Трубы из полиэтилена низкого давления свариваются раструбными и стыковыми аппаратами, а также при помощи электромуфт. Чтобы избежать протечек, важно использовать качественное оборудование для пайки. Но многое зависит и от опытности самого сварщика. В этой статье мы рассмотрим ключевые ошибки, которые допускают при сварке новички. Это сэкономит вам время и средства, поможет быстрее научиться создавать качественное соединение.

Ошибки при подготовке трубы к сварке
От правильной подготовки трубы ПНД к сварке зависит герметичность стыка и прочность соединения. Нередко ряд ошибок допускается при пайке именно на подготовительном этапе.
Плохая зачистка
Зачистка наружного слоя необходима при электромуфтовой сварке ПНД трубы или пайке раструбным паяльником. Полиэтилен окисляется от внешней среды, из-за чего внешний слой становится тугоплавким. Если его не счистить механическим путем, возможен локальный непрогрев, что приведет к протечке (особенно в системах с высоким давлением от 6 атм).
Чтобы избежать ошибки при пайке, используйте механический скребок. Он подойдет для труб диаметром 16 – 200 мм. Полиэтиленовые трубы больших окружностей может быть сложнее поворачивать по оси, поэтому используют специальные приспособления, позволяющие снять верхний слой без вращения заготовки.
Еще одна ошибка при ручной очистке от оксида ― недостаточная длина снятия наружного слоя. Поэтому предварительно нужно измерить глубину муфты и отмерить это значение на трубе с запасом на 5 – 10 мм.
Жирная загрязненная поверхность
Торец ПНД трубы может быть в песке, грязи, мусоре, накопившемся за время транспортировки, хранения, погрузки или разгрузки. На пластике встречаются следы технических жидкостей. При любом методе сварки распространенная ошибка ― забыть обезжирить поверхность. В случае пайки стыковым аппаратом достаточно протереть спиртовой салфеткой торец и 20 мм вокруг него. Для раструбной пайки или электромуфтового метода протирается спиртом вся длина, заходящая внутрь фитинга и еще немного дальше для запаса. Без такой подготовительной меры включения в виде мусора и жира препятствуют надежному соединению полиэтилена на молекулярном уровне.
Плохая фиксация
Следующая ошибка, которую допускают при пайке труб ― отсутствие фиксации или слабое закрепление заготовок. В случае стыковой сварки применяется центратор, где полумесяцами разной толщины достигается соосность конструкции. В электромуфтовом методе используют ременные прижимы для больших диаметров и металлические с резьбой для малых окружностей. Это обеспечивает ровную линию трубопровода, предотвращает перекосы, протечки.
Неровная торцовка
Криво обрезанная труба ПНД ― еще одна ошибка при сварке стыковым методом. Если пилить полиэтиленовую заготовку цепной пилой, лобзиком, циркуляркой, болгаркой, неизбежно край будет не ровный. При сведении торцов, даже с учетом оплавления до 5 мм, возможны свищи. Поэтому для предотвращения ошибки края обязательно обрабатываются торцевателем, рассчитанным на соответствующий диаметр ПНД трубы.
Неправильное расположение муфты
Распространенная ошибка при пайке труб из полиэтилена низкого давления ― неправильное расположение муфты. Это приводит к малой площади сварки между двумя сторонами, что может вылиться в протечку или слабую фиксацию конструкции.
В некоторых фитингах есть упор, ограничивающий движение трубы. При сборке перед пайкой требуется насадить заготовку до конца. В других муфтах упор отсутствует, поэтому ошибка заключается в неравномерном распределении краев трубы внутри муфты ― одна зашла слишком далеко, а вторая только на 20 – 30 мм. Чтобы не допустить такой оплошности, необходимо:
- Измерить муфту рулеткой.
- Разделить длину на два.
- Светлым маркером отметить полученное значение на каждом крае трубы.
- Надеть муфту на торцы и надвинуть до меток.
Сварку аппаратом можно начинать убедившись, что обе метки находятся рядом с краями муфты. Особенно важно нанести хорошо видимые ориентиры при вставке ремонтной части в существующую коммуникацию. Чтобы вставить отрезок заменяемой трубы, муфту приходится полностью насаживать на один из краев, а затем возвращать с находом на ответную сторону.
Разные SDR
На этапе закупки деталей для пайки труб можно ошибиться, выбрав трубы и фитинг с разным значением SDR. Аббревиатура подразумевает соотношение диаметра ПНД трубы к толщине ее стенки. Например, две одинаковые по внешнему диаметру заготовки могут иметь разную толщину ― 4 и 15 мм. Соответственно, соединить их качественно не получится. Если выбрать муфту с меньшим SDR, чем у трубы, то заготовки даже не получится вставить одна в другую.
Ошибки при самой сварке труб
В процессе самой сварки или при пайке ПНД труб существуют другие распространенные ошибки, которых следует избегать. Среди них:
- Неверное время нагрева. Таблицы оптимального времени нагрева, в зависимости от толщины стенки и диаметра трубы прилагаются в инструкции к самому аппарату. Если подача тепла будет недостаточной, полиэтилен просто не спаяется между собой, что приведет к разрушению соединения. Перегрев считается тоже ошибкой при сварке, ведь тогда торцы сильно оплавляются и деформируются.
- Недостаточное время остывания. Некоторые сварочные аппараты для ПНД труб автоматически рассчитывают время остывания, получая информацию со штрихкода муфты. При стыковой сварке данные приходится вводить вручную, поэтому важно не ошибиться. Недостаточное время на остывание может привести к снижению прочности стыка и деформациям.
- Неправильный расчет давления. При стыковой пайке давление для сведения сторон рассчитывается по формуле. Недостаток силы прижатия ослабляет прочность шва. Избыток ― создает лишние наплывы, сокращает длину трубы, которой потом может не хватить для подключения.
Компания «ПРОСВАР» выпускает надежные аппараты для сварки и пайки труб из полиэтилена низкого давления. Мы продаем приспособления для правильной подготовки торцов, обработки, обезжиривания и фиксации заготовок. Электромуфтовые сварочные аппараты автоматически получают все параметры для обеспечения правильного стыка, что сокращает количество вероятных ошибок. Проводим обучение использованию нашего оборудования для новичков. Чтобы узнать больше о разнообразии наших аппаратов для пайки ПНД или проконсультироваться по самому процессу, звоните по телефону 8 (800) 301-11-81.
![]()
 .х=1
.х=1
Полиэтиленовая труба от «ТПК Сибпласт» — важный элемент, широко используемый хозяевами частных жилых домов при обустройстве водопровода, идущего от магистрали, соединении насосов, обвязывания насоса, установки летнего полива.
Как собирают систему, используяфитинги компрессионные:
- Берётся труба ПЭ, на неё надевают фитинги для ПЭ по частям в правильной последовательности: сначала надевают гайку для обжима, потом — цангу, кольцо для уплотнения, кольцо из резины. Последнее размещается на трубном конце. Когда соединяются трубы и соответствующие фитинги от производителя, кольцу нужно заходить с трубой внутрь фитинга максимально глубоко. Втолкнуть внутрь с помощью рук путём нажатия на кольцо уплотнения намного сложнее. Многие советуют установку до монтажа колец уплотнения и резинового внутрь фитинга. Этот метод сборки нередко ведёт к невозможности натянуть кольцо из резины на трубу, отчего оно вталкивается её торцом внутрь бортика фитинга. Данное соединение является негерметичным. Правильное место кольца — это труба, однако не точка её соединения с фитингом.
- Фитинги по цене производителя подразумевают объединение фитинга с трубой и частями, надетыми на неё, с определёнными усилиями. Нужна установка до упора внутрь фитинга трубы. Риска трубы даёт возможность контроля погружения внутрь фитинга. В случае её тугого входа внутрь фитинга либо полной невозможности её вставить труба смазывается водой. Применение разных смазок нежелательно.
- По используемой трубе сгоняются кольцо упора и цанга к фитингу. Держа пальцами это кольцо, нужно на несколько мм из фитинга вытянуть трубу, потом гайкой для обжима затянуть соединение.
Если не вставить внутрь фитинга кольцо из резины, оставив его перед затяжкой рядом с кромкой фитинга, гаечная резьба попросту не схватит фитинговую резьбу. Кольцо упора нужно перед затягиванием гайки с помощью рук задвигать внутрь фитинга.
Компания «ТПК Сибпласт» предлагает трубы и фитинги недорого. Производство полиэтиленовой трубы — наша специализация. У нас можно купить трубу с фитингами по приемлемым ценам. На фитинги цена у нас лучшая, благодаря отсутствию посредников.
 Подать заявку на ватсап С мобильного — Жмите на ссылку и будет переход на ватсап.>>> ПОДАТЬ ЗАЯВКУ НА ВАТСАП
Подать заявку на ватсап С мобильного — Жмите на ссылку и будет переход на ватсап.>>> ПОДАТЬ ЗАЯВКУ НА ВАТСАП
Поставщикам
Мы с удовольствием рассмотрим Ваше предложение по поставке КАЧЕСТВЕННОГО сырья.
Обсудить Ваше предложение можно или по одному из телефонов или по электронке.
Ищу поставщиков (производителей) обсадных труб ПНД, ПВХ для сотрудничества
Наше предложение
Как сделать заявку
Звоните:
- 8-903-957-4356
- 8-960-945-3501
или пишите на электронку:
info@tpk-sibplast.ru miklin1982@inbox.ru
Подать заявку на ватсап С мобильного — Жмите на ссылку и будет переход на ватсап.>>> ПОДАТЬ ЗАЯВКУ НА ВАТСАП
Трубы из полиэтилена низкого давления свариваются раструбными и стыковыми аппаратами, а также при помощи электромуфт. Чтобы избежать протечек, важно использовать качественное оборудование для пайки. Но многое зависит и от опытности самого сварщика. В этой статье мы рассмотрим ключевые ошибки, которые допускают при сварке новички. Это сэкономит вам время и средства, поможет быстрее научиться создавать качественное соединение.
Ошибки при подготовке трубы к сварке
От правильной подготовки трубы ПНД к сварке зависит герметичность стыка и прочность соединения. Нередко ряд ошибок допускается при пайке именно на подготовительном этапе.
Плохая зачистка
Зачистка наружного слоя необходима при электромуфтовой сварке ПНД трубы или пайке раструбным паяльником. Полиэтилен окисляется от внешней среды, из-за чего внешний слой становится тугоплавким. Если его не счистить механическим путем, возможен локальный непрогрев, что приведет к протечке (особенно в системах с высоким давлением от 6 атм).
Чтобы избежать ошибки при пайке, используйте механический скребок. Он подойдет для труб диаметром 16 – 200 мм. Полиэтиленовые трубы больших окружностей может быть сложнее поворачивать по оси, поэтому используют специальные приспособления, позволяющие снять верхний слой без вращения заготовки.
Еще одна ошибка при ручной очистке от оксида ― недостаточная длина снятия наружного слоя. Поэтому предварительно нужно измерить глубину муфты и отмерить это значение на трубе с запасом на 5 – 10 мм.
Жирная загрязненная поверхность
Торец ПНД трубы может быть в песке, грязи, мусоре, накопившемся за время транспортировки, хранения, погрузки или разгрузки. На пластике встречаются следы технических жидкостей. При любом методе сварки распространенная ошибка ― забыть обезжирить поверхность. В случае пайки стыковым аппаратом достаточно протереть спиртовой салфеткой торец и 20 мм вокруг него. Для раструбной пайки или электромуфтового метода протирается спиртом вся длина, заходящая внутрь фитинга и еще немного дальше для запаса. Без такой подготовительной меры включения в виде мусора и жира препятствуют надежному соединению полиэтилена на молекулярном уровне.
Плохая фиксация
Следующая ошибка, которую допускают при пайке труб ― отсутствие фиксации или слабое закрепление заготовок. В случае стыковой сварки применяется центратор, где полумесяцами разной толщины достигается соосность конструкции. В электромуфтовом методе используют ременные прижимы для больших диаметров и металлические с резьбой для малых окружностей. Это обеспечивает ровную линию трубопровода, предотвращает перекосы, протечки.
Неровная торцовка
Криво обрезанная труба ПНД ― еще одна ошибка при сварке стыковым методом. Если пилить полиэтиленовую заготовку цепной пилой, лобзиком, циркуляркой, болгаркой, неизбежно край будет не ровный. При сведении торцов, даже с учетом оплавления до 5 мм, возможны свищи. Поэтому для предотвращения ошибки края обязательно обрабатываются торцевателем, рассчитанным на соответствующий диаметр ПНД трубы.
Неправильное расположение муфты
Распространенная ошибка при пайке труб из полиэтилена низкого давления ― неправильное расположение муфты. Это приводит к малой площади сварки между двумя сторонами, что может вылиться в протечку или слабую фиксацию конструкции.
В некоторых фитингах есть упор, ограничивающий движение трубы. При сборке перед пайкой требуется насадить заготовку до конца. В других муфтах упор отсутствует, поэтому ошибка заключается в неравномерном распределении краев трубы внутри муфты ― одна зашла слишком далеко, а вторая только на 20 – 30 мм. Чтобы не допустить такой оплошности, необходимо:
- Измерить муфту рулеткой.
- Разделить длину на два.
- Светлым маркером отметить полученное значение на каждом крае трубы.
- Надеть муфту на торцы и надвинуть до меток.
Сварку аппаратом можно начинать убедившись, что обе метки находятся рядом с краями муфты. Особенно важно нанести хорошо видимые ориентиры при вставке ремонтной части в существующую коммуникацию. Чтобы вставить отрезок заменяемой трубы, муфту приходится полностью насаживать на один из краев, а затем возвращать с находом на ответную сторону.
Разные SDR
На этапе закупки деталей для пайки труб можно ошибиться, выбрав трубы и фитинг с разным значением SDR. Аббревиатура подразумевает соотношение диаметра ПНД трубы к толщине ее стенки. Например, две одинаковые по внешнему диаметру заготовки могут иметь разную толщину ― 4 и 15 мм. Соответственно, соединить их качественно не получится. Если выбрать муфту с меньшим SDR, чем у трубы, то заготовки даже не получится вставить одна в другую.
Ошибки при самой сварке труб
В процессе самой сварки или при пайке ПНД труб существуют другие распространенные ошибки, которых следует избегать. Среди них:
- Неверное время нагрева. Таблицы оптимального времени нагрева, в зависимости от толщины стенки и диаметра трубы прилагаются в инструкции к самому аппарату. Если подача тепла будет недостаточной, полиэтилен просто не спаяется между собой, что приведет к разрушению соединения. Перегрев считается тоже ошибкой при сварке, ведь тогда торцы сильно оплавляются и деформируются.
- Недостаточное время остывания. Некоторые сварочные аппараты для ПНД труб автоматически рассчитывают время остывания, получая информацию со штрихкода муфты. При стыковой сварке данные приходится вводить вручную, поэтому важно не ошибиться. Недостаточное время на остывание может привести к снижению прочности стыка и деформациям.
- Неправильный расчет давления. При стыковой пайке давление для сведения сторон рассчитывается по формуле. Недостаток силы прижатия ослабляет прочность шва. Избыток ― создает лишние наплывы, сокращает длину трубы, которой потом может не хватить для подключения.
Компания «ПРОСВАР» выпускает надежные аппараты для сварки и пайки труб из полиэтилена низкого давления. Мы продаем приспособления для правильной подготовки торцов, обработки, обезжиривания и фиксации заготовок. Электромуфтовые сварочные аппараты автоматически получают все параметры для обеспечения правильного стыка, что сокращает количество вероятных ошибок. Проводим обучение использованию нашего оборудования для новичков. Чтобы узнать больше о разнообразии наших аппаратов для пайки ПНД или проконсультироваться по самому процессу, звоните по телефону 8 (800) 301-11-81.
Поговорим о браке при сварке полиэтиленовых трубопроводов.
Брак, как правило, является результатом несоблюдения сварщиком технологии сварки ПНД труб, и простой, банальной, невнимательности.
Рассмотрим основные виды брака, с которыми Вы можете столкнуться на объекте:
1) Нарушение технологии торцевания труб.
Очень частая ошибка при сварке полиэтиленовой трубы. Часто стадию торцевания трубы либо выполняют некачественно, либо отказываются от нее вовсе. Это грубая ошибка, т.к. торценвание – это первоначальный и, пожалуй, основной процесс выравнивания трубы.
Напоминаю, что труба должна торцеваться до тех пор, пока с обоих торцов, ножами, не будет срезано не менее трех витков полиэтиленовой стружки. Давление, при этом, должно быть 5-10 бар.
2) Попадание влаги в зону свариваемой поверхности.
Для брака достаточно даже не воды, а просто влаги. Испарений из-под трубы хватит для образования белых полос на стыке в момент снятия грата. А таких полос сполна хватит Водоканалу, что такой стык откажутся принимать. Будьте внимательнее.
3) Увеличенное время стадии образования первоначального грата.
Так же довольно распространенная ошибка. Чаще всего возникает из-за банального нежелания сварщика использовать для измерения первоначального грата штангенциркуль, полагаясь на визуальное измерение, что называется «на глаз». Так же подобный вид брака может возникнуть из-за перегрева нагревательного элемента по диаметру.
4) Несоосность труб
Тут и говорить нечего. Две трубы находятся не в одной оси. Напоминаю, что допустимая несоосность – 10% от толщины стенки.
5) Завышенное давление сварки.
Строго соблюдайте табличные параметры, прописанные в инструкции к аппарату. Чрезмерное давление никогда не даст положительного результата, а вот стык придется переваривать.
6) Завышенная температура нагревательного элемента.
Всегда следите за температурой нагревательного элемента. При чем делайте это перед каждым стыком при помощи контактного термометра, измеряя температуру нагревательного элемента по всему диаметру.
7) Пропущенная стадия прогрева.
Довольно редкая ошибка, встречающаяся в основном у сварщиков необученных или крайне неопытных.
 Разведение ценратора в начале стадии оставания.
Разведение ценратора в начале стадии оставания.
Подобного рода ошибка практически не встречается. Случается, как правило, из-за халатности сварщика или рабочего, задевшего рычаг гидравлики. Будьте внимательнее.
9) Заниженное давление сварки.
Встречается реже, чем завышенное давление, но, все же, встречается. Чаще всего является следствием «забывчивости» сварщика, запамятовавшего добавить к давлению сварки давление холостого хода.
10) Заниженная температура нагревательного элемента.
См.п. 6
11) Увеличенное время прогрева труб.
Очень частая ошибка. Напоминаю, что время прогрева, если у вас нет таблицы, составляет E x 10 сек, где Е-толщина стенки в мм.
12) Попадание грязи в зону сварки.
Так же очень частое явление, особенно в летнее время года. Используйте укрытия и глушите торцы труб.
13) Стык, сваренный в соответствии с технологией.
А вот таким образом должен выглядеть стык, сваренный в соответствии с технологией.
Заместитель генерального
директора ООО«СитиВелд»
Уткин Дмитрий Владимирович
Как правильно применять станок для сварки ПНД труб, чтобы избежать брака
Полиэтилен низкого давления (ПНД) – базовое сырье для производства полимерных труб, применяемых в большинстве промышленных целей. Они востребованы в строительстве, жилищно-коммунальном хозяйстве, прокладке газо-нефтепроводов и так далее.
ПНД — термопластичный материал, выдерживающий многократные циклы нагрева-остывания без потери физических и химических свойств. Поэтому основными способами его соединения является сварка стыковым или электромуфтовым методом. Причем, для труб (толщиной стенки более 5 мм) предпочтительнее соединение встык. Если станок для сварки ПНД труб эксплуатируется правильно, то шов получается прочнее и надежнее самой трубы. Но, к сожалению, нередко сварщики допускают ошибки, вызывающие трещины и другие нарушения целостности трубопровода. Это приводит к утечке содержимого и может нанести большой финансовый и экологический урон.
По данным экспертов, брак при сварке в 80% случаев возникает из-за несоблюдения технологии. Еще около 18% – на совести производителей некачественных труб и фитингов, менее 2% — проблемы с оборудованием для сварки ПНД труб.
Что особо неприятно, почти половина дефектов возникает в самом начале, на этапе подготовки к пайке труб. Так, сварочная бригада в аврале может ненадлежащим образом выполнить зачистку торцов или не устранить загрязнения в зоне сварки.
В большинстве случаев неправильно сваренный шов легко выявить при визуальном осмотре. О том, как по виду «губы» понять причину и проделать работу над ошибками – читайте ниже.
1. Неравномерная высота грата
Шов внешне выглядит равномерным и симметричным, но при этом высота внутреннего и наружного грата местами различается на 50% и более (проверяется методами неразрушающего контроля, например, с помощью ультразвука).
Вероятная причина брака: некачественная обработка краев труб из-за чего образовался чрезмерный зазор между их торцами. По нормативам НАКС, торцевание стыков должно происходить до образования непрерывной ленты, примерно вдвое больше окружности трубы. Игнорирование этого правила приводит к браку. Увеличенный зазор может возникнуть также при слабом прижимном усилии во время соединения расплавленных изделий. На лицо «человеческий фактор», такой результат получится на любом, самом дорогом станке для сварки ПНД труб, если он оказался в руках у неквалифицированного работника.
2. Неравномерное распределение грата по шву
Шов может казаться ровным, но местами между валиками почти неразличима впадина, которая в норме легко заметна и располагается ровно посередине шва. Кроме того, грат имеет различную высоту в разных точках своего периметра и более 50% — в диаметрально противоположных точках. Например, в верхней части трубопровода валики грата будут высотой 10 мм, а в нижней – 4 мм. При этом внутренний грат местами также будет иметь увеличенную высоту (это определяется в ходе дефектоскопии) и станет барьером при движении жидкостей и газов по трубопроводу. В этом месте возможно скопление отложений, приводящее к закупорке и сбоям транспортировки сырья.
Причина: на этапе прогрева труб произошло смещение нагревательного зеркала. Такое случается при использовании механических станков для сварки ПНД труб начинающими или невнимательными сварщиками.
3. Частичная асимметрия грата
Если валики грата разнятся по высоте на 40% и более и одна из сваренных труб кажется приподнятой (визуально заметна «ступенька» в месте стыка) – налицо еще одна распространенная ошибка. По вине сварщиков произошло смещение изделий в центраторе из-за недостаточно жесткой фиксации. Вероятно, выбраны неподходящие редукционные вкладыши или скривилась станина центратора. Увы, такой сюрприз могут устроить товары недобросовестных производителей, даже если варится трубопровод средних диаметров 110-350 мм. В то же время, даже самый качественный станок для сварки ПНД труб больших диаметров (500-1500 мм) нужно «подстраховывать» дополнительными подпорками у свободных концов труб. Это увеличит срок службы прибора и гарантирует симметрию грата.
4. Асимметрия валиков грата по окружности стыка
В случае, когда один валик грата заметно выше или ниже соседнего на всем протяжении шва (то есть по всей спаянной окружности) можно предположить такое нарушение, как подбор разносортных труб. То есть по недосмотру снабженцев или сварочной бригады произведена попытка соединить встык трубы из различных материалов, разных диаметров или толщины стенок. Такое допустимо в случае муфтовой сварки, когда «разносортица» нивелируется фитингами. Но стыковая сварка полиэтиленовых труб применима только к абсолютно одинаковым изделиям. Поэтому прежде, чем закреплять трубы и приступать к нагреву, нужно всегда сверять их маркировку. Проверка идентичности маркировки на изделиях занимает пару минут, а экономит часы работы и тонну нервов.
5. Малый или большой грат округлой формы
Если высота наружного грата меньше или больше допустимых нормативом значений, это указывает на неверно выбранное время и температуру прогрева. Так, малый грат свидетельствует о том, что сварщик поторопился, не выдержав положенное время и/или применил недостаточное давление при осадке шва. Увеличенный грат напротив – показывает, что нагреватель касался полиэтилена слишком долго и к тому же, вероятно, был нагрет больше положенного.
Шов может иметь другие отклонения. Например, он покрыт многочисленными пузырями, «раковинами» и другими неровностями, нередко имеющими следы растрескивания. Это говорит о том, что температура нагревания существенно превысила рекомендованную для данного вида полиэтилена и привела к деструкции изделия. То есть вследствие «агрессивной» сварки полимер потерял часть своих физико-химических свойств, изменил молекулярную структуру и стал ломким.
Устранить это и ряд вышеописанных нарушений можно лишь распилив трубопровод с обеих сторон от шва и сварив его заново, но уже четко следуя инструкциям.
Таким образом, используя механический или полуавтоматический станок для сварки ПНД труб, тщательно сверяйте маркировку, очищайте торцевые и прилегающие поверхности, подбирайте правильные редукционные полукольца, следите за температурой, давлением и временем прижатия. Это обеспечит надежный, ровный и качественный шов, отвечающий всем техническим требованиям.
Для больших объемов работ и на особо ответственных участках (к ним относятся, например, газо-нефтепроводы) рекомендуется применять полностью автоматические сварочные аппараты для ПНД труб, купить которые можно прямо на нашем сайте.
- Вступление
- Плюсы и минусы труб ПНД
- Способы соединения ПНД полиэтиленовых труб
- Нужное для сварки
- Подготавливаем трубы ПНД перед сваркой
- Нормативы сварки встык
- Делаем стыковую сварку ПНД труб своими руками
- Производим установку и сварку труб ПНД
- Рекомендации профессионалов
- Приобретение ПНД труб и оборудования по оптовым ценам
Вступление
ПНД – полиэтилен низкого давления высокой плотности, который производят методом полимеризации из горючего газа этилена. ПЭ – первичный полиэтилен низкого давления, из того же сырья, но более чистый, с более однородной структурой, без примесей. Соединение труб в единую магистраль производится разными способами. Может быть разъемным и неразъемным. Сварка ПНД труб выполняется так же, как и сварка труб ПЭ.
Пайка труб похожа сравнительно со сваркой ПНД. Все-же принято называть этот процесс сваркой не пайкой ПНД труб, так для соединения ПНД труб есть сварочные аппараты, отнюдь не паяльные.

В статье представлено подробное описание особенностей соединений и алгоритмов их осуществления. Все необходимое для строительства трубопровода можно купить в нашем интернет-магазине.
Плюсы и минусы труб ПНД
Полиэтиленовые трубы производятся из полиэтилена низкого давления разных марок: вторичного и первичного происхождения. Они отличаются химической стойкостью к многим жидким веществам. Выделяют три основные категории ПНД труб: водопроводные (для холодного водоснабжения и канализации), газовые, технические.

Плюсы ПНД как материала для трубопроводов:
- Легко устанавливаются, не требуют сложного оборудования и высокой квалификации исполнителя. Малые участки могут монтироваться вручную с помощью разъемных соединений. Трубы больших диаметров свариваются.
- Отличаются высокой прочностью, пластичностью, способностью восстанавливаться после незначительных деформаций и надежностью соединения.
- Не подвержены коррозии, что позволяет снизить расходы на содержание, ремонт трубопровода.
- Способствуют энергетической эффективности насосного оборудования, так как гладкая поверхность внутренних стенок труб исключает образование отложений, которые могли бы препятствовать прохождению среды по трубе и требовать большего напора жидкости и мощности насоса.
- Не разрушаются при перепаде внешних температур в значительном диапазоне. Могут замерзать зимой и оттаивать в теплое время без повреждения и ухудшения эксплуатационных качеств.
- Являются безопасными, не выделяют токсичные вещества, поэтому подходят для систем, транспортирующих питьевую воду, не изменяют ее состав и вкусовые качества.
- Сохраняют химическую инертность по отношению к концентрированным кислотам и щелочам.
- Имеют низкую стоимость. Гораздо менее затратные по сравнению со стальными трубами и другими полимерными системами, включая низкие расходы на их доставку (легкий вес и не хрупкость)
- Относятся к экологичным продуктам, так как при производстве и утилизации не наносится вред окружающей среды.
Минусы ПНД:
- При всей прочности и устойчивости труб к агрессивным химическим средам, коррозии, перепаду температур, полиэтилен расслаивается и становится хрупким под продолжительным воздействием ультрафиолета, поэтому в солнечных географических зонах трубы не используются для наземных систем с целью долгосрочной эксплуатации (более 2 лет). Исключение составляет сшитый полиэтилен, который не демонстрирует чувствительность к этому фактору воздействия.
- Полиэтиленовые трубы относятся к горючим объектам, поэтому их реже применяют для транспортировки горячей воды и в условиях очень высоких температур (превышающих 50°С). Даже при показателях ниже пограничного, в продолжительную интенсивную жару полиэтиленовые трубопроводы, обладая высоким температурным расширением, могут деформироваться, провисать. Чтобы компенсировать это явление устанавливаются специальные компенсационные элементы. А там, где важна сварка пнд в стык используют армированные трубы.
- При горении выделяют ядовитые вещества, которые опасны для здоровья.
- Для полиэтиленовых труб есть ограничение в рабочем давлении (не более 20 МПа).
Способы соединения ПНД полиэтиленовых труб
Легкие полиэтиленовые трубы просто монтируются без привлечения тяжелой техники. Возможны разъемные и неразъемные соединения. Сварка выполняется сварочными аппаратами, предназначенными для труб ПНД. Разъемная установка производится с помощью специальных приспособлений.

Разъемные соединения
Для разъемных соединений используются соединительные детали. Такие стыки можно разбирать. Среди преимуществ — простота монтажных работ, обслуживания и ремонта. Расходы меньше затрат на сварку, для которой нужно иметь специальную технику. Метод используется для установки труб под водой и в других условиях, где сварочное соединение невозможно.
Разъемные соединения незначительно, но уступают по прочности сварным, поэтому их не применяют в газовых и напорных водопроводных системах. Выполнить из можно четырьмя способами. Есть фитинговые, раструбные, фланцевые.

С использованием фитингов из ПНД
Это соединение основано на применении резьбы и компрессионного фитинга, который состоит из втулки (цанги), накидной гайки, зажимного и уплотнительного колец, корпуса – фиксатора для гайки. Для организации переходов и разветвлений в комплектацию могут быть добавлены различные конструкционные элементы.
Подходит для труб диаметром не более 50 мм и обеспечиваит быстрый, простую прокладку магистрали. Может стыковать участки разных размеров и изготовленные из разных материалов (металлопластика, пропилена). Получается надежное, герметичное соединение многоразовой эксплуатации.
Работы выполняются следующим образом:
- Фитинг продается в собранном виде, поэтому перед началом работ его разбирают.
- Трубу подготавливают, обеспечивают ее чистоту, подрезают фаску под углом 45⁰ с помощью фаскоснимателя или острого ножа.
- На торцах подготовленного края трубы обозначают глубину вхождения фитинга с помощью маркера.
- Герметичность усиливается обработкой трубных торцов жидким мылом.
- Труба вводится в соединительный элемент (кольцо) до упора.
- Затягивается обжимная гайка на резьбе без избыточного зажима.
Применяется для безнапорных канализационных, водопроводных (технических и питьевых) систем. Не применяется для газовых транспортных систем, подземных трубопроводов.
Раструбный способ соединения
Редко применяемый способ соединения, так как не обеспечивает высокую герметичность. Используется дополнительная труба с раструбом в качестве соединительного элемента.
Работы выполняются следующим образом:
- Оба участка очищаются, тестируются на отсутствие трещин и повреждение.
- Конец соединительной трубы подрезается.
- На раструбной трубе устанавливается резиновая прокладка.
- Оба конца обрабатывают силиконовым или клеевым составом.
- Соединяемая труба вводится в торец раструбной трубы с уплотнителем.
Подходит для построения тоннелей для кабелей или для создания безнапорной канализационной системы. Может применяться для трубопроводов с участками из разных материалов (полиэтилена и чугуна).
Соединение труб посредством установки фланца

Для соединения труб с большим диаметром обычно используется фланцевое соединение. Основным соединительным элементом является круглый и квадратный фланец с отверстиями для крепежных деталей (болтов). Фланец является опорой для креплений. Обеспечивает высокопрочное и герметичное соединение. Позволяет создать проходные и тупиковые варианты, подключить к системе вентили, регуляторы, а также соединить участки трубопровода из разных материалов (полиэтилен и металл).
Работы выполняются следующим образом:
- Поверхностные части трубы и фланца очищают и обезжиривают, осматривают, чтобы исключить повреждения.
- Устанавливается прокладка по центру – важно не допустить перекос.
- В соединяемые трубы уставляются фланцы с проверкой их перпендикулярности с помощью угольника.
- Затягивают болты.
Используется в промышленных условиях, химической отрасли, ЖКХ для организации трубопроводов с большим сроком эксплуатации. Подходит для напорных систем, для которых все же рекомендуется применять сварочные соединения.
Неразъемные соединения — сварка ПНД труб

Единственно возможный способ для установки трубопроводов с большим диаметром. Отличается высоким уровнем герметичности, так как под воздействием высоких температур создается высокомолекулярное соединение, которое можно сравнить с целостной поверхностью. Полиэтилен относится к материалам с хорошей свариваемостью, так как поддерживает вязкотекучее состояние в широком температурном диапазоне и имеет небольшую вязкость расплава.
Из наиболее востребованных сварок выделяют стыковую, раструбную, электромуфтовую (с закладными нагревателями).
Сваривание труб встык
Стыковая сварка пнд – наиболее частый способ сварки. Соединяются торцы двух деталей с одинаковым диаметром и одинаковой толщиной стенок с помощью сварочного аппарата. Для напорных систем выполняется в промышленных условиях специальными машинами (механическими и электрогидравлическими), так как соединение встык требует высокой точности и аккуратности исполнения. Вручную можно делать только для безнапорных трубопроводов.
Работы выполняются следующим образом:
- Подготавливается идеально ровная рабочая поверхность.
- Детали очищаются, обезжириваются, торцуются.
- Трубы проверяются на отсутствие деформаций, повреждений, эллипсности.
- Равномерно по всему диаметру торцы труб нагреваются аппаратом до температуры размягчения материала.
- Размягченные концы совмещаются и прижимаются под давлением на протяжении времени, необходимого для остывания полиэтилена.
В результате получается идеально ровный симметричный шов, обеспечивающий равнопрочный участок трубопровода по отношению к цельному материалу. Метод снижает затраты на установку.
Сваривание встык трубопровода экструдером под углом

Экструзионная сварка позволяет создать соединение прочностью до 70–100 % от прочности целостного материала. Выполняется с помощью оборудования, которое состоит из нагревательного элемента, шнека, воздухоподающей системы, накопителя для гранул и башмака, придавливающего присадку. Подходит только для соединения труб из одинакового материала.
Работы выполняются следующим образом:
- Трубы очищаются, обезжириваются, тестируются на наличие дефектов.
- Торцам соединяемых труб придается необходимая форма.
- Поверхность предварительно нагревается воздухом из экструдера.
- Присадка (в виде гранул, проволоки) сплавляется в экструдере и подается на стык труб с контролем сползания с помощью башмака.
- Создается давление и происходит сваривание присадки с материалом соединяемых торцов труб.
- Шов остывает в естественных условиях.
Применяется для установки безнапорных трубопроводов. Толщина стенок труб должна превышать 6 мм, чтобы не допустить деформацию изделия.
Раструбный метод сварки с использованием фитингов и муфт

Для соединения ПНД труб с применением фитингов – деталей с вмонтированными нагревательными элементами, нужно подготовить такие инструменты, как труборез, калибратор, фаскосниматель, сварочное оборудование с насадками. Могут использоваться специальные фитинги-тройники для организации отводов. Герметичность муфтового соединения обеспечивается, благодаря тепловому расширению трубы.
Работы выполняются следующим образом:
- Соединительный элемент разбирается.
- Торцы соединяемых труб очищаются, выполняется фаска.
- Производится калибровка для получения симметричной окружности.
- Трубы с чистыми обезжиренными торцами вставляются в фитинг, подсоединяются к сварочному аппарату и нагреваются.
- Происходит сплавление деталей в цельную поверхность.
Такая сварка с раструбом применяется для соединения труб со стенками толщиной не более 5 мм. Особенно удобна для участков, к которым сложно подвести оборудование для стыковой сварки.
Нужное для сварки

Для разных конфигураций систем трубопроводов и разных методов соединения нужны разные инструменты, приспособления, фитинги, муфты и другие детали. Для сварки труб ПНД используется специальное сварочное оборудование и, собственно, трубы.
Фитинги для сварки
Фитинги для труб ПНД являются элементом, соединяющим участки трубопровода, а также создающим условия для его разветвления, поворота трассы, перехода между трубами разного диаметра и из разных материалов.
Сварные фитинги

Бывают литые и сварные. Соединяются с трубами методом сварки с помощью специального аппарата по принципу соединения труб методом стыковой сварки. Как правило, используются на участках поворота или изгиба трубопровода. Результат – прочность соединения, равная прочности сплошного материала. Сварные фитинги недорогие, долговечные и доступны в большом ассортименте размеров и видов. Не предусматривают разборку системы.
В нашем каталоге представлен выбор сварных фитингов в форме отводов с разным углом поворота, крестовин, тройников, переходов.
Компрессионные фитинги

С помощью фитингов компрессионных выполняются разъемные соединения без сварки. Представляют собой полиэтиленовый корпус с уплотнителем в местах соединений, зажимных колец, втулки и крышек в виде гаек, которые защищают место стыковки. С их помощью можно создать достаточно прочное соединение со средним уровнем герметичности.
Электросварные фитинги

Электросварной фитинг может соединять несколько труб в одну систему. Представляет собой полиэтиленовый корпус с помещенным вовнутрь проволочным нагревательным элементом. В фитинг вставляются трубы, расплавляются под воздействием высоких температур и формируют долговечное, прочное соединение. Такая сварка может выполняться в ручном и автоматическом режиме в соответствии с регламентирующими параметрами, указанными на фитинге. Шов не деформируется и реагирует на агрессивные условия так же, как и цельная труба.
В каталоге нашего интернет-магазина можно выбрать детали для сварки пнд фитингов с разными характеристиками.
Трубы ПНД, ПЭ для сварки

Первая буква аббревиатуры ПНД указывает на материал, из которого изготовлена труба, две следующие – на технологию его производства. Это — трубы из полиэтилена, изготовленного в условиях низкого давления (менее 2 Мпа). Плотность готового материала невысокая, поэтому его вес незначительный, что значительно упрощает установку полиэтиленовых трубопроводов. Достаточная эластичность трубы обеспечивает ее способность значительно удлиняться и исключать разрывы при деформации, которая может возникнуть в условиях высокой температуры или механического воздействия, например, от давления, оказываемого ледяной пробкой. К тому же, они легко сгибаются, что позволяет создавать сложные конфигурации трассы. Материал прочный и инертный по отношению к агрессивным средам, в том числе масляным. Исключается образование ржавчины. Отлично поглощает гидроудары.
Трубы для холодного водоснабжения

Трубы ПНД для транспортировки холодной питьевой и технической воды имеют маркировку в виде продольной полосы синего цвета. Отличаются гладкой поверхностью внутренних стенок, на которых не образуются наслоения солей и других осадков, поэтому в течение срока эксплуатации трубопровод функционирует с равномерным напором потока воды.
Газовые трубы ПНД

В газовой транспортной системе может использоваться только труба ПНД под сварку. Другие виды соединений невозможны. Такие трубы отличаются высокой пропускной способностью и большим сроком эксплуатации, выдерживают высокое давление. В качестве опознавательной цветовой маркировки наносится желтая продольная полоса.
Трубы для горячего водоснабжения и отопления

Учитывая горючесть полиэтилена и относительно низкую температуру его плавления (около +60 °C), для трасс горячего водоснабжения и отопительных систем применяются трубы ПНД с армированием стекловолокном. В качестве сырья используется полиэтилен марки ПЭ-100 и ПЭ-100+, отличающийся высокой прочностью на разрыв. Для этой области применения больше подходят полипропиленовые трубы с размягчением при +140 °C.
Трубы гофрированные двухслойные с раструбом SN8

Гофрированные полиэтиленовые трубы с раструбами обычно используются в водоотводных и канализационных безнапорных трубопроводах. Имеют большой срок службы, легко монтируются и устойчивы к агрессивным средам. Гофра на наружной стенке создает высокую жесткость изделия. Внутри стенки гладкие, поэтому осадки канализационных стоков, не образуются на поверхности, не сужают проход. Возможно создание соединений с высокой герметичностью с помощью раструба, термоусадочных и электросварных муфт.
Инструменты и оборудование

Сварные работы для соединения ПНД труб выполняются с помощью такого основного оборудование, как:
- центратор, позволяющий точно совместить края труб;
- торцеватель, работающий от электроэнергии;
- гидравлический или механический сварочный аппарат;
- сварочный аппарат для электромуфтовой или раструбной сварки;
- нагреватель, в котором может быть встроен терморегулятор для установки необходимой температуры.
На нашем сайте представлены гидравлические сварочные аппараты мощностью от 3.35 до 87 кВт, для труб диаметром от 63 до 2500 мм, с максимальным рабочим давлением от 6 до 25 Мпа. Также, есть механические сварочные аппараты общей мощностью кВт1.7 для труб диаметром от 40 до 200 мм, и объемом от 0.343 до 0.9 м3. Предлагаем дополнительное оборудование.
Чтобы правильно выбрать, важно учитывать тип сварных работ, диапазон возможных диаметров сварных конструкций, условия (ограничение доступа к трубопроводу), мощность, необходимость в дополнительных аксессуарах.
Гидравлические сварочные аппараты

Гидравлические аппараты для сварки представляют собой малогабаритное электрическое оборудование, с помощью которого легко выполнить сварку полиэтиленовых труб удобно, быстро и качественно. Они производят стыковое соединение с расплавлением торцов соединяемых труб и их сжатием под давлением до полного остывания, затвердения. Способны оказывать любое сварочное усилие, поэтому подходят для труб с большим диаметром.
Механические сварочные аппараты

Механические аппараты используются для сварки встык ПВД труб диаметром не более 160 мм, так как работают от механического привода, который запускается оператором с помощью физической силы, применяемой к рычагу или винту. Трубы ПНД под сварку с большим диаметром требуют прилагать много усилий.
Подготавливаем трубы ПНД перед сваркой

Перед началом сварки ПНД труб выполняется подготовка, которая заключается в:
- Уточнении параметров труб, которые должны соответствовать требованиям сварочных работ. Например, толщина стенок для сварки встык не должна быть меньше 5 мм, иначе возможна деформация материала и снижение прочности соединения.
- Закупке труб и дополнительных элементов трубопровода (угловых фитингов, тройников, отводов, зажимов, уплотнителей).
- Осмотре соединяемых труб для выявления повреждений, деформаций (важно, чтобы окружность торца была симметричной, а не эллипсоидной).
- Обработке торцов соединяемых труб из полиэтилена в соответствии с технологией сварки.
- Проверке сварочного оборудования, проведении визуального осмотра и тестового запуска.
- Очищении рабочих инструментов от материала предыдущего сеанса работы, обезжиривании поверхности.
- Проверке уровня масла гидравлического сварочного аппарата, если он используется.
- Тестировании контрольно-измерительных приборов на точность показаний.
Нормативы сварки встык

Для сварки труб ПВД применяется ГОСТ Р 55276-2012, соответствующий ИСО 21307:2011, в котором описываются процедуры сварки в стык ПНД и фитингов для создания трубопроводов для транспортировки газа и воды. Стандарт определяет принципы в отношении оценки качества результата. Чтобы оценить качество сварочного оборудования, нужно обратиться к ГОСТу Р ИСО 12176-1.
Также, при выполнении сварки применяются другие нормативные документы. Для строительства наружного водопровода СНиП 3.05.04-85 и для строительства подземных газопроводов СНиП 42-01-2002. Технология же стыковой сварки труб ПНД описана в СТО 2-2.1-411-2010. Если полиэтиленовые трубы используются для нефтепроводов, то для их установки руководствуются ВСН 003-88.
Важно! ГОСТ Р 55276 в большей степени предоставляет информацию, которая нужна технологу, а не сварщику. В современной реальности с ним связаны ограничения, не устраняемые стандартом, например, норматив определяет максимальную толщину стенок труб на уровне 70 мм, а производят изделия в том числе с параметром 90 мм, для которых не разработан стандарт.
Делаем стыковую сварку ПНД труб своими руками

Стыковую сварку ПНД труб можно выполнить самостоятельно с применением сварочного аппарата, который приводит к размягчению полиэтилена и образованию прочного шва. Этот метод подходит только для труб, изготовленных из одного материала и с одним диаметром. Требует навыков от исполнителя. Лучше иметь квалификацию сварщика, чтобы гарантировать точность соединения. Перед началом работ важно подготовить оборудование, осмотреть сварочный аппарат, очистить его.
Технологический процесс стыковой сварки полиэтиленовых труб
Работы по самостоятельной сварке стыков ПНД труб выполняются следующим образом:
- Трубы обрезаются с запасом полиэтилена, который будет образовывать сварочный шов.
- Трубы торцуются, чтобы создать идеально ровный край для лучшего контакта.
- Трубы устанавливаются в сварочный аппарат, центруются для обеспечения высокого качества сварки.
- Между деталями нужно вложить нагревательный элемент и нагревать торцы до их расплавления в течение времени, определяемое качеством материала, толщиной стенок трубы.
- Сразу после устранения нагревательного элемента следует прижать соединяемые трубы с усилием для выполнения осадки под определенным давлением, которое создается гидравлическим приводом или рычагом.
- Выждать до полного остывания полиэтилена. Следить за тем, чтобы не образовался наплыв материала, не изменился диаметр трубы.
Важно! Для стыковой сварки труб большого диаметра лучше использовать автоматический аппарат, который выполнит точную центровку и аккуратную стыковку.
Производим сварку труб ПНД
При соблюдении всех нормативов сварка ПНД 32 разными методами обеспечивает образование прочных соединений. Выполняется с соблюдением техники безопасности, выполнением рекомендаций, требований и ограничений регулирующих документов, в том числе ГОСТов.
Перед началом работ, трубы проверяются на точность окружности основания, толщину стенок, соответствие всех деталей, необходимых для сварки.
Какие есть виды трубопроводных систем из ПНД

Из полиэтилена низкого давления производят трубы, которые применяются для строительства трубопроводов для транспортировки:
- холодной и горячей воды;
- газовых сред;
- технических сред (нефтепроводы);
- канализационных и дренажных стоков.
Кроме того, ПНД трубы часто используются как изоляция для прокладки кабеля.
Важно! Хотя ПНД трубы используют для подземных и наземных трасс, важно помнить, что полиэтилен теряет свои качества при продолжительном воздействии на него ультрафиолетовых лучей, в результате чего снижается надежность и долговечность трубопроводов.
Выбор метода сварки
При выборе способа соединения ПНД труб важно учесть:
- условия выполнения работ;
- особенности эксплуатации трассы;
- необходимость в текущем ремонте;
- требования к давлению в трубах;
- особенности транспортируемой среды;
- характеристики соединяемых труб;
- сложности конфигурации системы.
Важно! Существуют ограничения в применении разных методов сварки в зависимости от диаметра трубы.
Универсальный метод — с применением терморезисторных муфт, но в силу высокой стоимости муфт и сварочного оборудования, он не относится к самым востребованным. Наиболее распространен экономный метод стыковой сварки, несмотря на сложность исполнения. Не сопровождается дополнительными расходами на соединительные элементы и сложное оснащение.
Стыковой метод сварки

Стыковой метод сварки относится к неразъемным соединениям. Сварка ПНД своими руками выполняется по общему алгоритму. После подготовки, зачистки торцов труб производится их расплавление с помощью сварочного аппарата с гидравлическим или механическим приводом и соединение их на молекулярном уровне посредством сжатия и удержания. Требует внимательности в отношении контроля над степенью нагревания и сжатия труб.
В результате, после остывания соединения образуется прочный шов, который не уступает по качеству и герметичности целостной поверхности трубы. Для разных условий существуют разные требования к времени нагрева и остывания, которые надо уточнять в специальных таблицах.
Важно! Ограничивающим применение этого метода является толщина стенок соединяемых труб – должна быть не более 5 мм.
Относится к наиболее долговечным неразъемным соединениям в безнапорных и напорных трубопроводах. Среди отрицательных моментов технологии – отсутствие возможности легкого демонтажа при возникновении необходимости в техническом обслуживании и профилактических работах
Электромуфтовое соединение

Электромуфты представляют собой полиэтиленовые соединительные элементы с нагревательной спиралью внутри. В них вставляются подготовленные зачищенные и обезжиренные соединяемые трубы, торцы которых плавятся под воздействием температуры, и образуется надежное электросварное соединение.
Важно! Следует обеспечить полную неподвижность всех элементов конструкции в процессе плавления и остывания.
Муфтовый метод сварки полиэтиленовых трубопроводов отличается быстротой и простотой исполнения, подходит для труднодоступных участков трубопроводов, но сопровождается дополнительными затратами на приобретение специальных электросварных фитингов для пэ сварки, (терморезисторных электромуфт с раструбом – по названию этого приспособления метод еще называется терморезисторным соединением).
Базовые инструкции
Для создания прочных и долговечных соединений важно соблюдать общие правила технологии сварки полиэтиленовых труб:
- соединять только совместимые трубы согласно условиям метода соединения (учитывать материал, толщину стенок, диаметр);
- температура и время нагревания должны соответствовать стандартным показателям;
- в процессе сварки использовать оборудование с возможностью регулировать температуру плавления и давление в течение нагрева, охлаждения;
- правильно провести подготовку, очистить и обезжирить трубы;
- устранить факторы, негативно влияющие на процесс (грязь, прямые солнечные лучи, ветер, низкие температуры).
Следуя базовой инструкции можно добиться безупречных результатов.
Этапы работ
Базовые этапы для стыковой сварки пэ и пнд труб:
- Подготовка идеально ровной горизонтальной рабочей поверхности.
- Перед сваркой ПНД труб выполняется очистка их торцов.
- Установка соединяемых труб в центраторе сварочной системы с созданием необходимого зазора между концами.
- Запуск сварочного аппарата и его прогрев до рабочей температуры.
- Расплавление материала труб до нужной вязкости.
- Сведение труб с достаточным усилием и удержание в таком положении до остывания и сваривания.
- Проверка равномерности шва.
- Извлечение соединенной трубы из аппарата.
Установка и сварка ПНД труб в систему

Полиэтиленовые трубы удобны в эксплуатации и имеют преимущества по сравнению с трубами из других материалов. Они прочные, долговечные, пластичные, недорогие, отличаются небольшим весом, широким диапазоном рабочих температур, поддаются сгибанию и легко плавятся, что позволяет применить к ним разные способы сварки, а также использовать методы разъемных соединений. Благодаря универсальности, можно создавать сложные трубопроводные системы с разветвлениями, поворотами, совмещением участков из труб разного диаметра, вставкой функциональных элементов.
Установка труб в систему
Сборка полиэтиленовых труб в систему достаточно простая, особенно, если трубопровод используется в не промышленных целях. Не требует физической силы, применения тяжелой техники и сложного оборудования. Трубы ПНД небольшого диаметра может смонтировать даже исполнитель без опыта.
Для начала следует разработать проект трассы или составить схему подключения для небольших простых объектов. Это позволит рассчитать протяженность магистрали и потребность в материале: трубах, фитингах, муфтах, заглушках, уплотнителях, отводах, гайках, цангах и других деталях. Приобретается или оформляется в аренду оборудование в зависимости от выбранного способа соединения. Понадобятся такие инструменты, как труборез, нож для зачистки срезов, центратор,
Для напорных трубопроводов или газовых магистралей применяется неразъемное соединение. Нужно выбрать вид сварки в зависимости от размера труб и внутреннего диаметра (толщины стенок). Это может быть стыковая сварка, выполняемая с минимальными затратами с помощью специального сварочного аппарата, или соединение посредством электромуфтовой сварки с использованием фитинга, внутри которого интегрирован нагревательный элемент.
Сварка труб
Перед началом сварки подготавливаются материалы, инструменты, оборудование и рабочее пространство. Трубы разрезаются под пайку с помощью электрического трубореза или его аналогов (трубной гильотины, кругового резака, ленточной пилы). Важно обеспечить максимально ровный, симметричный срез, устранить возможные заусенцы. При необходимости трубы можно сгибать или распрямлять. Эластичность материала позволяет это делать с помощью незначительного нагревания (можно участок обдать кипятком) и физических усилий.
Важно! Регулировать температуру нагрева для сгибания или распрямления, чтобы избежать образование трещин в месте сгиба (при недостаточном нагреве) или повреждение поверхности (при слишком высокой температуре).
Для соединения используется сварка труб. Для стыковой сварки важно обеспечить идеальную ровность среза. Чтобы упростить работы, можно использовать электросварную муфту – соединительный элемент с нагревательной спиралью внутри, в который с двух сторон вставляются трубы и автоматически центруются, расплавляются, соединяются, затвердевают в нужном положении. Использование дополнительных приспособлений удорожает работы по созданию трубопровода, поэтому можно их количество сократить до необходимого – применять этот вид сварки только в труднодоступных местах.
Каким способом можно сгибать и разгибать ПНД трубы

Полиэтиленовые трубы легко поддаются деформации без применения специальной техники. Сгибание и разгибание можно сделать вручную.
Чтобы выпрямить трубы, которые продаются и/или хранятся в бухтах, поэтому сохраняют в отрезанном виде кольцевые изгибы, нужно нагреть место загиба с помощью горячей воды, строительного фена, газовой горелки или в промышленном оборудовании (в формовочной машине). Таким же образом можно придать полиэтиленовой трубе нужный изгиб.
Важно! Знать допустимые пределы температуры плавления и радиуса изгиба, чтобы не повредить материал.
Подробнее о порядке действий можно прочитать в статье «Как выпрямить ПНД трубу». Способы и рекомендации», которую вы найдете здесь и в статье «Как правильно согнуть ПНД трубу», опубликованной здесь.
Контроль качества швов
После выполнения сварочных работ производится обязательный визуальный осмотр качества швов. Согласно ГОСТу, правилам технологии сварки ПНД выбранного типа к качеству сварных соединений
- предъявляются такие требования:
- Сварной шов должен быть равномерным по всей длине на уровне наружной поверхности соединяемых труб.
- Допускается выступ сварного шва над поверхностью соединяемых труб в диапазоне значений, соответствующих толщине стенки трубы. Шов труб с толщиной стенок в 5 мм может выступать за их пределы не более, чем на 2,5 мм. Если толщина стенок трубы в пределах от 6 мм до 20 мм, то предельная допустимая высота шва — 5 мм.
- Важно максимально точно отцентровать соединение. Если смещение соединяемых поверхностей произошло, то оно должно не быть больше 10% от толщины стенок трубы.
О том, как сварить трубы из ПНД своими руками, смотрите в следующем видео.
Рекомендации профессионалов

Опытные специалисты рекомендуют в процессе выполнения сварочных работ быть предельно внимательным к аккуратности шва, от качества которого зависит герметичность стыка и долговечность трубопровода.
Важно, чтобы:
- Перед началом сварных работ торцы труб были тщательно выравнены, очищены от пыли, грязи и обезжирены.
- Трубы в разрезе не образовывали эллипс, соединение которого снизит качество швов.
- Соединяемые пластиковые трубы удерживались в зафиксированном, неподвижном положении до полного застывания расплавленных кромок.
- Шов выглядел равномерным валиком, выступающим над поверхностью трубы (без углублений!) на высоту, обозначенную в нормативах.
- Использованные крепежные элементы с зажимными гайками были зафиксированы до проектного предела, но не более, так применение чрезмерной силы может привести к повреждению трубы.
- Перед началом работ была изучена инструкция сварки пнд труб с конкретными параметрами (качество материала, толщина стенок, диаметр).
Приобретение ПНД труб и оборудования по оптовым ценам

Каждая технология соединения имеет преимущества и ограничения или рекомендации к применению. В любом случае трубопроводы из ПНД труб – это экономически выгодное решение. Полиэтиленовые изделия характеризуются прочностью, износостойкостью, пластичностью, универсальностью, безопасностью, поэтому востребованы для строительства бытовых и промышленных, напорных и безнапорных магистралей для транспортировки питьевой и технической воды, газа и технических сред.
В нашем интернет-магазине представлен широкий выбор полиэтиленовых труб разных диаметров, конструкционных элементов, фитингов, инструментов, оборудования для установки, сварки пнд трубопровода. Сертификаты соответствия представлены для ознакомления в соответствующем разделе на сайте. Объемы заказа не ограничены. Цены – оптовые!
Звоните нам по телефонам, указанным на сайте, чтобы проконсультироваться с нашими менеджерами в отношении ассортимента, качества и назначения товаров, условий сотрудничества.
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

ДЕФЕКТЫ В СВАРНЫХ СОЕДИНЕНИЯХ
ТЕРМОПЛАСТОВ
Описание и оценка
|
Москва |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184 — ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0 — 2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением «Научно — учебный центр «Сварка и контроль» при МГТУ им. Н.Э. Баумана (ФГУ «НУЦСК» при МГТУ им. Н.Э. Баумана), Национальным агентством контроля и сварки (НАКС), ЗАО «Полимергаз», ООО «ТЭП» на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 декабря 2011 г. № 1036 — ст
4 Настоящий стандарт является модифицированным по отношению к стандарту Немецкого союза по сварке и смежным технологиям ДВС 2202 — 1:1989 «Дефекты в соединениях термопластов: характеристики, описания, оценка» (DVS 2202 — 1:1989 «Imperfections in thermoplastic welding joints: features, descriptions, evaluation») путем внесения технических отклонений, объяснение которых приведено во введении к настоящему стандарту.
Наименование настоящего стандарта изменено относительно наименования ДВС 2202 — 1:1989 для приведения в соответствие с ГОСТ Р 1.5 (пункт 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
1 Область применения
2 Требования к сварным соединениям
3 Испытания и оценка
4 Приемка
Приложение А (справочное) Допустимая ширина шва при сварке встык нагретым инструментом для труб из полиэтилена (ПЭ) и полипропилена (ПП)
Библиография. 3
Введение
Настоящий стандарт разработан в рамках создания современной отечественной нормативной базы в области сварки термопластов, гармонизированной с международными региональными стандартами и стандартами технически передовых стран. Его введение будет способствовать повышению конкурентоспособности отечественной продукции.
Основными отличиями (техническими отклонениями) настоящего стандарта от стандарта Немецкого союза по сварке и смежным технологиям ДВС 2202 — 1:1989 являются следующие:
— установление единых наиболее высоких требований к сварным соединениям вместо их классификации по трем группам в зависимости от уровня предъявляемых требований, поскольку при этом возможно неоправданное снижение качества соединений из — за отсутствия четких критериев их классификации;
— ограничение области применения стандарта для свариваемых заготовок с толщиной стенки до 15 мм и труб с номинальным диаметром до 160 мм.
ГОСТ Р 54792 — 2011
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ДЕФЕКТЫ В СВАРНЫХ СОЕДИНЕНИЯХ ТЕРМОПЛАСТОВ
Описание и оценка
Imperfections in thermoplastic welding joints. Description and evaluation
Дата введения — 2013 — 01 — 01
1 Область применения
Настоящий стандарт описывает дефекты в сварных соединениях термопластов и классифицирует в зависимости от их характеристик. Стандарт распространяется на сварные соединения заготовок с толщиной стенки не более 15 мм и труб с номинальным диаметром не более 160 мм.
Описание дефектов основано на терминологии немецкого национального стандарта ДИН 32502 [1].
Классификация позволяет определять, находятся дефекты в допустимых пределах или их наличие недопустимо с точки зрения обеспечения качества сварного соединения.
1.1 Сварочные процессы
В настоящем стандарте описаны дефекты для следующих сварочных процессов:
|
Сокращенное |
Таблица |
|
|
Сварка нагретым инструментом |
НИ |
1 и 2 |
|
Сварка с закладными нагревателями |
ЗН |
3 |
|
Сварка нагретым газом |
НГ |
4 |
|
Экструзионная сварка |
Э |
5 |
1.2 Материалы
Настоящий стандарт применяется к следующим термопластам, из которых изготовлены свариваемые трубы, узлы трубопроводов и листы:
| Наименование материала |
Сокращенное обозначение |
|
Полиэтилен высокой плотности |
PE — HD (ПЭВП) |
|
Полипропилен гомополимер |
РР — Н (ПП — Г или ПП, тип 1) |
|
Полипропилен блоксополимер |
РР — В (ПП — Б или ПП, тип 2) |
|
Полипропилен рандомсополимер |
PP — R (ПП — Р или ПП, тип 3) |
|
Хлорированный поливинилхлорид |
PVC — C (ХПВХ) |
|
Ударопрочный поливинилхлорид |
PVC — HI (УПВХ) |
|
Непластифицированный поливинилхлорид |
PVC — U (НПВХ) |
|
Поливинилиденфторид |
PVDF (ПВДФ) |
2 Требования к сварным соединениям
Качество сварных соединений оценивают по внешним и внутренним дефектам сварного шва. В ряде случаев проводят доработку сварных соединений для:
— удаления повреждений, например надрезов, которые могут привести к разрушениям при воздействии динамических нагрузок;
— улучшения качества поверхностей сварных соединений (например, при футеровке и облицовке);
— уменьшения гидравлического сопротивления срезанием внутреннего грата. Следует проверять и оценивать сварное соединение как до, так и после доработки. Требования к сварным соединениям и их доработке при необходимости должны содержаться в
документации, обязательной для производителя работ (например рабочие чертежи, инструкция по сварке). Документация должна иметь ссылку на настоящий стандарт.
3 Испытания и оценка
3.1 Испытания
Для проверки соответствия сварных соединений настоящему стандарту проводят визуальный контроль и измерения, а при необходимости (где возможно) — неразрушающие или разрушающие испытания.
Испытания должны проводиться на сварных соединениях узла.
Характеристики сварного соединения проверяют при необходимости на контрольных образцах, сваренных в сравнимых условиях.
Содержание, объем и время испытаний необходимо согласовать между заказчиком и производителем сварочных работ. Результаты испытаний должны документироваться.
3.2 Оценка
Оценку качества сварного соединения проводят с помощью таблиц 1 — 5.
Сведения о недопустимых дефектах включают в отчет по испытаниям.
Дефектные сварные соединения могут быть исправлены, если это допускается нормативно — технической документацией. После исправления дефектов проводят повторные испытания.
Допустимость одновременного наличия в сварном соединении двух или более видов дефектов устанавливают в нормативно — технической документации.
4 Приемка
При положительных результатах испытаний сварных соединений узел считается принятым, и на него оформляют отдельный акт приемки.
Таблица 1 — Дефекты соединений, полученных методом сварки нагретым инструментом встык
| Наименование дефектов |
Описание |
Оценка |
|
Наружные дефекты |
||
|
1 Трещины
|
Расположенные вдоль или поперек шва; могут находиться в: |
Не допускаются |
|
2 Впадина между валиками грата или надрез (линия сплавления наружных поверхностей валиков)
|
Непрерывные или локальные продольные надрезы в плоскости сварки с вершинами в основном материале, вызванные, например: |
То же |
|
3 Впадины
|
Канавки на поверхности основного материала (продольные или поперечные относительно шва), вызванные, например: |
Допускаются локальные впадины с неострыми вершинами глубиной Δs ≤ 0,1s, но не более 0,5 мм |
|
4 Несовпадение кромок заготовок
|
Смещение относительно друг друга или несовпадение свариваемых заготовок по толщине |
Допускается, если e ≤ 0,1s, но не более 2 мм |
|
5 Угловое смещение
|
Например, из — за: |
Допускается, если е ≤ 1 мм |
|
6 Высокий и узкий грат, как правило, не касающийся краями трубы |
Чрезмерно расплавленный, с острыми краями шов либо по всей длине, либо локальный в результате ошибочных сварочных параметров |
Допускается при положительных результатах механических испытаний |
|
7 Неправильно сформированный сварной шов
|
Слишком широкий или слишком узкий локальный грат или по всей длине шва, обусловленный, например, неправильным: |
Диапазон рекомендуемых значений ширины валика (см. диаграмму 1 в приложении А) |
|
8 Несимметричный грат
|
Неодинаковые валики грата (частично или по всей длине шва) из — за, например: |
Допускается, если b1? 0,7b2 |
|
9 Термодеструкция |
Глянцевый (блестящий) грат, обычно сочетающийся с пустотами, утолщениями и заметными кавернами |
Не допускается |
|
Внутренние дефекты |
||
|
10 Несплавление |
Несплавление свариваемых поверхностей частично или всего поперечного сечения, вызванное, например: |
То же |
|
11 Непровар (раковина) |
Полое пространство в плоскости сварного соединения, вызванное, например, недостаточным: |
— Не допускается |
|
12 Поры, включения инородных тел
|
Изолированные, многочисленно разбросанные или локально сконцентрированные поры или включения, вызванные, например: |
Допускается наличие небольших изолированных пор, если Ds ≤0,05s |











Таблица 2 — Дефекты соединений, полученных методом сварки нагретым инструментом в раструб
| Наименование дефектов |
Описание |
Оценка |
|
Наружные дефекты |
||
|
1 Дефектная форма грата1)
|
Изменяющаяся форма грата или его отсутствие на одной или обеих сторонах (частично |
Не допускается |
|
1) Как правило, сочетается с внутренними дефектами из — за слишком короткого времени выдержки. |
||
|
1.2
|
Изменяющаяся форма грата или его отсутствие на одной или обеих сторонах (частично или по всей длине стыка) из — за: |
То же |
|
1.3
|
Изменяющаяся форма грата или его отсутствие на одной или обеих сторонах (частично или по всей длине стыка) из — за: |
» |
|
2 Угловое смещение
|
Труба, сваренная с фитингом под углом с одной или обеих сторон или с незначительным дефектом охвата, вызванным, например: |
Допускается, если е ≤ 1 мм |
|
3 Непровар и его причина
|
Деформация (овальность конца трубы или фитинга) наряду с недостаточным сварочным усилием, вызванная, например: |
1,5 % среднего наружного диаметра трубы, но макс 1,5 мм |
|
3.2 Неполное введение трубы
|
Недостаточная длина зоны сварки, вызванная, например: |
Допускается в случаях незначительного уменьшения длины зоны сварки от номинального значения и отсутствия надрезов внутреннего шва |
|
Внутренние дефекты |
||
|
3.3 Неплотное смыкание полости
|
Локальное, протяженное, осевое, радиальное формирование каналов, вызванное, например: |
Не допускается |
|
3.4 Неправильное плавление |
Локальная или протяженная зона непровара, вызванная, например: |
То же |
|
4 Сдавленное сечение трубы
|
Вставлена слишком далеко во время нагрева или сварки, что вызвано, например: |
» |
|
5 Поры, включения инородных тел
|
Изолированные, многочисленно разбросанные или локально сконцентрированные поры или включения, вызванные, например: |
Допускается наличие небольших изолированных пор, если Dх ≤ 0,05х |









Таблица 3 — Дефекты сварных соединений, выполненных сваркой с закладными нагревателями
| Наименование дефектов |
Описание |
Оценка |
|
Наружные и внутренние дефекты соединений труб и фитингов |
||
|
1 Угловое смещение
|
Труба сварена с фитингом под углом с одной или обеих сторон, что вызвано, например: |
Допускается, если е ≤ 1 мм |
|
2 Непровар и его причина |
||
|
2.1 Дефект подготовки
|
Поверхности труб, подлежащие сварке: |
Не допускается |
|
2.2 Следствие деформации
|
Деформация (или овальность конца трубы или фитинга) наряду с недостаточным сварочным давлением, вызванная, например: |
Допускаются максимальные отклонения от среднего диаметра трубы 1,5 %, но макс 1,5 мм |
|
2.3 Неправильная центровка
|
Увеличенное угловое смещение со сдвигом нагревательных спиралей и расплавленной массы в результате изменения сварочного давления с расхождением или без него соединяемых поверхностей, вызванное, например: |
Не допускается |
|
2.4 Не полностью вставленная труба
|
Концы смещены в муфте либо не касаются друг друга, либо остановлены с одной или обеих сторон, например, из — за: |
То же |
|
Внутренние дефекты соединений труб и фитингов |
||
|
2.5 Неплотное прилегание
|
Локальное или протяженное осевое или радиальное формирование каналов, вызванное, например: |
Не допускается |
|
2.6 Недостаточное сплавление
|
Локальное или протяженное несплавление с расхождением или без него свариваемых поверхностей, вызванное, например: |
Не допускается |
|
3 Тепловое повреждение
|
Локально появляющееся выделение расплава, часто на торцах муфт или цилиндрических частях одной или обеих сторон фитинга (обычно с глянцевой или пузырчатой поверхностью), например из — за: |
То же |
|
4 Смещение нагревательной спирали |
||
|
4.1 Радиальное
|
Нагревательная спираль уложена волнами, неравномерно, с перехлестами или смещена относительно свариваемой поверхности, например из — за: |
» |
|
4.2 Осевое
|
Спирали сгруппированы локально в осевом направлении, например из — за: |
» |
|
5 Включения инородных тел |
Концентрация инородных тел в свариваемой поверхности, нагревательные спирали разорваны или разделены, например из — за: |
» |
|
Внутренние дефекты соединений прямых труб и седелок |
||
|
6 Непровар из — за недостаточно близкой формы свариваемых поверхностей |
||
|
6.1
|
Вызван: |
Не допускается |
|
6.2
|
— недостаточно близкой формой поверхностей в осевом направлении; |
|
|
6.3 |
— дефектом формы в радиальном направлении; |
Не допускается |
|
6.4 В месте сверления
|
— формированием локального или протяженного канала или каверны; |
|
|
7 Непровар из — за искривления трубы
|
Локальная или протяженная неполная сварка с расхождением свариваемых поверхностей или без него, вызванная, например: |
» |















Таблица 4 — Дефекты при сварке нагретым газом
| Наименование дефектов |
Описание |
Оценка |
|
Наружные дефекты сварных швов с V — образной разделкой кромок |
||
|
1 Трещины
|
Отдельные трещины или группы трещин с ответвлениями и без них, расположенные вдоль или поперек шва; могут находиться в: |
Не допускаются |
|
2 Впадины на сварном шве
|
Глубокие впадины между присадочными валиками, вызванные, например: |
То же |
|
3 Впадины на кромке
|
Впадины в основном материале вдоль шва, вызванные, например: |
Не допускаются |
|
4 Непровар корня
|
Впадина, вызванная неполным заполнением расплавом корня шва, например из — за: |
То же |
|
5 Несплавление корневой зоны
|
Несоответствующая подготовка кромок |
» |
|
6 Высокий корень
|
Слишком большой зазор у корня и сжатие расплава |
Допускается местами в ограниченных количествах, если |
|
7 Высокий шов
|
Неправильное число прутков или неправильная подготовка кромок |
Допускается постоянно, если |
|
8 Незаполненный шов
|
Недостаточное заполнение шва |
Не допускается |
|
9 Смещение соединяемых поверхностей
|
Нескомпенсированная разность толщин стенок или смещение равных по толщине стенок |
Допускается, если |
|
10 Угол излома
|
Допускается, если |
|
|
11 Пересечение швов
|
Не допускается |
|
|
12 Волнистая поверхность шва |
Волнистость, распространяющаяся вертикально относительно шва при заключительной проводке, вызванная, например, неравномерным сварочным усилием |
Допускается местами |
|
13 Грубая поверхность сварки |
Мелкие открытые пузырьки, полосы или утолщения и т.п., например из — за: |
Допускается в единичных случаях |
|
14 Дефект пуска |
Неполная проварка в поперечном сечении при пуске или окончании сварки |
Не допускается |
|
15 Тепловое повреждение |
Изменение цвета, формирование утолщений, сильный блеск и т. п. |
То же |
|
Наружные дефекты поверхности угловых сварных швов |
||
|
16 Высокий шов
|
Больше стандартной толщины углового шва а = 0,7s |
Допускается, если |
|
17 Низкий шов |
Требуемое поперечное сечение не получено, например из — за: |
Не допускается |
|
18 Неравномерный шов
|
Геометрия шва не соответствует стандарту |
То же |
|
Внутренние дефекты сварных швов с V — образной разделкой кромок и угловых швов |
||
|
19 Поры и включения инородных тел
|
Изолированные, дисперсные или локально сконцентрированные поры или включения, например из — за: |
Допускается наличие небольших отдельных пор, |
|
20 Непровар
|
В материале шва, вызванный, например: |
Не допускается |
















Таблица 5 — Дефекты экструзионной сварки
| Наименование дефектов |
Описание |
Оценка |
|
Наружные дефекты V — образных и двойных V — образных швов |
||
|
1 Трещины
|
Отдельные трещины или группы трещин с ответвлениями и без них, распространяющиеся вдоль или поперек шва; могут находиться в: |
Не допускаются |
|
2 Внешние канавки на сварном шве
|
Протяженная или локальная лыска в продольном направлении относительно шва, вызванная, например: |
То же |
|
3 Канавки на кромках
|
В основном материале вдоль шва, вызванные, например: |
Допускаются местами, если конечная глубина и Ds ≤ 0,1s, но макс 1 мм |
|
4 Не соответствующая требованиям сварка в зоне кромок
|
Неправильное наложение расплава на свариваемые кромки на одной или обеих сторонах шва: номинальный размер наложения расплава Db > 3 мм |
Не допускается |
|
5 Непровар в корне шва
|
Впадина, вызванная неправильным заполнением корня шва, например из — за: |
Не допускается |
|
6 Несплавление корневой зоны
|
Неправильная подготовка кромок |
То же |
|
7 Слишком высокий корень
|
Вызван, например: |
Допускается, если Ds ≤0,15s, но макс 2 мм |
|
8 Слишком высокий сварочный валик
|
Вызван, например: |
Допускается постоянно, если 0,1s ≤ Ds ≤ 0,4s, но макс 6 мм |
|
9 Растекание расплава
|
Растекание расплава на одной или обеих сторонах шва. Расплав обычно плохо приварен к основному материалу |
Не допускается |
|
10 Незаполненный шов
|
Шов в поперечном сечении не получен, например из — за: |
То же |
|
11 Смещение свариваемых кромок
|
Некомпенсированная разница толщин стенок и смещение при равных толщинах |
Допускается, если е1 ≤ 0,1s, е2 ≤ 0,15s, но макс 2 мм |
|
12 Угловое смещение
|
Длина L короткой стороны — определяющая для допустимого отклонения |
Допускается до е ≤ ±1 мм |
|
13 Пересечение швов
|
Не допускается |
|
|
14 Асимметричный шов
|
Перемещение сварочного башмака не по центру шва |
То же |
|
15 Волнистая поверхность шва |
Вызвана, например: |
Допускается местами |
|
16 Грубая поверхность шва |
Мелкие открытые пузырьки, полосы или утолщения и т. п., вызванные, например: |
Допускаются отдельные пятна |
|
17 Дефект пуска |
Не полностью проваренный шов в поперечном сечении в начале или конце сварки |
Не допускается |
|
18 Тепловое повреждение |
Изменение цвета, формирование утолщений, сильный блеск и т. п. |
То же |
|
Внешние дефекты угловых швов |
||
|
19 Высокий шов |
Превышение стандартной толщины углового шва а= 0,7s |
Допускается, если b ≤ 0,4 а, но макс 6 мм |
|
20 Низкий шов |
Требуемое поперечное сечение шва не получено, например из — за: |
Не допускается |
|
21 Неравномерный шов
|
Геометрия шва не соответствует стандарту |
То же |
|
Внутренние дефекты V — образных, двойных V — образных и угловых швов |
||
|
22 Поры и включения инородных тел
|
Отдельные, многочисленные дисперсные или локально сконцентрированные поры или включения, например из — за: |
Допускаются небольшие отдельные поры, если Ds ≤ 0,05s |
|
23 Непровар
|
Вызван, например: |
Не допускается |



















Приложение А
(справочное)
Допустимая ширина шва при сварке встык нагретым инструментом для труб
из полиэтилена (ПЭ) и полипропилена (ПП)

Рисунок 1 — Зависимость ширины сварного шва от толщины материала
Библиография
ДИН 32502:1985 Дефекты в сварных соединениях пластмасс — Классификация, обозначение, видоизменения [1]
Ключевые слова: сварка, полиэтиленовые трубы, фитинги, оборудование для сварки, сварка встык, центраторы, нагреватели, торцеватели
Контролируем качество сварного шва
При монтаже сварных соединений любым из описанных выше методов очень важно правильно оценить, насколько качественным получился сварной шов. От этого зависит, можно ли будет использовать этот участок трубопровода, или придется все переделывать

Деталь с двумя правильными сварными швами
Критериев оценки на самом деле не так много, и запомнить их довольно просто:
- Самый главный признак качества — наличие равномерного валика из полиэтилена по всей окружности трубы. Если валик будет искривленным, или же вместо валика будет впадина, пользоваться соединением нельзя;
- Следующий важный фактор – соосность. Небольшое смещение стыкуемых деталей допускается, но оно не должно превышать 10% от толщины трубной стенки;

Фото дефектного участка при несоблюдении соосности
- Высота валика из расплавленного полиэтилена также лимитируется. Для труб со стенками 5 – 10 мм эта величина составляет 2,5 – 3 мм, для труб со стенками до 20 мм – 5 мм и менее.
Конечно, если вы монтируете трубопровод низкого давления или безнапорные коммуникации, то небольшим отступлением можно и пренебречь, но делать этого все-таки не стоит. Куда проще сделать новое сварное соединение, чем впоследствии ремонтировать эксплуатируемую трубу.
Как сварить полиэтиленовые трубы в раструб
Данный тип сварки осуществляется посредством ввода более узкой части трубы в широкую. Следует отметить, что раструбы могут быть на трубах изначально или можно их приварить отдельно. Если используется второй вариант, то для этого используется гладкостенная муфта. А уже в дальнейшем в нее крепят методом сварки торцы обеих труб.
Ошибки при сварке труб встык.
Данный вид сварки финансово более затратен, нежели предыдущий аналог. На это влияет и количество швов, и покупка дополнительного элемента – муфты.
Этапы работ сварки полиэтиленовых труб в раструб:
- В первую очередь необходимо обрезать края труб, соблюдая прямой угол. После этого им придают необходимые формы при помощи калибровщика и фаскоснимателя.
- Все рабочие материалы приводятся в порядок, очищаются от загрязнений. Также необходимо подготовить сварочный аппарат, установив на него насадку соответствующего калибра.
- Сам паяльник подключается к электросети и разогревается до необходимых температурных показателей. После того как инструмент готов к работе, муфта надевается на тело первого калибра, а саму трубу вставляют в чашу другого калибра. По прошествии определенного времени паяльник размягчит материал с внутренней стороны муфты и с наружной стороны трубы.
- Как только это произойдет, заготовки снимаются, труба вставляется в муфту. В таком положении стык фиксируется на протяжении 20 секунд, после чего его можно отпускать.
Каждый последующий шов создается аналогичным способом.
Правильные стыковые сварные швы
Правильность выполнения всех сварочных инструкций можно оценить по итоговому внешнему виду полиэтиленового соединения. В случае формирования неправильного шва и высокого риска нарушения герметичности при дальнейшей эксплуатации, лучше обрезать соединение по краям и сварить новое.
В правильно выполненном шве размеры валика грата должны соответствовать нормативным значениям.
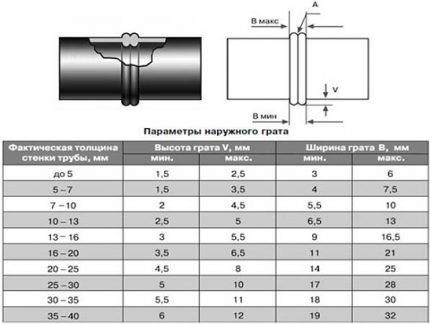 Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода
Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода
Существуют и дополнительные требования к параметрам валиков:
- Симметричность и равномерность по всей окружности стыка.
- Смещение стенок труб в радиальной плоскости не должно быть более 10% их толщины.
- Цвет валиков должен быть идентичен окрасу трубы.
- Впадина между гратами не должна заходить глубже уровня наружной поверхности труб.
И конечно, полностью исключается наличие трещин и пор.
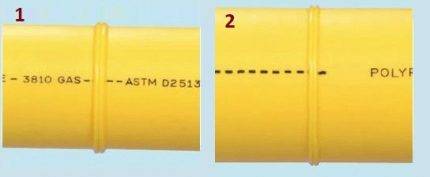 1. Нормальный сварной шов. Валики правильного шва имеют округлые размеры и формы, не выходящие за установленные нормы. 2. Шов с маленьким гратом. Маленький грат свидетельствует о недостаточном времени прогрева или слабом сдавлении труб при осадке
1. Нормальный сварной шов. Валики правильного шва имеют округлые размеры и формы, не выходящие за установленные нормы. 2. Шов с маленьким гратом. Маленький грат свидетельствует о недостаточном времени прогрева или слабом сдавлении труб при осадке
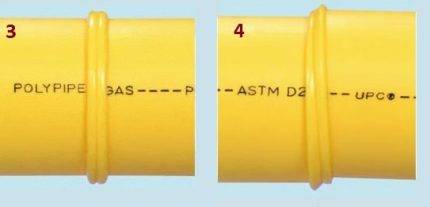 3. Валики с увеличенными сверх нормы размерами. Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью. 4. Радиальное смещение валиков. Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки
3. Валики с увеличенными сверх нормы размерами. Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью. 4. Радиальное смещение валиков. Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки
Причиной несимметричности валиков по окружности может быть некачественное предварительное торцевание или расположение торцевателя под наклоном к трубе.
Типы сварки ПЭ труб, условия применения
Трубы из полиэтилена соединяют в конструкцию разными способами сварки, каждый из способов применяется в соответствие с определёнными условиями.
Основные виды сварных соединений:
- Электромуфтовая. Для спайки туб из ПНД способом электромуфтовой сварки используют муфты из пластика, в которые вмонтированы спиральные элементы, нагревающиеся подачей тока.
- Враструб. Сварная стыковка с применением фитингов и муфт предназначена для водопроводных конструкций внутри дома.
- Стыковая. Такого рода сварка применяется на внешних участках. Позволяет укладывать коммуникации как в грунт (траншейным способом), так и на поверхности.
Протокол сварки полиэтиленовых труб или муфт
После того, как проведена процедура аттестации и технологическая карта на сварку полиэтиленовых труб или муфт утверждена в НАКС — можно приступать к промышленной сварке изделий. Для того, чтобы отслеживать точность соблюдения параметров и режимов сварки предусмотрена обязательная регистрация этих данных в виде протокола.
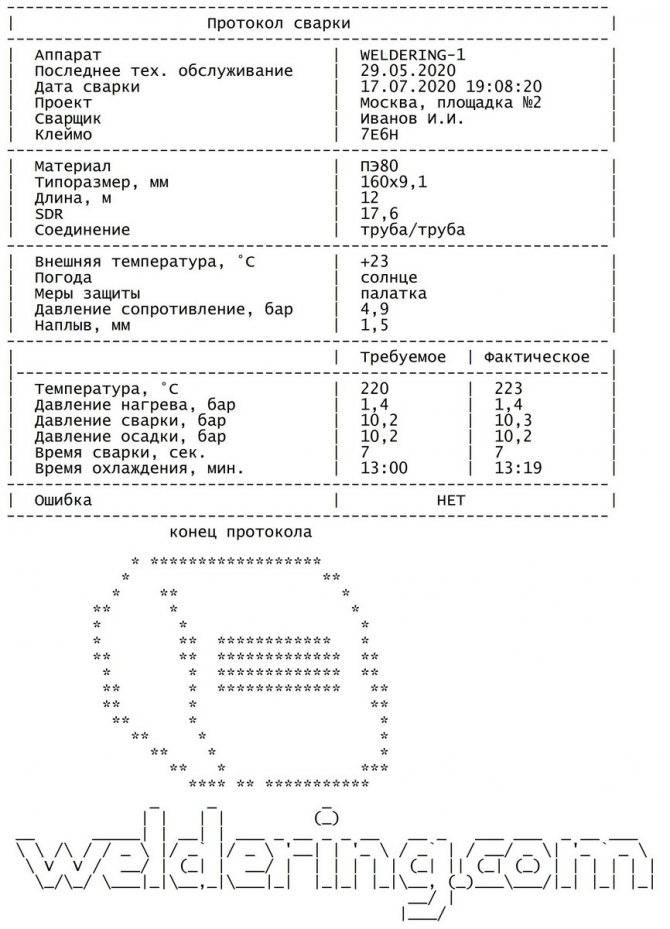
Протокол сварки полиэтиленовых труб включает в себя информацию:
- название модели или номер сварочного аппарата;
- дата сварки;
- Ф.И.О. сварщика и/или клеймо;
- наименование проекта или объекта;
- материал;
- типоразмер трубы или муфты;
- SDR (стандартное размерное отношение трубы т.е. отношение номинального наружного диаметра к номинальной толщине стенки);
- температура воздуха окружающей среды;
- давление сопротивления;
- режимы сварки: температура, давления, время и т.д.;
- другая дополнительная информация: погодные условия, меры защиты, № шва, ошибки и т.д.
Каждый производитель сварочных аппаратов делает свое уникальное внешнее оформление протокола и добавлять как можно больше дополнительной информации, которая позволит с точностью проанализировать причину образования дефектов.
Способы соединения
Качественно выполненное сварное соединение полиэтиленовых труб позволяет сохранить первоначальную гибкость труб из ПНД и не оказывает отрицательного влияния на их прочность. Такой трубопровод представляет собой монолитную конструкцию, как если бы он был одной трубой внушительной длины. Сварка используется при монтаже коммуникаций открытым способом (на поверхности земли с последующей укладкой в траншеи) и при бестраншейной реновации.
Многие не знают, как соединить полиэтиленовые трубы с применением сварочного оборудования. Существуют два метода выполнения сварки напорных труб из полиэтилена:
- стыковая;электромуфтовая.
Нюансы предварительной подготовке к сварочным работам
Говоря о том, как сварить полиэтиленовые трубы в домашних условиях, нужно учитывать не только правила пользования, но и технику безопасности при работе со сварочным оборудованием.
Залогом успеха является проведение подготовительных работ:
- Каждый узел сварочного оборудования должен быть тщательно очищен и проверен на предмет наличия дефектов, которые могут сказаться на качестве и безопасности проводимых работ.
- Вся проводка и заземление должны быть проверены на предмет дефектной или вовсе отсутствующей изоляции.
- Топливные агрегаты необходимо дозаправлять, либо удалять из них старое застоявшееся топливо и заливать новое.
- Обязательно производить контрольный запуск установки, чтобы убедиться в ее работоспособности.
- Уровень масла в гидравлической системе сварочного аппарата необходимо проверить и выполнить с ним те же действия, что и с топливом.
- Если сварочный аппарат является мобильным, то его перемещение должно выполняться свободно, чтобы работы выполнялись без заминок и без риска для оператора установки.
- Ножи торцующего устройства должны быть отточены до идеального состояния, чтобы процесс обработки труб и фитингов происходил оперативно, а в результате получались качественные изделия.
- Каждое контрольно-измерительное устройство должно быть исправно.
- При работе с ПНД необходимо заранее приобрести в нужном количестве зажимы и редукционные вкладыши, диаметр которых должен соответствовать сечению труб.
- Каждую деталь подвергаемую трению следует тщательно смазать. Однако даже при выборе смазочной смеси нужно обращать внимания на требования, выдвигаемые производителями труб.
Итог
Соблюдая все правила и инструкции, приведенные в статье, можно получить качественное соединение для полиэтиленовых труб. Способ того, как сварить полиэтиленовую трубу, должен выбираться по основным критериям: простота реализации и доступность для работника с финансовой стороны вопроса. Лучше всего доверить работу специалисту, который возьмет на себя ответственность за все этапы – от закупки необходимых материалов и оборудования до проведения сварочных работ и введения системы в эксплуатацию.
Соединение труб при помощи контактной (стыковой) сварки
Данный метод можно считать одним из самых часто используемых для соединения полиэтиленовых труб низкого давления. Технология подразумевает закрепление в специальных зажимах изделий, подлежащих свариванию. Устанавливаются такие фиксаторы на общих направляющих. После этого осуществляется процесс торцевания с использованием определенных пил.
Далее, после того, как торцы будут обработаны, их нагревают при помощи электронагревателя. Длится такой процесс до тех пор, пока полиэтилен не приобретет достаточной вязкости, чтобы его можно было без проблем сжимать при помощи гидравлического приспособления. Соединение между собой расплавленной массы обеспечивает качественную и герметичную стыковку труб ПНД на молекулярном уровне.
Благодаря контактной сварке удается сберечь высокую гибкость труб без ущерба для прочностных характеристик. А категория применяемого оборудования определяет качество будущего соединения. Максимально качественное готовое соединение обеспечит сварочный аппарат, у которого будет больше всего возможностей, то есть он сможет лучше контролировать прогрев и правление полиэтилена.
Для правильного соединения труб ПНД следует воспользоваться такой инструкцией:
- Проверьте, чтобы все трубы были правильной формы. Для наилучшего прилегания стыков после среза, зачистите их и подравняйте.
- Правильно разместите в сварочном аппарате трубы, чтобы стыки стали четко друг напротив друга, то есть осуществите центровку деталей на одной оси.
- Подведите нагреватель, чтобы он разместился между кромок, после чего включите аппарат, нажав на соответствующую кнопку. Через некоторое время окончания труб начнут понемногу оплавляться.
- Уберите нагревательный элемент, после чего состыкуйте торцы с небольшим усилием. Удерживайте их в таком положении, пока материал окончательно не затвердеет. Этот процесс будет сопровождаться выдавливанием небольшого количества расплавленного полиэтилена в месте стыковки труб. В результате мы получим сварной шов.
Аппараты для такого метода стыковки существуют гидравлического и механического типа. Первый вариант относится к профессиональному оборудованию, что потребует от оператора некоторых навыков по работе с ним.
Более того, для оперирования таким аппаратом нужна определенная квалификация, так как все работы должны проводиться быстро, при максимальной аккуратности, четко следуя всем технологическим правилам.
1 Принцип и терминология
Правильное название метода – «Сварка труб с помощью фитингов с закладными нагревателями», или коротко «Сварка с закладными нагревателями». Название соответствует нормативным документам:
- Недавно принятому гармонизированному ГОСТ Р ИСО 12176-2-2011 «Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 2. Сварка с закладными нагревателями.»
- Более ранним нормативным документам РФ, в которых упоминалась данная технология сварки, например, СНиП 42-01-2002 «Газораспределительные системы.»
Закладной нагреватель – электрическая спираль, вмонтированная в свариваемую поверхность фитинга. Поэтому название фитингов, приведенное в ГОСТ Р 52779-2007 (п.4.1.2), является более точным: «Детали с закладными электронагревателями (электросварные)». Устаревший ГОСТ Р 52134-2003 (п.4.6.1) и только что пришедший ему на смену ГОСТ 32415-2013 (п.4.2.1) называют такие фитинги «электросварными». Из-за краткости определение «электросварные фитинги» является более популярным, чем «фитинги с закладными электронагревателями». Согласно ГОСТ Р 52134-2003 (п.4.6.1), электросварные фитинги для водопровода и отопления изготавливаются из ПЭ, ПП или ПБ. Электросварные фитинги для газопроводов – только из ПЭ. На практике даже водопроводные фитинги под сварку ЗН – это в подавляющем большинстве случаев полиэтиленовые фитинги, соответственно, для полиэтиленовых труб.
Академическое название метода сварки точно описывает физический принцип, но является громоздким. По этой причине в обиходе чаще применяются названия «электрофузионная сварка» (от английского «electrofusion welding»), краткое «ЭФ сварка» или «EF сварка», местное новообразование «сварка электромуфтами» или «электромуфтовая сварка». В некоторых нормативах (например, в НАКС’овском РД 03-614) используют сокращение «сварка ЗН».
Итак, во внутреннюю поверхность электросварного фитинга вмонтирована электроспираль, контакты которой выведены на наружную поверхность. Подача электрической мощности на контакты приводит к разогреву свариваемых поверхностей фитинга и трубы и, в конечном итоге, к образованию сварного соединения.
Технология электромуфтовой сварки, в принципе, заключается в следующем (см.рис.1):
- конец трубы вводят в электросварной фитинг, наружная поверхность трубы касается внутренней поверхности фитинга или находится от нее на минимально возможном расстоянии;
- к контактам электросварного фитинга подключают провода специального сварочного аппарата, который пропускает через закладной нагреватель (электроспираль) электрический ток;
- спираль нагревает внутреннюю поверхность электросварного фитинга и наружную поверхность трубы до вязко-текучего состояния, полиэтилен трубы и фитинга перемешивается;
- после остывания труба и фитинг образуют единую деталь; спираль остается внутри сварного соединения как побочный эффект.
 |
|---|
| Рис. 1 Процедура электромуфтовой сварки |
Если не вдаваться в подробности, то всё выглядит просто.
При ближайшем рассмотрении, технология электрофузионной сварки вызывает проблемы, которые обусловлены всего несколькими типовыми причинами:
- Сварщик невнимательно изучает спецификации фитингов и/или инструкцию сварочного аппарата;
- Сварщик нерадиво выполняет подготовку к сварке;
- Сварщик из ложной экономии не использует вспомогательный инструмент – роликовые скребки, позиционеры и пр.;
- Самое главное – сварщик не понимает физику и логику процесса электрофузионной сварки. Поэтому допускает ошибки при выборе трубы, электросварных фитингов и сварочного аппарата, а также с легкой душой пренебрегает требованиями инструкций.
Инструменты для сварных работ
Для проведения сварных работ, в первую очередь, потребуется электросварка. Существует два вида сварочных аппаратов:
- основой первого типа является понижающий трансформатор. Регулирование тока такой сварки производится с помощью изменения магнитного зазора или положения реостата. На сегодняшний день такое устройство считается морально устаревшим. Оно имеет значительно большой вес и требует особых навыков;
- второй тип – инверторная сварка. Благодаря использованию гораздо меньшего трансформатора, аппарат стал компактным и достаточно легким. Его можно без труда перемещать по комнате или, даже, вешать на плече. Регулировка тока инверторной сварки осуществляется регуляторами с высокой точностью.
Помимо сварочного аппарата нам понадобятся:
- электроды. О выборе электродов поговорим позже;
- маска. Она нужна для того, чтобы защитить лицо и глаза от сварочных ожогов. Старыми вариантами масок пользоваться было достаточно неудобно. Нужно было настроиться, приставить электрод и лишь потом надевать маску, так как они совсем не пропускали свет. Сегодня рынок предлагает, так называемые, маски-хамелеоны. Они способны автоматически регулировать степень затемненности стекла;
- спецодежда. В процессе сварных работ от стыка летят брызги раскаленного металла. Поэтому, лучше обезопасить себя от ожогов с помощью сварочной спецовки;
- щетка по металлу или другой абразивный инструмент для зачистки краев стыкуемых элементов;
- молоток для обивания шлаков.
Выбор электродов
Качество сварного шва напрямую зависит от правильности выбора электродов. Выбирают их исходя из материала, диаметра и толщины стенки трубы. Сварка тонкостенных труб осуществляется электродом 2-3 мм, толстостенную трубу отопления нужно варить электродом 4-5 мм.
Электроды для сварки
Кроме толщины металлического стержня, электроды отличаются так же толщиной обмазки и ее материалом. Покрытие может составлять от 3 до 20% общей массы.
Напомним, что обмазка в электроде нужна для создания особой среды, при которой сварка осуществляется без доступа кислорода. Но, чем больше слой покрытия, тем больше создается шлаков, которые негативно влияют на качество шва и монолитность конструкции.
Понимание, какими электродами и при какой силе тока правильно варить ту или иную трубу приходит с опытом. Получают такой опыт обычно методом «научного тыка». Однако, чтобы не допустить большого количества ошибок, стоит предварительно обратиться к таблицам соответствий типов электродом, видов труб и тока электросварки.
Подготовка стыков
Начинать варить трубы отопления можно лишь после того, как их стыки будут полностью очищены от мусора и налетов. Если вы новичок, не стоит пытаться сваривать мокрые трубы, так как вода будет кипеть, испаряться и значительно осложнять процесс.

Перед началом работ нужно тщательно подготовить стыки труб
Прежде чем приступать к работе, нужно правильно зачистить края стыкуемых элементов. Для этого используют разные абразивные инструменты, начиная от наждачной бумаги и заканчивая кругом на болгарку, в зависимости от толщины и качества трубы. Начинать сваривать стыки можно лишь после того, как на них не останется заусениц и острых краев.
- перед началом сварных работ нужно убедиться, что вблизи стыка труб отопления нет горючих или взрывоопасных предметов. Если они есть, и убрать их не представляется возможным, нужно огородить место работы негорючим материалом, к примеру, асбестом;
- рядом с местом сварки нужно поставить емкость с водой, на случай неожиданного возгорания;
- убедиться в надежном закреплении заземления и целостности провода сварочного аппарата;
- проверить напряжение в сети. Если напряжение слабое или наблюдаются его перепады, в процессе сварки может возникать повышенное шлакование. Чтобы этого избежать, лучше воспользоваться выпрямителем;
- зачистить и просушить стыки труб. Опытный мастер может сваривать трубы отопления и по мокрому стыку, однако начинающему это будет серьезно мешать;
- надеть сварочный костюм и маску;
- на трансформаторе сварочного аппарата устанавливаем нужный ток. Как правило, сварка труб отопления до 5 мм, при толщине электрода 3 мм, на поворотных стыках производится током 100 – 250 А, на неповоротных – 80 – 120 А;
- проверяем, правильно ли выбрано напряжение. Для этого зажигаем дугу перемещением электрода на расстояние 5 мм до появления искр. Если искры не возникли, регулируем ток;
- выполнив все перечисленные действия, можно приступать к сварке труб отопления.
Подготовка к сварочным работам
Перед началом сварочных работ нужно заблаговременно подготовить все необходимое оборудование и инструменты. Вам понадобится:
- сварка с кабелями и держателем;
- маска (чаще всего забывается);
- рукавицы или краги (холщевые, брезентовые, замшевые);
- щетка по металлу;
- молоточек для удаления шлака.
Визуально проверьте сварочные кабеля, не повреждена ли у них изоляция, иначе может произойти короткое замыкание или возникнет большой риск поражения током. Выберите для себя лучший вариант: сварочная маска или сварочный щиток с ручкой, так как каждый из них имеет свои преимущества (новичкам советуется использовать щиток). Рукавицы ни в коем случае не должны быть из легко воспламеняемого материала или синтетики. При попадании брызг они мгновенно плавятся (воспламеняются), тяжело снимаются и могут прикипеть к коже.
Электромуфтовая сварка
Известен и еще один способ сварки труб из полиэтилена – монтаж с применением электромуфт (также она носит название терморезисторная сварка). Основными положительными характеристиками электромуфтовой сварки является качественное соединение элементов трубопровода и несложный, быстрый процесс монтажа. С ее помощью, в отличие от стыковой сварки, можно соединить трубы с толщиной стенки 4 мм и менее.
Инструкция по сварке с помощью электромуфт предполагает такие этапы:
- Очищение торцов от пыли и грязи на длину ? длины муфты или даже больше – производится механическим способом.Обезжиривание поверхностей, снятие оксидного слоя.
Набор оборудования для электромуфтовой сварки
- Монтаж муфты на трубу, центрирование.Сварочное соединение муфты и торца трубы, используется сварочный аппарат для полиэтиленовых труб.Остывание соединения – происходит естественным образом, на шов не должно оказываться какого-либо постороннего влияния.
Пайка полиэтиленовых труб и фитингов может осуществляться аппаратами для сварки с разными степенями автоматизации. В зависимости от добросовестности того или иного производителя может отличаться качество сборки самого оборудования и его способность работать в различных условиях.
Процесс электромуфтовой пайки
Очень удобен в эксплуатации сварочный аппарат для муфтовой сварки, снабженный сканером, который производит считывание информации по штрих-коду, расположенному на фитинге (время сварки, напряжение, температура и т. д.). На основании полученных данных агрегат сам выставляет параметры сварки, автоматически выполняет задачу, контролирует все этапы и в случае возникновения ошибки, оповещает оператора выводом на экран ее цифрового обозначения.
Трубы ПНД (изготовленные из полиэтилена низкого давления) – популярный строительный материал, активно используемый в наши дни. Данный вид труб идеально подходит для монтажа трубопроводов, напорного и безнапорного типа. Небольшая масса материала, простота в обработке и эксплуатации, сделали их незаменимыми в современных реалиях.
Монтаж трубопровода превратился в приятное и интересное увлечение – многие домашние мастера выполняют работы самостоятельно. Существует несколько способов соединения труб, среди которых самый популярный – сварка полиэтиленовых труб.
Вообще, трубы из полиэтилена – высокотехнологичный, эластичный и прочный материал. Материал отлично переносит воздействие окружающих сред. Именно поэтому, многие специалисты рекомендуют использовать материал для сооружения систем трубопровода любых типов.
Популярность труб из ПНД обоснована тем, что монтажом трубопроводной системы может заниматься любой – даже новичок в этом деле. В данной статье мы рассмотрим основные виды соединений, изучим самые надежные из них.
Соединение при помощи электромуфты

При сравнении 2 технологий, получается, что сварка за счет электромуфты не слишком выгодна, однако это весьма удобный процесс, если требуется провести ее в случаях, когда очень мало свободного места.
В большинстве случаев, такую сварку применяют при ремонте полиэтиленовых труб небольшого диаметра (как правило, ее используют на диаметрах до 160 мм). Швы, получившиеся в результате такой работы, способны выдерживать до 16 атмосфер давления.
Электромуфта является фасонным полиэтиленовым элементом, в корпусе которого находятся электрические спирали. На каждый диаметр существует своя муфта, на них есть обозначение максимального температурного режима, продолжительность непрерывной работы и так далее.
При необходимости произвести сварку обычных трубопроводов, форма муфты будет простой, а при сварке тройников и других элементов, нужно использовать особые устройства.
Принцип работы с электромуфтой следующий:
- Сразу после поступления электричества на спирали муфты, там начинает возрастать температура у находящегося поблизости полиэтилена и, соответственно, его плавление.
- Далее осуществляется нагрев торцевых элементов полиэтиленовой трубы, которые расположены под самой муфтой.
- Сама труба от нагрева несколько расширяется, за счет чего получается то давление, которое необходимо для получения шва высокого качества.
- Когда муфта отключается от сети, труба начинает остывать.
- Стык после отвердения образует жесткое и весьма герметичное соединение.
В связи со
значительными эксплуатационными и
техническими недостатками стальных
труб, возрастает применение пластмассовых
труб для прокладки магистральных
газопроводов, отводов и внутренней
разводки систем газоснабжения, т.к. они
обладают высокой коррозионной стойкостью
и долговечностью, более прост их монтаж
при сложной траектории разводки, проще
выполняются соединения и сварка
полиэтиленовых труб.
Для изготовления
труб газопроводов применяются пластмассы
термопластичные по ТУ 6.19-359-87:
— полиэтилен ПЭ 63
(ПНД) с
![]()
— полиэтилен ПЭ 80
(ПСП) с
![]()
Трубы изготавливают
отрезными длиной 6; 8; 10 и 12 м, диаметром
менее 63мм, а также и от 75мм до 160мм и
более 169мм. При диаметре до 110мм могут
изготавливаться в бухтах и катушках;
длина трубы в них от 100м до 400м.
Поставляемые трубы
должны иметь сертификаты заводов-изготовителей,
удостоверяющие их качество. Перед
сваркой труб необходимо проверить их
внешним осмотром на соответствие
требованиям ГОСТ 9466-75, ГОСТ 2246-70. Применение
труб не допускается при обнаружении
дефектов качества на их поверхности
или отклонений от требуемых размеров
и геометрической формы.
Сварка полиэтиленовых
труб газопроводов осуществляется
следующими способами:
— сварка встык
нагретым инструментом путем нагрева
концов труб до пластичного состояния
и последующим сдавливанием – осадкой;
— сварка встык
деталями с закладными электронагревателями;
— сварка встык при
помощи муфт с закладными электронагревателями
или нагретым инструментом;
— сварка седловых
отводов с закладными электронагревателями.
2.4.1. Способы предупреждения и выявления вероятных дефектов в соединениях полиэтиленовых труб.
2.4.1.1. Проверка
соответствия квалификации сварщика
для выполнения сварки полиэтиленовых
материалов.
2.4.1.2. Технический
осмотр сварочных устройств –
нагревательного инструмента, сварочного
центратора, блока питания, торцовки.
2.4.1.3.
Визуально-измерительный контроль
качества применяемых труб и соединительных
деталей.
2.4.1.4. Проверка
качества сборки под сварку труб и
отводов.
2.4.1.5. Операционный
визуальный контроль.
2.4.1.6. Контроль
образцов сварных стыков физическими
методами – механические испытания
разрушением.
2.4.1.7. Визуальный
и измерительный контроль сварных
соединений, должен проводиться в
стопроцентном объеме для всех свариваемых
изделий.
По внешнему виду
и размерам сварное стыковое соединение
должно соответствовать следующим
основным требованиям:
— угол излома
продольной оси труб в стыке и приваренным
к ним соединительным деталям не должен
превышать 100;
— вытесненный из
стыка материал-полиэтилен (грат)
должен быть равномерно распределен по
всему круговому периметру стыка,
образовавшиеся и рядом расположенные
оба валика грата должны быть симметричными;
— ширина грата
должна быть не менее двух усредненных
его высот;
— поверхность грата
должна быть гладкой без пор, трещин,
впадин;
— грат симметричен
по размерам выступов, и одинакова
требуемая высота по всему периметру
кольцевого шва – это качественно
необходимое условие соединения;
— размеры валиков
наружного грата швов зависят от толщины
стенки трубы и возрастают с ее увеличением;
— стыки, забракованные
при визуально-измерительном контроле,
исправлению
не подлежат
– они должны быть вырезаны.
2.4.1.8. Для оценки
качества сварных соединений образцов
с помощью разрушающих механических
испытаний производится сплющивание
(сжатие) муфтовых соединений, а седловые
отводы проверяются на отдир (отшепление).
При испытаниях
муфтовых соединений может произойти
хрупкое или пластическое разрушение.
Пригодность его определяется
соответствующими нормативами.
Испытание седловых
отводов на отрыв производится до полного
отделения отвода от трубы. Результаты
положительны, если разрушение носит
вязкий характер со следами «вырыва»
материала из поверхности трубы на 80%
площади сварки.
2.4.1.9. Внешние
признаки дефектов сварных стыковых
соединений полиэтиленовых труб,
выявленных визуально-измерительным
контролем:
— различие по высоте
грата в разных местах кольцевого шва
более чем на 50%;
— высота и ширина
наружного грата меньше требуемых
значений;
— высота и ширина
наружного грата значительно больше
требуемой
— различие по высоте
и ширине левого и правого валиков грата;
— валики грата
чрезмерно высоки и разделены между
собой очень глубокой канавкой;
— впадина между
валиками грата расположена ниже наружной
и внутренней поверхности трубы;
— различие по высоте
левого и правого валика грата в связи
со смещением заготовок труб;
— различна высота
грата по окружности и отсутствует
впадина между валиками;
— шов грата с
многочисленными наружными раковинами;
— зазор между
охватывающей частью седлового отвода
и трубой;
— температурная
деформация (изгиб) наружной поверхности
отвода;
— зазор между
охватывающей частью муфты и трубой;
— искривление
(смещение, излом) осей трубы и муфты;
— появление расплава
на поверхности муфты;
— при сварке труб
встык нагретым инструментом (не с муфтой)
должна производиться вырезка вдоль
трубы и испытания одного процента
свариваемых труб на растяжение. Испытания
считаются выдержанными, если предел
текучести трубы из полиэтилена ПЭ 63
(ПНД) будет
![]() ,
,
а из ПЭ 80 (ПСП) будет![]() .
.
Фитинги — неотъемлемая часть системы ПНД трубопроводов, служащие для соединения различных участков труб. Однако иногда возникает проблема, когда фитинги начинают течь, приводя к утечкам жидкости или газа. Почему так происходит?
Одной из возможных причин течи фитингов на ПНД трубе может быть неправильная установка или несоответствие размеров. При сборке трубопровода необходимо обеспечить правильное соединение фитингов с трубами, чтобы исключить проникновение воды или газа. Также важно использовать фитинги соответствующего диаметра и марки материала, чтобы обеспечить надежное соединение.
Существует несколько способов стыковки фитингов на ПНД трубах. Один из них — использование фланцев. Фланцы — это металлические кольца с отверстиями, которые монтируются на концах труб и фитингов. Они позволяют надежно соединить элементы системы и обеспечивают герметичность соединения. Кроме того, фланцы позволяют легко демонтировать фитинги при необходимости.
Для надежного крепления фитингов на ПНД трубах также могут использоваться различные способы. Например, можно применить крепления, состоящие из винтовых зажимных элементов, которые плотно фиксируют фитинги на трубе. Также часто используются пластмассовые или металлические зажимы, которые обеспечивают надежное крепление фитингов и исключают возможность их смещения или повреждения.

Причины течи фитингов на ПНД трубе
Фитинги на ПНД трубе могут начать течь по разным причинам. Одной из основных причин является неправильное соединение фитингов с трубой. Если фитинги не были закреплены должным образом, например, не были надежно затянуты гайками или не были использованы нужные материалы для герметизации, то с течью можно столкнуться в самом начале эксплуатации трубопровода.
Другой причиной течи фитингов может быть неправильная установка или монтаж трубы. Если при монтаже не были соблюдены технологические процессы, например, не был обеспечен правильный угол наклона трубы, то возможны протечки на месте соединений с фитингами.
Также течь фитингов на ПНД трубе может быть связана с износом и повреждениями материала. Если фитинги были изготовлены из низкокачественного материала или просто подверглись механическим повреждениям, то со временем они могут начать пропускать воду или газ.

Почему фитинги текут на ПНД трубах: способы крепления
Для предотвращения течи фитингов на ПНД трубах существуют различные способы крепления.
- Одним из способов является использование герметика. При установке фитингов на ПНД трубу необходимо использовать специальную герметизирующую пасту или ленту. Это позволяет обеспечить плотное соединение и предотвратить протечки.
- Еще одним способом крепления фитингов на ПНД трубах является использование зажимов или хомутов. Они надежно закрепляют фитинги и обеспечивают герметичность соединения.
- Также можно использовать специальные сварочные методы для крепления фитингов на ПНД трубе. С помощью сварки можно достичь очень прочного и надежного соединения, которое будет герметичным.
Важно помнить, что правильное и надежное крепление фитингов на ПНД трубе является ключевым для предотвращения течи. При монтаже и установке трубопровода необходимо соблюдать все требования и рекомендации производителя, а также использовать качественные материалы и инструменты.
Какого сантехника Вы вызываете?
ЧастникаИз ЖЭКа

Влияние монтажных ошибок на течь фитингов на ПНД трубах
Фитинги на ПНД трубах часто подвержены течам из-за неправильного монтажа и отсутствия правильного крепления. Одной из основных причин течи фитингов является неправильное соединение самой трубы с фитингом. Излишне слабое или слишком сильное закручивание гайки может привести к возникновению межфитинговых пространств, в которых образуется утечка.
Кроме этого, недостаточная герметичность фитингов может быть обусловлена плохим качеством самой трубы или непоследовательным давлением гидравлической системы. Если труба имеет изъяны или проколы, то фитинги не смогут обеспечить плотное соединение.
Способы крепления фитингов на ПНД трубах могут влиять на их прочность и герметичность. Правильное использование специальных крепежных элементов, таких как зажимы или скобы, может предотвратить возникновение течей. Кроме того, при использовании фланцевых соединений необходимо обеспечить правильную установку фланцев и их герметичность с помощью специальных герметиков или прокладок.
Роль качества материала в проблемах с фитингами на ПНД трубе
Почему текут фитинги на ПНД трубах? Одна из главных причин заключается в низком качестве материала, используемого при изготовлении. ПНД трубы изготавливаются из полиэтилена высокой плотности, который обладает хорошими показателями прочности, гибкости и устойчивости к воздействию внешних факторов. Однако, если материал низкого качества, то такие трубы могут иметь множество дефектов и неоднородностей, что в свою очередь приводит к проблемам со стыковкой фитингов.
Текущие фитинги на ПНД трубах могут происходить из-за несоответствия размеров или некачественного прилегания. Если размеры фитингов и труб не соответствуют друг другу, то создается дополнительный объем, в котором может скапливаться и течь вода. Также, если прилегание фитингов не достаточно плотное и герметичное, то через микротрещины может просачиваться вода, вызывая течь.
Почему фитинги на ПНД трубах нужно крепить?
Способы крепления фитингов на ПНД трубах имеют свою важную роль в предотвращении проблем с текучестью. Крепление фитингов обеспечивает необходимую надежность и герметичность соединений, что препятствует возникновению течей.
Одним из способов крепления фитингов на ПНД трубах является использование фланцев. Фланцы позволяют сделать надежное и герметичное соединение с использованием болтов и гаек. Это позволяет обеспечить нужное давление и предотвратить появление течей.
Кроме фланцев, также используются другие способы крепления фитингов на ПНД трубах, например, использование специальных зажимов или муфт. Важно, чтобы крепление было правильно выполнено с учетом всех технических требований и рекомендаций производителя, чтобы обеспечить надежность соединений и предотвратить возможные проблемы со текучестью.
Способы стыковки фланцами и крепления фитингов на ПНД трубах
Фитинги используются для соединения и перехода от одного диаметра к другому на ПНД трубах. Однако иногда могут возникать проблемы с течью фитингов, что может привести к нежелательным последствиям. Поэтому особое внимание следует уделить выбору правильного способа стыковки и крепления фитингов.
Один из способов стыковки фитингов — использование фланцев. Фланцевая стыковка подразумевает использование специальных уплотнительных прокладок и болтов для соединения фланцев между собой. Этот метод обеспечивает надежное и герметичное соединение, предотвращая возможные течи. Однако требуется точная установка и правильное затяжение болтов для достижения оптимальных результатов.
Кроме использования фланцев, существуют и другие способы крепления фитингов на ПНД трубах. Например, можно использовать специальные муфты для стыковки, которые позволяют быстро и легко устанавливать фитинги. Также можно применять сварку для крепления фитингов непосредственно к трубе. Этот способ обеспечивает прочное и надежное соединение, однако требует определенных навыков и использования специализированного оборудования.
Почему фитинги на ПНД трубах могут течь? Причины таких течей могут быть различными. Недостаточная надежность и плотность стыковки фитингов, неправильное установление уплотнительных элементов, недостаточное затяжение болтов — все это может приводить к появлению утечек. Также, при использовании некачественных или поврежденных фитингов или труб, возможно образование местных дефектов или трещин, что также может быть причиной течи.
Важно при выборе и использовании способов стыковки и крепления фитингов на ПНД трубах учитывать специфику конкретной ситуации и требования эксплуатации системы. Правильный выбор и установка фитингов обеспечит надежную и безопасную работу системы, исключая возможные течи и проблемы с эксплуатацией.
Последствия неправильного крепления фитингов на ПНД трубе
Неправильное крепление фитингов на ПНД трубе может привести к серьезным последствиям, включая течи и утечки воды. Если фитинги не закреплены достаточно плотно и правильно, они могут ослабиться или полностью оторваться от трубы, что приведет к проникновению воды в окружающую среду. Такие утечки воды могут привести к повреждениям стен, потолков и другим последствиям, требующим дополнительного ремонта и материальных затрат.
В случае неправильного крепления фитингов на ПНД трубе также возможно образование скрытых утечек. Это может произойти, например, если фитинги плотно не затянуты или если нарушена целостность материала трубы или фитинга. Скрытые утечки воды могут долгое время оставаться незамеченными, что может привести к накоплению влаги, возникновению плесени и множеству других проблем в помещении.
Почему фитинги текут на ПНД трубах
Существует несколько причин, по которым фитинги могут течь на ПНД трубах. Одна из таких причин — неправильная установка и крепление фитингов. Если фитинги не были правильно затянуты или были затянуты слишком сильно, это может привести к его деформации или повреждению, что в свою очередь вызовет протечку.
Другая причина течи фитингов на ПНД трубе может быть связана с низким качеством материалов или изготовлением самого фитинга. Если фитинг изготовлен из недолговечного или низкокачественного материала, это может привести к его деформации или даже трещинам, что, в свою очередь, вызовет протечку.
Также важно учитывать, что некачественное крепление фитингов может привести к повреждению самого фитинга или трубы. Если фитингы не были установлены и закреплены должным образом, при повышенном давлении в системе могут произойти разрывы или разрывы фитингов, в результате чего будет протекать вода.
Как избежать течи фитингов на ПНД трубе: рекомендации
Установка ПНД труб и фитингов требует особого внимания и тщательного подхода, чтобы избежать возможности течи соединений. Во-первых, необходимо правильно подготовить поверхности перед соединением. Очистите концы труб и фитингов от грязи и пыли с помощью специальных средств и отшлифуйте поверхность до идеальной гладкости.
Также важно выбрать правильное количество и качество фитингов. Используйте только фитинги, рекомендованные производителем трубы и учитывайте параметры вашей системы. При выборе фитингов обратите внимание на их материал — он должен быть совместим с материалом трубы.
Не менее важным является правильный способ установки фитингов на ПНД трубе. Рекомендуется использовать метод горячего сваривания для герметичного соединения. Этот метод позволяет создать надежные и прочные соединения, исключая возможность течи. При использовании других методов соединения, таких как механические соединения или клеевые соединения, необходимо уделять особое внимание качеству и надежности выполнения соединения.
Почему фитинги текут на ПНД трубах: способы крепления
Течь фитингов на ПНД трубе может возникнуть по разным причинам. Одна из них — неправильный способ крепления фитингов. Если фитинги не закреплены достаточно крепко, могут возникать проблемы с герметичностью соединения и возможно появление течи.
Для предотвращения течи фитингов на ПНД трубе необходимо выбирать правильный способ крепления. Один из наиболее надежных способов — использование фланцев. Фланцы создают прочное и герметичное соединение между трубой и фитингом, исключая возможность возникновения течей.
Также важно обратить внимание на качество использованных материалов. Используйте только высококачественные фитинги и материалы, совместимые с ПНД трубой. Это гарантирует надежность и прочность соединения и исключает возможность течи.
Форум сантехников профессионалов задать Вопрос
Содержание статьи:
- 1 Причины течи фитингов на ПНД трубе
- 2 Почему фитинги текут на ПНД трубах: способы крепления
- 3 Влияние монтажных ошибок на течь фитингов на ПНД трубах
- 4 Роль качества материала в проблемах с фитингами на ПНД трубе
- 5 Почему фитинги на ПНД трубах нужно крепить?
- 6 Способы стыковки фланцами и крепления фитингов на ПНД трубах
- 7 Последствия неправильного крепления фитингов на ПНД трубе
- 8 Почему фитинги текут на ПНД трубах
- 9 Как избежать течи фитингов на ПНД трубе: рекомендации
- 10 Почему фитинги текут на ПНД трубах: способы крепления
- 11 Форум сантехников профессионалов задать Вопрос
На чтение 11 мин. Опубликовано
Содержание
- Брак стыка – возможна ошибка сварщика
- Дефекты сварки труб пнд
- Предисловие
- Введение
- 1 Область применения
Брак стыка – возможна ошибка сварщика
При монтаже полиэтиленовых труб наиболее применяемы и популярны такие виды сварки как терморезисторная и стыковая. О принципах, технологии и самом процессе сварки было сказано уже довольно много, и эта информация общедоступна для специалистов, которые занимаются монтажом. Данная статья посвящена ошибкам, допускаемым сварщиками при монтаже полиэтиленовых труб, которые приводят к браку соединения (стыка). Конечно же, никто не хочет обижать сварщиков и говорить, что они допускают неточности при монтаже, но, как показала практика, наличие подобных ошибок – реальный факт, и это необходимо учитывать. Как правило, при браке стыка чаще всего обвиняют поставщиков трубы, сварочного оборудования или фасонных изделий, говоря о плохом качестве поставляемой продукции, и мало кто допускает возможность ошибки сварщика. Поставщик, защищаясь от таких претензий, вынужден обращаться в независимые лаборатории, в которых стыки сомнительного качества испытывают и делают соответствующие заключения. В 90 процентах случаев вина поставщиков не подтверждается. Однако, выясняя это, монтажная организация должна ожидать заключения около двух недель (а то и более), а это время простоя и соответственно штрафные санкции. Наши рекомендации помогут исключить разногласия между поставщиком и монтажной организацией, если правильно определить качество стыка на месте (в траншее) или предотвратить неправильные действия сварщика во время сварки и принять меры по устранению брака в течении считанных минут.


Появление брака стыков обусловлено прежде всего человеческим фактором, т.е. чем меньше сварщик производит действий со сварочным аппаратом в процессе сварки, тем качественнее получается стык. Хорошее качество сваренных стыков достигается за счет использования современного автоматического сварочного оборудования, где влияние человека ощутимо только на стадии подготовки трубы к сварке. К сожалению, такое оборудование достаточно дорогое и не все имеют возможность его приобрести. Альтернативой дорогому оборудованию могут быть полуавтоматические сварочные аппараты – они более дешевые и своим качеством не уступают автоматическим, однако в таких аппаратах качество сварного стыка напрямую зависит от правильности действий человека с данным оборудованием и трубой, которую необходимо сварить. Рассмотрим поэтому влияние человеческого фактора на все стадии стыковой и терморезисторной сварки с использованием полуавтоматических станций и типичные ошибки, которые могут привести к образованию некачественного стыка.
Больше всего проблем возникает при стыковой сварке, поэтому начнем с нее. Условно работу сварщика при стыковой сварке можно разбить на несколько стадий (этапов).
1. Подготовка трубы к сварке.
2. Установка давления передвижения (нулевого давления).
3. Торцевание.
4. Сварка.
5. Остывание.
Первая стадия – подготовка к сварке начинается с определения сопоставимости труб на «одинаковость», т.е. две свариваемые части трубы должны быть выполнены из одной и той же марки полимера, иметь одинаковые толщины стенок и назначение – для газо- или водоснабжения, или канализации. В случае различных материалов и толщин стенок приемлема только терморезисторная сварка, правда, толщину стенки можно изменить с помощью «проточки», но это больше касается привариваемых фитингов к трубе. После определения «одинаковости» трубы она устанавливается в центратор. Центратор предназначен для выравнивания овальности трубы и хорошего зажима при контакте во время сварки. При неправильной установке в конечном итоге могут получиться стыки следующего вида (рис. 1).
На второй стадии происходит установка давления передвижения (нулевого давления). Давление передвижения является одним из основных параметров начального процесса сварки и, к сожалению, на полуавтоматических аппаратах, оно полностью зависит от человеческого фактора. Известно, что для получения рабочего давления сварки необходимо суммировать величины табличного показателя давления (он указан в таблицах сварки) и давления передвижения. Табличный показатель постоянен для определенного типа и размера трубы, а вот второй показатель является переменным и его надо вычислять при сварке каждого нового стыка. Неправильная установка нулевого давления приводит к недостаточному или чрезмерному рабочему давлению (рис. 2) .
При соблюдении правильных действий на первых двух стадиях, третья – торцевание – наиболее легкая. Необходимо дождаться, чтобы в момент торцевания труб стружка с обеих сторон торцевателя была равномерной и цельной, как минимум, на два-три диаметра торцуемой трубы.

На четвертой стадии – самом процессе сварки – качество стыка зависит не только от мастерства сварщика, но и от применяемого оборудования, в частности от качества работы нагревающей плиты, как основного элемента сварочного аппарата. Что же касается человеческого фактора, то при прогреве торцов трубы сварщик может неверно подобрать время прогрева, которое приводится в таблицах сварки, и допустить механическое повреждение торцов разогретой трубы в момент изъятия торцевателя (рис. 3).
Остывание (пятая стадия) происходит при рабочем давлении. Если аппарат исправен, то на этой стадии влияние человеческого фактора на качество стыка отсутствует.
Из вышеприведенного можно сделать вывод: примерно 35 % брака обусловлено неисправностями используемого оборудования, а 65 % – неправильной работой сварщика.
При терморезисторной сварке ошибки происходят в основном на стадии подготовки трубы и фитинга к сварке, а также на этапе остывания. В стадии сварки ошибки преимущественно вызваны неисправностью сварочного оборудования или источника питания, к которому это оборудование подключено, а также использованием некачественного фитинга. Если на данном этапе не использовать вспомогательное оборудование (к примеру, позиционер), то это тоже может привести к браку стыка (рис. 4).
Процесс подготовки к сварке заключается в снятии оксидного слоя на свариваемых концах трубы, фаски на торцах, правильной установке фитинга и обеспечении непопадания грязи на очищенную поверхность, как трубы, так и фитинга. Невыполнение хотя бы одного из этих пунктов, в конечном итоге, влечет за собой брак стыка (рис. 5) .
На стадии остывания при терморезисторной сварке свариваемую трубу следует не трогать, не перемещать и предохранять от внешних повреждений.
Конечно, все вышесказанное относится только к визуальному контролю и окончательно о качестве стыка можно судить только после дополнительных испытаний. Однако, если исходя из внешнего вида стыка можно быстро устранить брак, а не судиться с поставщиками (о чем было сказано выше), то монтажная организация только будет в выигрыше.
Теперь рассмотрим лабораторный метод проверки качества сварного соединения, который может включать (в зависимости от типа соединения):
1. Испытание на осевое растяжение.
2. Испытание при постоянном внутреннем давлении.
3. Испытание на отрыв.
4. Испытание на стойкость к удару.

Испытанию на осевое растяжение (его еще часто называют физико-механические испытания) подвергаются соединения, выполненные сваркой встык. Для данного испытания необходимо с испытуемого образца вырезать лопатку–образец (рис. 6). Ось лопатки-образца длиной не менее 180 мм должна быть параллельна оси трубы. Сварной шов должен располагаться посередине лопатки. Толщина образца должна быть равной толщине стенки трубы. Образцы не должны иметь раковин, трещин и других дефектов. Образец-лопатку растягивают на разрывной машине.
Подробно методика испытаний изложена в ДСТУ Б В.2.7-73 «Трубы полиэтиленовые для подачи горючих газов. Технические условия» и ГОСТ 11262 «Пластмассы. Метод испытания на растяжение».
Согласно действующему в настоящее время ДБН В.2.5-20 «Газоснабжение» качественным является стык, предел текучести при растяжении которого не меньше предела текучести основного материала трубы. Более прогрессивным методом считается определение качества соединения по характеру разрушения лопатки. Так, разрушение должно произойти по материалу трубы или же по сварному шву, но обязательно иметь при этом пластичный характер. В случае хрупкого разрушения сварной шов бракуют.
Испытанию при постоянном внутреннем давлении подвергаются сварные соединения, выполненные с помощью терморезисторной и стыковой сварки (согласно уже упоминавшемуся ранее ДБН В.2.5-20, п.17.9, «все методы сварки труб допускается испытывать на стойкость при постоянном внутреннем давлении»). Испытания выполняют на образцах, представляющих собой отрезки сваренных между собой труб, снабженные с двух сторон заглушками, которые обеспечивают герметизацию образца и соединение с приспособлением для подачи давления. В случае испытания соединения типа «седло» необходимо также заглушить отводы седлового фитинга. Подробно с методикой испытания на стойкость при постоянном внутреннем давлении можно ознакомиться в ГОСТ 24157.
Испытание проводится при двух испытательных температурах среды – 20 и 80 °С соответственно. Образец u1087 погружается в воду и выдерживается при заданном давлении (определяемом в зависимости от геометрии и типа материала трубы) заданное время. Если образец разрушился до истечения контрольного времени или потерял герметичность соединения, то результат считается негативным (при чем, если разрушение произошло по основному материалу трубы, то это свидетельствует о некачественной трубе, а не сварном соединении).
Испытанию на отрыв подвергаются сварные соединения, выполненные с помощью терморезисторной сварки: для соединений типа «муфта» (соединение с помощью муфт, редукционных муфт, тройников и т.п.) (рис. 7) и для соединений типа «седло» (рис. 8).
Образец для испытания представляет собой половину сварного соединения разрезанного вдоль трубы параллельно ее оси. На трубу устанавливаются обжимные плиты вплотную к приваренной детали, которые сжимают трубу таким образом, чтобы расстояние между ними было равным удвоенной толщине стенки трубы. Качественным считается соединение, при котором отрыв не произошел вовсе или измеренная длина шва без признаков разрушения составляет не менее 40% общей длины зоны сварки.

 |
Критерием оценки качества соединения при данном испытании является отсутствие разрушения данного соединения или пластичный характер разрушения по замкнутому контуру. Испытанию на стойкость к удару подвергаются сварные соединения типа «седло», выполненные с помощью терморезисторной сварки. Для этого испытания вырезается образец с приваренным седловым отводом (рис. 9). Суть испытания заключается в нанесении удара свободно падающим грузом массой 5 кг с высоты 5 м. Удары производятся два раза с обеих сторон седлового отвода. После нанесения ударов образец подвергают испытанию на герметичность. В оптимальном случае проверку качества стыка проводят не только визуально, но и с помощью лабораторных методов. Для полной картины оценки качества всего сваренного трубопровода необходимо подходить комплексно. И все же при соблюдении правильности процесса сварки можно говорить о качестве сварных соединений непосредственно на объекте и убеждаться в этом, проводя испытания лабораторными методами. Источник: «Полимерные трубы — Украина» Источник Дефекты сварки труб пндНАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ ДЕФЕКТЫ В СВАРНЫХ СОЕДИНЕНИЯХ ТЕРМОПЛАСТОВ Imperfections in thermoplastic welding joints. Description and evaluation Предисловие1 ПОДГОТОВЛЕН Федеральным государственным учреждением «Научно-учебный центр «Сварка и контроль» при МГТУ им.Н.Э.Баумана (ФГУ «НУЦСК» при МГТУ им.Н.Э.Баумана), Национальным агентством контроля и сварки (НАКС), ЗАО «Полимергаз», ООО «ТЭП» на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4 2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы» 4 Настоящий стандарт является модифицированным по отношению к стандарту Немецкого союза по сварке и смежным технологиям ДВС 2202-1:1989* «Дефекты в соединениях термопластов: характеристики, описания, оценка» (DVS 2202-1:1989 «Imperfections in thermoplastic welding joints: features, descriptions, evaluation», MOD) путем внесения технических отклонений, объяснение которых приведено во введении к настоящему стандарту. * Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных. Наименование настоящего стандарта изменено относительно наименования ДВС 2202-1:1989 для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5) 6 ПЕРЕИЗДАНИЕ. Август 2020 г. Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок-в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru) ВведениеНастоящий стандарт разработан в рамках создания современной отечественной нормативной базы в области сварки термопластов, гармонизированной с международными региональными стандартами и стандартами технически передовых стран. Его введение будет способствовать повышению конкурентоспособности отечественной продукции. Основными отличиями (техническими отклонениями) настоящего стандарта от стандарта Немецкого союза по сварке и смежным технологиям ДВС 2202-1:1989 являются следующие: — установление единых наиболее высоких требований к сварным соединениям вместо их классификации по трем группам в зависимости от уровня предъявляемых требований, поскольку при этом возможно неоправданное снижение качества соединений из-за отсутствия четких критериев их классификации; — ограничение области применения стандарта для свариваемых заготовок с толщиной стенки до 15 мм и труб с номинальным диаметром до 160 мм. 1 Область примененияНастоящий стандарт описывает дефекты в сварных соединениях термопластов и классифицирует в зависимости от их характеристик. Стандарт распространяется на сварные соединения заготовок с толщиной стенки не более 15 мм и труб с номинальным диаметром не более 160 мм. Описание дефектов основано на терминологии немецкого национального стандарта ДИН 32502 [1]. Классификация позволяет определять, находятся дефекты в допустимых пределах или их наличие недопустимо с точки зрения обеспечения качества сварного соединения. В настоящем стандарте описаны дефекты для следующих сварочных процессов: Источник Один из наиболее популярных в мире кровельных материалов — 2 На сегодняшний день существует достаточно заметное 1 Начнем без предисловий, то есть сразу к делу. 1 Очень часто приходится наблюдать, как владельцы частных 1 |



