меньше), шаг можно уменьшить до 0.200мм, чтобы мелкие детали были четче. Если материал заготовки мягкий и изображение большое, то шаг можно увеличить до 0.350..0.400мм. При увеличении шага картинка гравируется быстрее, но мелкие детали получаются менее четко, чем при малом шаге.
* Если материал заготовки мягкий, то при малом шаге (0.200мм и менее) отдельные точки на заготовке будут сливаться и картинка получится слишком белая. Поэтому на мягкой заготовке лучше увеличивать шаг.
Рекомендация. Если Вы обучаетесь работе на станке, установите режим « Точечный » и шаг
Настройк а размеров и расположени я картинк и н а заготовке.
* Измерить линейкой горизонтальные размеры заготовки – ширину и высоту.
* В программе Engrave на панели инструментов нажать кнопку « Камень » (или клавишу ). На экране появится макет заготовки с картинкой.
* Открыть панель « Камень ». Если панели « Камень » нет на экране, открыть панель командой меню
* После ввода значения любого параметра в панели « Камень » (ширина, высота, отступы) рекомендуется нажимать клавишу ( ) для подтверждения.
* Задать ширину и высоту заготовки в миллиметрах (в панели « Камень » окна ширина и высота).
* Задать ширину и высоту картинки в миллиметрах (поле « Рисунок » — ширина и высота). Ширина и высота картинки пропорциональны. Поэтому, если изменяется ширина, то и высота меняется автоматически. Выбирайте размеры картинки так, чтобы оставался запас для отступов от края заготовки. Например, при ширине заготовки 300мм можно задать ширину картинки 280мм, чтобы отступы справа и слева были по 10мм.
* Задать отступы картинки от края заготовки. Отступы задаются в панели « Камень » в группе из четырех полей « Отступы » (отступ сверху, снизу, слева, справа). Если необходимо поместить изображение в центр заготовки, нажмите кнопки « Центр X » и « Центр Y ». Можно задать нужный отступ вручную. Например, в поле верхнего отступа задать «15» и нажать клавишу — отступ сверху будет 15мм.
* Отступ снизу должен быть не менее 10мм , иначе щуп датчика уровня может соскочить с поверхности заготовки. Если отступ слишком малый, то в панели « Камень » соответствующее поле отступа выделяется красным. Если Вы хотите гравировать без отступа, то воспользуйтесь специальным щупом, который Вы можете приобрести дополнительно у разработчиков оборудования.

* Размеры и расположение картинки можно регулировать с помощью мыши. Подвести мышь внутрь картинки (указатель мыши при этом должен принять вид черной стрелки), нажать левую кнопку мыши и, не отпуская кнопку, перемещать мышь. Картинка на заготовке будет двигаться и отступы изменятся. Для изменения размеров картинки подвести мышь к краю картинки (указатель мыши имеет вид двойной черной стрелки), нажать левую кнопку мыши и, не отпуская кнопку, перемещать мышь.
* Выйти из режима « Камень ». Для выхода нажать в панели инструментов кнопку « Камень ».
ВНИМАНИЕ! Если плита неровная или большая, то гравировальный инструмент невозможно вывести точно в угол заготовки. В этом случае необходимо вручную разметить заготовку, чтобы найти, где находится верхний левый угол картинки. Вывести гравировальный инструмент в левый верхний угол картинки. В программе Engrave в режиме « Камень » задать размеры картинки. Отступы слева и сверху задать равными нулю. По команде « Старт » станок начнет работу прямо из той точки, где находится гравировальный инструмент.
Настройка силы удара.
* В программе Engrave нажать на клавиатуре клавишу . Программа Engrave перейдет в полноэкранный режим. В нижней части экрана появятся надписи: А2 – сила удара на сером цвете, Аmax – сила удара на белом цвете.
* Регулировка силы удара. На клавиатуре клавиши-стрелки , — выбор параметра (выбранное число красное), клавиши-стрелки , — увеличить или уменьшить значение силы удара.
* Для выхода из полноэкранного режима еще раз нажать .
* Регулировать силу удара можно также в процессе гравирования.
* Настройки материала (шаг, сила удара) можно сохранить для последующего использования. В панели « Материал » нажать кнопку « Сохран… ». В окне « Сохранить материал » ввести название материала. Названием может быть любое слово, например, «Гранит», «Стекло». Нажать кнопку « Да ». Таким образом, можно сохранять настройки для разных материалов под разными именами. В дальнейшем сохраненный ранее материал можно выбрать из списка. В панели « Материал » нажать кнопку « Список », в окне « Список материалов » выбрать в списке нужный материал и нажать кнопку « Ок ».
2.5. Запуск процесса гравирования, действия в процессе работы.
* В программе Engrave на панели инструментов нажать кнопку « Старт » (зеленая стрелка). В окне « Выход в начальную точку » нажать кнопку « Старт ». Гравировальный инструмент переместится в точку картинки с ненулевой яркостью, затем система управления автоматически установит зазор и начнет работу.
* Параметр « Время » в нижней панели Engrave показывает, сколько времени осталось до конца работы. Информация о времени работы представлена в виде:
«Время с момента старта» (часы:мин:сек) + «Осталось до конца» (часы:мин) = «Общее время» (часы:мин).
* Общее время гравирования можно узнать до начала работы, сразу после открытия картинки.
Источник
Станок сауно — это многофункциональное оборудование, которое широко применяется в различных отраслях промышленности. Он используется для обработки деталей, фрезеровки, резки и сверления материалов. Как и любая сложная техника, станок сауно может выйти из строя и требовать ремонта.
Одна из распространенных проблем, с которой можно столкнуться, — это ошибка концевого выключателя Z1. Концевой выключатель Z1 отвечает за остановку станка при достижении конечной точки движения. Если выключатель не работает правильно, станок может двигаться за пределы заданной зоны или не останавливаться вовремя, что может привести к повреждению оборудования или травме оператора.
Исправить ошибку концевого выключателя Z1 достаточно просто, если у вас есть необходимые инструменты и понимание работы станка. Во-первых, проверьте, подключен ли выключатель правильно. Убедитесь, что провода подключены к правильным контактам и надежно закреплены. Если провода сильно изношены или повреждены, замените их на новые.
Во-вторых, убедитесь, что концевой выключатель не заблокирован. Проверьте, нет ли на нем посторонних предметов или загрязнений, которые могут помешать его нормальной работе. Если вы обнаружите какие-либо преграды, удалите их и очистите выключатель. Если после этого проблема не исчезнет, возможно, потребуется замена выключателя.
Содержание
- Ошибки концевого выключателя Z1: как исправить в станке сауно
- Причины и последствия ошибки концевого выключателя Z1
- Диагностика и идентификация ошибки концевого выключателя Z1
- Шаги по исправлению ошибки концевого выключателя Z1
Ошибки концевого выключателя Z1: как исправить в станке сауно
В станке сауно, концевой выключатель Z1 играет важную роль в определении конечной позиции режущего инструмента. Однако, иногда могут возникать ошибки, связанные с этим выключателем. В данной статье мы рассмотрим некоторые из наиболее распространенных ошибок концевого выключателя Z1 и предложим возможные способы их исправления.
| Ошибка | Возможная причина | Способ исправления |
|---|---|---|
| 1. Выключатель не срабатывает при достижении конечной позиции | Загрязнение или износ контактов выключателя | Очистить или заменить контакты выключателя |
| 2. Выключатель срабатывает не в нужный момент | Неправильная настройка или повреждение механизма выключателя | Перенастроить или заменить механизм выключателя |
| 3. Сломанный выключатель | Механическое повреждение выключателя | Заменить выключатель на новый |
Если вы не уверены, как исправить ошибку концевого выключателя Z1 в своем станке сауно, рекомендуется обратиться к специалисту по техническому обслуживанию. Он сможет провести диагностику и предложить наиболее подходящий способ исправления проблемы.
Причины и последствия ошибки концевого выключателя Z1
Ошибки концевого выключателя Z1, которые могут возникать на станке сауно, могут быть вызваны различными причинами и иметь свои последствия. Некорректная работа концевого выключателя может привести к неправильной работе станка и возникновению проблем в его функционировании. Рассмотрим основные причины и последствия таких ошибок.
-
Причина 1: Сбой в работе концевого выключателя
Одной из основных причин ошибки концевого выключателя Z1 является его сбой в работе. Это может произойти из-за неправильной настройки выключателя, его износа или повреждения. В результате станок может работать некорректно, не останавливаясь или останавливаясь не в нужный момент.
Последствия:
- Возможное повреждение обрабатываемого материала из-за неправильной остановки станка.
- Потеря точности и качества обработки из-за неправильных положений инструмента.
- Повреждение самого станка или его элементов.
-
Причина 2: Плохая обработка или монтаж концевого выключателя Z1
Неправильная обработка или монтаж концевого выключателя Z1 также может стать причиной ошибок в его работе. Некачественное соединение, неправильная установка или неправильное подключение проводов могут привести к неработоспособности выключателя. Вследствие этого станок может не распознавать положение выключателя и продолжать работу даже при достижении концевых точек.
Последствия:
- Неправильная работа станка из-за отсутствия остановки в заданных положениях.
- Возможность повреждения инструмента или обрабатываемого материала из-за продолжения работы станка при достижении концевых точек.
- Снижение качества продукции из-за отсутствия точности при работе станка.
-
Причина 3: Дефекты в оборудовании или электрической цепи
Некачественное оборудование или наличие дефектов в электрической цепи также могут вызвать ошибку концевого выключателя Z1. Нарушения в электрической цепи или неисправности в компонентах станка могут привести к неправильной работе выключателя и неверному срабатыванию его сигнала.
Последствия:
- Неправильная работа станка, несоответствующая заданным параметрам и требованиям.
- Возможность повреждения обрабатываемого материала, инструмента или самого станка.
- Риск возникновения аварийных ситуаций, связанных с ненадлежащей работой станка.
Диагностика и идентификация ошибки концевого выключателя Z1
В случае возникновения ошибки концевого выключателя Z1 на станке сауно, необходимо провести диагностику и идентификацию проблемы
Чтобы выполнить диагностику, следует выполнять следующие шаги:
- Проверить подключение концевого выключателя Z1. Убедиться, что кабель надежно и правильно подключен к выключателю и контроллеру станка сауно.
- Проверить целостность кабеля. Провести осмотр и проверку целостности кабеля. В случае обнаружения повреждений или перегибов, заменить кабель.
- Проверить состояние концевого выключателя Z1. Убедиться, что выключатель свободно перемещается и не застревает в одном положении. При необходимости прочистить или заменить выключатель.
- Проверить настройки контроллера станка сауно. Обратиться к руководству по эксплуатации и проверить настройки, связанные с концевым выключателем Z1. В случае несоответствий, настроить контроллер.
- Проверить электрические соединения. Убедиться, что все электрические соединения на контроллере и внутри станка сауно надежно закреплены и не имеют коррозии или окисления.
Если после выполнения всех указанных шагов ошибка концевого выключателя Z1 не устраняется, рекомендуется обратиться к специалистам по ремонту станков сауно или производителю оборудования для получения квалифицированной помощи.
Шаги по исправлению ошибки концевого выключателя Z1
Если в станке сауно возникла ошибка концевого выключателя Z1, можно следовать следующим шагам для ее исправления:
1. Проверьте подключение
Убедитесь, что концевой выключатель Z1 правильно подключен к станку. Проверьте, что провода не повреждены и заказаны в соответствии с инструкцией по установке.
2. Проверьте положение выключателя
Проверьте, что концевой выключатель находится в правильном положении. Убедитесь, что он установлен так, чтобы корректно срабатывать при достижении конца рабочей зоны.
3. Проверьте механизм выключателя
Проверьте, что механизм концевого выключателя функционирует должным образом. Проведите тестовое движение станка вручную, чтобы убедиться, что выключатель срабатывает и останавливает движение станка в нужный момент.
4. Замените выключатель
Если все предыдущие шаги не привели к решению проблемы, возможно, концевой выключатель Z1 неисправен. В этом случае замените выключатель на новый, соблюдая инструкции по замене, указанные в технической документации.
5. Обратитесь к специалисту
Если после выполнения всех перечисленных шагов ошибка концевого выключателя Z1 не была устранена, рекомендуется обратиться к квалифицированному специалисту или технической поддержке производителя станка сауно для дальнейшей диагностики и решения проблемы.