From Wikipedia, the free encyclopedia

The margin of error is a statistic expressing the amount of random sampling error in the results of a survey. The larger the margin of error, the less confidence one should have that a poll result would reflect the result of a census of the entire population. The margin of error will be positive whenever a population is incompletely sampled and the outcome measure has positive variance, which is to say, whenever the measure varies.
The term margin of error is often used in non-survey contexts to indicate observational error in reporting measured quantities.
Concept[edit]
Consider a simple yes/no poll  as a sample of
as a sample of  respondents drawn from a population
respondents drawn from a population  reporting the percentage
reporting the percentage  of yes responses. We would like to know how close is to the true result of a survey of the entire population
of yes responses. We would like to know how close is to the true result of a survey of the entire population  , without having to conduct one. If, hypothetically, we were to conduct poll over subsequent samples of respondents (newly drawn from ), we would expect those subsequent results
, without having to conduct one. If, hypothetically, we were to conduct poll over subsequent samples of respondents (newly drawn from ), we would expect those subsequent results  to be normally distributed about
to be normally distributed about  , the true but unknown percentage of the population. The margin of error describes the distance within which a specified percentage of these results is expected to vary from .
, the true but unknown percentage of the population. The margin of error describes the distance within which a specified percentage of these results is expected to vary from .
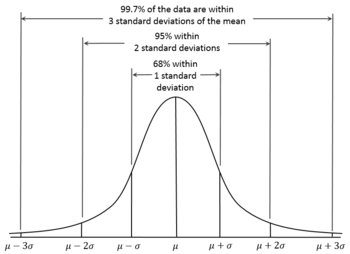
According to the 68-95-99.7 rule, we would expect that 95% of the results will fall within about two standard deviations ( ) either side of the true mean . This interval is called the confidence interval, and the radius (half the interval) is called the margin of error, corresponding to a 95% confidence level.
) either side of the true mean . This interval is called the confidence interval, and the radius (half the interval) is called the margin of error, corresponding to a 95% confidence level.
Generally, at a confidence level  , a sample sized of a population having expected standard deviation
, a sample sized of a population having expected standard deviation  has a margin of error
has a margin of error

where  denotes the quantile (also, commonly, a z-score), and
denotes the quantile (also, commonly, a z-score), and  is the standard error.
is the standard error.
Standard deviation and standard error[edit]
We would expect the average of normally distributed values to have a standard deviation which somehow varies with . The smaller , the wider the margin. This is called the standard error  .
.
For the single result from our survey, we assume that  , and that all subsequent results together would have a variance
, and that all subsequent results together would have a variance  .
.

Note that  corresponds to the variance of a Bernoulli distribution.
corresponds to the variance of a Bernoulli distribution.
Maximum margin of error at different confidence levels[edit]
For a confidence level , there is a corresponding confidence interval about the mean  , that is, the interval
, that is, the interval ![{\displaystyle [\mu -z_{\gamma }\sigma ,\mu +z_{\gamma }\sigma ]}](https://wikimedia.org/api/rest_v1/media/math/render/svg/a4568060e0cffbc8dfb793aa2ef4617c89cb9e94) within which values of should fall with probability . Precise values of are given by the quantile function of the normal distribution (which the 68-95-99.7 rule approximates).
within which values of should fall with probability . Precise values of are given by the quantile function of the normal distribution (which the 68-95-99.7 rule approximates).
Note that is undefined for  , that is,
, that is,  is undefined, as is
is undefined, as is  .
.
|
|
|
|
|
|
|---|---|---|---|---|
| 0.68 | 0.994457883210 | 0.999 | 3.290526731492 | |
| 0.90 | 1.644853626951 | 0.9999 | 3.890591886413 | |
| 0.95 | 1.959963984540 | 0.99999 | 4.417173413469 | |
| 0.98 | 2.326347874041 | 0.999999 | 4.891638475699 | |
| 0.99 | 2.575829303549 | 0.9999999 | 5.326723886384 | |
| 0.995 | 2.807033768344 | 0.99999999 | 5.730728868236 | |
| 0.997 | 2.967737925342 | 0.999999999 | 6.109410204869 |

 vs sample size n and confidence level γ. The arrows show that the maximum margin error for a sample size of 1000 is ±3.1% at 95% confidence level, and ±4.1% at 99%.
vs sample size n and confidence level γ. The arrows show that the maximum margin error for a sample size of 1000 is ±3.1% at 95% confidence level, and ±4.1% at 99%.
The inset parabola  illustrates the relationship between
illustrates the relationship between  at
at  and
and  at
at  . In the example, MOE95(0.71) ≈ 0.9 × ±3.1% ≈ ±2.8%.
. In the example, MOE95(0.71) ≈ 0.9 × ±3.1% ≈ ±2.8%.
Since  at , we can arbitrarily set
at , we can arbitrarily set  , calculate
, calculate  , , and
, , and  to obtain the maximum margin of error for at a given confidence level and sample size , even before having actual results. With
to obtain the maximum margin of error for at a given confidence level and sample size , even before having actual results. With 


Also, usefully, for any reported 

Specific margins of error[edit]
If a poll has multiple percentage results (for example, a poll measuring a single multiple-choice preference), the result closest to 50% will have the highest margin of error. Typically, it is this number that is reported as the margin of error for the entire poll. Imagine poll reports  as
as 
 (as in the figure above)
(as in the figure above)



As a given percentage approaches the extremes of 0% or 100%, its margin of error approaches ±0%.
Comparing percentages[edit]
Imagine multiple-choice poll reports as  . As described above, the margin of error reported for the poll would typically be
. As described above, the margin of error reported for the poll would typically be  , as
, as  is closest to 50%. The popular notion of statistical tie or statistical dead heat, however, concerns itself not with the accuracy of the individual results, but with that of the ranking of the results. Which is in first?
is closest to 50%. The popular notion of statistical tie or statistical dead heat, however, concerns itself not with the accuracy of the individual results, but with that of the ranking of the results. Which is in first?
If, hypothetically, we were to conduct poll over subsequent samples of respondents (newly drawn from ), and report result  , we could use the standard error of difference to understand how
, we could use the standard error of difference to understand how  is expected to fall about
is expected to fall about  . For this, we need to apply the sum of variances to obtain a new variance,
. For this, we need to apply the sum of variances to obtain a new variance,  ,
,

where  is the covariance of
is the covariance of  and
and  .
.
Thus (after simplifying),



Note that this assumes that  is close to constant, that is, respondents choosing either A or B would almost never chose C (making and close to perfectly negatively correlated). With three or more choices in closer contention, choosing a correct formula for becomes more complicated.
is close to constant, that is, respondents choosing either A or B would almost never chose C (making and close to perfectly negatively correlated). With three or more choices in closer contention, choosing a correct formula for becomes more complicated.
Effect of finite population size[edit]
The formulae above for the margin of error assume that there is an infinitely large population and thus do not depend on the size of population , but only on the sample size . According to sampling theory, this assumption is reasonable when the sampling fraction is small. The margin of error for a particular sampling method is essentially the same regardless of whether the population of interest is the size of a school, city, state, or country, as long as the sampling fraction is small.
In cases where the sampling fraction is larger (in practice, greater than 5%), analysts might adjust the margin of error using a finite population correction to account for the added precision gained by sampling a much larger percentage of the population. FPC can be calculated using the formula[1]

…and so, if poll were conducted over 24% of, say, an electorate of 300,000 voters,


Intuitively, for appropriately large ,


In the former case, is so small as to require no correction. In the latter case, the poll effectively becomes a census and sampling error becomes moot.
See also[edit]
- Engineering tolerance
- Key relevance
- Measurement uncertainty
- Random error
References[edit]
- ^ Isserlis, L. (1918). «On the value of a mean as calculated from a sample». Journal of the Royal Statistical Society. Blackwell Publishing. 81 (1): 75–81. doi:10.2307/2340569. JSTOR 2340569. (Equation 1)
Sources[edit]
- Sudman, Seymour and Bradburn, Norman (1982). Asking Questions: A Practical Guide to Questionnaire Design. San Francisco: Jossey Bass. ISBN 0-87589-546-8
- Wonnacott, T.H.; R.J. Wonnacott (1990). Introductory Statistics (5th ed.). Wiley. ISBN 0-471-61518-8.
External links[edit]
- «Errors, theory of», Encyclopedia of Mathematics, EMS Press, 2001 [1994]
- Weisstein, Eric W. «Margin of Error». MathWorld.
Термин и определение
Допустимая предельная абсолютная погрешность
Опубликовано:
alinochka_romanova_2019
Предмет:
Текстильная промышленность
👍 Проверено Автор24
ат является наибольшей погрешностью прибора, допускаемой нормой.
Научные статьи на тему «Допустимая предельная абсолютная погрешность»
1.
Исследование полного факторного эксперимента
Более того, количество измерений считается статистически избыточным, благодаря чему уменьшается влияние погрешностей…
ограничения (например, если исследуемый фактор «температура», то ее нижний предел не может быть ниже абсолютного…
процесса;
ограничения, которые связаны с изменением экологической ситуации (использование веществ свыше предельно…
допустимой концентрации; проведение экспериментов, повлекших за собой ухудшение экологической ситуации
Статья от экспертов
![]()
2.
ОПРЕДЕЛЕНИЕ ПОГРЕШНОСТИ РАСПОЛОЖЕНИЯ СЕКТОРОВ СТАБИЛИЗИРУЮЩЕЙ СЕКЦИИ ГЕОХОДА НА ОСНОВЕ ДАННЫХ КООРДИНАТНОГО КОНТРОЛЯ
Изложены результаты исследования фактической точности оболочки стабилизирующей секции опытного образца геохода. Работа содержит краткий обзор ряда подходов к моделированию механизмов формирования погрешностей кольцевых сегментных изделий и определению их фактической точности. Сформулирована задача экспериментальной проверки допущений, принимаемых при моделировании. Проведенное в статье исследование выполнено на основе экспериментальных данных, полученных путем координатного контроля оболочки …
3.
Определение содержания микроэлементов и тяжелых металлов в растениях, оценка безопасности льнопродукции методом атомно-эмиссионной спектрометрии с индуктивно связанной плазмой
Во Всероссийском научно-исследовательском институте агрохимии изучали возможность использования метода атомноэмиссионной спектрометрии с индуктивно связанной плазмой, в сочетании с микроволновой минерализацией в качестве пробоподготовки, для определения содержания микроэлементов и тяжелых металлов в растениях и продукции растениеводства. Cодержание тяжелых металлов и микроэлементов (кадмия, свинца, меди, цинка) определяли в пробах льносемян и льноволокна, выращенных в абсолютном контроле в оп…
Повышай знания с онлайн-тренажером от Автор24!
- 📝 Напиши термин
- ✍️ Выбери определение из предложенных или загрузи свое
- 🤝 Тренажер от Автор24 поможет тебе выучить термины, с помощью удобных и приятных
карточек

Погрешность является одной из наиболее важных метрологических характеристик средства измерений (технического средства, предназначенного для измерений). Она соответствует разнице между показаниями средства измерений и истинным значением измеряемой величины. Чем меньше погрешность, тем более точным считается средство измерений, тем выше его качество. Наибольшее возможное значение погрешности для определенного типа средств измерений при определенных условиях (например, в заданном диапазоне значений измеряемой величины) называется пределом допускаемой погрешности. Обычно устанавливают пределы допускаемой погрешности, т.е. нижнюю и верхнюю границы интервала, за которые не должна выходить погрешность.
Как сами погрешности, так и их пределы, принято выражать в форме абсолютных, относительных или приведенных погрешностей. Конкретная форма выбирается в зависимости от характера изменения погрешностей в пределах диапазона измерений, а также от условий применения и назначения средств измерений. Абсолютную погрешность указывают в единицах измеряемой величины, а относительную и приведённую — обычно в процентах. Относительная погрешность может характеризовать качество средства измерения гораздо более точно, чем приведённая, о чем будет рассказано далее более подробно.
Связь между абсолютной (Δ), относительной (δ) и приведённой (γ) погрешностями определяется по формулам:
δ=Δ/Х
(1)
γ=Δ/ХN
(2)
где X — значение измеряемой величины, XN — нормирующее значение, выраженное в тех же единицах, что и Δ. Критерии выбора нормирующего значения XN устанавливаются ГОСТ 8.401-80 в зависимости от свойств средства измерений, и обычно оно должно быть равно пределу измерений (XK), т.е.
γ=Δ/ХK
(3)
Пределы допускаемых погрешностей рекомендуется выражать в форме приведённых в случае, если границы погрешностей можно полагать практически неизменными в пределах диапазона измерений (например, для стрелочных аналоговых вольтметров, когда границы погрешности определяются в зависимости от цены деления шкалы, независимо от значения измеряемого напряжения). В противном случае рекомендуется выражать пределы допускаемых погрешностей в форме относительных согласно ГОСТ 8.401-80.
Однако на практике выражение пределов допускаемых погрешностей в форме приведённых погрешностей ошибочно используется в случаях, когда границы погрешностей никак нельзя полагать неизменными в пределах диапазона измерений. Это либо вводит пользователей в заблуждение (когда они не понимают, что заданная таким образом в процентах погрешность считается вовсе не от измеряемой величины), либо существенно ограничивает область применения средства измерений, т.к. формально в этом случае погрешность по отношению к измеряемой величине возрастает, например, в десять раз, если измеряемая величина составляет 0,1 от предела измерений.
Выражение пределов допускаемых погрешностей в форме относительных погрешностей позволяет достаточно точно учесть реальную зависимость границ погрешностей от значения измеряемой величины при использовании формулы вида
δ = ± [c+d(Xk/X-1)]
(4)
где с и d — коэффициенты, d<c.
При этом в точке X=Xk пределы допускаемой относительной погрешности, рассчитанные по формуле (4), будут совпадать с пределами допускаемой приведенной погрешности
γ = ±c
(5)
В точках X<Xk нельзя сравнивать непосредственно в процентах относительную и приведённую погрешности, потому что они считаются по отношению к разным значениям, но можно сравнить абсолютные значения погрешностей, выраженные в единицах измеряемой величины. Пределы допускаемой абсолютной погрешности (Δ1), рассчитанные по формуле (6), исходя из формул (1) и (4) для относительной погрешности, будут стремиться к значению, которое составляет (d/c)-ю часть от пределов допускаемой абсолютной погрешности (Δ2), рассчитанных по формуле (7), исходя из формул (3) и (5) для приведённой погрешности.
Δ1=δ·X=[c+d(Xk/X-1)]·X
(6)
Δ2=γ·ХK= c·Xk
(7)
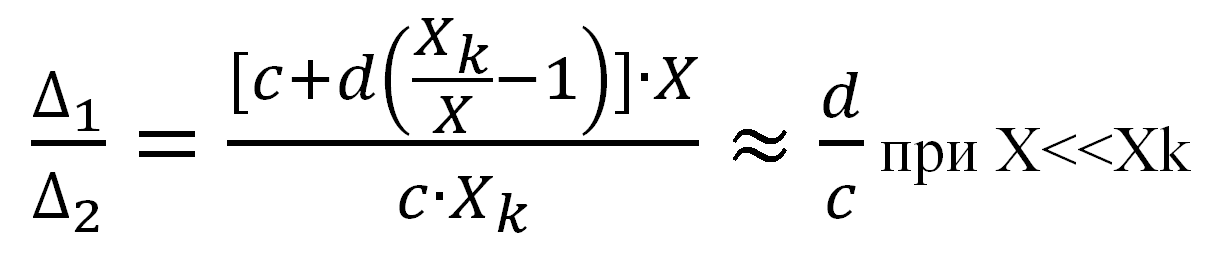
(8)
Т.е. в большом диапазоне значений измеряемой величины может быть обеспечена гораздо более высокая точность измерений, если нормировать не пределы допускаемой приведённой погрешности по формуле (5), а пределы допускаемой относительной погрешности по формуле (4).
Это означает, например, что для измерительного преобразователя на основе АЦП с большой разрядностью и большим динамическим диапазоном сигнала выражение пределов погрешности в форме относительной адекватнее описывает реальные границы погрешности преобразователя, по сравнению с формой приведённой.
Использование терминологии
Данная терминология широко используется при описании метрологических характеристик различных Средств измерения, например, перечисленных ниже производства ООО «Л Кард»:

Измерительная система LTR
Модуль АЦП/ЦАП
16/32 каналов, 16 бит, 2 МГц, USB, Ethernet
E-502
Плата АЦП/ЦАП
16/32 каналов, 16 бит, 2 МГц, PCI Express
L-502
Модуль АЦП/ЦАП
16/32 каналов, 14 бит, 200 кГц, USB
E14-140M
Модуль АЦП/ЦАП
16/32 каналов, 14 бит, 400 кГц, USB
E14-440
Модуль АЦП/ЦАП
4 канала, 14 бит, 10 МГц, USB
E20-10
Прибор контроля качества электроэнергии
LPW-305
Прибор контроля качества электроэнергии
LPW-305-7
В.Д. Гвоздев. Допустимая погрешность измерений: выбор значения
(«Законодательная и прикладная метрология», 2013, №2)
Аннотация
Объектом анализа являются рекомендации по выбору допустимой погрешности измерений, содержащиеся в нормативных документах и публикациях по метрологии. Основное внимание уделено допусковому контролю качества. Подчеркивается, что концепция контроля точности линейных размеров, принятая в ГОСТ 24356, может быть причиной брака.
Ключевые слова: измерения, контроль, допустимая погрешность измерений, допускаемая погрешность измерений, допуск, оценка соответствия
Для обеспечения единства измерений необходимо, чтобы характеристики погрешности/неопределенности (далее погрешность — Δ) результата измерений не выходили за заданные (допустимые) границы. Методы определения характеристик точности результатов измерений – основная тема метрологии. Выбору значений допустимой погрешности уделяется немного внимания. Часто авторы книг ограничиваются указанием, что выбор допустимой (допускаемой) погрешности производится исходя из задач измерений. Связано это с тем, что в рамках метрологии обосновать выбор значения допустимой погрешности невозможно.
Однако оставить тему выбора допустимой погрешности без рассмотрения также нельзя, хотя бы потому, что при метрологической экспертизе проектов нормативных документов, конструкторской и технологической документации обязательно проверяют оптимальность требований к точности измерений.
Задача измерений – определение значения величины. Цели могут быть разные. Разделим их условно на две группы: 1 — получение информации о величине и 2 — контроль качества объектов.
В первом случае значения допустимой погрешности измерений обусловлены влиянием неопределенности результата измерений на последствия от принятия решения на его основе.
Например:
-если ставится задача повышения точности оценки какой-либо количественной характеристики по отношению к уже достигнутому уровню, допустимая погрешность измерения будет определяться разрядом последней цифры, надежность которой должна быть обеспечена;
-для научных и практических исследований, во многих случаях, допустимую погрешность измерений устанавливают из условия сопоставимости их результатов;
-в медицине точность измерений обусловливается взаимосвязью между изменением параметра и самочувствием пациента;
-в спорте выбор разрешающей способности средств измерений и погрешности измерений связаны с плотностью результатов спортсменов;
-при осуществлении торговых операций с продуктами, характеризуемыми массой или объемом, поставке электроэнергии, тепла, горючих и смазочных материалов и др. от значения допустимой погрешности измерений напрямую зависят экономические показатели поставщика и потребителя;
-при оценке характеристик точности технологических процессов, применении статистических методов контроля технологических процессов, статистическом приемочном контроле и входном контроле качества продукции исходят из критерия ничтожной погрешности измерения по отношению к технологическому допуску. Характеристики точности измерений принимают такими, чтобы среднеквадратическое отклонение (СКО) результата измерений было в 5…6 раз меньше СКО контролируемого параметра [1]. Если СКО контролируемого параметра неизвестно, руководствуются правилом: цена деления не должна превышать 1/6 значения допуска контролируемого параметра [2]. Погрешность измерения в этом случае рассматривают как составную часть погрешности изготовления.
При установлении требований к качеству объектов для значений показателей качества задают односторонние ограничения или двухсторонние ограничения (допуски), которые учитывают при выборе допустимой погрешности измерения. Определим место погрешности измерения при контроле показателя качества с двусторонним ограничением, то есть, когда задан допуск. Обратимся к положению, записанному в стандарте ГОСТ Р ИСО 10576-1-2006 [3]: «решение о соответствии требованиям может быть принято в том случае, если интервал неопределенности результатов измерений находится внутри области допустимых значений». Реализуя принципы оценки соответствия, установленные стандартом, изобразим области соответствия (контролируемый параметр А однозначно находится в заданных пределах) и несоответствия (контролируемый параметр А однозначно находится вне заданных пределов) на числовой оси (рис.).
Рис. Схема измерительного контроля качества отдельного объекта.
Область соответствия 1 определена условием Аmin + Δ ≤ А ≤ Аmax – Δ, области несоответствия 2 (области недопустимых значений) характеризуются неравенствами А ≤ Аmin — Δ и A ≥ Аmax + Δ. Интервалы Аmin ± Δ и Аmax ± Δ назовем областями неокончательного результата оценки соответствия 3. Если истинное значение измеряемой величины находится в области неокончательного результата оценки соответствия, то существует вероятность, что вследствие влияния погрешности измерений годное изделие может быть отнесено к бракованным (неправильно забракованное изделие), а бракованное изделие к годным (неправильно принятое изделие).
При известной функции распределения 4 погрешности измерений можно установить вероятности правильного и неверного решений о соответствии конкретного изделия. Применительно к ситуации, показанной на рисунке, если А* истинное значение величины, то Рг — вероятность признания изделия годным, а Рб = 1- Рг — вероятность забракования изделия. Если А* измеренное значение, то Рг — вероятность того, что изделие годное, а Рб — вероятность, что оно бракованное. Достоверность такой информации не высока: сведения о законе распределения случайной погрешности измерений приблизительны или отсутствуют; неисключенные систематические погрешности, рассматриваемые при вычислении суммарной погрешности как случайные величины, в практических измерениях проявляют себя как систематические составляющие, значения и знаки которых неизвестны.
В стандарте [3] не приведены правила для ситуации, когда получен неокончательный результат оценки соответствия. В тоже время отмечается, что «применение двухэтапной процедуры вместо одноэтапной процедуры в общем случае приводит к уменьшению риска» принятия ошибочных решений. Двухэтапная процедура подразумевает повторное выполнение измерений, когда границы интервала неопределенности, рассчитанные после первого этапа, выходят за пределы поля допуска (т.е. результат измерений находится в области неокончательного результата оценки соответствия). Значение измеряемой величины и её неопределенность устанавливают как комбинацию результатов измерений двух этапов.
Для сближения границ области неокончательного результата оценки соответствия применимы меры по уменьшению погрешности измерений, рассмотренные в документе [4].
Границы области соответствия сужаются до нуля при допустимой погрешности измерения равной 0,5 допуска на изготовление и расширяются до границ поля допуска при отсутствии погрешности измерений. Отсюда следует вывод, что значение погрешности измерений при двухстороннем ограничении показателя качества должно быть менее половины значения допуска и чем оно меньше, тем лучше. Вывод согласуется с мнением авторов работ [5, 6] и это единственная общая рекомендация, которую целесообразно давать в рамках метрологии.
В нормативных документах и печатных изданиях по метрологии приводятся другие указания по выбору допустимой погрешности измерений, которые якобы позволяют «достичь необходимой точности изделий с наименьшими затратами труда и материальных средств» [7].
Наиболее известное соотношение [Δ] ≈ (0,2…0,35) ТА было предложено в работе [6] и закреплено в стандарте ГОСТ 8.051 «Погрешности, допускаемые при измерении линейных размеров до 500 мм». Авторы работы [6] честно указали, что «установление допустимых погрешностей измерения носит волевой характер».
Сходные между собой указания приведены в РМГ 63 [8] и ПМГ 92-2009 [9]: «если недостаточная точность измерений не может вызвать заметных потерь или других неблагоприятных последствий, пределы допускаемых значений, например, погрешности измерений могут составлять 0,2 — 0,3 границы симметричного допуска (для несимметричного допуска — размера поля допуска) на измеряемый параметр, а для параметров, не относящихся к наиболее важным, это соотношение может быть увеличено до 0,5» [9].
Те же документы содержат и иные рекомендации: «соотношения между погрешностью измерения и половиной допуска, удовлетворяющие «требованиям обеспечения эффективности измерений»: «для наиболее важных параметров» 0,2 … 0,7; «для параметров, не относящихся к наиболее важным» 0,3 … 1.
В книге [10] оптимальное соотношение между допустимой погрешностью измерения и допуском на изготовление, обосновано критерием ничтожной погрешности и равно [Δ]=0,15TA.
Интересная по замыслу книга [5] содержит такие выводы: «при выборе СИ и МВИ для контроля и измерения вспомогательных, некритичных для качества продукции параметров следует принимать К = Δ/(ТА/2) = 0,2…0,33, не прибегая к расчетам вероятностей ошибок контроля. При проведении научно-исследовательских работ выбирают К <0,2. При фактическом К< 0,1 расчеты вероятностей ошибок поверки не производят». В другом месте книги [5] , «наиболее простой способ установления допустимой погрешности измерения — принять ее значение в долях от допуска на изделие: [Δ]= С ∙ ТА. Если принять С = 0,1…0,35, то можно не определять ошибки контроля, так как в таком случае они являются априори малыми».
Особенностью перечисленных рекомендаций является то, что они не позволяют связать выбор значений допустимой погрешности измерений с конкретными последствиями от их использования. Обоснования по выбору коэффициентов опираются на абстрактные понятия «важный» и «неважный» параметры, «эффективность измерений», «заметные» потери и «малые» ошибки контроля, «неблагоприятные последствия», «симметричный», «несимметричный» и «односторонний» допуски (допуск это разность заданных предельных значений показателей качества, а разность не может быть симметричной или односторонней). Обращает на себя внимание противоречивость и существенное различие рекомендаций, приводимых не только в разных документах, но и в некоторых случаях в одном документе, а также широких разброс границ диапазонов коэффициентов, определяющих соотношение между допустимой погрешностью измерения и половиной допуска/допуском на изготовление.
Недостаточно внимательное и критичное отношение к таким рекомендациям, может привести к неправильным выводам, что их соблюдение является гарантией корректного решения конкретных измерительных задач. С другой стороны несоблюдение требований РМГ 63-2003 и ПМГ 92-2009 при выполнении метрологической экспертизы проектов нормативных документов или конструкторской и технологической документации может рассматриваться как нарушение метрологических норм и правил.
Рассмотрим конкретный пример контроля линейных размеров деталей. Принципы оценки соответствия для линейных размеров, прописанные в ГОСТ 25346-89 [11], отличаются от описанных в ГОСТ Р ИСО 10576-1-2006: деталь признается годной, если действительный (измеренный) размер находится между предельными размерами или равен одному из них. То есть границы области соответствия совпадают с границами допуска. Вследствие этого при использовании допустимых погрешностей, устанавливаемых по ГОСТ 8.051 (0,2…0,35 ТА), к числу годных, могут быть отнесены детали с истинными размерами, выходящими за заданные границы.
Поскольку вопрос точности актуален в первую очередь для размеров сопрягаемых поверхностей, была выполнена оценка влияния погрешности измерения на значение допуска посадки. Обычно при выборе посадок используют принцип полной взаимозаменяемости, согласно которому допуск посадки ТП равен сумме допусков отверстия TD и вала Td: ТП = TD + Td.
Получаемые при сборке значения зазоров и/или натягов в сопряжении можно оценить вероятностными границами. Предположим, что систематическая составляющая погрешности измерения отсутствует. С учетом погрешности/неопределенности измерений размахи рассеяния истинных значений размеров отверстий и валов, поступающих на сборку, составят ТD* = TD + 2 ∙ ΔD и Тd* = Td +2 ∙ Δd . Представим взаимосвязь между погрешностью измерения и допуском в виде Δ = К ∙ Т. Запишем ТD* = (1+2∙К)∙TD и Тd* = (1+2∙К) ∙ Td. Найдем вероятностные значения допуска посадки: ТПв = √( TD*2 + Td*2) = (1+2К) √( TD2 + Td2)
Для стандартных рекомендуемых и предпочтительных посадок допуск отверстия равен допуску вала (тогда ТП = 2∙Td) или на один квалитет грубее (TD=1,6∙Td и ТП = 2,6∙Td). Для первого случая получим ТПв1=(1+2∙К)∙1,41∙ Td, для второго — ТПв2 = (1+2∙К) ∙ 1,89∙ Td.
Подставим значения К, принятые в ГОСТ 8.051 для сопрягаемых размеров, и вычислим вероятностные допуски посадки. Запишем, при К=0,2 — ТПв1 = 1,97∙ Td, ТПв2 =2,65 ∙ Td; при К=0,3 — ТПв1 = 2,26 ∙ Td, ТПв2 =3,03 ∙ Td.
Сравнивая ТП и ТПв, отметим, что при К = 0,2, если центры группирования размеров отверстий и валов совпадают с серединами полей допусков, влияние погрешности измерения практически не отразится на качестве сборочной единицы (1,97<2 и 2,65≈2,6). При К=0,3 существует вероятность получения брака (2,26>2 и 3,03>2,6), что требует контроля качества соединения или сортировки деталей, поступающих на сборку. Эти же меры потребуются, если настроенность технологического процесса не совпадает с серединой поля допуска (что в той или иной мере всегда присутствует).
Отметим, что значение К=0,2 в ГОСТ 8.051 принято для квалитетов более десятого, для меньших квалитетов К>0,2.
Результаты анализа показывают, что значения допустимой погрешности измерений, рекомендуемые ГОСТ 8.051, завышены. Возникает вопрос: почему это обстоятельство не стало темой для обсуждения? Причин несколько. Укажем некоторые из них. 1. При выборе метода и средств измерений создают запас метрологической надежности. 2. Для универсальных средств измерений линейных размеров реальные погрешности их применения меньше значений, приведенных в РД 50-98 [7]. Вследствие 1 и 2 практическое соотношение между погрешностью измерения и допуском оказывается меньше установленного стандартом. 3. Дополнительный запас создается при выборе стандартной посадки, допуск которой, как правило, меньше функционального допуска посадки. 4. Технологию обработки детали выбирают так, чтобы технологический допуск был меньше конструкторского. 5. Вводят производственный допуск. 6. Вместо измерительного контроля используют контроль калибрами и т.д.
Все упомянутые выше рекомендации по установлению допустимой погрешности измерений укладываются в интервал (0…0,5) ТА. Это значит, что они справедливы. Но они и не безусловны и требуют проверки обоснованности и эффективности в каждом конкретном случае.
Возможные проблемы, связанные с применением ГОСТ 8.051, обусловлены не реализованными в нем соотношениями между допустимой погрешностью и допуском размера, а концепцией оценки соответствия, прописанной в ГОСТ 25346: «предельные размеры – два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер». (Действительный размер – размер элемента, установленный измерением с допускаемой погрешностью). Это означает, что границы области соответствия совпадают с границами поля допуска и что детали, истинные значения размеров которых выходят за границы поля допуска, могут быть признаны годными «на законных основаниях». Для предупреждения этих событий в качестве одного из вариантов действий ГОСТ 8.051 предлагает конструкторам назначать предельные размеры детали смещенными относительно расчетных границ внутрь поля допуска на значение погрешности измерений. Внедрение указанного предложения может вызвать следующие неудобства. 1. Использование допустимых погрешностей, установленных ГОСТ 8.051, приведет к уменьшению конструкторского допуска по сравнению с расчетным допуском примерно в 2 раза и повышению требований к технологическому оборудованию. 2. Сведения о допустимой погрешности измерений, если она отличается от стандартной погрешности, необходимо будет указывать в конструкторской документации для каждого поля допуска. 3. При использовании для контроля деталей калибров придется задавать приемочные границы, исключающие погрешности измерений.
Общие требования к нормированию предельных значений, приведенные в ГОСТ Р ИСО 10576-1-2006, включают следующее положение: «устанавливаемые предельные значения не должны включать в себя (в явном или неявном виде) неопределенность/погрешность измерений». В свете сказанного в предыдущем абзаце, весьма разумное соображение.
Концепция оценки соответствия ГОСТ Р ИСО 10576-1-2006 более гибкая и позволяет производителю продукции самому принимать решения, связанные с обеспечением и контролем качества.
Для примера рассмотрим ситуацию, когда необходимо оценить годность вала, размер которого задан 40±0,195 мм (допуск размера Td = 390 мкм). В наличии (под рукой) имеется штангенциркуль с отсчетом 0,05 мм.
Из таблиц стандарта ГОСТ 8.051 найдем допустимую погрешность измерения [Δ]=80 мкм. Для штангенциркуля в РД 50-98 [7] для диапазона измерений свыше 30 мм до 50 мм указан предел погрешности измерений 100 мкм. Погрешность измерений штангенциркулем больше допустимой погрешности: штангенциркуль использовать нельзя. Концепция ГОСТ Р ИСО 10576-1-2006 позволяет нам это сделать. Ограничив область соответствия пределами 40±0,095 мм, оценку годности вала можно выполнить без риска отнесения к годным бракованных деталей.
В книгах по метрологии большое внимание уделяют возможности установления допустимой погрешности измерения исходя из заданной вероятности отнесения изделий к неправильно забракованным m и неправильно принятым n. На основе аппарата теории вероятностей авторы работ [6, 12] получили формулы и построили графики, устанавливающие зависимость значений m и n от соотношений между погрешностью измерений, параметрами технологического процесса и допуском на изготовление. Задав значения m и n при известной характеристике погрешности технологического процесса можно оценить требуемое значение допустимой погрешности измерения. Пример решения такой задачи приведен в книге [10].
Не ставя под сомнение корректность анализа и обоснованность полученных результатов и выводов, следует обратить внимание на применимость теоретических положений для практических целей.
Предложенные в книгах [6, 10, 12] графики относятся к ситуации, когда технологический допуск превышает допуск на изготовление. Такое на практике возможно, однако не соответствует принципам выбора способа изготовления, согласно которому технологический допуск должен быть меньше допуска на изготовление. В рекомендациях [14] в зависимости от значений коэффициента точности технологический процесс оценивают как точный, при Kт =6σтех/ТА≤0,75; удовлетворительный, при Kт = 0,76÷0,98 и неудовлетворительный, при Kт > 0,98 (σтех — СКО технологического процесса).
Задача измерений/контроля в первую очередь состоит в том, чтобы количество неправильно принятых изделий свести к нулю. При Kт < 0,98 и применении методов статистического контроля и регулирования технологических процессов она решается. При серийном и массовом производстве для контроля качества продукции в основном используют альтернативные методы контроля, а не средства измерений.
Средства измерений применяют при мелкосерийном, единичном производстве и ремонте, для оценки годности небольших партий или отдельных образцов продукции. Уменьшение количества неправильно принятых и неправильно забракованных изделий будет зависеть от значения погрешности измерений и от правильной организации контроля, например на принципах изложенных выше [3]. Целесообразность организации измерительного контроля на подобных принципах отмечена в работе [14]: «при разработке методик контроля должны использоваться только «индивидуальные» характеристики достоверности контроля отдельного параметра отдельного экземпляра изделия (или пробы продукции)».
Ограничения на значения показателей качества могут быть односторонними: только сверху или только снизу. Это не значит, что второе ограничение в принципе отсутствует. Например, для отгрузки сырой нефти требования к массовой доле серы могут быть заданы в виде: массовая доля серы должна быть не более 2 %. Вторая — нижняя граница реальна и объективна – 0%. В этом случае разность граничных значений можно рассматривать как допуск. Поскольку область соответствия при оценке качества будет начинаться с нуля, значение допустимой погрешности измерения выбираем из условия [Δ] < ТА. Другой пример, требование к продукту сформулировано в виде: массовая доля компонента А (предположим, жирность молока) должна быть не менее 3,2 %. Задана нижняя граница. Объективно существует и верхняя граница 100%. Однако связывать значение допустимой погрешности измерения с диапазоном 3,2…100% опрометчиво. Для удовлетворения заданных требований здесь уместен экономический подход к выбору метода и средств измерений в сочетании с введением приемочной границы (границы соответствия), смещенной на значение Δ в сторону увеличения.
Экономический подход к выбору метода и средств измерений описан в нескольких нормативных документах (например, [8, 9]). Идея заключается в следующем: «оптимальной (в экономическом отношении и для задач, не связанных с негативными социальными последствиями, например, такими, как причинение ущерба здоровью работников) считают точность измерений, при которой сумма потерь (добавим, или дополнительных затрат) от недостаточной точности результатов измерений и расходов на измерения будет минимальной».
Экономические расчеты – основной способ обоснования выбора допустимой погрешности измерений или метода и средств измерений при контроле качества объектов. Однако они могут быть применены только для конкретных, подробно описанных ситуаций.
Использование понятия «допустимая погрешность измерений» и её нормирование при контроле качества уместно только тогда, когда ограничительные границы на значение показателя качества установлены с учетом этой погрешности. Во всех остальных случаях (не только при контроле качества) предпочтительно применение термина «заданная погрешность», в предположении, что требуемые характеристики погрешности измерений устанавливаются вне сферы метрологии (например, в квалиметрии).
Список литературы
1. Управление качеством продукции» Справочник. — М.: Изд-во стандартов, 1985. – 464 с.
2. РД 50-605-86 Методические указания по применению стандартов на статистический приемочный контроль. – М.: Изд-во стандартов, 1986. 38 с.
3. ГОСТ Р ИСО 10576-1-2006 Статистические методы. Руководство по оценке соответствия установленным требованиям. Часть 1. Общие принципы. — М.: Стандартинформ, 2006. — 16 с.
4. РМГ 64-2003 ГСИ. Обеспечение эффективности измерений при управлении технологическими процессами. Методы и способы повышения точности измерений. — М.: Изд-во стандартов, 2004.- 35 с.
5. Установление показателей качества продукции и технологических параметров и норм точности их измерения. / Под общ. ред. проф. А.А. Бегунова. – СПб.: ГОУВПО СПбГТУРП, 2008. – 85 с.
6. Марков Н.Н., Крайнер Г.Б., Сацердотов П.А. Погрешность и выбор средств при линейных измерениях. – М.: Машиностроение, 1967. – 392 с.
7. РД 50-98-86 Методические указания. Выбор универсальных средств измерений линейных размеров до 500 мм (По применению ГОСТ 8.051-81). – М.: Изд-во стандартов, 1987. — 105 с.
8. РМГ 63-2003 ГСИ. Обеспечение эффективности измерений при управлении технологическими процессами. Метрологическая экспертиза технической документации. — М.: Изд-во стандартов, 2004. — 27 с.
9. ПМГ 92 – 2009 ГСИ. Метрологическая экспертиза проектов нормативных документов. — М.: Стандартинформ, 2011. — 9 с.
10. Артемьев Б.Г., Голубев С.М. Справочное пособие для работников метрологических служб. – М.: Изд-во стандартов, 1990. – 428 с.
11. ГОСТ 25346-89 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений. — М.: Изд-во стандартов, 1992. — 23 с.
12. Фрумкин В.Д., Рубичев Н.А. Теория вероятностей и статистика в метрологии и измерительной технике. — М.: Машиностроение, 1987. — 168 с.
13. Р 50-601-19-91 Применение статистических методов регулирования технологических процессов. – М.: ВНИИС, 1997. 32 с.
14. Земельман М.А. Метрологические основы технических измерений. – М.: Изд-во стандартов, 1991. – 228 с.

Калькулятор для расчета достаточного объема выборки
Калькулятор ошибки выборки для доли признака
Калькулятор ошибки выборки для среднего значения
Калькулятор значимости различий долей
Калькулятор значимости различий средних
1. Формула (даже две)
Бытует заблуждение, что чем больше объем генеральной совокупности, тем больше должен быть объем выборки маркетингового исследования. Это отчасти так, когда объем выборки сопоставим с размером генеральной совокупности. Например, при опросах организаций (B2B).
Если речь идет об исследовании жителей городов, то не важно, Москва это или Рязань – оптимальный объем выборки будет одинаков в обоих городах. Этот принцип следует из закона больших чисел и применим, только если выборка простая случайная.
На рис.1. пример выборки 15000 человек (!) при опросе в муниципальном районе. Возможно, от численности населения взяли 10%?
Размер выборки никогда не рассчитывается как процент от генеральной совокупности!

Рис.1. Размер выборки 15000 человек, как реальный пример некомпетентности (или хуже).
В таких случаях для расчета объема выборки используется следующая формула:

где
n – объем выборки,
Z – коэффициент, зависящий от выбранного исследователем доверительного уровня,
p – доля респондентов с наличием исследуемого признака,
q = 1 – p – доля респондентов, у которых исследуемый признак отсутствует,
∆ – предельная ошибка выборки.
Доверительный уровень – это вероятность того, что реальная доля лежит в границах полученного доверительного интервала: выборочная доля (p) ± ошибка выборки (Δ). Доверительный уровень устанавливает сам исследователь в соответствии со своими требованиями к надежности полученных результатов. Чаще всего применяются доверительные уровни, равные 0,95 или 0,99. В маркетинговых исследованиях, как правило, выбирается доверительный уровень, равный 0,95. При этом уровне коэффициент Z равен 1,96.
Значения p и q чаще всего неизвестны до проведения исследования и принимаются за 0,5. При этом значении размер ошибки выборки максимален.
Допустимая предельная ошибка выборки выбирается исследователем в зависимости от целей исследования. Считается, что для принятия бизнес-решений ошибка выборки должна быть не больше 4%. Этому значению соответствует объем выборки 500-600 респондентов. Для важных стратегических решений целесообразно минимизировать ошибку выборки.
Рассмотрим кривую зависимости ошибки выборки от ее объема (Рис.2).

Рис.2. Зависимость ошибки выборки от ее объема при 95% доверительном уровне
Как видно из диаграммы, с ростом объема выборки значение ошибки уменьшается все медленнее. Так, при объеме выборки 1500 человек предельная ошибка выборки составит ±2,5%, а при объеме 2000 человек – ±2,2%. То есть, при определенном объеме выборки дальнейшее его увеличение не дает значительного выигрыша в ее точности.
ШПАРГАЛКА (скопируйте ссылку или текст)
Подходы к решению проблемы:
Случай 1. Генеральная совокупность значительно больше выборки:

Случай 2. Генеральная совокупность сопоставима с объемом выборки: (см. раздел исследований B2B)

где
n – объем выборки,
N – объем генеральной совокупности,
Z – коэффициент, зависящий от выбранного исследователем доверительного уровня,
p – доля респондентов с наличием исследуемого признака,
q = 1 – p – доля респондентов, у которых исследуемый признак отсутствует, (значения p и q обычно принимаются за 0,5, поскольку точно неизвестны до проведения исследования)
∆ – предельная ошибка выборки.
Например,
рассчитаем ошибку выборки объемом 1000 человек при 95% доверительном уровне, если генеральная совокупность значительно больше объема выборки:
Ошибка выборки = 1,96 * КОРЕНЬ(0,5*0,5/1000) = 0,031 = ±3,1%
При расчете объема выборки следует также учитывать стоимость проведения исследования. Например, при цене за 1 анкету 200 рублей стоимость опроса 1000 человек составит 200 000 рублей, а опрос 1500 человек будет стоить 300 000 рублей. Увеличение затрат в полтора раза сократит ошибку выборки всего на 0,6%, что обычно неоправданно экономически.
2. Причины «раздувать» выборку
Анализ полученных данных обычно включает в себя и анализ подвыборок, объемы которых меньше основной выборки. Поэтому ошибка для выводов по подвыборкам больше, чем ошибка по выборке в целом. Если планируется анализ подгрупп / сегментов, объем выборки должен быть увеличен (в разумных пределах).
Рис.3 демонстрирует данную ситуацию. Если для исследования авиапассажиров используется выборка численностью 500 человек, то для выводов по выборке в целом ошибка составляет 4,4%, что вполне приемлемо для принятия бизнес-решений. Но при делении выборки на подгруппы в зависимости от цели поездки, выводы по каждой подгруппе уже недостаточно точны. Если мы захотим узнать какие-либо количественные характеристики группы пассажиров, совершающих бизнес-поездку и покупавших билет самостоятельно, ошибка полученных показателей будет достаточно велика. Даже увеличение выборки до 2000 человек не обеспечит приемлемой точности выводов по этой подвыборке.
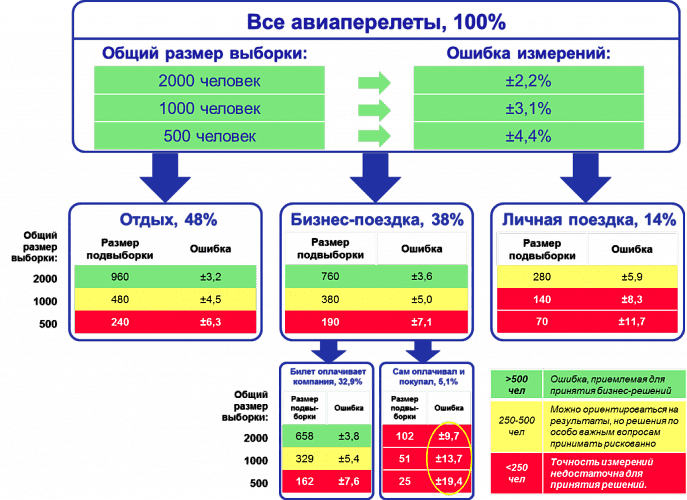
Рис.3. Проектирование объема выборки с учетом необходимости анализа подвыборок
Другой пример – анализ подгрупп потребителей услуг торгово-развлекательного центра (Рис.4).
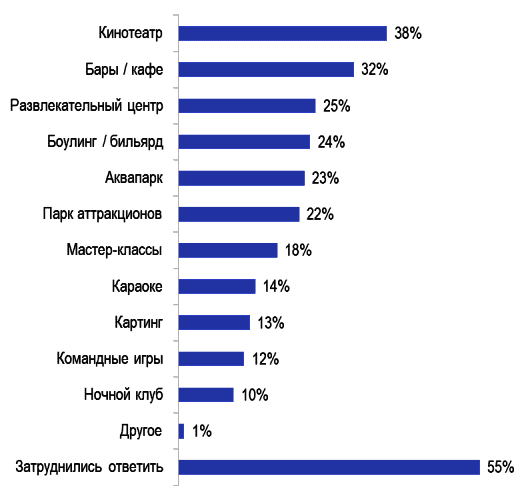
Рис.4. Потенциальный спрос на услуги торгово-развлекательного центра
При объеме выборки в 1000 человек выводы по каждой отдельной услуге (например, социально-демографический профиль, частота пользования, средний чек и др.) будут недостаточно точными для использования в бизнес планировании. Особенно это касается наименее популярных услуг (Таблица 1).
Таблица 1. Ошибка по подвыборкам потенциальных потребителей услуг торгово-развлекательного центра при выборке 1000 чел.
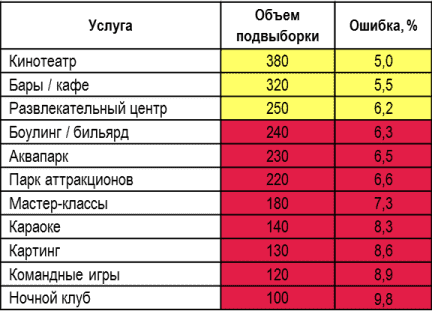
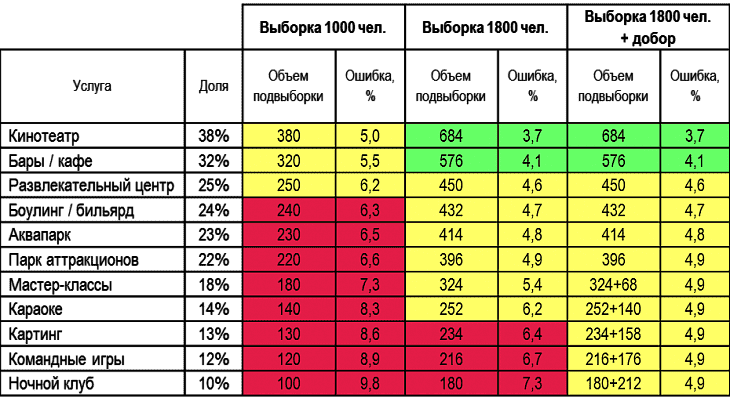
Чтобы ошибка в самой малочисленной подвыборке «Ночной клуб» составила меньше 5%, объем выборки исследования должен составлять около 4000 человек. Но это будет означать 4-кратное удорожание проекта. В таких случаях возможно компромиссное решение:
- увеличение выборки до 1800 человек, что даст достаточную точность для 6 самых популярных видов услуг (от кинотеатра до парка аттракционов);
- добор 200-300 пользователей менее популярных услуг с опросом по укороченной анкете (см. Таблицу 2).
Таблица 2. Разница в ошибке выборки по подвыборкам при разных объемах выборки.
При обсуждении с исследовательским агентством точности результатов планируемого исследования рекомендуется принимать во внимание бюджет, требования к точности результатов в целом по выборке и в разрезе подгрупп. Если бюджет не позволяет получить информацию с приемлемой ошибкой, лучше пока отложить проект (или поторговаться).
КАЛЬКУЛЯТОРЫ ДЛЯ РАСЧЕТА СТАТИСТИЧЕСКИХ ПОКАЗАТЕЛЕЙ И ОПРЕДЕЛЕНИЯ ЗНАЧИМОСТИ РАЗЛИЧИЙ:
КАЛЬКУЛЯТОР ДЛЯ РАСЧЕТА
ДОСТАТОЧНОГО ОБЪЁМА ВЫБОРКИ
Доверительный уровень:
Ошибка выборки (?):
%
Объём генеральной совокупности (N):
(можно пропустить, если больше 100 000)
РЕЗУЛЬТАТ
Один из важных вопросов, на которые нужно ответить при планировании исследования, — это оптимальный объем выборки. Слишком маленькая выборка не сможет обеспечить приемлемую точность результатов опроса, а слишком большая приведет к лишним расходам.
Онлайн-калькулятор объема выборки поможет рассчитать оптимальный размер выборки, исходя из максимально приемлемого для исследователя размера ошибки выборки.
Все дальнейшие формулы и расчеты относятся только к простой случайной выборке!
Формулы для других типов выборки отличаются.
Объем выборки рассчитывается по следующим формулам
1) если объем выборки значительно меньше генеральной совокупности:
(в данной формуле не используется показатель объема генеральной совокупности N)
2) если объем выборки сопоставим с объемом генеральной совокупности:

В приведенных формулах:
Z – коэффициент, зависящий от выбранного исследователем доверительного уровня. Доверительный уровень (или доверительная вероятность) – это вероятность того, что реальное значение измеряемого показателя (по всей генеральной совокупности) находится в пределах доверительного интервала, полученного в исследовании. Доверительный уровень выбирает сам исследователь, исходя из требований к надежности результатов исследования. В маркетинговых исследованиях обычно применяется 95%-й доверительный уровень. Ему соответствует значение Z = 1,96.
N – объем генеральной совокупности. Генеральная совокупность – это все люди, которые изучаются в исследовании (например, все покупатели соков и нектаров, постоянно проживающие в Москве и Московской области). Если генеральная совокупность значительно больше объема выборки (в сотни и более раз), ее размером можно пренебречь (формула 1).
p – доля респондентов с наличием исследуемого признака. Например, если 20% опрошенных заинтересованы в новом продукте, то p = 0,2.
q = 1 — p – доля респондентов, у которых исследуемый признак отсутствует. Значения p и q обычно принимаются за 0,5, поскольку точно неизвестны до проведения исследования. При этом значении размер ошибки выборки максимален. В данном калькуляторе значения p и q по умолчанию равны 0,5.
Δ– предельная ошибка выборки (для доли признака), приемлемая для исследователя. Считается, что для принятия бизнес-решений ошибка выборки не должна превышать 4%.
n – объем выборки. Объем выборки – это количество людей, которые опрашиваются в исследовании.
ПРИМЕР РАСЧЕТА ОБЪЕМА ВЫБОРКИ:
Допустим, мы хотим рассчитать объем выборки, предельная ошибка которой составит 4%. Мы принимаем доверительный уровень, равный 95%. Генеральная совокупность значительно больше выборки. Тогда объем выборки составит:
n = 1,96 * 1,96 * 0,5 * 0,5 / (0,04 * 0,04) = 600,25 ≈ 600 человек
Таким образом, если мы хотим получить результаты с предельной ошибкой 4%, нам нужно опросить 600 человек.
КАЛЬКУЛЯТОР ОШИБКИ ВЫБОРКИ ДЛЯ ДОЛИ ПРИЗНАКА
Доверительный уровень:
Объём выборки (n):
Объём генеральной совокупности (N):
(можно пропустить, если больше 100 000)
Доля признака (p):
%
РЕЗУЛЬТАТ
Зная объем выборки исследования, можно рассчитать значение ошибки выборки (или, другими словами, погрешность выборки).
Если бы в ходе исследования мы могли опросить абсолютно всех интересующих нас людей, мы могли бы быть на 100% уверены в полученном результате. Но ввиду экономической нецелесообразности сплошного опроса применяют выборочный подход, когда опрашивается только часть генеральной совокупности. Выборочный метод не гарантирует 100%-й точности измерения, но, тем не менее, вероятность ошибки может быть сведена к приемлемому минимуму.
Все дальнейшие формулы и расчеты относятся только к простой случайной выборке! Формулы для других типов выборки отличаются.
Ошибка выборки для доли признака рассчитывается по следующим формулам.
1) если объем выборки значительно меньше генеральной совокупности:
(в данной формуле не используется показатель объема генеральной совокупности N)
2) если объем выборки сопоставим с объемом генеральной совокупности:
В приведенных формулах:
Z – коэффициент, зависящий от выбранного исследователем доверительного уровня. Доверительный уровень (или доверительная вероятность) – это вероятность того, что реальное значение измеряемого показателя (по всей генеральной совокупности) находится в пределах доверительного интервала, полученного в исследовании. Доверительный уровень выбирает сам исследователь, исходя из требований к надежности результатов исследования. В маркетинговых исследованиях обычно применяется 95%-й доверительный уровень. Ему соответствует значение Z = 1,96.
N – объем генеральной совокупности. Генеральная совокупность – это все люди, которые изучаются в исследовании (например, все покупатели шоколада, постоянно проживающие в Москве). Если генеральная совокупность значительно больше объема выборки (в сотни и более раз), ее размером можно пренебречь (формула 1).
n – объем выборки. Объем выборки – это количество людей, которые опрашиваются в исследовании. Существует заблуждение, что чем больше объем генеральной совокупности, тем больше должен быть и объем выборки маркетингового исследования. Это отчасти так, когда объем выборки сопоставим с объемом генеральной совокупности. Например, при опросах организаций (B2B). Если же речь идет об исследовании жителей городов, то не важно, Москва это или Рязань – оптимальный объем выборки будет одинаков в обоих городах. Этот принцип следует из закона больших чисел и применим, только если выборка простая случайная. ВАЖНО: если предполагается сравнивать какие-то группы внутри города, например, жителей разных районов, то выборку следует рассчитывать для каждой такой группы.
p – доля респондентов с наличием исследуемого признака. Например, если 20% опрошенных заинтересованы в новом продукте, то p = 0,2.
q = 1 — p – доля респондентов, у которых исследуемый признак отсутствует. Значения p и q обычно принимаются за 0,5, поскольку точно неизвестны до проведения исследования. При этом значении размер ошибки выборки максимален.
Δ– предельная ошибка выборки.
Таким образом, зная объем выборки исследования, мы можем заранее оценить показатель ее ошибки.
А получив значение p, мы можем рассчитать доверительный интервал для доли признака: (p — ∆; p + ∆)
ПРИМЕР РАСЧЕТА ОШИБКИ ВЫБОРКИ ДЛЯ ДОЛИ ПРИЗНАКА:
Например, в ходе исследования были опрошены 1000 человек (n=1000). 20% из них заинтересовались новым продуктом (p=0,2). Рассчитаем показатель ошибки выборки по формуле 1 (выберем доверительный уровень, равный 95%):
∆ = 1,96 * КОРЕНЬ (0,2*0,8/1000) = 0,0248 = ±2,48%
Рассчитаем доверительный интервал:
(p — ∆; p + ∆) = (20% — 2,48%; 20% + 2,48%) = (17,52%; 22,48%)
Таким образом, с вероятностью 95% мы можем быть уверены, что реальная доля заинтересованных в новом продукте (среди всей генеральной совокупности) находится в пределах полученного диапазона (17,52%; 22,48%).
Если бы мы выбрали доверительный уровень, равный 99%, то для тех же значений p и n ошибка выборки была бы больше, а доверительный интервал – шире. Это логично, поскольку, если мы хотим быть более уверены в том, что наш доверительный интервал «накроет» реальное значение признака, то интервал должен быть более широким.
КАЛЬКУЛЯТОР ОШИБКИ ВЫБОРКИ ДЛЯ СРЕДНЕГО ЗНАЧЕНИЯ
Доверительный уровень:
Объём выборки (n):
Объём генеральной совокупности (N):
(можно пропустить, если больше 100 000)
Среднее значение (x̄):
Стандартное отклонение (s):
РЕЗУЛЬТАТ
Зная объем выборки исследования, можно рассчитать значение ошибки выборки (или, другими словами, погрешность выборки).
Если бы в ходе исследования мы могли опросить абсолютно всех интересующих нас людей, мы могли бы быть на 100% уверены в полученном результате. Но ввиду экономической нецелесообразности сплошного опроса применяют выборочный подход, когда опрашивается только часть генеральной совокупности. Выборочный метод не гарантирует 100%-й точности измерения, но, тем не менее, вероятность ошибки может быть сведена к приемлемому минимуму.
Все дальнейшие формулы и расчеты относятся только к простой случайной выборке! Формулы для других типов выборки отличаются.
Ошибка выборки для среднего значения рассчитывается по следующим формулам.
1) если объем выборки значительно меньше генеральной совокупности:

(в данной формуле не используется показатель объема генеральной совокупности N)
2) если объем выборки сопоставим с объемом генеральной совокупности:

В приведенных формулах:
Z – коэффициент, зависящий от выбранного исследователем доверительного уровня. Доверительный уровень (или доверительная вероятность) – это вероятность того, что реальное значение измеряемого показателя (по всей генеральной совокупности) находится в пределах доверительного интервала, полученного в исследовании. Доверительный уровень выбирает сам исследователь, исходя из требований к надежности результатов исследования. В маркетинговых исследованиях обычно применяется 95%-й доверительный уровень. Ему соответствует значение Z = 1,96
N – объем генеральной совокупности. Генеральная совокупность – это все люди, которые изучаются в исследовании (например, все покупатели мороженого, постоянно проживающие в Москве). Если генеральная совокупность значительно больше объема выборки (в сотни и более раз), ее размером можно пренебречь (формула 1).
n – объем выборки. Объем выборки – это количество людей, которые опрашиваются в исследовании. Существует заблуждение, что чем больше объем генеральной совокупности, тем больше должен быть и объем выборки маркетингового исследования. Это отчасти так, когда объем выборки сопоставим с объемом генеральной совокупности. Например, при опросах организаций (B2B). Если же речь идет об исследовании жителей городов, то не важно, Москва это или Рязань – оптимальный объем выборки будет одинаков в обоих городах. Этот принцип следует из закона больших чисел и применим, только если выборка простая случайная. ВАЖНО: если предполагается сравнивать какие-то группы внутри города, например, жителей разных районов, то выборку следует рассчитывать для каждой такой группы.
s — выборочное стандартное отклонение измеряемого показателя. В идеале на месте этого аргумента должно быть стандартное отклонение показателя в генеральной совокупности (σ), но так как обычно оно неизвестно, используется выборочное стандартное отклонение, рассчитываемое по следующей формуле:

где, x ̅ – среднее арифметическое показателя, xi– значение i-го показателя, n – объем выборки
Δ– предельная ошибка выборки.
Зная среднее значение показателя x ̅ и ошибку ∆, мы можем рассчитать доверительный интервал для среднего значения:(x ̅ — ∆; x ̅ + ∆)
ПРИМЕР РАСЧЕТА ОШИБКИ ВЫБОРКИ ДЛЯ СРЕДНЕГО ЗНАЧЕНИЯ:
Например, в ходе исследования были опрошены 1000 человек (n=1000). Каждого из них попросили указать их примерную среднюю сумму покупки (средний чек) в известной сети магазинов. Среднее арифметическое всех ответов составило 500 руб. (x ̅=500), а стандартное отклонение составило 120 руб. (s=120). Рассчитаем показатель ошибки выборки по формуле 1 (выберем доверительный уровень, равный 95%):
∆ = 1,96 * 120 / КОРЕНЬ (1000) = 7,44
Рассчитаем доверительный интервал:
(x ̅ — ∆; x ̅ + ∆) = (500 – 7,44; 500 + 7,44) = (492,56; 507,44)
Таким образом, с вероятностью 95% мы можем быть уверены, что значение среднего чека по всей генеральной совокупности находится в границах полученного диапазона: от 492,56 руб. до 507,44 руб.
КАЛЬКУЛЯТОР ЗНАЧИМОСТИ РАЗЛИЧИЙ ДОЛЕЙ
Доверительный уровень:
| Измерение 1 | Измерение 2 | |
| Доля признака (p): | % | % |
| Объём выборки (n): |
РЕЗУЛЬТАТ
Если в прошлогоднем исследовании вашу марку вспомнили 10% респондентов, а в исследовании текущего года – 15%, не спешите открывать шампанское, пока не воспользуетесь нашим онлайн-калькулятором для оценки статистической значимости различий.
Сравнивая два разных значения, полученные на двух независимых выборках, исследователь должен убедиться, что различия статистически значимы, прежде чем делать выводы.
Как известно, выборочные исследования не обеспечивают 100%-й точности измерения (для этого пришлось бы опрашивать всю целевую аудиторию поголовно, что слишком дорого). Тем не менее, благодаря методам математической статистики, мы можем оценить точность результатов любого количественного исследования и учесть ее в выводах.
В приведенном здесь калькуляторе используется двухвыборочный z-тест для долей. Для его применения должны соблюдаться следующие условия:
- Обе выборки – простые случайные
- Выборки независимы (между значениями двух выборок нет закономерной связи)
- Генеральные совокупности значительно больше выборок
- Произведения n*p и n*(1-p), где n=размер выборки а p=доля признака, – не меньше 5.
В калькуляторе используются следующие вводные данные:
Доверительный уровень (или доверительная вероятность) – это вероятность того, что реальное значение измеряемого показателя (по всей генеральной совокупности) находится в пределах доверительного интервала, полученного в исследовании. Доверительный уровень выбирает сам исследователь, исходя из требований к надежности результатов исследования. В маркетинговых исследованиях обычно применяется 95%-й доверительный уровень.
Доля признака (p) – доля респондентов с наличием исследуемого признака. Например, если 20% опрошенных заинтересованы в новом продукте, то p = 0,2.
Объем выборки (n) – это количество людей, которые опрашиваются в исследовании.
Результат расчетов – вывод о статистической значимости или незначимости различий двух измерений.
КАЛЬКУЛЯТОР ЗНАЧИМОСТИ РАЗЛИЧИЙ СРЕДНИХ
Доверительный уровень:
| Измерение 1 | Измерение 2 | |
| Среднее значение (x̄): | ||
| Стандартное отклонение (s): | ||
| Объём выборки (n): |
РЕЗУЛЬТАТ
Допустим, выборочный опрос посетителей двух разных ТРЦ показал, что средний чек в одном из них равен 1000 рублей, а в другом – 1200 рублей. Следует ли отсюда вывод, что суммы среднего чека в двух этих ТРЦ действительно отличаются?
Сравнивая два разных значения, полученные на двух независимых выборках, исследователь должен убедиться, что различия статистически значимы, прежде чем делать выводы.
Как известно, выборочные исследования не обеспечивают 100%-й точности измерения (для этого пришлось бы опрашивать всю целевую аудиторию поголовно, что слишком дорого). Тем не менее, благодаря методам математической статистики, мы можем оценить точность результатов любого количественного исследования и учесть ее в выводах.
В приведенном здесь калькуляторе используется двухвыборочный z-тест для средних значений. Для его применения должны соблюдаться следующие условия:
- Обе выборки – простые случайные
- Выборки независимы (между значениями двух выборок нет закономерной связи)
- Генеральные совокупности значительно больше выборок
- Распределения значений в выборках близки к нормальному распределению.
В калькуляторе используются следующие вводные данные:
Доверительный уровень (или доверительная вероятность) – это вероятность того, что реальное значение измеряемого показателя (по всей генеральной совокупности) находится в пределах доверительного интервала, полученного в исследовании. Доверительный уровень выбирает сам исследователь, исходя из требований к надежности результатов исследования. В маркетинговых исследованиях обычно применяется 95%-й доверительный уровень.
Среднее значение ( ̅x) – среднее арифметическое показателя.
Стандартное отклонение (s) – выборочное стандартное отклонение измеряемого показателя. В идеале на месте этого аргумента должно быть стандартное отклонение показателя в генеральной совокупности (σ), но так как обычно оно неизвестно, используется выборочное стандартное отклонение, рассчитываемое по следующей формуле:
где, x ̅ – среднее арифметическое показателя, xi– значение i-го показателя, n – объем выборки
Объем выборки (n) – это количество людей, которые опрашиваются в исследовании.
Результат расчетов – вывод о статистической значимости или незначимости различий двух измерений.
Вы можете подписаться на уведомления о новых материалах СканМаркет
From Wikipedia, the free encyclopedia
Probability densities of polls of different sizes, each color-coded to its 95% confidence interval (below), margin of error (left), and sample size (right). Each interval reflects the range within which one may have 95% confidence that the true percentage may be found, given a reported percentage of 50%. The margin of error is half the confidence interval (also, the radius of the interval). The larger the sample, the smaller the margin of error. Also, the further from 50% the reported percentage, the smaller the margin of error.
The margin of error is a statistic expressing the amount of random sampling error in the results of a survey. The larger the margin of error, the less confidence one should have that a poll result would reflect the result of a census of the entire population. The margin of error will be positive whenever a population is incompletely sampled and the outcome measure has positive variance, which is to say, whenever the measure varies.
The term margin of error is often used in non-survey contexts to indicate observational error in reporting measured quantities.
Concept[edit]
Consider a simple yes/no poll as a sample of respondents drawn from a population reporting the percentage of yes responses. We would like to know how close is to the true result of a survey of the entire population , without having to conduct one. If, hypothetically, we were to conduct poll over subsequent samples of respondents (newly drawn from ), we would expect those subsequent results to be normally distributed about . The margin of error describes the distance within which a specified percentage of these results is expected to vary from .
According to the 68-95-99.7 rule, we would expect that 95% of the results will fall within about two standard deviations () either side of the true mean . This interval is called the confidence interval, and the radius (half the interval) is called the margin of error, corresponding to a 95% confidence level.
Generally, at a confidence level , a sample sized of a population having expected standard deviation has a margin of error
where denotes the quantile (also, commonly, a z-score), and is the standard error.
Standard deviation and standard error[edit]
We would expect the average of normally distributed values to have a standard deviation which somehow varies with . The smaller , the wider the margin. This is called the standard error .
For the single result from our survey, we assume that , and that all subsequent results together would have a variance .
Note that corresponds to the variance of a Bernoulli distribution.
Maximum margin of error at different confidence levels[edit]
For a confidence level , there is a corresponding confidence interval about the mean , that is, the interval within which values of should fall with probability . Precise values of are given by the quantile function of the normal distribution (which the 68-95-99.7 rule approximates).
Note that is undefined for , that is, is undefined, as is .
|
|
|
|
|
|
|---|---|---|---|---|
| 0.68 | 0.994457883210 | 0.999 | 3.290526731492 | |
| 0.90 | 1.644853626951 | 0.9999 | 3.890591886413 | |
| 0.95 | 1.959963984540 | 0.99999 | 4.417173413469 | |
| 0.98 | 2.326347874041 | 0.999999 | 4.891638475699 | |
| 0.99 | 2.575829303549 | 0.9999999 | 5.326723886384 | |
| 0.995 | 2.807033768344 | 0.99999999 | 5.730728868236 | |
| 0.997 | 2.967737925342 | 0.999999999 | 6.109410204869 |
Since at , we can arbitrarily set , calculate , , and to obtain the maximum margin of error for at a given confidence level and sample size , even before having actual results. With
Also, usefully, for any reported
Specific margins of error[edit]
If a poll has multiple percentage results (for example, a poll measuring a single multiple-choice preference), the result closest to 50% will have the highest margin of error. Typically, it is this number that is reported as the margin of error for the entire poll. Imagine poll reports as
- (as in the figure above)
As a given percentage approaches the extremes of 0% or 100%, its margin of error approaches ±0%.
Comparing percentages[edit]
Imagine multiple-choice poll reports as . As described above, the margin of error reported for the poll would typically be , as is closest to 50%. The popular notion of statistical tie or statistical dead heat, however, concerns itself not with the accuracy of the individual results, but with that of the ranking of the results. Which is in first?
If, hypothetically, we were to conduct poll over subsequent samples of respondents (newly drawn from ), and report result , we could use the standard error of difference to understand how is expected to fall about . For this, we need to apply the sum of variances to obtain a new variance, ,
where is the covariance of and .
Thus (after simplifying),
Note that this assumes that is close to constant, that is, respondents choosing either A or B would almost never chose C (making and close to perfectly negatively correlated). With three or more choices in closer contention, choosing a correct formula for becomes more complicated.
Effect of finite population size[edit]
The formulae above for the margin of error assume that there is an infinitely large population and thus do not depend on the size of population , but only on the sample size . According to sampling theory, this assumption is reasonable when the sampling fraction is small. The margin of error for a particular sampling method is essentially the same regardless of whether the population of interest is the size of a school, city, state, or country, as long as the sampling fraction is small.
In cases where the sampling fraction is larger (in practice, greater than 5%), analysts might adjust the margin of error using a finite population correction to account for the added precision gained by sampling a much larger percentage of the population. FPC can be calculated using the formula[1]
…and so, if poll were conducted over 24% of, say, an electorate of 300,000 voters,
Intuitively, for appropriately large ,
In the former case, is so small as to require no correction. In the latter case, the poll effectively becomes a census and sampling error becomes moot.
See also[edit]
- Engineering tolerance
- Key relevance
- Measurement uncertainty
- Random error
References[edit]
- ^ Isserlis, L. (1918). «On the value of a mean as calculated from a sample». Journal of the Royal Statistical Society. Blackwell Publishing. 81 (1): 75–81. doi:10.2307/2340569. JSTOR 2340569. (Equation 1)
Sources[edit]
- Sudman, Seymour and Bradburn, Norman (1982). Asking Questions: A Practical Guide to Questionnaire Design. San Francisco: Jossey Bass. ISBN 0-87589-546-8
- Wonnacott, T.H.; R.J. Wonnacott (1990). Introductory Statistics (5th ed.). Wiley. ISBN 0-471-61518-8.
External links[edit]
- «Errors, theory of», Encyclopedia of Mathematics, EMS Press, 2001 [1994]
- Weisstein, Eric W. «Margin of Error». MathWorld.
Весы – это инструмент (прибор или устройство) предназначенное для измерения массы.
Единицей измерения массы является килограмм, а также его производные грамм, тонна, миллиграмм и т.д. Поскольку абсолютно точно массу измерить невозможно, то показания весов считаются достоверными с определенной погрешностью измерения.
Погрешность измерения — отклонение измеренного значения величины от её истинного (действительного) значения.
Погрешность измерения массы является характеристикой точности весов.
Точность, в свою очередь, определяется предельно допустимой погрешностью, которая может быть получена при использовании весов.
Предельные допустимая погрешность измерений — гарантированная или максимальная по модулю погрешность измерений, которая возникает при исчерпании допустимых рабочих диапазонов всех величин, вызывающих погрешности.
Предельно допустимая погрешность измерений определяется специальной метрологической величиной ценой поверочного деления.
Цена поверочного деления e — условная величина, выраженная в единицах массы, предназначенная для расчёта погрешности весов. Значение цены поверочного деления e устанавливается изготовителем весового оборудования и, в соответствии с требованиями госстандарта, должно быть указано на весах.
Показания результатов взвешивания на индикаторе электронных весов отображаются с некоторой дискретностью, обозначаемой d, называемой также действительная цена деления. Например, если дисплей порционных весов MAS MS-25 показывает значение массы 1 кг, то при добавлении груза массой 3г. показания будут равны 1,005 кг, т.е. будут меняться с дискретностью d = 5 г.
Дискретность d сама по себе не является погрешностью измерения массы.
Для того, чтобы определить предельно допустимую погрешность измерений, необходимо установить связь между ценой поверочного деления e и дискретностью d.
В зависимости от класса точности устанавливаются следующие значения e:
— для весов среднего класса точности (обозначение III), а это, как правило, все торговые, порционные, напольные, платформенные, и многие другие весы, ГОСТ устанавливает соотношение e = d.
— для высокого и специального класса точности (II и I) значение e выбирается производителем из ряда: 2d, 5d, 10d.
— для весов специального класса точности (I), у которых e не более 0,1 мг. допускается устанавливать значения: e = 20, 50, 100, 200, 500, 1000d.
Для каждого класса точности ГОСТ также устанавливает своё соотношение между ценой поверочного деления e, действительной ценой деления (дискретностью) d и предельно допустимой погрешностью.
| Интервалы взвешивания для весов класса точности | Предельно допустимые погрешности | |||
| специального | высокого | среднего |
при первичной поверке |
в эксплуатации |
| до 50 000е включ. | до 5 000е включ. | до 500е включ. | ±0,5е | ±1,0е |
|
свыше 50 000е до 200 000е включ. |
свыше 5000е до 20 000е включ. |
свыше 500е до 2 000е включ. |
±1,0е | ±2,0е |
| свыше 200 000е | свыше 20 000е | свыше 2 000е | ±1,5е | ±3,0е |
Данные о классе точности, информацию о ГОСТе, номере в Государственном реестре можно, также найти в описании типа средства измерения, являющегося неотъемлемым дополнением к метрологическому сертификату.
Термин и определение
Допустимая предельная абсолютная погрешность
Опубликовано:
alinochka_romanova_2019
Предмет:
Текстильная промышленность
👍 Проверено Автор24
ат является наибольшей погрешностью прибора, допускаемой нормой.
Научные статьи на тему «Допустимая предельная абсолютная погрешность»
1.
Исследование полного факторного эксперимента
Более того, количество измерений считается статистически избыточным, благодаря чему уменьшается влияние погрешностей…
ограничения (например, если исследуемый фактор «температура», то ее нижний предел не может быть ниже абсолютного…
процесса;
ограничения, которые связаны с изменением экологической ситуации (использование веществ свыше предельно…
допустимой концентрации; проведение экспериментов, повлекших за собой ухудшение экологической ситуации
Статья от экспертов
![]()
2.
ОПРЕДЕЛЕНИЕ ПОГРЕШНОСТИ РАСПОЛОЖЕНИЯ СЕКТОРОВ СТАБИЛИЗИРУЮЩЕЙ СЕКЦИИ ГЕОХОДА НА ОСНОВЕ ДАННЫХ КООРДИНАТНОГО КОНТРОЛЯ
Изложены результаты исследования фактической точности оболочки стабилизирующей секции опытного образца геохода. Работа содержит краткий обзор ряда подходов к моделированию механизмов формирования погрешностей кольцевых сегментных изделий и определению их фактической точности. Сформулирована задача экспериментальной проверки допущений, принимаемых при моделировании. Проведенное в статье исследование выполнено на основе экспериментальных данных, полученных путем координатного контроля оболочки …
3.
Определение содержания микроэлементов и тяжелых металлов в растениях, оценка безопасности льнопродукции методом атомно-эмиссионной спектрометрии с индуктивно связанной плазмой
Во Всероссийском научно-исследовательском институте агрохимии изучали возможность использования метода атомноэмиссионной спектрометрии с индуктивно связанной плазмой, в сочетании с микроволновой минерализацией в качестве пробоподготовки, для определения содержания микроэлементов и тяжелых металлов в растениях и продукции растениеводства. Cодержание тяжелых металлов и микроэлементов (кадмия, свинца, меди, цинка) определяли в пробах льносемян и льноволокна, выращенных в абсолютном контроле в оп…
Повышай знания с онлайн-тренажером от Автор24!
- 📝 Напиши термин
- ✍️ Выбери определение из предложенных или загрузи свое
- 🤝 Тренажер от Автор24 поможет тебе выучить термины, с помощью удобных и приятных
карточек
Погрешность является одной из наиболее важных метрологических характеристик средства измерений (технического средства, предназначенного для измерений). Она соответствует разнице между показаниями средства измерений и истинным значением измеряемой величины. Чем меньше погрешность, тем более точным считается средство измерений, тем выше его качество. Наибольшее возможное значение погрешности для определенного типа средств измерений при определенных условиях (например, в заданном диапазоне значений измеряемой величины) называется пределом допускаемой погрешности. Обычно устанавливают пределы допускаемой погрешности, т.е. нижнюю и верхнюю границы интервала, за которые не должна выходить погрешность.
Как сами погрешности, так и их пределы, принято выражать в форме абсолютных, относительных или приведенных погрешностей. Конкретная форма выбирается в зависимости от характера изменения погрешностей в пределах диапазона измерений, а также от условий применения и назначения средств измерений. Абсолютную погрешность указывают в единицах измеряемой величины, а относительную и приведённую — обычно в процентах. Относительная погрешность может характеризовать качество средства измерения гораздо более точно, чем приведённая, о чем будет рассказано далее более подробно.
Связь между абсолютной (Δ), относительной (δ) и приведённой (γ) погрешностями определяется по формулам:
δ=Δ/Х
(1)
γ=Δ/ХN
(2)
где X — значение измеряемой величины, XN — нормирующее значение, выраженное в тех же единицах, что и Δ. Критерии выбора нормирующего значения XN устанавливаются ГОСТ 8.401-80 в зависимости от свойств средства измерений, и обычно оно должно быть равно пределу измерений (XK), т.е.
γ=Δ/ХK
(3)
Пределы допускаемых погрешностей рекомендуется выражать в форме приведённых в случае, если границы погрешностей можно полагать практически неизменными в пределах диапазона измерений (например, для стрелочных аналоговых вольтметров, когда границы погрешности определяются в зависимости от цены деления шкалы, независимо от значения измеряемого напряжения). В противном случае рекомендуется выражать пределы допускаемых погрешностей в форме относительных согласно ГОСТ 8.401-80.
Однако на практике выражение пределов допускаемых погрешностей в форме приведённых погрешностей ошибочно используется в случаях, когда границы погрешностей никак нельзя полагать неизменными в пределах диапазона измерений. Это либо вводит пользователей в заблуждение (когда они не понимают, что заданная таким образом в процентах погрешность считается вовсе не от измеряемой величины), либо существенно ограничивает область применения средства измерений, т.к. формально в этом случае погрешность по отношению к измеряемой величине возрастает, например, в десять раз, если измеряемая величина составляет 0,1 от предела измерений.
Выражение пределов допускаемых погрешностей в форме относительных погрешностей позволяет достаточно точно учесть реальную зависимость границ погрешностей от значения измеряемой величины при использовании формулы вида
δ = ± [c+d(Xk/X-1)]
(4)
где с и d — коэффициенты, d<c.
При этом в точке X=Xk пределы допускаемой относительной погрешности, рассчитанные по формуле (4), будут совпадать с пределами допускаемой приведенной погрешности
γ = ±c
(5)
В точках X<Xk нельзя сравнивать непосредственно в процентах относительную и приведённую погрешности, потому что они считаются по отношению к разным значениям, но можно сравнить абсолютные значения погрешностей, выраженные в единицах измеряемой величины. Пределы допускаемой абсолютной погрешности (Δ1), рассчитанные по формуле (6), исходя из формул (1) и (4) для относительной погрешности, будут стремиться к значению, которое составляет (d/c)-ю часть от пределов допускаемой абсолютной погрешности (Δ2), рассчитанных по формуле (7), исходя из формул (3) и (5) для приведённой погрешности.
Δ1=δ·X=[c+d(Xk/X-1)]·X
(6)
Δ2=γ·ХK= c·Xk
(7)
(8)
Т.е. в большом диапазоне значений измеряемой величины может быть обеспечена гораздо более высокая точность измерений, если нормировать не пределы допускаемой приведённой погрешности по формуле (5), а пределы допускаемой относительной погрешности по формуле (4).
Это означает, например, что для измерительного преобразователя на основе АЦП с большой разрядностью и большим динамическим диапазоном сигнала выражение пределов погрешности в форме относительной адекватнее описывает реальные границы погрешности преобразователя, по сравнению с формой приведённой.
Использование терминологии
Данная терминология широко используется при описании метрологических характеристик различных Средств измерения, например, перечисленных ниже производства ООО «Л Кард»:
Измерительная система LTR
Модуль АЦП/ЦАП
16/32 каналов, 16 бит, 2 МГц, USB, Ethernet
E-502
Плата АЦП/ЦАП
16/32 каналов, 16 бит, 2 МГц, PCI Express
L-502
Модуль АЦП/ЦАП
16/32 каналов, 14 бит, 200 кГц, USB
E14-140M
Модуль АЦП/ЦАП
16/32 каналов, 14 бит, 400 кГц, USB
E14-440
Модуль АЦП/ЦАП
4 канала, 14 бит, 10 МГц, USB
E20-10
Прибор контроля качества электроэнергии
LPW-305
Прибор контроля качества электроэнергии
LPW-305-7
В.Д. Гвоздев. Допустимая погрешность измерений: выбор значения
(«Законодательная и прикладная метрология», 2013, №2)
Аннотация
Объектом анализа являются рекомендации по выбору допустимой погрешности измерений, содержащиеся в нормативных документах и публикациях по метрологии. Основное внимание уделено допусковому контролю качества. Подчеркивается, что концепция контроля точности линейных размеров, принятая в ГОСТ 24356, может быть причиной брака.
Ключевые слова: измерения, контроль, допустимая погрешность измерений, допускаемая погрешность измерений, допуск, оценка соответствия
Для обеспечения единства измерений необходимо, чтобы характеристики погрешности/неопределенности (далее погрешность — Δ) результата измерений не выходили за заданные (допустимые) границы. Методы определения характеристик точности результатов измерений – основная тема метрологии. Выбору значений допустимой погрешности уделяется немного внимания. Часто авторы книг ограничиваются указанием, что выбор допустимой (допускаемой) погрешности производится исходя из задач измерений. Связано это с тем, что в рамках метрологии обосновать выбор значения допустимой погрешности невозможно.
Однако оставить тему выбора допустимой погрешности без рассмотрения также нельзя, хотя бы потому, что при метрологической экспертизе проектов нормативных документов, конструкторской и технологической документации обязательно проверяют оптимальность требований к точности измерений.
Задача измерений – определение значения величины. Цели могут быть разные. Разделим их условно на две группы: 1 — получение информации о величине и 2 — контроль качества объектов.
В первом случае значения допустимой погрешности измерений обусловлены влиянием неопределенности результата измерений на последствия от принятия решения на его основе.
Например:
-если ставится задача повышения точности оценки какой-либо количественной характеристики по отношению к уже достигнутому уровню, допустимая погрешность измерения будет определяться разрядом последней цифры, надежность которой должна быть обеспечена;
-для научных и практических исследований, во многих случаях, допустимую погрешность измерений устанавливают из условия сопоставимости их результатов;
-в медицине точность измерений обусловливается взаимосвязью между изменением параметра и самочувствием пациента;
-в спорте выбор разрешающей способности средств измерений и погрешности измерений связаны с плотностью результатов спортсменов;
-при осуществлении торговых операций с продуктами, характеризуемыми массой или объемом, поставке электроэнергии, тепла, горючих и смазочных материалов и др. от значения допустимой погрешности измерений напрямую зависят экономические показатели поставщика и потребителя;
-при оценке характеристик точности технологических процессов, применении статистических методов контроля технологических процессов, статистическом приемочном контроле и входном контроле качества продукции исходят из критерия ничтожной погрешности измерения по отношению к технологическому допуску. Характеристики точности измерений принимают такими, чтобы среднеквадратическое отклонение (СКО) результата измерений было в 5…6 раз меньше СКО контролируемого параметра [1]. Если СКО контролируемого параметра неизвестно, руководствуются правилом: цена деления не должна превышать 1/6 значения допуска контролируемого параметра [2]. Погрешность измерения в этом случае рассматривают как составную часть погрешности изготовления.
При установлении требований к качеству объектов для значений показателей качества задают односторонние ограничения или двухсторонние ограничения (допуски), которые учитывают при выборе допустимой погрешности измерения. Определим место погрешности измерения при контроле показателя качества с двусторонним ограничением, то есть, когда задан допуск. Обратимся к положению, записанному в стандарте ГОСТ Р ИСО 10576-1-2006 [3]: «решение о соответствии требованиям может быть принято в том случае, если интервал неопределенности результатов измерений находится внутри области допустимых значений». Реализуя принципы оценки соответствия, установленные стандартом, изобразим области соответствия (контролируемый параметр А однозначно находится в заданных пределах) и несоответствия (контролируемый параметр А однозначно находится вне заданных пределов) на числовой оси (рис.).
Рис. Схема измерительного контроля качества отдельного объекта.
Область соответствия 1 определена условием Аmin + Δ ≤ А ≤ Аmax – Δ, области несоответствия 2 (области недопустимых значений) характеризуются неравенствами А ≤ Аmin — Δ и A ≥ Аmax + Δ. Интервалы Аmin ± Δ и Аmax ± Δ назовем областями неокончательного результата оценки соответствия 3. Если истинное значение измеряемой величины находится в области неокончательного результата оценки соответствия, то существует вероятность, что вследствие влияния погрешности измерений годное изделие может быть отнесено к бракованным (неправильно забракованное изделие), а бракованное изделие к годным (неправильно принятое изделие).
При известной функции распределения 4 погрешности измерений можно установить вероятности правильного и неверного решений о соответствии конкретного изделия. Применительно к ситуации, показанной на рисунке, если А* истинное значение величины, то Рг — вероятность признания изделия годным, а Рб = 1- Рг — вероятность забракования изделия. Если А* измеренное значение, то Рг — вероятность того, что изделие годное, а Рб — вероятность, что оно бракованное. Достоверность такой информации не высока: сведения о законе распределения случайной погрешности измерений приблизительны или отсутствуют; неисключенные систематические погрешности, рассматриваемые при вычислении суммарной погрешности как случайные величины, в практических измерениях проявляют себя как систематические составляющие, значения и знаки которых неизвестны.
В стандарте [3] не приведены правила для ситуации, когда получен неокончательный результат оценки соответствия. В тоже время отмечается, что «применение двухэтапной процедуры вместо одноэтапной процедуры в общем случае приводит к уменьшению риска» принятия ошибочных решений. Двухэтапная процедура подразумевает повторное выполнение измерений, когда границы интервала неопределенности, рассчитанные после первого этапа, выходят за пределы поля допуска (т.е. результат измерений находится в области неокончательного результата оценки соответствия). Значение измеряемой величины и её неопределенность устанавливают как комбинацию результатов измерений двух этапов.
Для сближения границ области неокончательного результата оценки соответствия применимы меры по уменьшению погрешности измерений, рассмотренные в документе [4].
Границы области соответствия сужаются до нуля при допустимой погрешности измерения равной 0,5 допуска на изготовление и расширяются до границ поля допуска при отсутствии погрешности измерений. Отсюда следует вывод, что значение погрешности измерений при двухстороннем ограничении показателя качества должно быть менее половины значения допуска и чем оно меньше, тем лучше. Вывод согласуется с мнением авторов работ [5, 6] и это единственная общая рекомендация, которую целесообразно давать в рамках метрологии.
В нормативных документах и печатных изданиях по метрологии приводятся другие указания по выбору допустимой погрешности измерений, которые якобы позволяют «достичь необходимой точности изделий с наименьшими затратами труда и материальных средств» [7].
Наиболее известное соотношение [Δ] ≈ (0,2…0,35) ТА было предложено в работе [6] и закреплено в стандарте ГОСТ 8.051 «Погрешности, допускаемые при измерении линейных размеров до 500 мм». Авторы работы [6] честно указали, что «установление допустимых погрешностей измерения носит волевой характер».
Сходные между собой указания приведены в РМГ 63 [8] и ПМГ 92-2009 [9]: «если недостаточная точность измерений не может вызвать заметных потерь или других неблагоприятных последствий, пределы допускаемых значений, например, погрешности измерений могут составлять 0,2 — 0,3 границы симметричного допуска (для несимметричного допуска — размера поля допуска) на измеряемый параметр, а для параметров, не относящихся к наиболее важным, это соотношение может быть увеличено до 0,5» [9].
Те же документы содержат и иные рекомендации: «соотношения между погрешностью измерения и половиной допуска, удовлетворяющие «требованиям обеспечения эффективности измерений»: «для наиболее важных параметров» 0,2 … 0,7; «для параметров, не относящихся к наиболее важным» 0,3 … 1.
В книге [10] оптимальное соотношение между допустимой погрешностью измерения и допуском на изготовление, обосновано критерием ничтожной погрешности и равно [Δ]=0,15TA.
Интересная по замыслу книга [5] содержит такие выводы: «при выборе СИ и МВИ для контроля и измерения вспомогательных, некритичных для качества продукции параметров следует принимать К = Δ/(ТА/2) = 0,2…0,33, не прибегая к расчетам вероятностей ошибок контроля. При проведении научно-исследовательских работ выбирают К <0,2. При фактическом К< 0,1 расчеты вероятностей ошибок поверки не производят». В другом месте книги [5] , «наиболее простой способ установления допустимой погрешности измерения — принять ее значение в долях от допуска на изделие: [Δ]= С ∙ ТА. Если принять С = 0,1…0,35, то можно не определять ошибки контроля, так как в таком случае они являются априори малыми».
Особенностью перечисленных рекомендаций является то, что они не позволяют связать выбор значений допустимой погрешности измерений с конкретными последствиями от их использования. Обоснования по выбору коэффициентов опираются на абстрактные понятия «важный» и «неважный» параметры, «эффективность измерений», «заметные» потери и «малые» ошибки контроля, «неблагоприятные последствия», «симметричный», «несимметричный» и «односторонний» допуски (допуск это разность заданных предельных значений показателей качества, а разность не может быть симметричной или односторонней). Обращает на себя внимание противоречивость и существенное различие рекомендаций, приводимых не только в разных документах, но и в некоторых случаях в одном документе, а также широких разброс границ диапазонов коэффициентов, определяющих соотношение между допустимой погрешностью измерения и половиной допуска/допуском на изготовление.
Недостаточно внимательное и критичное отношение к таким рекомендациям, может привести к неправильным выводам, что их соблюдение является гарантией корректного решения конкретных измерительных задач. С другой стороны несоблюдение требований РМГ 63-2003 и ПМГ 92-2009 при выполнении метрологической экспертизы проектов нормативных документов или конструкторской и технологической документации может рассматриваться как нарушение метрологических норм и правил.
Рассмотрим конкретный пример контроля линейных размеров деталей. Принципы оценки соответствия для линейных размеров, прописанные в ГОСТ 25346-89 [11], отличаются от описанных в ГОСТ Р ИСО 10576-1-2006: деталь признается годной, если действительный (измеренный) размер находится между предельными размерами или равен одному из них. То есть границы области соответствия совпадают с границами допуска. Вследствие этого при использовании допустимых погрешностей, устанавливаемых по ГОСТ 8.051 (0,2…0,35 ТА), к числу годных, могут быть отнесены детали с истинными размерами, выходящими за заданные границы.
Поскольку вопрос точности актуален в первую очередь для размеров сопрягаемых поверхностей, была выполнена оценка влияния погрешности измерения на значение допуска посадки. Обычно при выборе посадок используют принцип полной взаимозаменяемости, согласно которому допуск посадки ТП равен сумме допусков отверстия TD и вала Td: ТП = TD + Td.
Получаемые при сборке значения зазоров и/или натягов в сопряжении можно оценить вероятностными границами. Предположим, что систематическая составляющая погрешности измерения отсутствует. С учетом погрешности/неопределенности измерений размахи рассеяния истинных значений размеров отверстий и валов, поступающих на сборку, составят ТD* = TD + 2 ∙ ΔD и Тd* = Td +2 ∙ Δd . Представим взаимосвязь между погрешностью измерения и допуском в виде Δ = К ∙ Т. Запишем ТD* = (1+2∙К)∙TD и Тd* = (1+2∙К) ∙ Td. Найдем вероятностные значения допуска посадки: ТПв = √( TD*2 + Td*2) = (1+2К) √( TD2 + Td2)
Для стандартных рекомендуемых и предпочтительных посадок допуск отверстия равен допуску вала (тогда ТП = 2∙Td) или на один квалитет грубее (TD=1,6∙Td и ТП = 2,6∙Td). Для первого случая получим ТПв1=(1+2∙К)∙1,41∙ Td, для второго — ТПв2 = (1+2∙К) ∙ 1,89∙ Td.
Подставим значения К, принятые в ГОСТ 8.051 для сопрягаемых размеров, и вычислим вероятностные допуски посадки. Запишем, при К=0,2 — ТПв1 = 1,97∙ Td, ТПв2 =2,65 ∙ Td; при К=0,3 — ТПв1 = 2,26 ∙ Td, ТПв2 =3,03 ∙ Td.
Сравнивая ТП и ТПв, отметим, что при К = 0,2, если центры группирования размеров отверстий и валов совпадают с серединами полей допусков, влияние погрешности измерения практически не отразится на качестве сборочной единицы (1,97<2 и 2,65≈2,6). При К=0,3 существует вероятность получения брака (2,26>2 и 3,03>2,6), что требует контроля качества соединения или сортировки деталей, поступающих на сборку. Эти же меры потребуются, если настроенность технологического процесса не совпадает с серединой поля допуска (что в той или иной мере всегда присутствует).
Отметим, что значение К=0,2 в ГОСТ 8.051 принято для квалитетов более десятого, для меньших квалитетов К>0,2.
Результаты анализа показывают, что значения допустимой погрешности измерений, рекомендуемые ГОСТ 8.051, завышены. Возникает вопрос: почему это обстоятельство не стало темой для обсуждения? Причин несколько. Укажем некоторые из них. 1. При выборе метода и средств измерений создают запас метрологической надежности. 2. Для универсальных средств измерений линейных размеров реальные погрешности их применения меньше значений, приведенных в РД 50-98 [7]. Вследствие 1 и 2 практическое соотношение между погрешностью измерения и допуском оказывается меньше установленного стандартом. 3. Дополнительный запас создается при выборе стандартной посадки, допуск которой, как правило, меньше функционального допуска посадки. 4. Технологию обработки детали выбирают так, чтобы технологический допуск был меньше конструкторского. 5. Вводят производственный допуск. 6. Вместо измерительного контроля используют контроль калибрами и т.д.
Все упомянутые выше рекомендации по установлению допустимой погрешности измерений укладываются в интервал (0…0,5) ТА. Это значит, что они справедливы. Но они и не безусловны и требуют проверки обоснованности и эффективности в каждом конкретном случае.
Возможные проблемы, связанные с применением ГОСТ 8.051, обусловлены не реализованными в нем соотношениями между допустимой погрешностью и допуском размера, а концепцией оценки соответствия, прописанной в ГОСТ 25346: «предельные размеры – два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер». (Действительный размер – размер элемента, установленный измерением с допускаемой погрешностью). Это означает, что границы области соответствия совпадают с границами поля допуска и что детали, истинные значения размеров которых выходят за границы поля допуска, могут быть признаны годными «на законных основаниях». Для предупреждения этих событий в качестве одного из вариантов действий ГОСТ 8.051 предлагает конструкторам назначать предельные размеры детали смещенными относительно расчетных границ внутрь поля допуска на значение погрешности измерений. Внедрение указанного предложения может вызвать следующие неудобства. 1. Использование допустимых погрешностей, установленных ГОСТ 8.051, приведет к уменьшению конструкторского допуска по сравнению с расчетным допуском примерно в 2 раза и повышению требований к технологическому оборудованию. 2. Сведения о допустимой погрешности измерений, если она отличается от стандартной погрешности, необходимо будет указывать в конструкторской документации для каждого поля допуска. 3. При использовании для контроля деталей калибров придется задавать приемочные границы, исключающие погрешности измерений.
Общие требования к нормированию предельных значений, приведенные в ГОСТ Р ИСО 10576-1-2006, включают следующее положение: «устанавливаемые предельные значения не должны включать в себя (в явном или неявном виде) неопределенность/погрешность измерений». В свете сказанного в предыдущем абзаце, весьма разумное соображение.
Концепция оценки соответствия ГОСТ Р ИСО 10576-1-2006 более гибкая и позволяет производителю продукции самому принимать решения, связанные с обеспечением и контролем качества.
Для примера рассмотрим ситуацию, когда необходимо оценить годность вала, размер которого задан 40±0,195 мм (допуск размера Td = 390 мкм). В наличии (под рукой) имеется штангенциркуль с отсчетом 0,05 мм.
Из таблиц стандарта ГОСТ 8.051 найдем допустимую погрешность измерения [Δ]=80 мкм. Для штангенциркуля в РД 50-98 [7] для диапазона измерений свыше 30 мм до 50 мм указан предел погрешности измерений 100 мкм. Погрешность измерений штангенциркулем больше допустимой погрешности: штангенциркуль использовать нельзя. Концепция ГОСТ Р ИСО 10576-1-2006 позволяет нам это сделать. Ограничив область соответствия пределами 40±0,095 мм, оценку годности вала можно выполнить без риска отнесения к годным бракованных деталей.
В книгах по метрологии большое внимание уделяют возможности установления допустимой погрешности измерения исходя из заданной вероятности отнесения изделий к неправильно забракованным m и неправильно принятым n. На основе аппарата теории вероятностей авторы работ [6, 12] получили формулы и построили графики, устанавливающие зависимость значений m и n от соотношений между погрешностью измерений, параметрами технологического процесса и допуском на изготовление. Задав значения m и n при известной характеристике погрешности технологического процесса можно оценить требуемое значение допустимой погрешности измерения. Пример решения такой задачи приведен в книге [10].
Не ставя под сомнение корректность анализа и обоснованность полученных результатов и выводов, следует обратить внимание на применимость теоретических положений для практических целей.
Предложенные в книгах [6, 10, 12] графики относятся к ситуации, когда технологический допуск превышает допуск на изготовление. Такое на практике возможно, однако не соответствует принципам выбора способа изготовления, согласно которому технологический допуск должен быть меньше допуска на изготовление. В рекомендациях [14] в зависимости от значений коэффициента точности технологический процесс оценивают как точный, при Kт =6σтех/ТА≤0,75; удовлетворительный, при Kт = 0,76÷0,98 и неудовлетворительный, при Kт > 0,98 (σтех — СКО технологического процесса).
Задача измерений/контроля в первую очередь состоит в том, чтобы количество неправильно принятых изделий свести к нулю. При Kт < 0,98 и применении методов статистического контроля и регулирования технологических процессов она решается. При серийном и массовом производстве для контроля качества продукции в основном используют альтернативные методы контроля, а не средства измерений.
Средства измерений применяют при мелкосерийном, единичном производстве и ремонте, для оценки годности небольших партий или отдельных образцов продукции. Уменьшение количества неправильно принятых и неправильно забракованных изделий будет зависеть от значения погрешности измерений и от правильной организации контроля, например на принципах изложенных выше [3]. Целесообразность организации измерительного контроля на подобных принципах отмечена в работе [14]: «при разработке методик контроля должны использоваться только «индивидуальные» характеристики достоверности контроля отдельного параметра отдельного экземпляра изделия (или пробы продукции)».
Ограничения на значения показателей качества могут быть односторонними: только сверху или только снизу. Это не значит, что второе ограничение в принципе отсутствует. Например, для отгрузки сырой нефти требования к массовой доле серы могут быть заданы в виде: массовая доля серы должна быть не более 2 %. Вторая — нижняя граница реальна и объективна – 0%. В этом случае разность граничных значений можно рассматривать как допуск. Поскольку область соответствия при оценке качества будет начинаться с нуля, значение допустимой погрешности измерения выбираем из условия [Δ] < ТА. Другой пример, требование к продукту сформулировано в виде: массовая доля компонента А (предположим, жирность молока) должна быть не менее 3,2 %. Задана нижняя граница. Объективно существует и верхняя граница 100%. Однако связывать значение допустимой погрешности измерения с диапазоном 3,2…100% опрометчиво. Для удовлетворения заданных требований здесь уместен экономический подход к выбору метода и средств измерений в сочетании с введением приемочной границы (границы соответствия), смещенной на значение Δ в сторону увеличения.
Экономический подход к выбору метода и средств измерений описан в нескольких нормативных документах (например, [8, 9]). Идея заключается в следующем: «оптимальной (в экономическом отношении и для задач, не связанных с негативными социальными последствиями, например, такими, как причинение ущерба здоровью работников) считают точность измерений, при которой сумма потерь (добавим, или дополнительных затрат) от недостаточной точности результатов измерений и расходов на измерения будет минимальной».
Экономические расчеты – основной способ обоснования выбора допустимой погрешности измерений или метода и средств измерений при контроле качества объектов. Однако они могут быть применены только для конкретных, подробно описанных ситуаций.
Использование понятия «допустимая погрешность измерений» и её нормирование при контроле качества уместно только тогда, когда ограничительные границы на значение показателя качества установлены с учетом этой погрешности. Во всех остальных случаях (не только при контроле качества) предпочтительно применение термина «заданная погрешность», в предположении, что требуемые характеристики погрешности измерений устанавливаются вне сферы метрологии (например, в квалиметрии).
Список литературы
1. Управление качеством продукции» Справочник. — М.: Изд-во стандартов, 1985. – 464 с.
2. РД 50-605-86 Методические указания по применению стандартов на статистический приемочный контроль. – М.: Изд-во стандартов, 1986. 38 с.
3. ГОСТ Р ИСО 10576-1-2006 Статистические методы. Руководство по оценке соответствия установленным требованиям. Часть 1. Общие принципы. — М.: Стандартинформ, 2006. — 16 с.
4. РМГ 64-2003 ГСИ. Обеспечение эффективности измерений при управлении технологическими процессами. Методы и способы повышения точности измерений. — М.: Изд-во стандартов, 2004.- 35 с.
5. Установление показателей качества продукции и технологических параметров и норм точности их измерения. / Под общ. ред. проф. А.А. Бегунова. – СПб.: ГОУВПО СПбГТУРП, 2008. – 85 с.
6. Марков Н.Н., Крайнер Г.Б., Сацердотов П.А. Погрешность и выбор средств при линейных измерениях. – М.: Машиностроение, 1967. – 392 с.
7. РД 50-98-86 Методические указания. Выбор универсальных средств измерений линейных размеров до 500 мм (По применению ГОСТ 8.051-81). – М.: Изд-во стандартов, 1987. — 105 с.
8. РМГ 63-2003 ГСИ. Обеспечение эффективности измерений при управлении технологическими процессами. Метрологическая экспертиза технической документации. — М.: Изд-во стандартов, 2004. — 27 с.
9. ПМГ 92 – 2009 ГСИ. Метрологическая экспертиза проектов нормативных документов. — М.: Стандартинформ, 2011. — 9 с.
10. Артемьев Б.Г., Голубев С.М. Справочное пособие для работников метрологических служб. – М.: Изд-во стандартов, 1990. – 428 с.
11. ГОСТ 25346-89 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений. — М.: Изд-во стандартов, 1992. — 23 с.
12. Фрумкин В.Д., Рубичев Н.А. Теория вероятностей и статистика в метрологии и измерительной технике. — М.: Машиностроение, 1987. — 168 с.
13. Р 50-601-19-91 Применение статистических методов регулирования технологических процессов. – М.: ВНИИС, 1997. 32 с.
14. Земельман М.А. Метрологические основы технических измерений. – М.: Изд-во стандартов, 1991. – 228 с.
В.Д. Гвоздев. Допустимая погрешность измерений: выбор значения
(«Законодательная и прикладная метрология», 2013, №2)
Аннотация
Объектом анализа являются рекомендации по выбору допустимой погрешности измерений, содержащиеся в нормативных документах и публикациях по метрологии. Основное внимание уделено допусковому контролю качества. Подчеркивается, что концепция контроля точности линейных размеров, принятая в ГОСТ 24356, может быть причиной брака.
Ключевые слова: измерения, контроль, допустимая погрешность измерений, допускаемая погрешность измерений, допуск, оценка соответствия
Для обеспечения единства измерений необходимо, чтобы характеристики погрешности/неопределенности (далее погрешность — Δ) результата измерений не выходили за заданные (допустимые) границы. Методы определения характеристик точности результатов измерений – основная тема метрологии. Выбору значений допустимой погрешности уделяется немного внимания. Часто авторы книг ограничиваются указанием, что выбор допустимой (допускаемой) погрешности производится исходя из задач измерений. Связано это с тем, что в рамках метрологии обосновать выбор значения допустимой погрешности невозможно.
Однако оставить тему выбора допустимой погрешности без рассмотрения также нельзя, хотя бы потому, что при метрологической экспертизе проектов нормативных документов, конструкторской и технологической документации обязательно проверяют оптимальность требований к точности измерений.
Задача измерений – определение значения величины. Цели могут быть разные. Разделим их условно на две группы: 1 — получение информации о величине и 2 — контроль качества объектов.
В первом случае значения допустимой погрешности измерений обусловлены влиянием неопределенности результата измерений на последствия от принятия решения на его основе.
Например:
-если ставится задача повышения точности оценки какой-либо количественной характеристики по отношению к уже достигнутому уровню, допустимая погрешность измерения будет определяться разрядом последней цифры, надежность которой должна быть обеспечена;
-для научных и практических исследований, во многих случаях, допустимую погрешность измерений устанавливают из условия сопоставимости их результатов;
-в медицине точность измерений обусловливается взаимосвязью между изменением параметра и самочувствием пациента;
-в спорте выбор разрешающей способности средств измерений и погрешности измерений связаны с плотностью результатов спортсменов;
-при осуществлении торговых операций с продуктами, характеризуемыми массой или объемом, поставке электроэнергии, тепла, горючих и смазочных материалов и др. от значения допустимой погрешности измерений напрямую зависят экономические показатели поставщика и потребителя;
-при оценке характеристик точности технологических процессов, применении статистических методов контроля технологических процессов, статистическом приемочном контроле и входном контроле качества продукции исходят из критерия ничтожной погрешности измерения по отношению к технологическому допуску. Характеристики точности измерений принимают такими, чтобы среднеквадратическое отклонение (СКО) результата измерений было в 5…6 раз меньше СКО контролируемого параметра [1]. Если СКО контролируемого параметра неизвестно, руководствуются правилом: цена деления не должна превышать 1/6 значения допуска контролируемого параметра [2]. Погрешность измерения в этом случае рассматривают как составную часть погрешности изготовления.
При установлении требований к качеству объектов для значений показателей качества задают односторонние ограничения или двухсторонние ограничения (допуски), которые учитывают при выборе допустимой погрешности измерения. Определим место погрешности измерения при контроле показателя качества с двусторонним ограничением, то есть, когда задан допуск. Обратимся к положению, записанному в стандарте ГОСТ Р ИСО 10576-1-2006 [3]: «решение о соответствии требованиям может быть принято в том случае, если интервал неопределенности результатов измерений находится внутри области допустимых значений». Реализуя принципы оценки соответствия, установленные стандартом, изобразим области соответствия (контролируемый параметр А однозначно находится в заданных пределах) и несоответствия (контролируемый параметр А однозначно находится вне заданных пределов) на числовой оси (рис.).
Рис. Схема измерительного контроля качества отдельного объекта.
Область соответствия 1 определена условием Аmin + Δ ≤ А ≤ Аmax – Δ, области несоответствия 2 (области недопустимых значений) характеризуются неравенствами А ≤ Аmin — Δ и A ≥ Аmax + Δ. Интервалы Аmin ± Δ и Аmax ± Δ назовем областями неокончательного результата оценки соответствия 3. Если истинное значение измеряемой величины находится в области неокончательного результата оценки соответствия, то существует вероятность, что вследствие влияния погрешности измерений годное изделие может быть отнесено к бракованным (неправильно забракованное изделие), а бракованное изделие к годным (неправильно принятое изделие).
При известной функции распределения 4 погрешности измерений можно установить вероятности правильного и неверного решений о соответствии конкретного изделия. Применительно к ситуации, показанной на рисунке, если А* истинное значение величины, то Рг — вероятность признания изделия годным, а Рб = 1- Рг — вероятность забракования изделия. Если А* измеренное значение, то Рг — вероятность того, что изделие годное, а Рб — вероятность, что оно бракованное. Достоверность такой информации не высока: сведения о законе распределения случайной погрешности измерений приблизительны или отсутствуют; неисключенные систематические погрешности, рассматриваемые при вычислении суммарной погрешности как случайные величины, в практических измерениях проявляют себя как систематические составляющие, значения и знаки которых неизвестны.
В стандарте [3] не приведены правила для ситуации, когда получен неокончательный результат оценки соответствия. В тоже время отмечается, что «применение двухэтапной процедуры вместо одноэтапной процедуры в общем случае приводит к уменьшению риска» принятия ошибочных решений. Двухэтапная процедура подразумевает повторное выполнение измерений, когда границы интервала неопределенности, рассчитанные после первого этапа, выходят за пределы поля допуска (т.е. результат измерений находится в области неокончательного результата оценки соответствия). Значение измеряемой величины и её неопределенность устанавливают как комбинацию результатов измерений двух этапов.
Для сближения границ области неокончательного результата оценки соответствия применимы меры по уменьшению погрешности измерений, рассмотренные в документе [4].
Границы области соответствия сужаются до нуля при допустимой погрешности измерения равной 0,5 допуска на изготовление и расширяются до границ поля допуска при отсутствии погрешности измерений. Отсюда следует вывод, что значение погрешности измерений при двухстороннем ограничении показателя качества должно быть менее половины значения допуска и чем оно меньше, тем лучше. Вывод согласуется с мнением авторов работ [5, 6] и это единственная общая рекомендация, которую целесообразно давать в рамках метрологии.
В нормативных документах и печатных изданиях по метрологии приводятся другие указания по выбору допустимой погрешности измерений, которые якобы позволяют «достичь необходимой точности изделий с наименьшими затратами труда и материальных средств» [7].
Наиболее известное соотношение [Δ] ≈ (0,2…0,35) ТА было предложено в работе [6] и закреплено в стандарте ГОСТ 8.051 «Погрешности, допускаемые при измерении линейных размеров до 500 мм». Авторы работы [6] честно указали, что «установление допустимых погрешностей измерения носит волевой характер».
Сходные между собой указания приведены в РМГ 63 [8] и ПМГ 92-2009 [9]: «если недостаточная точность измерений не может вызвать заметных потерь или других неблагоприятных последствий, пределы допускаемых значений, например, погрешности измерений могут составлять 0,2 — 0,3 границы симметричного допуска (для несимметричного допуска — размера поля допуска) на измеряемый параметр, а для параметров, не относящихся к наиболее важным, это соотношение может быть увеличено до 0,5» [9].
Те же документы содержат и иные рекомендации: «соотношения между погрешностью измерения и половиной допуска, удовлетворяющие «требованиям обеспечения эффективности измерений»: «для наиболее важных параметров» 0,2 … 0,7; «для параметров, не относящихся к наиболее важным» 0,3 … 1.
В книге [10] оптимальное соотношение между допустимой погрешностью измерения и допуском на изготовление, обосновано критерием ничтожной погрешности и равно [Δ]=0,15TA.
Интересная по замыслу книга [5] содержит такие выводы: «при выборе СИ и МВИ для контроля и измерения вспомогательных, некритичных для качества продукции параметров следует принимать К = Δ/(ТА/2) = 0,2…0,33, не прибегая к расчетам вероятностей ошибок контроля. При проведении научно-исследовательских работ выбирают К <0,2. При фактическом К< 0,1 расчеты вероятностей ошибок поверки не производят». В другом месте книги [5] , «наиболее простой способ установления допустимой погрешности измерения — принять ее значение в долях от допуска на изделие: [Δ]= С ∙ ТА. Если принять С = 0,1…0,35, то можно не определять ошибки контроля, так как в таком случае они являются априори малыми».
Особенностью перечисленных рекомендаций является то, что они не позволяют связать выбор значений допустимой погрешности измерений с конкретными последствиями от их использования. Обоснования по выбору коэффициентов опираются на абстрактные понятия «важный» и «неважный» параметры, «эффективность измерений», «заметные» потери и «малые» ошибки контроля, «неблагоприятные последствия», «симметричный», «несимметричный» и «односторонний» допуски (допуск это разность заданных предельных значений показателей качества, а разность не может быть симметричной или односторонней). Обращает на себя внимание противоречивость и существенное различие рекомендаций, приводимых не только в разных документах, но и в некоторых случаях в одном документе, а также широких разброс границ диапазонов коэффициентов, определяющих соотношение между допустимой погрешностью измерения и половиной допуска/допуском на изготовление.
Недостаточно внимательное и критичное отношение к таким рекомендациям, может привести к неправильным выводам, что их соблюдение является гарантией корректного решения конкретных измерительных задач. С другой стороны несоблюдение требований РМГ 63-2003 и ПМГ 92-2009 при выполнении метрологической экспертизы проектов нормативных документов или конструкторской и технологической документации может рассматриваться как нарушение метрологических норм и правил.
Рассмотрим конкретный пример контроля линейных размеров деталей. Принципы оценки соответствия для линейных размеров, прописанные в ГОСТ 25346-89 [11], отличаются от описанных в ГОСТ Р ИСО 10576-1-2006: деталь признается годной, если действительный (измеренный) размер находится между предельными размерами или равен одному из них. То есть границы области соответствия совпадают с границами допуска. Вследствие этого при использовании допустимых погрешностей, устанавливаемых по ГОСТ 8.051 (0,2…0,35 ТА), к числу годных, могут быть отнесены детали с истинными размерами, выходящими за заданные границы.
Поскольку вопрос точности актуален в первую очередь для размеров сопрягаемых поверхностей, была выполнена оценка влияния погрешности измерения на значение допуска посадки. Обычно при выборе посадок используют принцип полной взаимозаменяемости, согласно которому допуск посадки ТП равен сумме допусков отверстия TD и вала Td: ТП = TD + Td.
Получаемые при сборке значения зазоров и/или натягов в сопряжении можно оценить вероятностными границами. Предположим, что систематическая составляющая погрешности измерения отсутствует. С учетом погрешности/неопределенности измерений размахи рассеяния истинных значений размеров отверстий и валов, поступающих на сборку, составят ТD* = TD + 2 ∙ ΔD и Тd* = Td +2 ∙ Δd . Представим взаимосвязь между погрешностью измерения и допуском в виде Δ = К ∙ Т. Запишем ТD* = (1+2∙К)∙TD и Тd* = (1+2∙К) ∙ Td. Найдем вероятностные значения допуска посадки: ТПв = √( TD*2 + Td*2) = (1+2К) √( TD2 + Td2)
Для стандартных рекомендуемых и предпочтительных посадок допуск отверстия равен допуску вала (тогда ТП = 2∙Td) или на один квалитет грубее (TD=1,6∙Td и ТП = 2,6∙Td). Для первого случая получим ТПв1=(1+2∙К)∙1,41∙ Td, для второго — ТПв2 = (1+2∙К) ∙ 1,89∙ Td.
Подставим значения К, принятые в ГОСТ 8.051 для сопрягаемых размеров, и вычислим вероятностные допуски посадки. Запишем, при К=0,2 — ТПв1 = 1,97∙ Td, ТПв2 =2,65 ∙ Td; при К=0,3 — ТПв1 = 2,26 ∙ Td, ТПв2 =3,03 ∙ Td.
Сравнивая ТП и ТПв, отметим, что при К = 0,2, если центры группирования размеров отверстий и валов совпадают с серединами полей допусков, влияние погрешности измерения практически не отразится на качестве сборочной единицы (1,97<2 и 2,65≈2,6). При К=0,3 существует вероятность получения брака (2,26>2 и 3,03>2,6), что требует контроля качества соединения или сортировки деталей, поступающих на сборку. Эти же меры потребуются, если настроенность технологического процесса не совпадает с серединой поля допуска (что в той или иной мере всегда присутствует).
Отметим, что значение К=0,2 в ГОСТ 8.051 принято для квалитетов более десятого, для меньших квалитетов К>0,2.
Результаты анализа показывают, что значения допустимой погрешности измерений, рекомендуемые ГОСТ 8.051, завышены. Возникает вопрос: почему это обстоятельство не стало темой для обсуждения? Причин несколько. Укажем некоторые из них. 1. При выборе метода и средств измерений создают запас метрологической надежности. 2. Для универсальных средств измерений линейных размеров реальные погрешности их применения меньше значений, приведенных в РД 50-98 [7]. Вследствие 1 и 2 практическое соотношение между погрешностью измерения и допуском оказывается меньше установленного стандартом. 3. Дополнительный запас создается при выборе стандартной посадки, допуск которой, как правило, меньше функционального допуска посадки. 4. Технологию обработки детали выбирают так, чтобы технологический допуск был меньше конструкторского. 5. Вводят производственный допуск. 6. Вместо измерительного контроля используют контроль калибрами и т.д.
Все упомянутые выше рекомендации по установлению допустимой погрешности измерений укладываются в интервал (0…0,5) ТА. Это значит, что они справедливы. Но они и не безусловны и требуют проверки обоснованности и эффективности в каждом конкретном случае.
Возможные проблемы, связанные с применением ГОСТ 8.051, обусловлены не реализованными в нем соотношениями между допустимой погрешностью и допуском размера, а концепцией оценки соответствия, прописанной в ГОСТ 25346: «предельные размеры – два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер». (Действительный размер – размер элемента, установленный измерением с допускаемой погрешностью). Это означает, что границы области соответствия совпадают с границами поля допуска и что детали, истинные значения размеров которых выходят за границы поля допуска, могут быть признаны годными «на законных основаниях». Для предупреждения этих событий в качестве одного из вариантов действий ГОСТ 8.051 предлагает конструкторам назначать предельные размеры детали смещенными относительно расчетных границ внутрь поля допуска на значение погрешности измерений. Внедрение указанного предложения может вызвать следующие неудобства. 1. Использование допустимых погрешностей, установленных ГОСТ 8.051, приведет к уменьшению конструкторского допуска по сравнению с расчетным допуском примерно в 2 раза и повышению требований к технологическому оборудованию. 2. Сведения о допустимой погрешности измерений, если она отличается от стандартной погрешности, необходимо будет указывать в конструкторской документации для каждого поля допуска. 3. При использовании для контроля деталей калибров придется задавать приемочные границы, исключающие погрешности измерений.
Общие требования к нормированию предельных значений, приведенные в ГОСТ Р ИСО 10576-1-2006, включают следующее положение: «устанавливаемые предельные значения не должны включать в себя (в явном или неявном виде) неопределенность/погрешность измерений». В свете сказанного в предыдущем абзаце, весьма разумное соображение.
Концепция оценки соответствия ГОСТ Р ИСО 10576-1-2006 более гибкая и позволяет производителю продукции самому принимать решения, связанные с обеспечением и контролем качества.
Для примера рассмотрим ситуацию, когда необходимо оценить годность вала, размер которого задан 40±0,195 мм (допуск размера Td = 390 мкм). В наличии (под рукой) имеется штангенциркуль с отсчетом 0,05 мм.
Из таблиц стандарта ГОСТ 8.051 найдем допустимую погрешность измерения [Δ]=80 мкм. Для штангенциркуля в РД 50-98 [7] для диапазона измерений свыше 30 мм до 50 мм указан предел погрешности измерений 100 мкм. Погрешность измерений штангенциркулем больше допустимой погрешности: штангенциркуль использовать нельзя. Концепция ГОСТ Р ИСО 10576-1-2006 позволяет нам это сделать. Ограничив область соответствия пределами 40±0,095 мм, оценку годности вала можно выполнить без риска отнесения к годным бракованных деталей.
В книгах по метрологии большое внимание уделяют возможности установления допустимой погрешности измерения исходя из заданной вероятности отнесения изделий к неправильно забракованным m и неправильно принятым n. На основе аппарата теории вероятностей авторы работ [6, 12] получили формулы и построили графики, устанавливающие зависимость значений m и n от соотношений между погрешностью измерений, параметрами технологического процесса и допуском на изготовление. Задав значения m и n при известной характеристике погрешности технологического процесса можно оценить требуемое значение допустимой погрешности измерения. Пример решения такой задачи приведен в книге [10].
Не ставя под сомнение корректность анализа и обоснованность полученных результатов и выводов, следует обратить внимание на применимость теоретических положений для практических целей.
Предложенные в книгах [6, 10, 12] графики относятся к ситуации, когда технологический допуск превышает допуск на изготовление. Такое на практике возможно, однако не соответствует принципам выбора способа изготовления, согласно которому технологический допуск должен быть меньше допуска на изготовление. В рекомендациях [14] в зависимости от значений коэффициента точности технологический процесс оценивают как точный, при Kт =6σтех/ТА≤0,75; удовлетворительный, при Kт = 0,76÷0,98 и неудовлетворительный, при Kт > 0,98 (σтех — СКО технологического процесса).
Задача измерений/контроля в первую очередь состоит в том, чтобы количество неправильно принятых изделий свести к нулю. При Kт < 0,98 и применении методов статистического контроля и регулирования технологических процессов она решается. При серийном и массовом производстве для контроля качества продукции в основном используют альтернативные методы контроля, а не средства измерений.
Средства измерений применяют при мелкосерийном, единичном производстве и ремонте, для оценки годности небольших партий или отдельных образцов продукции. Уменьшение количества неправильно принятых и неправильно забракованных изделий будет зависеть от значения погрешности измерений и от правильной организации контроля, например на принципах изложенных выше [3]. Целесообразность организации измерительного контроля на подобных принципах отмечена в работе [14]: «при разработке методик контроля должны использоваться только «индивидуальные» характеристики достоверности контроля отдельного параметра отдельного экземпляра изделия (или пробы продукции)».
Ограничения на значения показателей качества могут быть односторонними: только сверху или только снизу. Это не значит, что второе ограничение в принципе отсутствует. Например, для отгрузки сырой нефти требования к массовой доле серы могут быть заданы в виде: массовая доля серы должна быть не более 2 %. Вторая — нижняя граница реальна и объективна – 0%. В этом случае разность граничных значений можно рассматривать как допуск. Поскольку область соответствия при оценке качества будет начинаться с нуля, значение допустимой погрешности измерения выбираем из условия [Δ] < ТА. Другой пример, требование к продукту сформулировано в виде: массовая доля компонента А (предположим, жирность молока) должна быть не менее 3,2 %. Задана нижняя граница. Объективно существует и верхняя граница 100%. Однако связывать значение допустимой погрешности измерения с диапазоном 3,2…100% опрометчиво. Для удовлетворения заданных требований здесь уместен экономический подход к выбору метода и средств измерений в сочетании с введением приемочной границы (границы соответствия), смещенной на значение Δ в сторону увеличения.
Экономический подход к выбору метода и средств измерений описан в нескольких нормативных документах (например, [8, 9]). Идея заключается в следующем: «оптимальной (в экономическом отношении и для задач, не связанных с негативными социальными последствиями, например, такими, как причинение ущерба здоровью работников) считают точность измерений, при которой сумма потерь (добавим, или дополнительных затрат) от недостаточной точности результатов измерений и расходов на измерения будет минимальной».
Экономические расчеты – основной способ обоснования выбора допустимой погрешности измерений или метода и средств измерений при контроле качества объектов. Однако они могут быть применены только для конкретных, подробно описанных ситуаций.
Использование понятия «допустимая погрешность измерений» и её нормирование при контроле качества уместно только тогда, когда ограничительные границы на значение показателя качества установлены с учетом этой погрешности. Во всех остальных случаях (не только при контроле качества) предпочтительно применение термина «заданная погрешность», в предположении, что требуемые характеристики погрешности измерений устанавливаются вне сферы метрологии (например, в квалиметрии).
Список литературы
1. Управление качеством продукции» Справочник. — М.: Изд-во стандартов, 1985. – 464 с.
2. РД 50-605-86 Методические указания по применению стандартов на статистический приемочный контроль. – М.: Изд-во стандартов, 1986. 38 с.
3. ГОСТ Р ИСО 10576-1-2006 Статистические методы. Руководство по оценке соответствия установленным требованиям. Часть 1. Общие принципы. — М.: Стандартинформ, 2006. — 16 с.
4. РМГ 64-2003 ГСИ. Обеспечение эффективности измерений при управлении технологическими процессами. Методы и способы повышения точности измерений. — М.: Изд-во стандартов, 2004.- 35 с.
5. Установление показателей качества продукции и технологических параметров и норм точности их измерения. / Под общ. ред. проф. А.А. Бегунова. – СПб.: ГОУВПО СПбГТУРП, 2008. – 85 с.
6. Марков Н.Н., Крайнер Г.Б., Сацердотов П.А. Погрешность и выбор средств при линейных измерениях. – М.: Машиностроение, 1967. – 392 с.
7. РД 50-98-86 Методические указания. Выбор универсальных средств измерений линейных размеров до 500 мм (По применению ГОСТ 8.051-81). – М.: Изд-во стандартов, 1987. — 105 с.
8. РМГ 63-2003 ГСИ. Обеспечение эффективности измерений при управлении технологическими процессами. Метрологическая экспертиза технической документации. — М.: Изд-во стандартов, 2004. — 27 с.
9. ПМГ 92 – 2009 ГСИ. Метрологическая экспертиза проектов нормативных документов. — М.: Стандартинформ, 2011. — 9 с.
10. Артемьев Б.Г., Голубев С.М. Справочное пособие для работников метрологических служб. – М.: Изд-во стандартов, 1990. – 428 с.
11. ГОСТ 25346-89 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений. — М.: Изд-во стандартов, 1992. — 23 с.
12. Фрумкин В.Д., Рубичев Н.А. Теория вероятностей и статистика в метрологии и измерительной технике. — М.: Машиностроение, 1987. — 168 с.
13. Р 50-601-19-91 Применение статистических методов регулирования технологических процессов. – М.: ВНИИС, 1997. 32 с.
14. Земельман М.А. Метрологические основы технических измерений. – М.: Изд-во стандартов, 1991. – 228 с.
Источники
погрешностей (инструментальные и
методические погрешности, влияние
помех, субъективные ошибки). Номинальная
и реальная функция преобразования,
абсолютная и относительная погрешность
средства измерений, основная и
дополнительная погрешности. Пределы
допускаемых погрешностей, классы
точности средств измерений. Выявление
и уменьшение систематических погрешностей.
Оценка случайных погрешностей.
Доверительный интервал и доверительная
вероятность. Оценка погрешностей
косвенных измерений. Обработка результатов
измерений. [1:
с.23…35,40,41,53,54,56…61; 2:
с.22…53; 3:
с.48…91; 4:
с.21,22,35…52,63…71, 72…77,85…93].
II.1. Основные сведения и методические указания.
Одним из
основополагающих понятий Метрологии
является понятие погрешности измерений.
Погрешностью
измерения
называют отклонение измеренного
значения физической
величины от её истинного значения.
Погрешность
измерений, в общем случае, может быть
вызвана следующими причинами:
-
Несовершенством
принципа действия и недостаточным
качеством элементов используемого
средства измерения. -
Несовершенством
метода измерений и влиянием используемого
средства измерения на саму измеряемую
величину, зависящим от способа
использования данного средства
измерения. -
Субъективными
ошибками экспериментатора.
Так как истинное
значение измеряемой величины никогда
неизвестно (в противном случае отпадает
необходимость в проведении измерений),
то численное значение погрешности
измерений может быть найдено только
приближенно. Наиболее близким к истинному
значению измеряемой величины является
значение, которое может быть получено
при использовании эталонных средств
измерений (средств измерений наивысшей
точности). Это значение условились
называть действительным
значением измеряемой величины.
Действительное значение также является
неточным, однако, из-за малой погрешности
эталонных средств измерений, погрешностью
определения действительного значения
пренебрегают.
Классификация
погрешностей
-
По форме представления
различают понятия абсолютной погрешности
измерений и относительной погрешности
измерений.
Абсолютной
погрешностью
измерений называют разность между
измеренным и
действительным значениями измеряемой
величины:
![]() ,
,
где ∆ — абсолютная
погрешность,
![]() –измеренное
–измеренное
значение,
![]() –действительное
–действительное
значение измеряемой величины.
Абсолютная
погрешность имеет размерность измеряемой
величины. Знак абсолютной погрешности
будет положительным, если измеренное
значение больше действительного, и
отрицательным в противном случае.
Относительной
погрешностью
называют отношение абсолютной
погрешности к
действительному значению измеряемой
величины:
![]()
где δ – относительная
погрешность.
Чаще всего
относительную погрешность определяют
приближенно в процентах от измеренного
значения:
![]()
Относительная
погрешность показывает, какую часть (в
%) от измеренного значения составляет
абсолютная погрешность. Относительная
погрешность позволяет нагляднее, чем
абсолютная погрешность, судить о точности
измеренного значения.
-
По источникам
происхождения погрешности подразделяют
на следующие виды:
— инструментальные
погрешности;
— методические
погрешности;
— субъективные
погрешности, допущенные экспериментатором
.
Инструментальными
называются погрешности, которые
принадлежат данному типу средств
измерения, могут быть определены при
их испытаниях и занесены в паспорт
средства измерения в виде пределов
допускаемых погрешностей.
Инструментальная
погрешность возникает из-за несовершенства
принципа действия и недостаточно
высокого качества элементов, применяемых
в конструкции средства измерений. По
этой причине реальная передаточная
характеристика каждого экземпляра
средства измерений в большей или меньшей
степени отличается от номинальной
(расчетной) передаточной характеристики.
Отличие реальной характеристики средства
измерений от номинальной (рис.1) определяет
величину инструментальной погрешности
средства измерений.

Рис.1. Иллюстрация
к определению понятия инструментальной
погрешности.
Здесь: 1 – номинальная
характеристика средства измерений;
2 – реальная
характеристика средства измерений.
Как видно из рис.1,
при изменении измеряемой величины,
инструментальная погрешность может
иметь различные значения (как положительные,
так и отрицательные).
При создании
средств измерений какой-либо физической
величины, к сожалению, не удается
полностью избавиться от реакции этого
средства измерений на изменение других
(не измеряемых) величин. Наряду с
чувствительностью средства измерения
к измеряемой величине, оно всегда
реагирует (хотя и существенно в меньшей
степени) на изменение условий эксплуатации.
По этой причине инструментальную
погрешность подразделяют на основную
погрешность и дополнительную
погрешности.
Основной
погрешностью
называют погрешность, имеющую место
в случае применения
средства измерений в нормальных условиях
эксплуатации.
Номенклатура
влияющих на средство измерений величин
и диапазоны их изменений определяются
разработчиками в качестве нормальных
условий для каждого типа средств
измерений. Нормальные условия эксплуатации
всегда указываются в техническом
паспорте средства измерений. Если
эксперимент выполняется в условиях,
отличных от нормальных для данного
средства измерений, его реальная
характеристика искажается сильнее, чем
в нормальных условиях. Погрешности,
которые при этом возникают, называют
дополнительными.
Дополнительной
погрешностью
называют погрешность средств
измерений, которая
возникает в условиях, отличающихся от
нормальных, но
входящих в допустимую рабочую область
условий
эксплуатации.
Рабочие условия
эксплуатации, так же как и нормальные,
в обязательном порядке приводятся в
техническом паспорте средств измерений.
Инструментальная
погрешность средств измерений
определенного типа не должна превышать
некоторого заданного значения – так
называемой предельно допустимой основной
погрешности средств измерений данного
типа. Фактическая основная погрешность
каждого конкретного экземпляра этого
типа является при этом случайной
величиной и может принимать различные
значения, иногда даже равные нулю, но в
любом случае инструментальная погрешность
не должна превышать заданного предельного
значения. Если это условие не выполняется,
средство измерений должно быть изъято
из обращения.
Методическими
называются погрешности, которые возникают
из-за неудачного выбора экспериментатором
средства измерения для решения
поставленной задачи. Они не могут быть
приписаны средству измерения и приведены
в его паспорте.
Методические
погрешности измерения зависят как от
характеристик применяемого средства
измерений, так и во многом от параметров
самого объекта измерения. Неудачно
выбранные средства измерений могут
исказить состояние объекта измерений.
При этом методическая составляющая
погрешности может оказаться существенно
больше инструментальной.
Субъективными
погрешностями
называют погрешности,
допускаемые
самим экспериментатором при проведении
измерений.
Этот тип погрешностей
связан обычно с невнимательностью
экспериментатора: применение прибора
без устранения смещения нуля, неправильное
определение цены деления шкалы, неточный
отсчет доли деления, ошибки в подключении
и т.п.
-
По характеру
проявления погрешности измерений
подразделяют на:
— систематические
погрешности;
— случайные
погрешности;
— промахи (грубые
ошибки).
Систематической
называют погрешность, которая при
повторных измерениях одной и той же
величины остается постоянной, или
изменяется закономерно.
Систематические
погрешности обусловлены как несовершенством
метода измерений и влиянием средства
измерений на измеряемый объект, так и
отклонением реальной передаточной
характеристики применяемого средства
измерений от номинальной характеристики.
Постоянные
систематические погрешности средств
измерений могут быть выявлены и численно
определены в результате сличения их
показаний с показаниями эталонных
средств измерений. Такие систематические
погрешности могут быть уменьшены
регулировкой приборов или введением
соответствующих поправок. Следует
заметить, что полностью исключить
систематические погрешности средств
измерений не удается, так как их реальные
передаточные характеристики изменяются
при изменении условий эксплуатации.
Кроме этого всегда имеют место так
называемые прогрессирующие погрешности
(возрастающие или убывающие), вызванные
старением элементов входящих в состав
средств измерений. Прогрессирующие
погрешности могут быть скорректированы
регулировкой или введением поправок
лишь на некоторое время.
Таким образом,
даже после регулировки или введения
поправок, всегда имеет место так
называемая неисключенная систематическая
погрешность результата измерений.
Случайной
называют погрешность, которая при
повторных измерениях одной и той же
величины принимает различные значения.
Случайные погрешности
обусловлены хаотичным характером
изменений физических величин (помех),
влияющих на передаточную характеристику
средства измерений, суммированием помех
с измеряемой величиной, а также наличием
собственных шумов средства измерений.
При создании средств измерений
предусматриваются специальные меры
защиты от помех: экранирование входных
цепей, использование фильтров, применение
стабилизированных источников питающего
напряжения и т.д. Это позволяет уменьшить
величину случайных погрешностей при
проведении измерений. Как правило, при
повторных измерениях одной и той же
величины результаты измерений либо
совпадают, либо отличаются на одну, две
единицы младшего разряда. В такой
ситуации случайной погрешностью
пренебрегают и оценивают только величину
неисключенной систематической
погрешности.
Наиболее сильно
случайные погрешности проявляются при
измерении малых значений физических
величин. Для повышения точности в таких
случаях производятся многократные
измерения с последующей статистической
обработкой результатов методами теории
вероятности и математической статистики.
Промахами
называют грубые погрешности, существенно
превышающие ожидаемые погрешности при
данных условиях проведения измерений.
Промахи большей
частью возникают из-за субъективных
ошибок экспериментатора или из-за сбоев
в работе средства измерений при резких
изменениях условий эксплуатации (броски
или провалы сетевого напряжения, грозовые
разряды и т.п.) Обычно промахи легко
выявляются при повторных измерениях и
исключаются из рассмотрения.
Оценка погрешностей
косвенных измерений.
При косвенных
измерениях результат измерений
определяется по функциоральной
зависимости от результатов прямых
измерений. Поэтому погрешность косвенных
измерений определяется как полный
дифференциал этой функции от величин,
измеряемых с помощью прямых измерений.
![]() ;
;
![]()
![]()
Где:
![]() —
—
предельные абсолютные погрешности
результатов прямых
измерений;
![]() —
—
предельная абсолютная погрешность
результата косвенного
измерения;
![]() —
—
соответствующие предельные относительные
погрешности.
![]() —
—
функциональная связь между искомой
измеряемой величиной и
величинами,
подвергающимися прямым измерениям.
Статистическая
обработка результатов измерений
Из-за влияния на
средство измерений помех различного
происхождения (изменение температуры
окружающей среды, электромагнитных
полей, вибраций, изменения частоты и
амплитуды сетевого напряжения, изменения
атмосферного давления, влажности и
т.д.), а также из-за наличия собственных
шумов элементов, входящих в состав
измерительных приборов, результаты
повторных измерений одной и той же
физической величины (особенно ее малых
значений) будут в большей или меньшей
степени отличаться друг от друга. В этом
случае результат измерений является
случайной величиной, которая характеризуется
наиболее вероятным значением и разбросом
(рассеянием) результатов повторных
измерений вблизи наиболее вероятного
значения. Если при повторных измерениях
одной и той же величины результаты
измерений не отличаются друг от друга,
то это означает, что разрешающая
способность отсчетного устройства не
позволяет обнаружить это явление. В
этом случае случайная составляющая
погрешности измерений является
несущественной и ею можно пренебречь.
При этом неисключенную систематическую
погрешность результата измерений
оценивают по величине пределов допускаемых
погрешностей применяемых средств
измерений. Если же при повторных
измерениях одной и той же величины
наблюдается разброс показаний, то это
означает, что наряду с большей или
меньшей неисключенной систематической
погрешностью, имеет место и случайная
погрешность, принимающая при повторных
измерениях различные значения.
Для определения
наиболее вероятного значения измеряемой
величины при наличии случайных
погрешностей и для оценки погрешности,
с которой определено это наиболее
вероятное значение, применяется
статистическая обработка результатов
измерений. Статистическая обработка
результатов серии измерений при
проведении экспериментов позволяет
решить следующие задачи.
-
Более точно
определить результат измерения путем
усреднения отдельных наблюдений. -
Оценить область
неопределенности уточненного результата
измерений.
Основной смысл
усреднения результатов измерений
заключается в том, что найденная
усредненная оценка имеет меньшую
случайную погрешность, чем отдельные
результаты, по которым эта усредненная
оценка определяется. Следовательно
усреднение не устраняет полностью
случайного характера усредненного
результата, а лишь уменьшает ширину
полосы его неопределенности.
Таким образом, при
статистической обработке, прежде всего,
определяют наиболее вероятное значение
измеряемой величины путем вычисления
среднего арифметического всех отсчетов:
![]()
где: xi
– результат i
– го измерения;
n
– число проведенных измерений в данной
серии измерений.
После этого
оценивают отклонение результатов
отдельных измерений xi
от этой оценки среднего значения
![]() ;
;![]() .
.
Затем находят
оценку среднеквадратического отклонения
![]() наблюдений, характеризующую степень
наблюдений, характеризующую степень
рассеяния результатов отдельных
наблюдений вблизи![]() ,
,
по формуле:
![]() .
.
Точность оценки
наиболее вероятного значения измеряемой
величины
![]() зависит от числа наблюдений
зависит от числа наблюдений![]() .
.
Нетрудно убедиться в том, что результаты
нескольких оценок![]() по одному и тому же числу
по одному и тому же числу![]() отдельных измерений будут отличаться.
отдельных измерений будут отличаться.
Таким образом, сама оценка![]() также является случайной величиной. В
также является случайной величиной. В
связи с этим вычисляется оценка
среднеквадратического отклонения
результата измерения![]() ,
,
которую обозначают![]() .
.
Эта оценка характеризует степень
разброса значений![]() по отношению к истинному значению
по отношению к истинному значению
результата, т.е. характеризует точность
результата, полученного усреднением
результата многократных измерений.
Следовательно, по![]() может быть оценена систематическая
может быть оценена систематическая
составляющая результата серии измерений.
Для различных![]() она определяется по формуле:
она определяется по формуле:
![]()
Следовательно,
точность результата многократных
измерений увеличивается с ростом числа
последних.
Однако в большинстве
практических случаев нам важно определить
не просто степень рассеивания значения
погрешности при проведении серии
измерений (т.е. величину
![]() ),
),
а оценить вероятность возникновения
погрешности измерения, не превышающую
допустимую, т.е. не выходящую за пределы
некоторого заданного интервала разброса
получаемых погрешностей.
Доверительным
интервалом
![]()
![]() называют
называют
интервал, который с заданной вероятностью,
называемой
доверительной вероятностью
![]() накрывает истинное значение измеряемой
накрывает истинное значение измеряемой
величины.
При определении
доверительных интервалов необходимо,
прежде всего, учитывать, что закон
распределения погрешностей, получаемых
при проведении многократных измерений,
при числе измерений в серии меньше 30,
описывается не нормальным законом
распределения, а так называемым законом
распределения Стьюдента. И, в этих
случаях, величину доверительного
интервала обычно оценивают по формуле:
![]() ,
,
где
![]() — так называемый коэффициент Стьюдента.
— так называемый коэффициент Стьюдента.
В табл.4.1 приведены
значения коэффициентов Стьюдента
![]() в зависимости от заданной доверительной
в зависимости от заданной доверительной
вероятности и числа проведенных
наблюдений![]() .
.
При выполнении измерений обычно задаются
доверительной вероятностью 0,95 или 0,99.
Таблица 4.1
Значения
коэффициентов Стьюдента
![]() .
.
-
n


0,5
0,6
0,7
0,8
0,9
0,95
0,98
0,99
2
1,00
1,38
1,96
3,08
6,31
12,71
31,82
63,66
3
0,82
1,06
1,34
1,89
2,92
4,30
6,97
9,93
4
0,77
0,98
1,25
1,64
2,35
3,18
4,54
5,84
5
0,74
0,94
1,19
1,53
2,13
2,78
3,75
4,60
6
0,73
0,92
1,16
1,48
2,02
2,62
3,37
4,03
7
0,72
0,91
1,13
1,44
1,94
2,45
3,14
3,71
8
0,71
0,90
1,12
1,42
1,90
2,37
3,00
3,50
9
0,71
0,89
1,11
1,40
1,86
2,31
2,90
3,36
10
0,70
0,88
1,10
1,38
1,83
2,26
2,82
3,25
16
0,69
0,87
1,07
1,34
1,75
2,13
2,60
2,95
25
0,69
0,86
1,06
1,32
1,71
2,06
2,49
2,80
При изучении
материалов данного раздела следует
хорошо уяснить, что погрешности
результатов измерений и погрешности
средств измерений – не идентичные
понятия. Погрешность средства измерения
это его свойство, характеристика, для
описания которого используют ряд правил,
закрепленных в стандартах и нормативных
документах. Это та доля погрешности
измерения, которая определяется только
самим средством измерения. Погрешность
же измерений (результата измерений) –
это число, которое характеризует границы
неопределенности значения измеряемой
величины. В нее, кроме погрешности
средства измерений, могут входить
составляющие погрешности, порожденные
применяемым методом измерения
(методические погрешности), действием
влияющих (неизмеряемых) величин,
погрешность отсчета и др.
Нормирование
погрешностей средств измерения.
Точность СИ
определяется предельно-допустимыми
погрешностями, которые могут быть
получены при его использовании.
Нормированием
погрешностей средств измерений называют
процедуру
назначения допустимых границ основной
и
дополнительных
погрешностей, а также выбор формы
указания
этих границ
в нормативно-технической документации.
Пределы допускаемой
основной и дополнительных погрешностей
определяются разработчиками для каждого
типа средств измерений на стадии
подготовки производства. В зависимости
от назначения средства измерений и
характера изменения погрешности в
пределах диапазона измерений нормируется
для средств измерений различного типа
либо предельно-допустимое значение
основной абсолютной погрешности, либо
предельно-допустимое значение основной
приведенной погрешности, либо
предельно-допустимое значение основной
относительной погрешности.
Для каждого типа
средств измерений характер изменения
погрешности в пределах диапазона
измерений зависит от принципа действия
этого средства измерений и может быть
самым разнообразным. Однако, как показала
практика, среди этого многообразия
часто удается выделить три типовых
случая, предопределяющих выбор формы
представления пределов допускаемой
погрешности. Типовые варианты отклонения
реальных передаточных характеристик
средств измерений от номинальной
характеристики и соответствующие им
графики изменения предельных значений
абсолютной и относительной погрешностей
в зависимости от измеряемой величины
приведены на рис 2.



Если реальная
передаточная характеристика средства
измерений смещена по отношению к
номинальной (1-й график на рис.2а),
абсолютная погрешность, возникающая
при этом, (1-й график на рис.2б), не зависит
от измеряемой величины.
Составляющую
погрешности средства измерений, не
зависящую от измеряемой величины,
называют аддитивной
погрешностью.
Если угол наклона
реальной передаточной характеристики
средства измерений отличается от
номинального (2-й график на рис. 2а), то
абсолютная погрешность будет линейно
зависеть от измеряемой величины (2-й
график на рис. 2б).
Составляющую
погрешности средства измерений, линейно
зависящую от измеряемой величины,
называют мультипликативной
погрешностью.
Если реальная
передаточная характеристика средства
измерений смещена по отношению к
номинальной и угол ее наклона отличается
от номинального (3-й график на рис. 2а),
то в этом случае имеет место как
аддитивная, так и мультипликативная
погрешность.
Аддитивная
погрешность возникает из-за неточной
установки нулевого значения перед
началом измерений, ухода нуля в процессе
измерений, из-за наличия трений в опорах
измерительного механизма, из-за наличия
термо-эдс в контактных соединениях и
т.д.
Мультипликативная
погрешность возникает при изменении
коэффициентов усиления или ослабления
входных сигналов (например, при изменении
температуры окружающей среды, или
вследствие старения элементов), из-за
изменения значений, воспроизводимых
мерами, встроенными в измерительные
приборы, из-за изменений жесткости
пружин, создающих противодействующий
момент в электромеханических приборах
и т.д.
Ширина полосы
неопределенности значений абсолютной
(рис.2б) и относительной (рис.2в) погрешностей
характеризует разброс и изменение в
процессе эксплуатации индивидуальных
характеристик множества находящихся
в обращении средств измерений определенного
типа.
А) Нормирование
пределов допускаемой основной погрешности
для
средств
измерений с преобладающей аддитивной
погрешностью.
Для средств
измерений с преобладающей аддитивной
погрешностью (1-й график на рис.2) удобно
нормировать одним числом предельно-допустимое
значение абсолютной погрешности (∆max=
±а). В этом случае фактическая абсолютная
погрешность ∆ каждого экземпляра
средства измерений данного типа на
различных участках шкалы может иметь
различные значения, но не должна превышать
предельно-допустимой величины (∆ ≤
±а). В многопредельных измерительных
приборах с преобладающей аддитивной
погрешностью для каждого предела
измерений пришлось бы указывать свое
значение предельно допустимой абсолютной
погрешности. К сожалению, как видно из
1-го графика на рис.2в, нормировать одним
числом предел допускаемой относительной
погрешности в различных точках шкалы
не представляется возможным. По этой
причине для средств измерений с
преобладающей аддитивной погрешностью
часто нормируют одним числом значение
так называемой основной приведенной
относительной
погрешности
![]() ,
,
где XN
– нормирующее значение.
Таким способом,
например, нормируются погрешности
большинства электромеханических и
электронных приборов со стрелочными
индикаторами. В качестве нормирующего
значения XN
обычно используется предел измерений
(XN
= Xmax),
удвоенное значение предела измерений
(если нулевая отметка находится в
середине шкалы), или длина шкалы (для
приборов с неравномерной шкалой). Если
XN
= Xmax,
то значение приведенной погрешности γ
равно пределу допускаемой относительной
погрешности средства измерений в точке,
соответствующей пределу измерений. По
заданному значению предела допускаемой
основной приведенной погрешности легко
определить предел допускаемой основной
абсолютной погрешности для каждого
предела измерений многопредельного
прибора:![]()
![]() .
.
После этого для
любой отметки шкалы X
может быть произведена оценка
предельно-допустимой основной
относительной погрешности:
![]() .
.
Б) Нормирование
пределов допускаемой основной погрешности
для
средств измерений
с преобладающей мультипликативной
погрешностью.
Как видно из рис.2
(2-й график), для средств измерений с
преобладающей мультипликативной
погрешностью, одним числом удобно
нормировать предел допускаемой основной
относительной погрешности (рис.2в) δmax=
± b∙100%.
В этом случае, фактическая относительная
погрешность каждого экземпляра средства
измерений данного типа на различных
участках шкалы может иметь различные
значения, но не должна превышать предельно
допустимой величины (δ ≤ ± b∙100%).
По заданному значению предельно
допустимой относительной погрешности
δmax
для любой точки шкалы может быть
произведена оценка предельно-допустимой
абсолютной погрешности:
![]() .
.
К числу средств
измерений с преобладающей мультипликативной
погрешностью относится большинство
многозначных мер, счетчики электрической
энергии, счетчики воды, расходомеры и
др. Следует отметить, что для реальных
средств измерений с преобладающей
мультипликативной погрешностью не
удается полностью устранить аддитивную
погрешность. По этой причине в технической
документации всегда указывается
наименьшее значение измеряемой величины,
для которого предел допускаемой основной
относительной погрешности ещё не
превышает заданного значения δmax.
Ниже этого наименьшего значения
измеряемой величины погрешность
измерений не нормируется и является
неопределенной.
В) Нормирование
пределов допускаемой основной погрешности
для
средств измерений
с соизмеримой аддитивной и мультипликативной
погрешностью.
Если аддитивная
и мультипликативная составляющая
погрешности средства измерений соизмеримы
(3-й график на рис.2), то задание
предельно-допустимой погрешности одним
числом не представляется возможным. В
этом случае либо нормируется предел
допускаемой абсолютной основной
погрешности (указываются предельно-допустимые
значения a
и b),
либо (чаще всего) нормируется предел
допускаемой относительной основной
погрешности. В последнем случае численные
значения предельно-допустимых
относительных погрешностей в различных
точках шкалы оцениваются по формуле:
 ,
,
где Xmax
– предел измерений;
X
— измеренное значение;
d
=
![]()
— значение приведенной к пределу измерений
аддитивной
составляющей основной погрешности;
с =
![]() — значение результирующей относительной
— значение результирующей относительной
основной
погрешности в точке, соответствующей
пределу
измерений.
Рассмотренным
выше способом (указанием численных
значений c
и d)
нормируются, в частности, предельно-допустимые
значения относительной основной
погрешности цифровых измерительных
приборов. В этом случае относительные
погрешности каждого экземпляра средств
измерений определенного типа не должны
превышать установленных для этого типа
средств измерений значений
предельно-допустимой погрешности:
 .
.
При этом абсолютная
основная погрешность определяется по
формуле
![]() .
.
Г)
Нормирование дополнительных погрешностей.
Наиболее часто
пределы допускаемых дополнительных
погрешностей указывают в технической
документации либо одним значением для
всей рабочей области величины, влияющей
на точность средства измерений (иногда
несколькими значениями для поддиапазонов
рабочей области влияющей величины),
либо отношением предела допускаемой
дополнительной погрешности к интервалу
значений влияющей величины. Пределы
допускаемых дополнительных погрешностей
указываются на каждой , влияющей на
точность средства измерений величине.
При этом, как правило, значения
дополнительных погрешностей устанавливают
в виде дольного или кратного значения
предела допускаемой основной погрешности.
Например, в документации может быть
указано, что при температуре окружающей
среды за пределами нормальной области
температур, предел допускаемой
дополнительной погрешности, возникающей
по этой причине, не должен превышать
![]() 0,2% на 10о С.
0,2% на 10о С.
Классы
точности средств измерений.
Исторически по
точности средства измерений подразделяют
на классы. Иногда их называют классами
точности, иногда классами допуска,
иногда просто классами.
Класс точности
средства измерений
– это его характеристика, отражающая
точностные возможности средств измерений
данного типа.
Допускается
буквенное или числовое обозначение
классов точности. Средствам измерений,
предназначенным для измерения двух и
более физических величин, допускается
присваивать различные классы точности
для каждой измеряемой величины. Средствам
измерений с двумя или более переключаемыми
диапазонами измерений также допускается
присваивать два или более класса
точности.
Если нормируется
предел допускаемой абсолютной основной
погрешности, или в различных поддиапазонах
измерений установлены разные значения
пределов допускаемой относительной
основной погрешности, то , как правило,
применяется буквенное обозначение
классов. Так, например платиновые
термометры сопротивления изготовляют
с классом допуска А
или классом
допуска В.
При этом для
класса А
установлен
предел допускаемой абсолютной основной
погрешности
![]() ,
,
а для классаВ
—
![]() ,
,
где![]() – температура измеряемой среды.
– температура измеряемой среды.
Если для средств
измерений того или иного типа нормируется
одно значение предельно-допустимой
приведенной основной погрешности, или
одно значение предельно-допустимой
относительной основной погрешности,
или указываются значения c
и d,
то для обозначения классов точности
используются десятичные числа. В
соответствии с ГОСТом 8.401-80 для обозначения
классов точности допускается применение
следующих чисел:
1∙10n;
1,5∙10n;
2∙10n;
2,5∙10n;
4∙10n;
5∙10n;
6∙10n,
где n
= 0, -1, -2, и т.д.
Для средств
измерений с преобладающей аддитивной
погрешностью численное значение класса
точности выбирается из указанного ряда
равным предельно-допустимому значению
приведенной основной погрешности,
выраженной в процентах. Для средств
измерений с преобладающей мультипликативной
погрешностью численное значение класса
точности соответствует пределу
допускаемой относительной основной
погрешности также выраженной в процентах.
Для средств измерений с соизмеримыми
аддитивными и мультипликативными
погрешностями числа с
и d
также
выбираются из указанного выше ряда. При
этом класс точности средства измерений
обозначается двумя числами, разделенными
косой чертой, например, 0,05/0,02. В этом
случае с
= 0,05%; d
= 0,02%. Примеры
обозначений классов точности в
документации и на средствах измерений,
а также расчетные формулы для оценки
пределов допускаемой основной погрешности
приведены в Таблице 1.
Правила округления
и записи результата измерений.
Нормирование
пределов допускаемых погрешностей
средств измерений производится указанием
значения погрешностей с одной или двумя
значащими цифрами. По этой причине при
расчете значений погрешностей измерений
также должны быть оставлены только
первые одна или две значащие цифры. Для
округления используются следующие
правила:
-
Погрешность
результата измерения указывается двумя
значащими цифрами, если первая из них
не более 2, и одной цифрой, если первая
из них 3 и более. -
Показание прибора
округляется до того же десятичного
разряда, которым заканчивается
округленное значение абсолютной
погрешности. -
Округление
производится в окончательном ответе,
промежуточные вычисления выполняют с
одной – двумя избыточными цифрами.
Пример 1:
— показание прибора
— 5,361 В;
— вычисленное
значение абсолютной погрешности — ±
0,264 В;
— округленное
значение абсолютной погрешности — ±
0,26 В;
— результат измерения
— (5,36 ± 0,26) В.
Таблица
1
Примеры обозначения
классов точности средств измерений и
расчетные
формулы для оценки
пределов допускаемой основной погрешности.
|
Форма представления нормируемой основной погрешности |
Примеры обозначения класса |
Расчетные формулы для оценки пределов допускаемой основной погрешности |
Примечания |
|
|
В документации |
На средствах измерений |
|||
|
Нормируется предел допускаемой абсолютной основной |
Варианты: — класс B; — класс допуска В; — класс |
В |
|
Значения a иb приводятся в документации на средство измерений. |
|
Нормируется предел допускаемой приведенной основной |
Варианты: — класс точности 1,5 2,5 — не обозначается. |
1,5 |
|
Для приборов с равномерной шкалой и нулевой отметкой в начале шкалы |
|
Варианты: — класс точности 2,5; — не обозначается |
|
|
Для приборов с неравномерной шкалой. Длина шкалы указывается в документации. |
|
|
Нормируется предел допускаемой относительной основной |
Класс точности |
0,5
|
|
Для средств измерений с преобладающей мультипликативной погрешностью. |
|
Варианты: — класс точности 0,02/0,01; -не обозначается. |
0,02/0,01 |
|
Для средств измерений с соизмеримыми аддитивной и мультипликативной погрешностью |



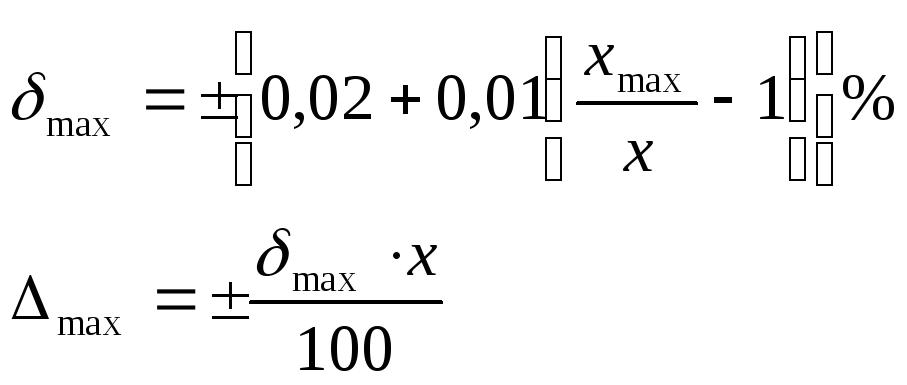
Пример 2:
— показание прибора
– 35,67 мА;
— вычисленное
значение абсолютной погрешности — ±
0,541 мА;
— округленное
значение абсолютной погрешности — ± 0,5
мА;
— результат измерений
– (35,7 ± 0,5) мА.
Пример 3:
— вычисленное
значение относительной погрешности –
± 1,268 %;
— округленное
значение относительной погрешности –
± 1,3 %.
Пример 4:
— вычисленное
значение относительной погрешности —
± 0,367 %;
— округленное
значение относительной погрешности —
± 0,4 %.
II.2.
Вопросы для самопроверки
-
Чем вызываются
погрешности измерений? -
Перечислите
разновидности погрешностей, возникающих
в процессе измерений? -
Какая разница
между абсолютной, относительной и
приведенной погрешностями измерения
и в чем смысл их введения? -
Чем отличается
основная погрешность измерения от
дополнительной? -
Чем отличается
методическая погрешность измерения
от инструментальной? -
Чем отличается
систематическая погрешность измерения
от случайной? -
Что понимается
под аддитивной и мультипликативной
оставляющими погрешности? -
В каких случаях
целесообразно использовать статистическую
обработку результатов измерений? -
Какие статистические
характеристики обработки наиболее
часто используются на практике? -
Как оценивается
неисключенная систематическая
погрешность при статистической обработке
результатов измерений?
11. Что характеризует
величина среднеквадратического
отклонения ?
12. В чем заключается
суть понятий «доверительной вероятности»
и «доверительного интервала», используемых
при статистической обработке результатов
измерений?
13. В чем заключается
разность понятий «погрешность измерения»
и
«погрешность
средства измерения»?
Статья обновлена 10.07.2022
Что такое погрешность измерения
Любой расчет состоит из истинного и вычисляемого значения. При этом всегда должны учитываться значения ошибки или погрешности. Погрешность — это расхождение между истинным значением и вычисляемым. В маркетинге выделяют следующие виды погрешностей.
- Математическая погрешность. Она описывается алгебраической формулой и бывает абсолютной, относительной и приведенной. Абсолютная погрешность измерения — это разница между вычисляемым и истинным значением. Относительная погрешность вычисляется в процентном соотношении истинного значения и полученного. Вычисление погрешности приведенной схоже с относительной, указывается она также в процентах, но дает разницу между нормирующей шкалой и полученными данными, то есть между эталонными и полученными значениями.
- Оценочная погрешность. В маркетинге она бывает случайной и систематической. Случайная погрешность возникает из-за любых факторов, которые случайным образом влияют на измерение переменной в выборке. Систематическая погрешность вызывается факторами, которые систематически влияют на измерение переменной в выборке.
Математическая погрешность: формула для каждого типа
Если определение погрешности можно провести точным путем, она считается математической. Зачем нужно вычисление этого значения в маркетинге?
Погрешности возникают настолько часто, что популярной практикой в исследованиях является включение значения погрешности в окончательные результаты. Для этого используются формулы. Математическая погрешность — это значение, которое отражает разницу между выборкой и фактическим результатом. Если при расчетах учитывалась погрешность, в тексте исследования указывается что-то вроде: «Абсолютная погрешность для этих данных составляет 3,25%». Погрешность можно вычислить с любыми цифрами: количество человек, участвующих в опросе, погрешность суммы, затраченной на маркетинговый бюджет, и так далее.
Формулы погрешностей вычисляются следующим образом.
Абсолютная погрешность измерений: формула
Формула дает разницу между измеренным и реальным значением.

Относительная погрешность: формула
Формула использует значение абсолютной погрешности и вычисляется в процентах по отношению к фактическому значению.

Приведенная погрешность: формула
Формула также использует значение абсолютной погрешности. В чем измеряется приведенная погрешность? Тоже в процентах, но в качестве «эталона» используется не реальное значение, а единица измерения любой нормирующей шкалы. Например, для обычной линейки это значение равно 1 мм.

Классификация оценочной погрешности
Определение погрешности в оценках — это всегда методическая погрешность, то есть допустимое значение ошибки, основанное на методах проведения исследования. Погрешность метода вызывает два типа погрешностей — случайные и систематические. Таблица погрешностей в графической форме покажет все возможные типы.

Что такое случайная погрешность
Случайная погрешность бывает статической и динамической. Динамическая погрешность возникает, когда мы имеем дело с меняющимися значениями — например, количество человек в выборке при маркетинговом исследовании. Статическая погрешность описывает ошибки при вычислении неизменных величин — вроде количества вопросов в вопроснике. Все они относятся к случайным погрешностям.
Типичный пример возникновения случайной погрешности — настроение участников маркетингового опроса. Как известно, эмоциональный настрой человека всегда влияет на его производительность. В ходе тестирования одни люди могут быть в хорошем расположении духа, а другие — в «миноре». Если настроение влияет на их ответы по заданному критерию выборки, это может искусственно завышать или занижать наблюдаемые оценки. Например, в случае с истинным значением 1 случайная погрешность может дать как -0,8, так и +0,5 к этому числу. Очень часто это случается при оценке времени ответа, например.
Случайная погрешность добавляет изменчивости данным, но не оказывает постоянного влияния на всю выборку. Вместо этого она произвольно изменяет измеряемые значения в диапазоне. В маркетинговой практике считается, что все случайные погрешности в распределении перекрывают друг друга и практически не влияют на конечный результат. Поэтому случайная погрешность считается «шумом» и в расчет не принимается. Эту погрешность нельзя устранить совсем, но можно уменьшить, просто увеличив размер выборки.
Что такое систематическая погрешность
Систематическая погрешность существует в результатах исследования, если эти результаты показывают устойчивую тенденцию к отклонению от истинных значений. Иными словами, если полученные цифры постоянно выше или ниже расчетных, речь идет о том, что в данных имеется систематическая погрешность.
В маркетинговых исследованиях есть два основных типа систематической погрешности: погрешность выборки и погрешность измерения.
Погрешность выборки
Погрешность выборки возникает, когда выборка, используемая в исследовании, не репрезентативна для всей совокупности данных. Типы такой погрешности включают погрешность структуры, погрешность аудитории и погрешность отбора.
Погрешность структуры
Погрешность структуры возникает из-за использования неполной или неточной основы для выборки. Распространенным источником такой погрешности в рамках маркетинговых исследований является проведение какого-либо опроса по телефону на основе существующего телефонного справочника или базы данных абонентов. Многие данные там указаны неполно или неточно — например, если люди недавно переехали или изменили свой номер телефона. Также такие данные часто указывают неполную или неверную демографию.
Если в качестве основы для исследования взят телефонный справочник, оно подвержено погрешности структуры, так как не учитывает всех возможных респондентов.
Погрешность аудитории
Погрешность аудитории возникает, если исследователь не знает, как определить аудиторию для исследования. Пример — оценка результатов исследования, проведенного среди клиентов крупного банка. Доля ответов на анкету составила чуть менее 1%. Анализ профессий всех опрошенных показал, что процент пенсионеров среди них в 20 раз выше, чем в целом по городу. Если эта группа значительно различается по интересующим переменным, то результаты будут неверными из-за погрешности аудитории.
Погрешность отбора
Даже если маркетологи правильно определили структуру и аудиторию, они не застрахованы от погрешности отбора. Она возникает, когда процедуры отбора являются неполными, неправильными или не соблюдаются должным образом. Например, интервьюеры при полевом исследовании могут избегать людей, которые живут в муниципальных домах. Потому что, по их мнению, жители вряд ли согласятся пройти такой опрос. Если жители муниципальных домов отличаются от тех, кто проживает в домах бизнес-класса, в результаты опроса будет внесена погрешность отбора.
Как минимизировать погрешность выборки
- Знайте свою аудиторию.
Знайте, кто покупает ваш продукт, использует его, работает с вами и так далее. Имея базовую социально-экономическую информацию, можно составить стабильную выборку целевой аудитории. Маркетинговые исследования часто касаются одной конкретной группы населения — например, пользователей Facebook или молодых мам. - Разделите аудиторию на группы.
Вместо случайной выборки разбейте аудиторию на группы в соответствии с их численностью в общей совокупности данных. Например, если люди с определенной демографией составляют 35% населения, убедитесь, что 35% респондентов исследования отвечают этому условию. - Увеличьте размер выборки.
Больший размер выборки приводит к более точному результату.
Погрешность измерения
Погрешность измерения представляет собой серьезную угрозу точности исследования. Она возникает, когда существует разница между искомой информацией — то есть истинным значением, и информацией, фактически полученной в процессе измерения. К таким погрешностям приводят различные недостатки процесса исследования. Погрешность измерения, в основном, вызывается человеческим фактором — например, формулировкой вопросника, ошибками ввода данных и необъективными выводами.
К погрешностям измерения приводят следующие виды ошибок.
Ошибка цели
Ошибка цели возникает, когда существует несоответствие между информацией, фактически необходимой для решения проблемы, и данными , которые собирает исследование. Например, компания Kellogg впустую потратила миллионы на разработку завтраков для снижения уровня холестерина. Реальный вопрос, который нужно было бы задать в исследовании, заключался в том, купят ли люди овсяные хлопья для решения своей проблемы. Ответ «Нет» обошелся бы компании дешевле.
Предвзятость ответов
Некоторые люди склонны отвечать на конкретный вопрос определенным образом. Тогда возникает предвзятость ответа. Предвзятость ответа может быть результатом умышленной фальсификации или неосознанного искажения фактов.
Умышленная фальсификация происходит, когда респонденты целенаправленно дают неверные ответы на вопросы. Есть много причин, по которым люди могут сознательно искажать информацию. Например, они хотят скрыть или хотят казаться лучше, чем есть на самом деле.
Бессознательное искажение информации происходит, когда респондент пытается быть правдивым, но дает неточный ответ. Этот тип предвзятости может возникать из-за формата вопроса, его содержания или по другим причинам.
Предвзятость интервьюера
Интервьюер оказывает влияние на респондента — сознательно или бессознательно. Одежда, возраст, пол, выражение лица, язык тела или тон голоса могут повлиять на ответы некоторых или всех респондентов.
Ошибка обработки
Примеры включают наводящие вопросы или элементы дизайна анкеты, которые затрудняют запись ответов или приводят к ошибкам в них.
Ошибка ввода
Это ошибки, возникающие при вводе информации. Например, документ может быть отсканирован неправильно, и его данные по ошибке перенесутся неверно. Или люди, заполняющие опросы на смартфоне или ноутбуке, могут нажимать не те клавиши.
Виды проводимых маркетинговых исследований различны, поэтому универсальных рецептов не существует. Мы дадим несколько общих советов, используемых для минимизации систематических погрешностей разного типа.
Как минимизировать погрешность измерения
- Предварительно протестируйте.
Погрешностей обработки и предвзятости можно избежать, если проводить предварительные тесты вопросника до начала основных интервью. - Проводите выборку случайным образом.
Чтобы устранить предвзятость, при выборке респондентов можно включать каждого четвертого человека из общего списка. - Тренируйте команду интервьюеров и наблюдателей.
Отбор и обучение тех, кто проводит исследования, должен быть тщательным. Особое внимание нужно уделять соблюдению инструкций в ходе каждого исследования. - Всегда выполняйте проверку сделанных записей.
Чтобы исключить ошибки ввода, все данные, вводимые для компьютерного анализа, должны быть перепроверены как минимум дважды.
Мир без ошибок не может существовать. Но понимание факторов, влияющих на маркетинговые исследования и измеряемые погрешности, имеет важное значение для сбора качественных данных.
Термин и определение
Допустимая предельная абсолютная погрешность
Опубликовано:
alinochka_romanova_2019
Предмет:
Текстильная промышленность
👍 Проверено Автор24
ат является наибольшей погрешностью прибора, допускаемой нормой.
Научные статьи на тему «Допустимая предельная абсолютная погрешность»
1.
Исследование полного факторного эксперимента
Более того, количество измерений считается статистически избыточным, благодаря чему уменьшается влияние погрешностей…
ограничения (например, если исследуемый фактор «температура», то ее нижний предел не может быть ниже абсолютного…
процесса;
ограничения, которые связаны с изменением экологической ситуации (использование веществ свыше предельно…
допустимой концентрации; проведение экспериментов, повлекших за собой ухудшение экологической ситуации
Статья от экспертов
![]()
2.
ОПРЕДЕЛЕНИЕ ПОГРЕШНОСТИ РАСПОЛОЖЕНИЯ СЕКТОРОВ СТАБИЛИЗИРУЮЩЕЙ СЕКЦИИ ГЕОХОДА НА ОСНОВЕ ДАННЫХ КООРДИНАТНОГО КОНТРОЛЯ
Изложены результаты исследования фактической точности оболочки стабилизирующей секции опытного образца геохода. Работа содержит краткий обзор ряда подходов к моделированию механизмов формирования погрешностей кольцевых сегментных изделий и определению их фактической точности. Сформулирована задача экспериментальной проверки допущений, принимаемых при моделировании. Проведенное в статье исследование выполнено на основе экспериментальных данных, полученных путем координатного контроля оболочки …
3.
Определение содержания микроэлементов и тяжелых металлов в растениях, оценка безопасности льнопродукции методом атомно-эмиссионной спектрометрии с индуктивно связанной плазмой
Во Всероссийском научно-исследовательском институте агрохимии изучали возможность использования метода атомноэмиссионной спектрометрии с индуктивно связанной плазмой, в сочетании с микроволновой минерализацией в качестве пробоподготовки, для определения содержания микроэлементов и тяжелых металлов в растениях и продукции растениеводства. Cодержание тяжелых металлов и микроэлементов (кадмия, свинца, меди, цинка) определяли в пробах льносемян и льноволокна, выращенных в абсолютном контроле в оп…
Повышай знания с онлайн-тренажером от Автор24!
- 📝 Напиши термин
- ✍️ Выбери определение из предложенных или загрузи свое
-
🤝 Тренажер от Автор24 поможет тебе выучить термины, с помощью удобных и приятных
карточек
Погрешность является одной из наиболее важных метрологических характеристик средства измерений (технического средства, предназначенного для измерений). Она соответствует разнице между показаниями средства измерений и истинным значением измеряемой величины. Чем меньше погрешность, тем более точным считается средство измерений, тем выше его качество. Наибольшее возможное значение погрешности для определенного типа средств измерений при определенных условиях (например, в заданном диапазоне значений измеряемой величины) называется пределом допускаемой погрешности. Обычно устанавливают пределы допускаемой погрешности, т.е. нижнюю и верхнюю границы интервала, за которые не должна выходить погрешность.
Как сами погрешности, так и их пределы, принято выражать в форме абсолютных, относительных или приведенных погрешностей. Конкретная форма выбирается в зависимости от характера изменения погрешностей в пределах диапазона измерений, а также от условий применения и назначения средств измерений. Абсолютную погрешность указывают в единицах измеряемой величины, а относительную и приведённую — обычно в процентах. Относительная погрешность может характеризовать качество средства измерения гораздо более точно, чем приведённая, о чем будет рассказано далее более подробно.
Связь между абсолютной (Δ), относительной (δ) и приведённой (γ) погрешностями определяется по формулам:
δ=Δ/Х
(1)
γ=Δ/ХN
(2)
где X — значение измеряемой величины, XN — нормирующее значение, выраженное в тех же единицах, что и Δ. Критерии выбора нормирующего значения XN устанавливаются ГОСТ 8.401-80 в зависимости от свойств средства измерений, и обычно оно должно быть равно пределу измерений (XK), т.е.
γ=Δ/ХK
(3)
Пределы допускаемых погрешностей рекомендуется выражать в форме приведённых в случае, если границы погрешностей можно полагать практически неизменными в пределах диапазона измерений (например, для стрелочных аналоговых вольтметров, когда границы погрешности определяются в зависимости от цены деления шкалы, независимо от значения измеряемого напряжения). В противном случае рекомендуется выражать пределы допускаемых погрешностей в форме относительных согласно ГОСТ 8.401-80.
Однако на практике выражение пределов допускаемых погрешностей в форме приведённых погрешностей ошибочно используется в случаях, когда границы погрешностей никак нельзя полагать неизменными в пределах диапазона измерений. Это либо вводит пользователей в заблуждение (когда они не понимают, что заданная таким образом в процентах погрешность считается вовсе не от измеряемой величины), либо существенно ограничивает область применения средства измерений, т.к. формально в этом случае погрешность по отношению к измеряемой величине возрастает, например, в десять раз, если измеряемая величина составляет 0,1 от предела измерений.
Выражение пределов допускаемых погрешностей в форме относительных погрешностей позволяет достаточно точно учесть реальную зависимость границ погрешностей от значения измеряемой величины при использовании формулы вида
δ = ± [c+d(Xk/X-1)]
(4)
где с и d — коэффициенты, d<c.
При этом в точке X=Xk пределы допускаемой относительной погрешности, рассчитанные по формуле (4), будут совпадать с пределами допускаемой приведенной погрешности
γ = ±c
(5)
В точках X<Xk нельзя сравнивать непосредственно в процентах относительную и приведённую погрешности, потому что они считаются по отношению к разным значениям, но можно сравнить абсолютные значения погрешностей, выраженные в единицах измеряемой величины. Пределы допускаемой абсолютной погрешности (Δ1), рассчитанные по формуле (6), исходя из формул (1) и (4) для относительной погрешности, будут стремиться к значению, которое составляет (d/c)-ю часть от пределов допускаемой абсолютной погрешности (Δ2), рассчитанных по формуле (7), исходя из формул (3) и (5) для приведённой погрешности.
Δ1=δ·X=[c+d(Xk/X-1)]·X
(6)
Δ2=γ·ХK= c·Xk
(7)
(8)
Т.е. в большом диапазоне значений измеряемой величины может быть обеспечена гораздо более высокая точность измерений, если нормировать не пределы допускаемой приведённой погрешности по формуле (5), а пределы допускаемой относительной погрешности по формуле (4).
Это означает, например, что для измерительного преобразователя на основе АЦП с большой разрядностью и большим динамическим диапазоном сигнала выражение пределов погрешности в форме относительной адекватнее описывает реальные границы погрешности преобразователя, по сравнению с формой приведённой.
Использование терминологии
Данная терминология широко используется при описании метрологических характеристик различных Средств измерения, например, перечисленных ниже производства ООО «Л Кард»:
Измерительная система LTR
Модуль АЦП/ЦАП
16/32 каналов, 16 бит, 2 МГц, USB, Ethernet
E-502
Плата АЦП/ЦАП
16/32 каналов, 16 бит, 2 МГц, PCI Express
L-502
Модуль АЦП/ЦАП
16/32 каналов, 14 бит, 200 кГц, USB
E14-140M
Модуль АЦП/ЦАП
16/32 каналов, 14 бит, 400 кГц, USB
E14-440
Модуль АЦП/ЦАП
4 канала, 14 бит, 10 МГц, USB
E20-10
Прибор контроля качества электроэнергии
LPW-305
Прибор контроля качества электроэнергии
LPW-305-7
В.Д. Гвоздев. Допустимая погрешность измерений: выбор значения
(«Законодательная и прикладная метрология», 2013, №2)
Аннотация
Объектом анализа являются рекомендации по выбору допустимой погрешности измерений, содержащиеся в нормативных документах и публикациях по метрологии. Основное внимание уделено допусковому контролю качества. Подчеркивается, что концепция контроля точности линейных размеров, принятая в ГОСТ 24356, может быть причиной брака.
Ключевые слова: измерения, контроль, допустимая погрешность измерений, допускаемая погрешность измерений, допуск, оценка соответствия
Для обеспечения единства измерений необходимо, чтобы характеристики погрешности/неопределенности (далее погрешность — Δ) результата измерений не выходили за заданные (допустимые) границы. Методы определения характеристик точности результатов измерений – основная тема метрологии. Выбору значений допустимой погрешности уделяется немного внимания. Часто авторы книг ограничиваются указанием, что выбор допустимой (допускаемой) погрешности производится исходя из задач измерений. Связано это с тем, что в рамках метрологии обосновать выбор значения допустимой погрешности невозможно.
Однако оставить тему выбора допустимой погрешности без рассмотрения также нельзя, хотя бы потому, что при метрологической экспертизе проектов нормативных документов, конструкторской и технологической документации обязательно проверяют оптимальность требований к точности измерений.
Задача измерений – определение значения величины. Цели могут быть разные. Разделим их условно на две группы: 1 — получение информации о величине и 2 — контроль качества объектов.
В первом случае значения допустимой погрешности измерений обусловлены влиянием неопределенности результата измерений на последствия от принятия решения на его основе.
Например:
-если ставится задача повышения точности оценки какой-либо количественной характеристики по отношению к уже достигнутому уровню, допустимая погрешность измерения будет определяться разрядом последней цифры, надежность которой должна быть обеспечена;
-для научных и практических исследований, во многих случаях, допустимую погрешность измерений устанавливают из условия сопоставимости их результатов;
-в медицине точность измерений обусловливается взаимосвязью между изменением параметра и самочувствием пациента;
-в спорте выбор разрешающей способности средств измерений и погрешности измерений связаны с плотностью результатов спортсменов;
-при осуществлении торговых операций с продуктами, характеризуемыми массой или объемом, поставке электроэнергии, тепла, горючих и смазочных материалов и др. от значения допустимой погрешности измерений напрямую зависят экономические показатели поставщика и потребителя;
-при оценке характеристик точности технологических процессов, применении статистических методов контроля технологических процессов, статистическом приемочном контроле и входном контроле качества продукции исходят из критерия ничтожной погрешности измерения по отношению к технологическому допуску. Характеристики точности измерений принимают такими, чтобы среднеквадратическое отклонение (СКО) результата измерений было в 5…6 раз меньше СКО контролируемого параметра [1]. Если СКО контролируемого параметра неизвестно, руководствуются правилом: цена деления не должна превышать 1/6 значения допуска контролируемого параметра [2]. Погрешность измерения в этом случае рассматривают как составную часть погрешности изготовления.
При установлении требований к качеству объектов для значений показателей качества задают односторонние ограничения или двухсторонние ограничения (допуски), которые учитывают при выборе допустимой погрешности измерения. Определим место погрешности измерения при контроле показателя качества с двусторонним ограничением, то есть, когда задан допуск. Обратимся к положению, записанному в стандарте ГОСТ Р ИСО 10576-1-2006 [3]: «решение о соответствии требованиям может быть принято в том случае, если интервал неопределенности результатов измерений находится внутри области допустимых значений». Реализуя принципы оценки соответствия, установленные стандартом, изобразим области соответствия (контролируемый параметр А однозначно находится в заданных пределах) и несоответствия (контролируемый параметр А однозначно находится вне заданных пределов) на числовой оси (рис.).
Рис. Схема измерительного контроля качества отдельного объекта.
Область соответствия 1 определена условием Аmin + Δ ≤ А ≤ Аmax – Δ, области несоответствия 2 (области недопустимых значений) характеризуются неравенствами А ≤ Аmin — Δ и A ≥ Аmax + Δ. Интервалы Аmin ± Δ и Аmax ± Δ назовем областями неокончательного результата оценки соответствия 3. Если истинное значение измеряемой величины находится в области неокончательного результата оценки соответствия, то существует вероятность, что вследствие влияния погрешности измерений годное изделие может быть отнесено к бракованным (неправильно забракованное изделие), а бракованное изделие к годным (неправильно принятое изделие).
При известной функции распределения 4 погрешности измерений можно установить вероятности правильного и неверного решений о соответствии конкретного изделия. Применительно к ситуации, показанной на рисунке, если А* истинное значение величины, то Рг — вероятность признания изделия годным, а Рб = 1- Рг — вероятность забракования изделия. Если А* измеренное значение, то Рг — вероятность того, что изделие годное, а Рб — вероятность, что оно бракованное. Достоверность такой информации не высока: сведения о законе распределения случайной погрешности измерений приблизительны или отсутствуют; неисключенные систематические погрешности, рассматриваемые при вычислении суммарной погрешности как случайные величины, в практических измерениях проявляют себя как систематические составляющие, значения и знаки которых неизвестны.
В стандарте [3] не приведены правила для ситуации, когда получен неокончательный результат оценки соответствия. В тоже время отмечается, что «применение двухэтапной процедуры вместо одноэтапной процедуры в общем случае приводит к уменьшению риска» принятия ошибочных решений. Двухэтапная процедура подразумевает повторное выполнение измерений, когда границы интервала неопределенности, рассчитанные после первого этапа, выходят за пределы поля допуска (т.е. результат измерений находится в области неокончательного результата оценки соответствия). Значение измеряемой величины и её неопределенность устанавливают как комбинацию результатов измерений двух этапов.
Для сближения границ области неокончательного результата оценки соответствия применимы меры по уменьшению погрешности измерений, рассмотренные в документе [4].
Границы области соответствия сужаются до нуля при допустимой погрешности измерения равной 0,5 допуска на изготовление и расширяются до границ поля допуска при отсутствии погрешности измерений. Отсюда следует вывод, что значение погрешности измерений при двухстороннем ограничении показателя качества должно быть менее половины значения допуска и чем оно меньше, тем лучше. Вывод согласуется с мнением авторов работ [5, 6] и это единственная общая рекомендация, которую целесообразно давать в рамках метрологии.
В нормативных документах и печатных изданиях по метрологии приводятся другие указания по выбору допустимой погрешности измерений, которые якобы позволяют «достичь необходимой точности изделий с наименьшими затратами труда и материальных средств» [7].
Наиболее известное соотношение [Δ] ≈ (0,2…0,35) ТА было предложено в работе [6] и закреплено в стандарте ГОСТ 8.051 «Погрешности, допускаемые при измерении линейных размеров до 500 мм». Авторы работы [6] честно указали, что «установление допустимых погрешностей измерения носит волевой характер».
Сходные между собой указания приведены в РМГ 63 [8] и ПМГ 92-2009 [9]: «если недостаточная точность измерений не может вызвать заметных потерь или других неблагоприятных последствий, пределы допускаемых значений, например, погрешности измерений могут составлять 0,2 — 0,3 границы симметричного допуска (для несимметричного допуска — размера поля допуска) на измеряемый параметр, а для параметров, не относящихся к наиболее важным, это соотношение может быть увеличено до 0,5» [9].
Те же документы содержат и иные рекомендации: «соотношения между погрешностью измерения и половиной допуска, удовлетворяющие «требованиям обеспечения эффективности измерений»: «для наиболее важных параметров» 0,2 … 0,7; «для параметров, не относящихся к наиболее важным» 0,3 … 1.
В книге [10] оптимальное соотношение между допустимой погрешностью измерения и допуском на изготовление, обосновано критерием ничтожной погрешности и равно [Δ]=0,15TA.
Интересная по замыслу книга [5] содержит такие выводы: «при выборе СИ и МВИ для контроля и измерения вспомогательных, некритичных для качества продукции параметров следует принимать К = Δ/(ТА/2) = 0,2…0,33, не прибегая к расчетам вероятностей ошибок контроля. При проведении научно-исследовательских работ выбирают К <0,2. При фактическом К< 0,1 расчеты вероятностей ошибок поверки не производят». В другом месте книги [5] , «наиболее простой способ установления допустимой погрешности измерения — принять ее значение в долях от допуска на изделие: [Δ]= С ∙ ТА. Если принять С = 0,1…0,35, то можно не определять ошибки контроля, так как в таком случае они являются априори малыми».
Особенностью перечисленных рекомендаций является то, что они не позволяют связать выбор значений допустимой погрешности измерений с конкретными последствиями от их использования. Обоснования по выбору коэффициентов опираются на абстрактные понятия «важный» и «неважный» параметры, «эффективность измерений», «заметные» потери и «малые» ошибки контроля, «неблагоприятные последствия», «симметричный», «несимметричный» и «односторонний» допуски (допуск это разность заданных предельных значений показателей качества, а разность не может быть симметричной или односторонней). Обращает на себя внимание противоречивость и существенное различие рекомендаций, приводимых не только в разных документах, но и в некоторых случаях в одном документе, а также широких разброс границ диапазонов коэффициентов, определяющих соотношение между допустимой погрешностью измерения и половиной допуска/допуском на изготовление.
Недостаточно внимательное и критичное отношение к таким рекомендациям, может привести к неправильным выводам, что их соблюдение является гарантией корректного решения конкретных измерительных задач. С другой стороны несоблюдение требований РМГ 63-2003 и ПМГ 92-2009 при выполнении метрологической экспертизы проектов нормативных документов или конструкторской и технологической документации может рассматриваться как нарушение метрологических норм и правил.
Рассмотрим конкретный пример контроля линейных размеров деталей. Принципы оценки соответствия для линейных размеров, прописанные в ГОСТ 25346-89 [11], отличаются от описанных в ГОСТ Р ИСО 10576-1-2006: деталь признается годной, если действительный (измеренный) размер находится между предельными размерами или равен одному из них. То есть границы области соответствия совпадают с границами допуска. Вследствие этого при использовании допустимых погрешностей, устанавливаемых по ГОСТ 8.051 (0,2…0,35 ТА), к числу годных, могут быть отнесены детали с истинными размерами, выходящими за заданные границы.
Поскольку вопрос точности актуален в первую очередь для размеров сопрягаемых поверхностей, была выполнена оценка влияния погрешности измерения на значение допуска посадки. Обычно при выборе посадок используют принцип полной взаимозаменяемости, согласно которому допуск посадки ТП равен сумме допусков отверстия TD и вала Td: ТП = TD + Td.
Получаемые при сборке значения зазоров и/или натягов в сопряжении можно оценить вероятностными границами. Предположим, что систематическая составляющая погрешности измерения отсутствует. С учетом погрешности/неопределенности измерений размахи рассеяния истинных значений размеров отверстий и валов, поступающих на сборку, составят ТD* = TD + 2 ∙ ΔD и Тd* = Td +2 ∙ Δd . Представим взаимосвязь между погрешностью измерения и допуском в виде Δ = К ∙ Т. Запишем ТD* = (1+2∙К)∙TD и Тd* = (1+2∙К) ∙ Td. Найдем вероятностные значения допуска посадки: ТПв = √( TD*2 + Td*2) = (1+2К) √( TD2 + Td2)
Для стандартных рекомендуемых и предпочтительных посадок допуск отверстия равен допуску вала (тогда ТП = 2∙Td) или на один квалитет грубее (TD=1,6∙Td и ТП = 2,6∙Td). Для первого случая получим ТПв1=(1+2∙К)∙1,41∙ Td, для второго — ТПв2 = (1+2∙К) ∙ 1,89∙ Td.
Подставим значения К, принятые в ГОСТ 8.051 для сопрягаемых размеров, и вычислим вероятностные допуски посадки. Запишем, при К=0,2 — ТПв1 = 1,97∙ Td, ТПв2 =2,65 ∙ Td; при К=0,3 — ТПв1 = 2,26 ∙ Td, ТПв2 =3,03 ∙ Td.
Сравнивая ТП и ТПв, отметим, что при К = 0,2, если центры группирования размеров отверстий и валов совпадают с серединами полей допусков, влияние погрешности измерения практически не отразится на качестве сборочной единицы (1,97<2 и 2,65≈2,6). При К=0,3 существует вероятность получения брака (2,26>2 и 3,03>2,6), что требует контроля качества соединения или сортировки деталей, поступающих на сборку. Эти же меры потребуются, если настроенность технологического процесса не совпадает с серединой поля допуска (что в той или иной мере всегда присутствует).
Отметим, что значение К=0,2 в ГОСТ 8.051 принято для квалитетов более десятого, для меньших квалитетов К>0,2.
Результаты анализа показывают, что значения допустимой погрешности измерений, рекомендуемые ГОСТ 8.051, завышены. Возникает вопрос: почему это обстоятельство не стало темой для обсуждения? Причин несколько. Укажем некоторые из них. 1. При выборе метода и средств измерений создают запас метрологической надежности. 2. Для универсальных средств измерений линейных размеров реальные погрешности их применения меньше значений, приведенных в РД 50-98 [7]. Вследствие 1 и 2 практическое соотношение между погрешностью измерения и допуском оказывается меньше установленного стандартом. 3. Дополнительный запас создается при выборе стандартной посадки, допуск которой, как правило, меньше функционального допуска посадки. 4. Технологию обработки детали выбирают так, чтобы технологический допуск был меньше конструкторского. 5. Вводят производственный допуск. 6. Вместо измерительного контроля используют контроль калибрами и т.д.
Все упомянутые выше рекомендации по установлению допустимой погрешности измерений укладываются в интервал (0…0,5) ТА. Это значит, что они справедливы. Но они и не безусловны и требуют проверки обоснованности и эффективности в каждом конкретном случае.
Возможные проблемы, связанные с применением ГОСТ 8.051, обусловлены не реализованными в нем соотношениями между допустимой погрешностью и допуском размера, а концепцией оценки соответствия, прописанной в ГОСТ 25346: «предельные размеры – два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер». (Действительный размер – размер элемента, установленный измерением с допускаемой погрешностью). Это означает, что границы области соответствия совпадают с границами поля допуска и что детали, истинные значения размеров которых выходят за границы поля допуска, могут быть признаны годными «на законных основаниях». Для предупреждения этих событий в качестве одного из вариантов действий ГОСТ 8.051 предлагает конструкторам назначать предельные размеры детали смещенными относительно расчетных границ внутрь поля допуска на значение погрешности измерений. Внедрение указанного предложения может вызвать следующие неудобства. 1. Использование допустимых погрешностей, установленных ГОСТ 8.051, приведет к уменьшению конструкторского допуска по сравнению с расчетным допуском примерно в 2 раза и повышению требований к технологическому оборудованию. 2. Сведения о допустимой погрешности измерений, если она отличается от стандартной погрешности, необходимо будет указывать в конструкторской документации для каждого поля допуска. 3. При использовании для контроля деталей калибров придется задавать приемочные границы, исключающие погрешности измерений.
Общие требования к нормированию предельных значений, приведенные в ГОСТ Р ИСО 10576-1-2006, включают следующее положение: «устанавливаемые предельные значения не должны включать в себя (в явном или неявном виде) неопределенность/погрешность измерений». В свете сказанного в предыдущем абзаце, весьма разумное соображение.
Концепция оценки соответствия ГОСТ Р ИСО 10576-1-2006 более гибкая и позволяет производителю продукции самому принимать решения, связанные с обеспечением и контролем качества.
Для примера рассмотрим ситуацию, когда необходимо оценить годность вала, размер которого задан 40±0,195 мм (допуск размера Td = 390 мкм). В наличии (под рукой) имеется штангенциркуль с отсчетом 0,05 мм.
Из таблиц стандарта ГОСТ 8.051 найдем допустимую погрешность измерения [Δ]=80 мкм. Для штангенциркуля в РД 50-98 [7] для диапазона измерений свыше 30 мм до 50 мм указан предел погрешности измерений 100 мкм. Погрешность измерений штангенциркулем больше допустимой погрешности: штангенциркуль использовать нельзя. Концепция ГОСТ Р ИСО 10576-1-2006 позволяет нам это сделать. Ограничив область соответствия пределами 40±0,095 мм, оценку годности вала можно выполнить без риска отнесения к годным бракованных деталей.
В книгах по метрологии большое внимание уделяют возможности установления допустимой погрешности измерения исходя из заданной вероятности отнесения изделий к неправильно забракованным m и неправильно принятым n. На основе аппарата теории вероятностей авторы работ [6, 12] получили формулы и построили графики, устанавливающие зависимость значений m и n от соотношений между погрешностью измерений, параметрами технологического процесса и допуском на изготовление. Задав значения m и n при известной характеристике погрешности технологического процесса можно оценить требуемое значение допустимой погрешности измерения. Пример решения такой задачи приведен в книге [10].
Не ставя под сомнение корректность анализа и обоснованность полученных результатов и выводов, следует обратить внимание на применимость теоретических положений для практических целей.
Предложенные в книгах [6, 10, 12] графики относятся к ситуации, когда технологический допуск превышает допуск на изготовление. Такое на практике возможно, однако не соответствует принципам выбора способа изготовления, согласно которому технологический допуск должен быть меньше допуска на изготовление. В рекомендациях [14] в зависимости от значений коэффициента точности технологический процесс оценивают как точный, при Kт =6σтех/ТА≤0,75; удовлетворительный, при Kт = 0,76÷0,98 и неудовлетворительный, при Kт > 0,98 (σтех — СКО технологического процесса).
Задача измерений/контроля в первую очередь состоит в том, чтобы количество неправильно принятых изделий свести к нулю. При Kт < 0,98 и применении методов статистического контроля и регулирования технологических процессов она решается. При серийном и массовом производстве для контроля качества продукции в основном используют альтернативные методы контроля, а не средства измерений.
Средства измерений применяют при мелкосерийном, единичном производстве и ремонте, для оценки годности небольших партий или отдельных образцов продукции. Уменьшение количества неправильно принятых и неправильно забракованных изделий будет зависеть от значения погрешности измерений и от правильной организации контроля, например на принципах изложенных выше [3]. Целесообразность организации измерительного контроля на подобных принципах отмечена в работе [14]: «при разработке методик контроля должны использоваться только «индивидуальные» характеристики достоверности контроля отдельного параметра отдельного экземпляра изделия (или пробы продукции)».
Ограничения на значения показателей качества могут быть односторонними: только сверху или только снизу. Это не значит, что второе ограничение в принципе отсутствует. Например, для отгрузки сырой нефти требования к массовой доле серы могут быть заданы в виде: массовая доля серы должна быть не более 2 %. Вторая — нижняя граница реальна и объективна – 0%. В этом случае разность граничных значений можно рассматривать как допуск. Поскольку область соответствия при оценке качества будет начинаться с нуля, значение допустимой погрешности измерения выбираем из условия [Δ] < ТА. Другой пример, требование к продукту сформулировано в виде: массовая доля компонента А (предположим, жирность молока) должна быть не менее 3,2 %. Задана нижняя граница. Объективно существует и верхняя граница 100%. Однако связывать значение допустимой погрешности измерения с диапазоном 3,2…100% опрометчиво. Для удовлетворения заданных требований здесь уместен экономический подход к выбору метода и средств измерений в сочетании с введением приемочной границы (границы соответствия), смещенной на значение Δ в сторону увеличения.
Экономический подход к выбору метода и средств измерений описан в нескольких нормативных документах (например, [8, 9]). Идея заключается в следующем: «оптимальной (в экономическом отношении и для задач, не связанных с негативными социальными последствиями, например, такими, как причинение ущерба здоровью работников) считают точность измерений, при которой сумма потерь (добавим, или дополнительных затрат) от недостаточной точности результатов измерений и расходов на измерения будет минимальной».
Экономические расчеты – основной способ обоснования выбора допустимой погрешности измерений или метода и средств измерений при контроле качества объектов. Однако они могут быть применены только для конкретных, подробно описанных ситуаций.
Использование понятия «допустимая погрешность измерений» и её нормирование при контроле качества уместно только тогда, когда ограничительные границы на значение показателя качества установлены с учетом этой погрешности. Во всех остальных случаях (не только при контроле качества) предпочтительно применение термина «заданная погрешность», в предположении, что требуемые характеристики погрешности измерений устанавливаются вне сферы метрологии (например, в квалиметрии).
Список литературы
1. Управление качеством продукции» Справочник. — М.: Изд-во стандартов, 1985. – 464 с.
2. РД 50-605-86 Методические указания по применению стандартов на статистический приемочный контроль. – М.: Изд-во стандартов, 1986. 38 с.
3. ГОСТ Р ИСО 10576-1-2006 Статистические методы. Руководство по оценке соответствия установленным требованиям. Часть 1. Общие принципы. — М.: Стандартинформ, 2006. — 16 с.
4. РМГ 64-2003 ГСИ. Обеспечение эффективности измерений при управлении технологическими процессами. Методы и способы повышения точности измерений. — М.: Изд-во стандартов, 2004.- 35 с.
5. Установление показателей качества продукции и технологических параметров и норм точности их измерения. / Под общ. ред. проф. А.А. Бегунова. – СПб.: ГОУВПО СПбГТУРП, 2008. – 85 с.
6. Марков Н.Н., Крайнер Г.Б., Сацердотов П.А. Погрешность и выбор средств при линейных измерениях. – М.: Машиностроение, 1967. – 392 с.
7. РД 50-98-86 Методические указания. Выбор универсальных средств измерений линейных размеров до 500 мм (По применению ГОСТ 8.051-81). – М.: Изд-во стандартов, 1987. — 105 с.
8. РМГ 63-2003 ГСИ. Обеспечение эффективности измерений при управлении технологическими процессами. Метрологическая экспертиза технической документации. — М.: Изд-во стандартов, 2004. — 27 с.
9. ПМГ 92 – 2009 ГСИ. Метрологическая экспертиза проектов нормативных документов. — М.: Стандартинформ, 2011. — 9 с.
10. Артемьев Б.Г., Голубев С.М. Справочное пособие для работников метрологических служб. – М.: Изд-во стандартов, 1990. – 428 с.
11. ГОСТ 25346-89 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений. — М.: Изд-во стандартов, 1992. — 23 с.
12. Фрумкин В.Д., Рубичев Н.А. Теория вероятностей и статистика в метрологии и измерительной технике. — М.: Машиностроение, 1987. — 168 с.
13. Р 50-601-19-91 Применение статистических методов регулирования технологических процессов. – М.: ВНИИС, 1997. 32 с.
14. Земельман М.А. Метрологические основы технических измерений. – М.: Изд-во стандартов, 1991. – 228 с.

Погрешность измерения массы на электронных весах.
Весы – это инструмент (прибор или устройство) предназначенное для измерения массы.
Единицей измерения массы является килограмм, а также его производные грамм, тонна, миллиграмм и т.д. Поскольку абсолютно точно массу измерить невозможно, то показания весов считаются достоверными с определенной погрешностью измерения.
Погрешность измерения — отклонение измеренного значения величины от её истинного (действительного) значения.
Погрешность измерения массы является характеристикой точности весов.
Точность, в свою очередь, определяется предельно допустимой погрешностью, которая может быть получена при использовании весов.
Предельные допустимая погрешность измерений — гарантированная или максимальная по модулю погрешность измерений, которая возникает при исчерпании допустимых рабочих диапазонов всех величин, вызывающих погрешности.
Предельно допустимая погрешность измерений определяется специальной метрологической величиной ценой поверочного деления.
Цена поверочного деления e — условная величина, выраженная в единицах массы, предназначенная для расчёта погрешности весов. Значение цены поверочного деления e устанавливается изготовителем весового оборудования и, в соответствии с требованиями госстандарта, должно быть указано на весах.
Показания результатов взвешивания на индикаторе электронных весов отображаются с некоторой дискретностью, обозначаемой d, называемой также действительная цена деления. Например, если дисплей порционных весов MAS MS-25 показывает значение массы 1 кг, то при добавлении груза массой 3г. показания будут равны 1,005 кг, т.е. будут меняться с дискретностью d = 5 г.
Дискретность d сама по себе не является погрешностью измерения массы.
Для того, чтобы определить предельно допустимую погрешность измерений, необходимо установить связь между ценой поверочного деления e и дискретностью d.
В зависимости от класса точности устанавливаются следующие значения e:
— для весов среднего класса точности (обозначение III), а это, как правило, все торговые, порционные, напольные, платформенные, и многие другие весы, ГОСТ устанавливает соотношение e = d.
— для высокого и специального класса точности (II и I) значение e выбирается производителем из ряда: 2d, 5d, 10d.
— для весов специального класса точности (I), у которых e не более 0,1 мг. допускается устанавливать значения: e = 20, 50, 100, 200, 500, 1000d.
Для каждого класса точности ГОСТ также устанавливает своё соотношение между ценой поверочного деления e, действительной ценой деления (дискретностью) d и предельно допустимой погрешностью.
| Интервалы взвешивания для весов класса точности | Предельно допустимые погрешности | |||
| специального | высокого | среднего | при первичной поверке |
в эксплуатации |
| до 50 000е включ. | до 5 000е включ. | до 500е включ. | ±0,5е | ±1,0е |
| свыше 50 000е до 200 000е включ. |
свыше 5000е до 20 000е включ. |
свыше 500е до 2 000е включ. |
±1,0е | ±2,0е |
| свыше 200 000е | свыше 20 000е | свыше 2 000е | ±1,5е | ±3,0е |
Данные о классе точности, информацию о ГОСТе, номере в Государственном реестре можно, также найти в описании типа средства измерения, являющегося неотъемлемым дополнением к метрологическому сертификату.
Допустимая предельная абсолютная погрешность
Предмет
Текстильная промышленность
Разместил
🤓 alinochka_romanova_2019
👍 Проверено Автор24
ат является наибольшей погрешностью прибора, допускаемой нормой.
Научные статьи на тему «Допустимая предельная абсолютная погрешность»
Исследование полного факторного эксперимента
Более того, количество измерений считается статистически избыточным, благодаря чему уменьшается влияние погрешностей…
ограничения (например, если исследуемый фактор «температура», то ее нижний предел не может быть ниже абсолютного…
процесса;
ограничения, которые связаны с изменением экологической ситуации (использование веществ свыше предельно…
допустимой концентрации; проведение экспериментов, повлекших за собой ухудшение экологической ситуации

Статья от экспертов
ОПРЕДЕЛЕНИЕ ПОГРЕШНОСТИ РАСПОЛОЖЕНИЯ СЕКТОРОВ СТАБИЛИЗИРУЮЩЕЙ СЕКЦИИ ГЕОХОДА НА ОСНОВЕ ДАННЫХ КООРДИНАТНОГО КОНТРОЛЯ
Изложены результаты исследования фактической точности оболочки стабилизирующей секции опытного образца геохода. Работа содержит краткий обзор ряда подходов к моделированию механизмов формирования погрешностей кольцевых сегментных изделий и определению их фактической точности. Сформулирована задача экспериментальной проверки допущений, принимаемых при моделировании. Проведенное в статье исследование выполнено на основе экспериментальных данных, полученных путем координатного контроля оболочки опытного образца геохода. Для анализа экспериментальных данных, создания математических моделей, их исследования, визуализации данных и формирования отчетов разработано специальное программное обеспечение. Анализ данных проводился путем математического моделирования поверхности оболочки стабилизирующей секции в целом и поверхностей каждого отдельного сектора. Полученные математические модели основаны на аппроксимации наборов точек, полученных в процессе координатного контроля, цилиндрическими по…
Расчет расходомера переменного перепада давления
Данный этап состоит из расчета абсолютного давления и температуры измеряемой среды, определение внутреннего…
Данный этап состоит из расчета допустимой потери давления при выбранном верхнем пределе измерения, предельного…
Данный этап состоит из определения коэффициента расхода, абсолютно шероховатости, расчета числа Рейнольдса…
при предельном расходе, относительно шероховатости, коэффициента расширения газовой смеси (если измеряемой…
Определение предельной погрешности расходомера.
Статья от экспертов
Определение содержания микроэлементов и тяжелых металлов в растениях, оценка безопасности льнопродукции методом атомно-эмиссионной спектрометрии с индуктивно связанной плазмой
Во Всероссийском научно-исследовательском институте агрохимии изучали возможность использования метода атомноэмиссионной спектрометрии с индуктивно связанной плазмой, в сочетании с микроволновой минерализацией в качестве пробоподготовки, для определения содержания микроэлементов и тяжелых металлов в растениях и продукции растениеводства. Cодержание тяжелых металлов и микроэлементов (кадмия, свинца, меди, цинка) определяли в пробах льносемян и льноволокна, выращенных в абсолютном контроле в опыте РГАУ–МСХА им. К.А. Тимирязева. Первоочередное значение имела метрологическая характеристика предлагаемого подхода. Величина доверительного интервала (α = 0,05) была ниже 10 %. Для цинка и свинца это находится на уровне погрешности измерения стандартизированным методом (атомно-абсорбционная спектроскопия) после классического озоления, а для меди и кадмия даже ниже. В целом содержание тяжелых металлов в льносеменах не превышало значений предельно допустимых концентраций, установленных Евразийс…
Повышай знания с онлайн-тренажером от Автор24!
- Напиши термин
- Выбери определение из предложенных или загрузи свое
-
Тренажер от Автор24 поможет тебе выучить термины с помощью удобных и приятных
карточек