![]()
Методика
предупреждения ошибок учащихся при
ручной обработки древесины
Известно, что не ошибается
тот, кто ничего не делает. Многолетний
опыт работы учителей технологии,
освещенный в различных учебно-методических
пособиях, журналах, опыт работы учебных
мастерских свидетельствуют о том, что
полностью ошибок при ручной обработке
древесины учащимся не избежать. Анализируя
их причины, нашей основной целью стало
разработка мероприятий, направленных
на их предупреждение. Тем более что есть
типичные ошибки, повторяющиеся из года
в год.
Ошибки при изучении любого
предмета нежелательны, поэтому, изучая
ошибки, учащиеся будут сравнительно
легко устранять их, и объективно подходить
к разработке будущих проектов. Ведь
чаще всего ошибки в работе допускаемые
учащимися, являются следствием недоработок
учителя. Попробуем показать это на
примере обучения школьников ручной
обработки древесины.
Всегда ли этому важному
требованию уделяется должное внимание
в учебном процессе? Одних знаний тут
мало, нужна соответствующая привычка,
которая складывается не сразу. Эту
важную задачу надо держать на контроле
с первого дня пребывания учащихся в
мастерских. Как и во всём другом, здесь
обязан быть пример учителя, на рабочем
месте которого всегда должен быть
идеальный порядок.
Существует ряд требований
к размещению инструментов на рабочем
месте, на разъяснение которых учащимся
не следует жалеть времени. Надо пояснить,
что чаще используемый инструмент
располагают ближе, остальной дальше,
но, как правило, в пределах досягаемости,
слегка согнутых в локте правой и левой
руки. Не следует допускать такой раскладки
инструментов, когда работающему, чтобы
ими воспользоваться, приходится
поворачиваться, сгибаться или перекладывать
их из одной руки в другую и т.п. Всё это
элементарные требования эргономики.
Не менее важно и состояние
инструментов и оборудования: готовность
к работе, привлекательный внешний вид.
Полезно закрепить индивидуальные
рабочие места с имеющимся на них
инструментом за конкретным учащимся,
использовав карточки с их фамилиями,
определить порядок пользования
инструментами и приспособлениями общего
назначения. Плохо, когда учащийся
относится к своему рабочему месту как
к времянке. Например, так сильно зажал
заготовку клиньями, что она поднялась
над верстаком, и давай осаживать ее
сильными ударами киянки, ведь это может
привести к поломке упоров. Частая ошибка,
когда струги кладутся подошвой вниз.
При этом царапается поверхность
столешницы, и тупятся резцы.
Изготовление любой детали
начинается с разметки. От ее точности
зависит качество изделия. В 5-ом классе
на первых порах для этого приходится
использовать карандаш, линейку и
столярный угольник. И тут же начинаются
типичные ошибки. Неправильно приводится
карандашом риска, Разметка откладывается
не от нуля, а от единицы. Происходит это
потому, что проводят по искомому размеру.
Но измерить – значит сравнить с готовой
величиной. Следует совместить начало
линейки с краем плоскости, найти нужный
размер и провести разметочную линию. К
слову сказать, почти в каждом деле есть
свои маленькие хитрости. Надо помочь
учащимся взять их на вооружение.
Обычная ошибка, когда
искомый размер откладывается один раз,
а затем по линейке проводится линия
разметки, которая непараллельная кромке.
Нужно предупредить, что параллельность
может быть обеспечена, если проведены
две разметочные риски.
Часто ученики не понимают,
что значит разметить под прямой угол,
или, как мы говорим для краткости, — под
угольник. Ошибка состоит в том, что
угольник используется как линейка, т.е.
колодка не прижата к заготовке, отчего
риска выходит не под прямым углом. При
разметке нескольких заготовок и
последующем пилении размер оказывается
на 2-3 мм меньше, так как материал уходит
в опилки. Чтобы предупредить эту ошибку
есть два пути: первый
— размечать и отпиливать по одной
заготовке, а второй — провести риску
разметки и рядом с нею другую на расстоянии
2-3 мм. Этот припуск и пойдет на распил.
Нередко при
разметке ученик располагает пальцы на
линейке, и она при проведении риски
карандашом сдвигается. Для устойчивости
надо расположить пальцы не только на
линейке, но и на размечаемой плоскости.
При разметке заготовки на две равные
части, особенно, если она длиннее линейки,
учащимся приходится измерять ее
неоднократно. А есть простой способ.
На линейке или просто планке отметить
на глаз примерно половину, прижать этот
размер пальцем, совместить его с кромкой
заготовки и провести риску. Затем, не
сдвигая палец с размера, отложить его
с противоположной стороны. Между двумя
рисками будет искомая величина, которую
можно отметить на глаз — погрешность
будет невелика.
При разметке
заготовки по шаблону следует предупредить
учащихся, что размер получается несколько
большим. Для точности прямые линии
следует обвести с помощью линейки.
Без знания
азов черчения, особенно на первых порах,
учащимся трудно выполнять разметку,
как это положено, от осевых линий.
Например, деталь симметричная, даны
размеры центров отверстий, а учащийся
выясняет, какой размер от края заготовки
до отверстия.
При разметке
рейсмусом первоначальная ошибка —
непараллельные линии. Ученики не сразу
овладевают этим инструментом. Надо
потренировать их на бросовом материале.
На первых порах детям трудно удержать
одной рукой заготовку, а другой рейсмус
и провести им риску. Можно рекомендовать
им закрепить заготовку на верстаке.
Бывает, что иголки рейсмуса великоваты
и врезаются глубоко в материал, что
затрудняет проведение параллельной
линии. Необходимо наклонить рейсмус,
чтобы по материалу скользила его ножка.
Еще лучше, чтобы ученический рейсмус
имел низкую иглу.
Нередко дети
забывают про рейсмус и пытаются провести
разметку линейкой. Это можно делать,
если его нет под рукой. Для этого следует
отложить ногтем большого пальца правой
руки необходимый размер на линейке.
Прижать палец к кромке материала, а к
концу линейки карандаш и, двигая ноготь
на себя, произвести параллельную риску.
При освоении
штангенциркуля типичная ошибка —
неправильный хват. При этом ученик не
отодвигает подвижную губку большим
пальцем, а пытается раздвинуть обе
губки двумя руками. Получается, что ему
как бы не хватает третьей руки для
удержания заготовки. Путь исправления
этой ошибки — показ правильного приема
и упражнения. Другая типичная ошибка —
отсчет размера от 0 до начала подвижной
губки, а не первой риски нониуса. Выход
здесь тот же — закрепление правильного
приема упражнениями.
Массовая
ошибка при работе на токарном станке
по дереву, когда размер «ловится» по
всей длине заготовки. Отсутствие опыта
ведет к уменьшению размера, а значит, к
браку. Следует неоднократно повторять,
что размер протачивается на расстоянии
5-7 мм от края и в случае ошибки этот
кусочек можно отрезать.
Немало типичных
ошибок допускают учащиеся и при усвоении
операции строгания. Знакомство с ним
начинается в 5-м классе, когда ученики
к этому физически еще не готовы. Струги
«взрослые», и для детей тяжелы.
Дополнительную трудность вносят не
регулируемые по их росту верстаки. И,
конечно, очень желательно, чтобы, особенно
на первых порах, древесина, предназначенная
для обработки, была сухой и мягких пород.
В процессе
строгания можно выделить три составляющие:
начало движения, его основная часть и
окончание. В первый момент преодолеваются
инерция и сопротивление материала,
струг скользит, недостаточно врезаясь
в древесину. Основное движение происходит
обычно нормально, а вот прекращение его
характеризуется более глубоким захватом,
ибо к тяжести струга добавляется давление
наклоненной верхней части туловища.
Все это стоит предусмотреть и
скорректировать разъяснением.
Следующая
типичная ошибка, когда строгают дальше
линии разметки. Приходится неоднократно
предупреждать, что строгать надо до
нее, сохраняя разметку. Или ученик
строгает, ориентируясь лишь на линию
разметки со своей стороны.
Возникновение
ошибок можно предупредить различными
приемами. Например, применяя несложное
приспособление. У стусла сделаны по
бокам дополнительные стеночки с пазами.
Они подвижны и закрепляются гайкой-барашком.
Зафиксировав высоту заготовки, ученик
закладывает ее
в стусло
и подгоняет под необходимый размер.
Или применяем
рубанок, у которого с двух сторон
прикреплены регулируемые по высоте
планки, с помощью которых при окончательном
строгании выдерживаются необходимый
размер и параллельность.
Строгая
длинные заготовки, учащиеся часто
допускают перекос плоскости, получается,
как бы винт-пропеллер. Происходит это
от неумения и отсутствия контроля
вовремя работы. Бывает, что на холостом
ходу ученики не тащат струг, а переносят,
совершая тем самым ненужную работу.
Частенько при косослое они переворачивают
не заготовку, а струг и тянут его на
себя, также привнося в работу неудобство.
При наладке
стругов допускаются обычно две ошибки.
Из-за малого вылета резца стружка не
снимается или при большом вылете резец
врезается в древесину, словно топор.
Это особенно часто происходит при
отсутствии регулирующего его выход
винта. Еще одна типичная ошибка —
перекос резца. Строгание тогда происходит
одной его выпущенной частью, поверхность
получается неровной, с типичной полосой.
Учащимся необходимо постоянно напоминать
о правильной наладке струга. И если с
шерхебелем дело обстоит проще — там
выход резца от 1 до 3 мм, то с рубанком
сложнее. У него правильный выход резца
— 0,1 мм. При этом стружка получается
тонкая, словно бумага. Ученики, знакомые
с наладкой рубанка с деревянной колодкой,
пытаются и в случае если она металлическая
выпустить резец ударами молотка, что
ведет к порче инструмента. Еще одна
ошибка, когда пытаются вынуть резец из
струга с деревянной подошвой, ударяя
по передней части рубанка или подбивая
резец, поставив инструмент на верстак.
Но это необходимо делать на весу и
обязательно держа, рубанок вверх
подошвой.
Начинающее
«мастера» сплошь и рядом пытаются
проверить чистоту простроганной
поверхности ладонью. А в результате —
занозы. При забивании летка стружкой
очищают его пальцами, что также
небезопасно. Учащиеся, обладающие
некоторым навыком, пытаются строгать
заготовку без предварительной разметки
да, вдобавок, проверять искомую толщину
от поверхности верстака. А ведь заготовка
сильно сжата упорами и слегка приподнята.
В результате ее размеры оказываются
заниженными.
При обработке
кромок фанеры во избежание отколов их
строгают примерно до середины, а затем
поворачивают заготовку и продолжают
строгать как бы поперек листа. Продольное
строгание выполняют с начала до конца.
Откол происходит и при торцевании
древесины, если не применить вспомогательный
брусочек, в сторону которого и проводится
строгание.
Важный этап
в усвоении технологических операций —
показ и продуманное объяснение. Учителя
показывают приемы их выполнения обычно
со своего рабочего места, и учащиеся
воспринимают это в зеркальном отражении.
Демонстрировать изучаемые операции
лучше на рабочем месте ученика, поставив
ребят так, чтобы они видели все из-за
вашего плеча. И показывать прием следует
несколько раз подряд. Ведь далеко не
каждый ученик схватывает и запоминает
все с первого раза. Демонстрируя приемы
хватки инструмента, надо обратить
внимание на опасность близкого
расположения пальцев правой руки к его
подошве. Строгание производится только
движением рук на полный размах, а корпус
при этом остается неподвижным, иначе
работающий быстро устанет.
При изготовлении
изделий круглого сечения (ручка для
лопатки, тяпки и т.п.) учащиеся нередко
отступают от давно отработанного
порядка. Сначала выстругивают заготовку
квадратного сечения заданного диаметра.
Затем каждую плоскость делят на три
равные части и состругивают четыре
ребра. После чего заготовка становится
восьмигранником. Еще раз, сострогав
ребра, получают шестнадцатигранник,
приближающийся к окружности в сечении.
Без напоминания об этом ученики
обрабатывают заготовку, предварительно
ее не разметив. В результате времени
затрачивается больше и изделие получает
в сечении овальную форму.
Типичные
ошибки допускаются и при пилении. Самая,
пожалуй, распространенная ошибка, когда
пиление производится по линии разметки,
а не рядом с ней со стороны остатка
материала. При разметке по одной
плоскости ножовка во время пиления
заваливается и получается перекос.
Необходимо размечать заготовку с трех
сторон и ориентироваться при пилении
на все разметочные линии. При работе
без стусла и упоров заготовка скользит
по верстаку. Иногда ученик зажимает ее
вертикально и пилит согнувшись. Вполне
уместна в этом случае шутка, что очень
неудобно чесать левой рукой за правым
ухом. Она порой срабатывает куда лучше
замечания. Нередка ошибка, когда
заготовку размечают и распиливают на
несколько частей, а они получаются
меньшего, чем надо, размера. На вопрос,
почему так происходит, ученики обычно
дают правильный ответ: часть материала
при распиливании превращается в опилки.
Как быть? Можно размечать и пилить по
одной заготовке или оставлять между
рисками разметки зазор в 2-3 мм на распил.
Недопустимо
делать запил без приспособления или
упора, расположив руку близко к ножовке.
В мастерской для этого надо иметь
специальное приспособление, а в других
случаях использовать брусочек, по торцу
которого и производить запил. При
пилении длинной заготовки ее обычно
кладут на две опоры, но в конце реза
ножовка зажимается. Чтобы избежать
зажима, один конец заготовки должен
свисать. Но чтобы в конце пиления не
произошло откола, его надо поддержать.
Ошибка,
встречающаяся у большинства учеников,
когда пропил выполняется не под прямым
углом к кромке и поверхности верстака,
потому что заготовка зажимается, как
попало. При этом пилят они изогнувшись.
Приходится неоднократно поправлять
их, пока не наработается необходимый
навык. Примелькавшаяся ошибка — неверный
наклон ножовки при распиливании.
Напомним, что при пилении древесины он
должен составлять примерно 45°, а фанеры,
что еще важнее, — 15°. И как только он
увеличивается, ножовку затирает.
Случается, что ученики вообще, не
мудрствуя лукаво, пытаются пилить фанеру
под прямым углом к кромке, что ведет к
раскрашиванию ее слоев.
Лучковую
пилу, как показывает опыт, используют
реже. Хотя при изготовлении шиповых
соединений и других подобных работ это
наиболее удобный инструмент. Иногда
вместо нее применяют ножовку по металлу.
Но, во-первых, это не совсем удобно:
закрывается линия разметки, а во-вторых,
инструмент рекомендуется применять по
прямому назначению. Иное дело —
использование самодельных лучковых
пил с полотном от ножовки по металлу.
Это удачная конструкция, легкая и весьма
удобная, тем более для младших классов.
С продольным
распилом заготовок больших размеров
учащиеся практически не имеют дела, но
получить представление об этой операции
им необходимо. Обычная ошибка при этом
— увод полотна от линии пиления. Чтобы
ее исключить, нужны разметка с обеих
сторон и контроль во время пиления.
Частая неправильность, когда заготовка
высоко поднята над верстаком. От этого
возникают излишняя вибрация, неудобство,
потому что высоко подняты руки.
Рекомендуется поднимать заготовку по
мере пропила, работать с интервалами.
На первых
порах работы с лучковой пилой часто
случается неправильный хват — зубья
направлены к себе. Необходимо не только
показать, как надо правильно держать
этот инструмент, но и пояснить, что
рабочий ход, по логике, должен быть
только от себя. При этом пилящий
наваливается корпусом, используя силу
земного притяжения, что облегчает
работу. Частенько ученики завышают
темп пиления. Он должен быть в пределах
60-80 движений в минуту. Надо также
разъяснить учащимся, что нельзя во
время работы бросать ножовку куда
попало. Это может привести к травме.
Опыт показал,
что рассказ об операции сверления надо
начинать не с коловорота и дрели, а со
сверлильного станка. Неизменная ошибка
учеников при овладении ручным сверлильным
инструментом — завал его, а значит,
сверление под углом при требовании
перпендикулярности. Другие ошибки
начинающих: вращение сверла против
часовой стрелки, сверление на верстаке
сквозного отверстия без подкладки под
заготовку и предварительной наметки
отверстия шилом.
При сверлении
перовым сверлом его нередко поднимают,
не досверлив до конца. Затем на ходу
пытаются ввести в отверстие вновь, из-за
чего у него получаются рваные края.
Необходимо выключить станок, вставить
сверло в отверстие и продолжать сверление.
Обычно в 7-м
классе происходит знакомство учащихся
с заточкой сверл. Показывать эту операцию
следует обязательно на сверле большого
диаметра, у которого хорошо видны
режущие кромки, неправильности заточки.
Если режущая кромка ниже задней, оно
просто не врезается в материал, особенно
твердых пород.
При сборке
изделий на гвоздях, шурупах, шиповых
соединениях часто встречаются такие
ошибки. На вопрос к учащимся, умеют ли
они забивать гвозди, обычно следует
ответ «Да». Как правило, забивая гвоздь,
особенно длинный, ученик удерживает
его у основания, при этом соскользнувший
со шляпки молоток, двигаясь по стержню
гвоздя как по направляющей, бьет по
пальцам, или гвоздь отклоняется от
вертикали и забивается косо, а то и
гнется, поскольку удары производятся
не под прямым углом. Мелкие гвозди
ученики забивают, не наколов шилом
отверстия. Отсюда также ушибы пальцев,
низкая производительность труда. В
некоторых соединениях гвоздь выходит
наружу и его требуется загнуть. Ученик
пытается утопить его поперек волокон,
что неправильно. Делает много лишних
ударов, от которых получаются на древесине
вмятины, а добиться нужного результата
так и не удается. Тут же необходимо
показать учащимся, как выступающий
длинный конец гвоздя загибается с
помощью круглой оправки в полукольцо,
и тогда он легко входит в древесину.
Иногда необходимо утопить шляпку
гвоздя. Пытаясь сделать это молотком,
ученики сминают вокруг нее древесину.
При последующей отделке лаком этот
дефект еще больше выявляется. Поясняю
им, что перед забиванием гвоздя надо
сплющить шляпку. Плоскую ее часть
направить вдоль волокон, а сплющенную
и сам гвоздь утопить или шляпкой другого
гвоздя, или справочкой. При соединении
двух деталей тонкую надо прибивать к
толстой, а не наоборот, как это часто
делают учащиеся.
Обычно учитель
сам подбирает необходимые для работы
гвозди, но ученикам надо знать, что длина
гвоздя должна быть в 2-3 раза больше
толщины прибиваемой детали, иначе
получим непрочное соединение. Частая
ошибка, допускаемая учениками, когда
гвоздь прибивается близко к краю и
деталь раскалывается. Надо забивать
его на расстоянии, равном половине или
чуть больше площади детали, и с учетом
ее толщины. К сожалению, бывает, что
гвоздь загнулся, а школьник старается
добить его, считая, что и так сойдет. Это
грубая ошибка, которую надо предотвращать.
При вытаскивании
гвоздей иногда неправильно пользуются
клещами. Держат их на весу, не используя
рычаг, и тянут гвоздь вверх. А еще опирают
клещи на отделанную поверхность, оставляя
на ней вмятину, вместо того чтобы
использовать подкладку под клещи.
Грубая ошибка
при соединении на шурупах — забивание
их, словно это гвоздь. Бывает это из-за
недостаточной глубины предварительного
выполненного отверстия под шуруп. Оно
должно быть равным 3/4 его длины. Без
этого можно обойтись лишь при вворачивании
шурупа маленького диаметра в древесину
мягких пород. Другие ошибки, когда
отверстие под шуруп сделано слишком
большого диаметра или при вворачивании
в твердую древесину шуруп не смазан
мылом, а также, если лезвие отвертки
много меньше его шлица.
Опыт убеждает,
что в 6-м классе учащиеся не в силах
выполнить достаточно качественное
шиповое соединение. Ведь оно требует
тщательной разметки, аккуратной
обработки и подгонки. Опытные учителя
проводят с учащимися предварительно
тренировочную работу на бросовом
материале и лишь потом на соединяемых
деталях. Частые промахи при этом: разметка
не рейсмусом, а линейкой и угольником,
что приводит к неточности; неправильное
запиливание: шип надо запиливать снаружи
разметки, а проушину — внутри; ориентир
при пилении лишь на внешнюю сторону
разметки, отсюда перекос. Отпиливая
щечки, полотно пилы наклоняют в сторону
остающегося материала, из-за чего при
сборке в соединении получается щель.
Необходимо его держать перпендикулярно,
а еще лучше с небольшим наклоном в
сторону отпиливаемой щечки.
Ошибки при
долблении бывают такие. Обычно ученики
долбят, как забивают гвозди. Ведь они
впервые столкнулись с этой операцией.
В работе участвует главным образом
кисть. Правильно же, когда рука работает
в плече (плечевом суставе). А это
получается не сразу: возникает боязнь
сильного удара. Есть размах, но затем
следует замедление, и удар получается
слабенький. Нельзя подменять долото
стамеской. Во избежание ошибок приходится
напоминать, что эти инструменты при
кажущемся сходстве имеют наличие.
Назначение долота — долбление проушин
и гнезд. Неправильно, когда сквозные
окна долбят с одной стороны, что обычно
приводит к отколу древесины с
противоположной. Удары киянкой при
долблении наносятся строго перпендикулярно.
Вместо последовательного долбления с
края иногда вырубается окошко посередине,
и от него долбят в обе стороны. Бывает,
что в начале долбления долото ставится
скосом (фаской), а не прямой стороной
под углом 90°. Ученик пытается сразу
выдолбить толстый слой древесины, а
надо в среднем забирать около 3 мм.
Стамеска служит для снятия
фасок, подрезания торцов, обработки
криволинейных поверхностей, подчистки
шипов и проушин. По ней не бьют киянкой.
Толщина снимаемой стружки обеспечивается
нажимом рук. И надо обязательно
предупредить возможную ошибку, когда
рука оказывается впереди инструмента.
Может быть сильный порез! Недопустимо
применение тупого инструмента. Это путь
к травматизму. Ведь тупая стамеска не
перерезает волокна, а мнет их, давит и
соскальзывает с заготовки.
При работе на токарном
станке по обработке древесины нередко
случается неправильный хват инструмента:
черновой резец держат неправильно
обрабатываемой плоскости или чистовой
прикладывают к заготовке всей режущей
кромкой. При отрезании заготовки резец
иногда просто углубляют в материал под
прямым углом, начисто забывая правильную
последовательность отрезания. А это
ведет к подгоранию материала, излишнему
нагреванию резца и даже к его отпуску.
Увлекшись, ученики не следят за увеличением
зазора между заготовкой и подручником
и не подвигают во время последней. А при
большом зазоре можно подцепить заготовку
и выбросить ее резцом, как рычагом.
При зачистке, шлифовании
изделия необходимо закреплять шлифовальную
шкурку на бруске или напильнике, а не
удерживать ее в руках. Если деталь
маленькая, следует зажать брусок со
шлифовальной шкуркой в зажиме продвигать
ее самому, а не наоборот.
Ошибки, учащихся при
овладении трудовыми умениями неизбежны.
Важно чтобы они были вовремя замечены
и исправлены учителем, пока не стали
привычными. Ведь переучивать много
сложнее, чем учить.
Анализируя ошибки, учащихся
при ручной обработке древесины, мы
решили систематизировать их, изложить
в виде таблицы, для более быстрого поиска
и усвоения. Таблицу можно представить
в виде стенда в учебных мастерских,
использовать как, приложения при изучении
конкретных операций ручной обработки
древесины.
При предупреждении
ошибок у учащихся:
— происходит
правильное формирование технических
и технологических понятий при обработки
древесины;
— вырабатываются навыки
правильного использования инструментов
и приспособлений;
— происходит более глубокое
ознакомление учащихся с устройством
наладкой, и способами применения
инструментов и приспособлений;
— вырабатываются правильные
приемы работы по изучаемым операциям;
— создается атмосфера
психологического комфорта. «Если во
время целевых обходов учитель ровно,
терпеливо, с одинаковой степенью
доброжелательности поправляет неверные
движения, устраняет ошибки в работе
школьников, это формирует правильное
взаимоотношение, порождает интерес и
любовь к занятиям. Если на заключительном
инструктаже допущенные школьниками
ошибки не выпячиваются, результаты
труда, даже при неверном исполнении, не
драматизируются, у учащихся не подрывается
вера в свои силы и возможности – в этом
залог будущих обязательных успехов»;
— приводит к предотвращению
травматизма.
Типичные ошибки,
возникающие при ручной обработке
древесины.
|
Название приёмов при ручных |
Типичные ошибки, возникающие |
Предупреждение ошибок, |
|
1. Организация рабочего |
— неправильное расположение — плохое отношение учащихся |
— соблюдение требований — пояснять, что используемый — закрепить, индивидуальные |
|
2. Разметка |
— неправильное проведение — искомый размер откладывается — размер откладывается не — использование угольника — колодка угольника не — расположение пальцев — неправильная разметка — при разметки рейсмусом — — при освоении штангенциркуля |
— показ правильных приемов — предупреждать, что — при массовом распиливании — располагать пальцы не — при разметке по шаблону, — при разметке рейсмусом – — закрепление правильных |
|
3. Строгание |
— неправильное движение — слишком большое давление — строгание дальше линии — при строгании длинных При наладке стругов: — малый либо наоборот большой — перекос резца; — выпуск резца ударами — изъятие резца из струга с — проверка проструганной — очистка стругов при — строгание без предварительной — проверка плоскости — неправильное строганий |
— показ правильного приёма — строгание производить, — применение различных — предупреждать о правильной |
|
4. Пиление |
— пиление заготовки — перекос при пилении в — пиление без стусла и — получение сколов при — пиление не под прямым — неверный наклон ножовки — увод полотна от линии — заготовка расположена — неправильный хват, при — завышенный темп пиления; |
— показ правильного приема — разметку заготовки — применение специальных — постоянно контролировать — рекомендовать поднимать — напоминать постоянно о |
|
5. Сверление |
— поднятие сверла недосверлив — сверление под углом при — вращение сверла против — сверление на верстака — сверление без предварительной |
— показ правильного приема — применение специальных — предупреждать об использовании |
|
6.Сборка изделий на гвоздях |
— забивание гвоздей не под — нанесение ударов молотком — забивание мелких гвоздей — загибание выступающих — прибивание гвоздя близко — неправильно подобранный — неправильное использование — забивание шурупов молотком; — недостаточная глубина — слишком большое отверстие — использование отвертки — неточная разметка при — неправильное запиливание; |
— показ правильного приема — использование оправок при — подбор учителем гвоздей — при забивании гвоздей — использование подкладки — правильный подбор шурупов — правильный подбор отверток; — тщательная разметка и |
|
7. Долбление |
— неправильное использования — долбление сквозных отверстий — неправильное нанесение — неправильная установка — снятие толстого слоя — применение тупого |
— показ правильного приема — использование по назначению — предупреждать об использовании |
Список литературы.
1. Атутов П.Р. Политехническое образование
школьников / П.Р. Атутов. – М.: Педагогика,
1986. — 175.
2.
Батышев С.Я.
Трудовая подготовка школьников; вопросы
теории и
методики. / С.
Я. Батышев. –
М.: Педагогика, 1991. – 192 с.
-
Белонин И.В. Предупреждение
ошибок, учащихся при обработки древесины
/ И.В. Белонин // Школа и производство. –
2002. — №6. – с. 47-52. -
Бронников Н.Л. Методика
обучения учащихся 5 класса технологии.
/ Н.Л. Н.В. Бронников, Н.В Матяш, В.Д.
Симоненко. – Брянск: Изд-во БГПУ НМЦ
«Технология», 1999. – 147 с. -
Буйлова Л.Н. Современные
педагогические технологии в дополнительном
образовании детей / Л.Н. Буйлова. – М.:
Академия, 1999. – 118 с. -
Дидактика технологического
образования: книга для учителя / под
редакцией П.Р. Атутова. – М.: Иосд рао,
1997. – 230. -
Дополнительное образование
детей. Учебное пособие для вузов / Под
редакцией О.Е. Лебедева. – М.: Владос,
2003. -
Евладова Е.Б. Дополнителиное
образование детей: Учебное пособие для
студ. учреждений средне-проф. образования.
/ Е.Б Евладова, Л.Г Логинова, Н.Н. Михайлова.
– М.: Владос, 2002. – 352 с. -
Елкин В.Н. Дерево
рассказывает сказки / В.Н. Елкин. – М.:
Просвещение, 1971. -
Журавлёв Б.А Столярное
дело. Учебное пособие для учащихся 5-6
классов вспомогательной школы / Б.А.
Журавлев. – М.: «Просвещение», 1987. – 255
с. -
Зеаенчик В.М. Основы
творческо конструкторской деятельности:
Методы и организация: Учебник для студ.
высш. учеб. Заведений / В.М. Заенчик, А.А.
КАрачев, В.Е. Шмелев. – М.: Издательский
центр «Академия», 2004. – 256 с. -
Иванчиков С.С. Справочник
домашнего мастера / С.С. Иванчиков. –
Донецк: Донбасс, 1985. -
Коваленко В.И. Объекты
труда: 5 класс.: Пособие для учителя. /
В.И. Коваленко, В.В. Кулененок. – М.:
Просвещение, 1990. – 176 с. -
Концептуальные основы
образовательной области «Технология»
/ Под ред. проф. Ю.Л. Хотунцева. — М.: 1999. -
Кругликов Г.И. Методика
преподавания технологии с практикумом:
Учеб. пособие для студ. высш. пед. учеб.
заведений / Г.И. Кругликов. — М.:
Академия,2002. – 480 с. -
Кучущев Х.Г. 1000 советов
любителю мастерить / Х.Г Кучущев. –
Казань: Татарское княжеское издательство,
1984. -
Лямин И.В Декоративные
работы по дереву / И.В. Лямин. – М.: Лесная
промышленность, 1973. -
Методика обучения
технологии: Книга для учителя. / под
ред. В. Д. Симоненко. – Брянск,
Ишим: Издательство Ишимского
государственного педагогического
института. НМЦ «Технология»,
2001. — 296 с. -
Методика преподавания
технического творчества:
лабораторно-практические работы для
студентов, обучающихся по специальности
«Технология и предпринимательство» /
сост.: Е.И Чернышева. – Воронеж: ВГПУ,
2007. – 23 с. -
Муравьев
Е.М. Симоненко В.Д. Общие основы методики
преподавания
технологии
Е.М. Муравьев., В.Д. Симоненко.
– Брянск: Из-во БГПУ, НМЦ «Технология»,
2000. – 235 с. -
Программно-методические
материалы: Технология. 5 — 11 кл./ Сост.
А.В. Марченко. — 2-е изд., исп. и доп. – М.:
Дрофа, 1999. –
192 с. -
Симоненко В.Д. Технологическое
образование школьников:
Теорико-методологические аспекты /
В.Д. Симоненко. – Брянск, 1999. -
Тхоржевский А.Д. Методика
трудового обучения с практикумом / А.
Д. Тхоржевский.- М:,1987. -
Материалы сайта http:
// parent.fio.ru;

11
март
Дефекты строгания, их причины и способы устранения
Введение…
| Дефекты | Причины | Способы устранения |
| Неравномерная толщина шпона |
|
|
| Неровная шероховатая поверхность |
|
|
| Дряблые, раздавленные листы шпона |
|
|
| Ворсистая поверхность шпона |
|
|
| Волнистый шпон |
|
|
| Царапины и риски на листах шпона |
|
|
Последнее изменение Четверг, 27 апреля 2017 11:13
16.04.2018
Разработка методики предупреждения ошибок учащихся при ручной обработке древесины
![]()
Известно, что не ошибается тот, кто ничего не делает. Многолетний опыт работы учителей технологии, освещенный в различных учебно-методических пособиях, журналах, опыт работы учебных мастерских ВГПУ свидетельствуют о том, что полностью ошибок при ручной обработке древесины учащимся не избежать. Анализируя их причины, нашей основной целью стало разработка мероприятий направленных на их предупреждение. Тем более что есть типичные ошибки, повторяющиеся из года в год.
Оценить![]()
![]()
![]()
![]()
![]()
905
Содержимое разработки
Козлов А.Н.
Учитель технологии МБОУ СОШ № 14 (г. Воронеж)
Разработка методики предупреждения ошибок учащихся при ручной обработке древесины.
Известно, что не ошибается тот, кто ничего не делает. Многолетний опыт работы учителей технологии, освещенный в различных учебно-методических пособиях, журналах, опыт работы учебных мастерских ВГПУ свидетельствуют о том, что полностью ошибок при ручной обработке древесины учащимся не избежать. Анализируя их причины, нашей основной целью стало разработка мероприятий направленных на их предупреждение. Тем более что есть типичные ошибки, повторяющиеся из года в год.
Ошибки при изучении любого предмета нежелательны, поэтому, изучая ошибки в рамках работы кружка «Волшебное дерево», учащиеся будут сравнительно легко устранять их, и объективно подходить к разработке будущих проектов. Ведь чаще всего ошибки в работе допускаемые учащимися, являются следствием недоработок учителя. Попробуем показать это на примере обучения школьников ручной обработки древесины.
Всегда ли этому важному требованию уделяется должное внимание в учебном процессе? Одних знаний тут мало, нужна соответствующая привычка, которая складывается не сразу. Эту важную задачу надо держать на контроле с первого дня пребывания учащихся в мастерских. Как и во всём другом, здесь обязан быть пример учителя, на рабочем месте которого всегда должен быть идеальный порядок.
Существует ряд требований к размещению инструментов на рабочем месте, на разъяснение которых учащимся не следует жалеть времени. Надо пояснить, что чаще используемый инструмент располагают ближе, остальной дальше, но, как правило, в пределах досягаемости слегка согнутых в локте правой и левой руки. Не следует допускать такой раскладки инструментов, когда работающему, чтобы ими воспользоваться, приходится поворачиваться, сгибаться или перекладывать их из одной руки в другую и т.п. Всё это элементарные требования эргономики.
Не менее важно и состояние инструментов и оборудования: готовность к работе, привлекательный внешний вид. Полезно закрепить индивидуальные рабочие места с имеющимся на них инструментом за конкретным учащимся, использовав карточки с их фамилиями, определить порядок пользования инструментами и приспособлениями общего назначения. Плохо, когда учащийся относится к своему рабочему месту как к времянке. Например, так сильно зажал заготовку клиньями, что она поднялась над верстаком, и давай осаживать ее сильными ударами киянки, ведь это может привести к поломке упоров. Частая ошибка, когда струги кладутся подошвой вниз. При этом царапается поверхность столешницы, и тупятся резцы.
Изготовление любой детали начинается с разметки. От ее точности зависит качество изделия. В 5-ом классе на первых порах для этого приходится использовать карандаш, линейку и столярный угольник. И тут же начинаются типичные ошибки. Неправильно приводится карандашом риска, Разметка откладывается не от нуля, а от единицы. Происходит это потому, что проводят по искомому размеру. Но измерить – значит сравнить с готовой величиной. Следует совместить начало линейки с краем плоскости, найти нужный размер и провести разметочную линию. К слову сказать, почти в каждом деле есть свои маленькие хитрости. Надо помочь учащимся взять их на вооружение [3].
Обычная ошибка, когда искомый размер откладывается один раз, а затем по линейке проводится линия разметки, которая непараллельная кромке. Нужно предупредить, что параллельность может быть обеспечена, если проведены две разметочные риски.
Часто ученики не понимают, что значит разметить под прямой угол, или, как мы говорим для краткости, — под угольник. Ошибка состоит в том, что угольник используется как линейка, т.е. колодка не прижата к заготовке, отчего риска выходит не под прямым углом. При разметке нескольких заготовок и последующем пилении размер оказывается на 2-3 мм меньше, так как материал уходит в опилки. Чтобы предупредить эту ошибку есть два пути: первый — размечать и отпиливать по одной заготовке, а второй — провести риску разметки и рядом с нею другую на расстоянии 2-3 мм. Этот припуск и пойдет на распил.
Нередко при разметке ученик располагает пальцы на линейке, и она при проведении риски карандашом сдвигается. Для устойчивости надо расположить пальцы не только на линейке, но и на размечаемой плоскости. При разметке заготовки на две равные части, особенно, если она длиннее линейки, учащимся приходится измерять ее неоднократно. А есть простой способ. На линейке или просто планке отметить на глаз примерно половину, прижать этот размер пальцем, совместить его с кромкой заготовки и провести риску. Затем, не сдвигая палец с размера, отложить его с противоположной стороны. Между двумя рисками будет искомая величина, которую можно отметить на глаз — погрешность будет невелика.
При разметке заготовки по шаблону следует предупредить учащихся, что размер получается несколько большим. Для точности прямые линии следует обвести с помощью линейки.
Без знания азов черчения, особенно на первых порах, учащимся трудно выполнять разметку, как это положено, от осевых линий. Например, деталь симметричная, даны размеры центров отверстий, а учащийся выясняет, какой размер от края заготовки до отверстия.
При разметке рейсмусом первоначальная ошибка — непараллельные линии. Ученики не сразу овладевают этим инструментом. Надо потренировать их на бросовом материале. На первых порах детям трудно удержать одной рукой заготовку, а другой рейсмус и провести им риску. Можно рекомендовать им закрепить заготовку на верстаке. Бывает, что иголки рейсмуса великоваты и врезаются глубоко в материал, что затрудняет проведение параллельной линии. Необходимо наклонить рейсмус, чтобы по материалу скользила его ножка. Еще лучше, чтобы ученический рейсмус имел низкую иглу [3].
Нередко дети забывают про рейсмус и пытаются провести разметку линейкой. Это можно делать, если его нет под рукой. Для этого следует отложить ногтем большого пальца правой руки необходимый размер на линейке. Прижать палец к кромке материала, а к концу линейки карандаш и, двигая ноготь на себя, произвести параллельную риску.
При освоении штангенциркуля типичная ошибка — неправильный хват. При этом ученик не отодвигает подвижную губку большим пальцем, а пытается раздвинуть обе губки двумя руками. Получается, что ему как бы не хватает третьей руки для удержания заготовки. Путь исправления этой ошибки — показ правильного приема и упражнения. Другая типичная ошибка — отсчет размера от 0 до начала подвижной губки, а не первой риски нониуса. Выход здесь тот же — закрепление правильного приема упражнениями.
Массовая ошибка при работе на токарном станке по дереву, когда размер «ловится» по всей длине заготовки. Отсутствие опыта ведет к уменьшению размера, а значит, к браку. Следует неоднократно повторять, что размер протачивается на расстоянии 5-7 мм от края и в случае ошибки этот кусочек можно отрезать.
Немало типичных ошибок допускают учащиеся и при усвоении операции строгания. Знакомство с ним начинается в 5-м классе, когда ученики к этому физически еще не готовы. Струги «взрослые», и для детей тяжелы. Дополнительную трудность вносят не регулируемые по их росту верстаки. И, конечно, очень желательно, чтобы, особенно на первых порах, древесина, предназначенная для обработки, была сухой и мягких пород.
В процессе строгания можно выделить три составляющие: начало движения, его основная часть и окончание. В первый момент преодолеваются инерция и сопротивление материала, струг скользит, недостаточно врезаясь в древесину. Основное движение происходит обычно нормально, а вот прекращение его характеризуется более глубоким захватом, ибо к тяжести струга добавляется давление наклоненной верхней части туловища. Все это стоит предусмотреть и скорректировать разъяснением.
Следующая типичная ошибка, когда строгают дальше линии разметки. Приходится неоднократно предупреждать, что строгать надо до нее, сохраняя разметку. Или ученик строгает, ориентируясь лишь на линию разметки со своей стороны.
Возникновение ошибок можно предупредить различными приемами. Например, применяя несложное приспособление. У стусла сделаны по бокам дополнительные стеночки с пазами. Они подвижны и закрепляются гайкой-барашком. Зафиксировав высоту заготовки, ученик закладывает еев стусло и подгоняет под необходимый размер.
Или применяем рубанок, у которого с двух сторон прикреплены регулируемые по высоте планки, с помощью которых при окончательном строгании выдерживаются необходимый размер и параллельность.
Строгая длинные заготовки, учащиеся часто допускают перекос плоскости, получается как бы винт-пропеллер. Происходит это от неумения и отсутствия контроля во время работы. Бывает, что на холостом ходу ученики не тащат струг, а переносят, совершая тем самым ненужную работу. Частенько при косослое они переворачивают не заготовку, а струг и тянут его на себя, также привнося в работу неудобство.
При наладке стругов допускаются обычно две ошибки. Из-за малого вылета резца стружка не снимается или при большом вылете резец врезается в древесину, словно топор. Это особенно часто происходит при отсутствии регулирующего его выход винта. Еще одна типичная ошибка — перекос резца. Строгание тогда происходит одной его выпущенной частью, поверхность получается неровной, с типичной полосой. Учащимся необходимо постоянно напоминать о правильной наладке струга. И если с шерхебелем дело обстоит проще — там выход резца от 1 до 3 мм, то с рубанком сложнее. У него правильный выход резца — 0,1 мм. При этом стружка получается тонкая, словно бумага. Ученики, знакомые с наладкой рубанка с деревянной колодкой, пытаются и в случае если она металлическая выпустить резец ударами молотка, что ведет к порче инструмента. Еще одна ошибка, когда пытаются вынуть резец из струга с деревянной подошвой, ударяя по передней части рубанка или подбивая резец, поставив инструмент на верстак. Но это необходимо делать на весу и обязательно держа, рубанок вверх подошвой.
Начинающее «мастера» сплошь и рядом пытаются проверить чистоту простроганной поверхности ладонью. А в результате — занозы. При забивании летка стружкой очищают его пальцами, что также небезопасно. Учащиеся, обладающие некоторым навыком, пытаются строгать заготовку без предварительной разметки да, вдобавок, проверять искомую толщину от поверхности верстака. А ведь заготовка сильно сжата упорами и слегка приподнята. В результате ее размеры оказываются заниженными.
При обработке кромок фанеры во избежание отколов их строгают примерно до середины, а затем поворачивают заготовку и продолжают строгать как бы поперек листа. Продольное строгание выполняют с начала до конца. Откол происходит и при торцевании древесины, если не применить вспомогательный брусочек, в сторону которого и проводится строгание.
Важный этап в усвоении технологических операций — показ и продуманное объяснение. Учителя показывают приемы их выполнения обычно со своего рабочего места, и учащиеся воспринимают это в зеркальном отражении. Демонстрировать изучаемые операции лучше на рабочем месте ученика, поставив ребят так, чтобы они видели все из-за вашего плеча. И показывать прием следует несколько раз подряд. Ведь далеко не каждый ученик схватывает и запоминает все с первого раза. Демонстрируя приемы хватки инструмента, надо обратить внимание на опасность близкого расположения пальцев правой руки к его подошве. Строгание производится только движением рук на полный размах, а корпус при этом остается неподвижным, иначе работающий быстро устанет.
При изготовлении изделий круглого сечения (ручка для лопатки, тяпки и т.п.) учащиеся нередко отступают от давно отработанного порядка. Сначала выстругивают заготовку квадратного сечения заданного диаметра. Затем каждую плоскость делят на три равные части и состругивают четыре ребра. После чего заготовка становится восьмигранником. Еще раз, сострогав ребра, получают шестнадцатигранник, приближающийся к окружности в сечении. Без напоминания об этом ученики обрабатывают заготовку, предварительно ее не разметив. В результате времени затрачивается больше и изделие получает в сечении овальную форму.
Типичные ошибки допускаются и при пилении. Самая, пожалуй, распространенная ошибка, когда пиление производится по линии разметки, а не рядом с ней со стороны остатка материала. При разметке по одной плоскости ножовка во время пиления заваливается и получается перекос. Необходимо размечать заготовку с трех сторон и ориентироваться при пилении на все разметочные линии. При работе без стусла и упоров заготовка скользит по верстаку. Иногда ученик зажимает ее вертикально и пилит согнувшись. Вполне уместна в этом случае шутка, что очень неудобно чесать левой рукой за правым ухом. Она порой срабатывает куда лучше замечания. Нередка ошибка, когда заготовку размечают и распиливают на несколько частей, а они получаются меньшего, чем надо, размера. На вопрос, почему так происходит, ученики обычно дают правильный ответ: часть материала при распиливании превращается в опилки. Как быть? Можно размечать и пилить по одной заготовке или оставлять между рисками разметки зазор в 2-3 мм на распил.
Недопустимо делать запил без приспособления или упора, расположив руку близко к ножовке. В мастерской для этого надо иметь специальное приспособление, а в других случаях использовать брусочек, по торцу которого и производить запил. При пилении длинной заготовки ее обычно кладут на две опоры, но в конце реза ножовка зажимается. Чтобы избежать зажима, один конец заготовки должен свисать. Но чтобы в конце пиления не произошло откола, его надо поддержать.
Ошибка, встречающаяся у большинства учеников, когда пропил выполняется не под прямым углом к кромке и поверхности верстака, потому что заготовка зажимается, как попало. При этом пилят они изогнувшись. Приходится неоднократно поправлять их, пока не наработается необходимый навык. Примелькавшаяся ошибка — неверный наклон ножовки при распиливании. Напомним, что при пилении древесины он должен составлять примерно 45°, а фанеры, что еще важнее, — 15°. И как только он увеличивается, ножовку затирает. Случается, что ученики вообще, не мудрствуя лукаво, пытаются пилить фанеру под прямым углом к кромке, что ведет к раскрашиванию ее слоев.
Лучковую пилу, как показывает опыт, используют реже. Хотя при изготовлении шиповых соединений и других подобных работ это наиболее удобный инструмент. Иногда вместо нее применяют ножовку по металлу. Но, во-первых, это не совсем удобно: закрывается линия разметки, а во-вторых, инструмент рекомендуется применять по прямому назначению. Иное дело — использование самодельных лучковых пил с полотном от ножовки по металлу. Это удачная конструкция, легкая и весьма удобная, тем более для младших классов.
С продольным распилом заготовок больших размеров учащиеся практически не имеют дела, но получить представление об этой операции им необходимо. Обычная ошибка при этом — увод полотна от линии пиления. Чтобы ее исключить, нужны разметка с обеих сторон и контроль во время пиления. Частая неправильность, когда заготовка высоко поднята над верстаком. От этого возникают излишняя вибрация, неудобство, потому что высоко подняты руки. Рекомендуется поднимать заготовку по мере пропила, работать с интервалами.
На первых порах работы с лучковой пилой часто случается неправильный хват — зубья направлены к себе. Необходимо не только показать, как надо правильно держать этот инструмент, но и пояснить, что рабочий ход, по логике, должен быть только от себя. При этом пилящий наваливается корпусом, используя силу земного притяжения, что облегчает работу. Частенько ученики завышают темп пиления. Он должен быть в пределах 60-80 движений в минуту. Надо также разъяснить учащимся, что нельзя во время работы бросать ножовку куда попало. Это может привести к травме.
Опыт показал, что рассказ об операции сверления надо начинать не с коловорота и дрели, а со сверлильного станка. Неизменная ошибка учеников при овладении ручным сверлильным инструментом — завал его, а значит, сверление под углом при требовании перпендикулярности. Другие ошибки начинающих: вращение сверла против часовой стрелки, сверление на верстаке сквозного отверстия без подкладки под заготовку и предварительной наметки отверстия шилом.
При сверлении перовым сверлом его нередко поднимают, не досверлив до конца. Затем на ходу пытаются ввести в отверстие вновь, из-за чего у него получаются рваные края. Необходимо выключить станок, вставить сверло в отверстие и продолжать сверление.
Обычно в 7-м классе происходит знакомство учащихся с заточкой сверл. Показывать эту операцию следует обязательно на сверле большого диаметра, у которого хорошо видны режущие кромки, неправильности заточки. Если режущая кромка ниже задней, оно просто не врезается в материал, особенно твердых пород.
При сборке изделий на гвоздях, шурупах, шиповых соединениях часто встречаются такие ошибки. На вопрос к учащимся, умеют ли они забивать гвозди, обычно следует ответ «Да». Как правило, забивая гвоздь, особенно длинный, ученик удерживает его у основания, при этом соскользнувший со шляпки молоток, двигаясь по стержню гвоздя как по направляющей, бьет по пальцам, или гвоздь отклоняется от вертикали и забивается косо, а то и гнется, поскольку удары производятся не под прямым углом. Мелкие гвозди ученики забивают, не наколов шилом отверстия. Отсюда также ушибы пальцев, низкая производительность труда. В некоторых соединениях гвоздь выходит наружу и его требуется загнуть. Ученик пытается утопить его поперек волокон, что неправильно. Делает много лишних ударов, от которых получаются на древесине вмятины, а добиться нужного результата так и не удается. Тут же необходимо показать учащимся, как выступающий длинный конец гвоздя загибается с помощью круглой оправки в полукольцо, и тогда он легко входит в древесину. Иногда необходимо утопить шляпку гвоздя. Пытаясь сделать это молотком, ученики сминают вокруг нее древесину. При последующей отделке лаком этот дефект еще больше выявляется. Поясняю им, что перед забиванием гвоздя надо сплющить шляпку. Плоскую ее часть направить вдоль волокон, а сплющенную и сам гвоздь утопить или шляпкой другого гвоздя или справочкой. При соединении двух деталей тонкую надо прибивать к толстой, а не наоборот, как это часто делают учащиеся.
Обычно учитель сам подбирает необходимые для работы гвозди, но ученикам надо знать, что длина гвоздя должна быть в 2-3 раза больше толщины прибиваемой детали, иначе получим непрочное соединение. Частая ошибка, допускаемая учениками, когда гвоздь прибивается близко к краю и деталь раскалывается. Надо забивать его на расстоянии, равном половине или чуть больше площади детали, и с учетом ее толщины. К сожалению, бывает, что гвоздь загнулся, а школьник старается добить его, считая, что и так сойдет. Это грубая ошибка, которую надо предотвращать.
При вытаскивании гвоздей иногда неправильно пользуются клещами. Держат их на весу, не используя рычаг, и тянут гвоздь вверх. А еще опирают клещи на отделанную поверхность, оставляя на ней вмятину, вместо того чтобы использовать подкладочку под клещи.
Грубая ошибка при соединении на шурупах — забивание их, словно это гвоздь. Бывает это из-за недостаточной глубины предварительного выполненного отверстия под шуруп. Оно должно быть равным 3/4 его длины. Без этого можно обойтись лишь при вворачивании шурупа маленького диаметра в древесину мягких пород. Другие ошибки, когда отверстие под шуруп сделано слишком большого диаметра или при вворачивании в твердую древесину шуруп не смазан мылом, а также, если лезвие отвертки много меньше его шлица.
Опыт убеждает, что в 6-м классе учащиеся не в силах выполнить достаточно качественное шиповое соединение. Ведь оно требует тщательной разметки, аккуратной обработки и подгонки. Опытные учителя проводят с учащимися предварительно тренировочную работу на бросовом материале и лишь потом на соединяемых деталях. Частые промахи при этом: разметка не рейсмусом, а линейкой и угольником, что приводит к неточности; неправильное запилива-ние: шип надо запиливать снаружи разметки, а проушину — внутри; ориентир при пилении лишь на внешнюю сторону разметки, отсюда перекос. Отпиливая щечки, полотно пилы наклоняют в сторону остающегося материала, из-за чего при сборке в соединении получается щель. Необходимо его держать перпендикулярно, а еще лучше с небольшим наклоном в сторону отпиливаемой щечки [3].
Ошибки при долблении бывают такие. Обычно ученики долбят, как забивают гвозди. Ведь они впервые столкнулись с этой операцией. В работе участвует главным образом кисть. Правильно же, когда рука работает в плече (плечевом суставе). А это получается не сразу: возникает боязнь сильного удара. Есть размах, но затем следует замедление, и удар получается слабенький. Нельзя подменять долото стамеской. Во избежание ошибок приходится напоминать, что эти инструменты при кажущемся сходстве имеют наличие. Назначение долота — долбление проушин и гнезд. Неправильно, когда сквозные окна долбят с одной стороны, что обычно приводит к отколу древесины с противоположной. Удары киянкой при долблении наносятся строго перпендикулярно. Вместо последовательного долбления с края иногда вырубается окошко посередине, и от него долбят в обе стороны. Бывает, что в начале долбления долото ставится скосом (фаской), а не прямой стороной под углом 90°. Ученик пытается сразу выдолбить толстый слой древесины, а надо в среднем забирать около 3 мм.
Стамеска служит для снятия фасок, подрезания торцов, обработки криволинейных поверхностей, подчистки шипов и проушин. По ней не бьют киянкой. Толщина снимаемой стружки обеспечивается нажимом рук. И надо обязательно предупредить возможную ошибку, когда рука оказывается впереди инструмента. Может быть сильный порез! Недопустимо применение тупого инструмента. Это путь к травматизму. Ведь тупая стамеска не перерезает волокна, а мнет их, давит и соскальзывает с заготовки.
При работе на токарном станке по обработке древесины нередко случается неправильный хват инструмента: черновой резец держат неправильно обрабатываемой плоскости или чистовой прикладывают к заготовке всей режущей кромкой. При отрезании заготовки резец иногда просто углубляют в материал под прямым углом, начисто забывая правильную последовательность отрезания. А это ведет к подгоранию материала, излишнему нагреванию резца и даже к его отпуску. Увлекшись, ученики не следят за увеличением зазора между заготовкой и подручником и не подвигают во время последней. А при большом зазоре можно подцепить заготовку и выбросить ее резцом, как рычагом.
При зачистке, шлифовании изделия необходимо закреплять шлифовальную шкурку на бруске или напильнике, а не удерживать ее в руках. Если деталь маленькая, следует зажать брусок со шлифовальной шкуркой в зажиме продвигать ее самому, а не наоборот [3].
Ошибки учащихся при овладении трудовыми умениями неизбежны. Важно чтобы они были вовремя замечены и исправлены учителем, пока не стали привычными. Ведь переучивать много сложнее, чем учить.
Анализируя ошибки учащихся при ручной обработке древесины, мы решили систематизировать их, изложить в виде таблицы, для более быстрого поиска и усвоения. Таблицу можно представить в виде стенда в учебных мастерских, использовать как, приложения при изучении конкретных операций ручной обработки древесины. (Приложение 1)
Список литературы.
1. Атутов П.Р. Политехническое образование школьников / П.Р. Атутов. – М.: Педагогика, 1986. — 175.
2. Батышев С.Я. Трудовая подготовка школьников; вопросы теории и методики. / С. Я. Батышев. – М.: Педагогика, 1991. – 192 с.
Белонин И.В. Предупреждение ошибок учащихся при обработки древесины / И.В. Белонин // Школа и производство. – 2002. — №6. – с. 47-52.
Бронников Н.Л. Методика обучения учащихся 5 класса технологии. / Н.Л. Н.В. Бронников, Н.В Матяш, В.Д. Симоненко. – Брянск: Изд-во БГПУ НМЦ «Технология», 1999. – 147 с.
Буйлова Л.Н. Современные педагогические технологии в дополнительном образовании детей / Л.Н. Буйлова. – М.: Академия, 1999. – 118 с.
Дидактика технологического образования: книга для учителя / под редакцией П.Р. Атутова. – М.: Иосд рао, 1997. – 230.
Дополнительное образование детей. Учебное пособие для вузов / Под редакцией О.Е. Лебедева. – М.: Владос, 2003.
Евладова Е.Б. Дополнителиное образование детей: Учебное пособие для студ. учреждений средне-проф. образования. / Е.Б Евладова, Л.Г Логинова, Н.Н. Михайлова. – М.: Владос, 2002. – 352 с.
Елкин В.Н. Дерево рассказывает сказки / В.Н. Елкин. – М.: Просвещение, 1971.
Журавлёв Б.А Столярное дело. Учебное пособие для учащихся 5-6 классов вспомогательной школы / Б.А. Журавлев. – М.: «Просвещение», 1987. – 255 с.
Зеаенчик В.М. Основы творческо конструкторской деятельности: Методы и организация: Учебник для студ. высш. учеб. Заведений / В.М. Заенчик, А.А. КАрачев, В.Е. Шмелев. – М.: Издательский центр «Академия», 2004. – 256 с.
Иванчиков С.С. Справочник домашнего мастера / С.С. Иванчиков. – Донецк: Донбасс, 1985.
Коваленко В.И. Объекты труда: 5 класс.: Пособие для учителя. / В.И. Коваленко, В.В. Кулененок. – М.: Просвещение, 1990. – 176 с.
Концептуальные основы образовательной области «Технология» / Под ред. проф. Ю.Л. Хотунцева. — М.: 1999.
Кругликов Г.И. Методика преподавания технологии с практикумом: Учеб. пособие для студ. высш. пед. учеб. заведений / Г.И. Кругликов. — М.: Академия,2002. – 480 с.
Кучущев Х.Г. 1000 советов любителю мастерить / Х.Г Кучущев. – Казань: Татарское княжеское издательство, 1984.
Лямин И.В Декоративные работы по дереву / И.В. Лямин. – М.: Лесная промышленность, 1973.
Методика обучения технологии: Книга для учителя. / под ред. В. Д. Симоненко. – Брянск, Ишим: Издательство Ишимского государственного педагогического института. НМЦ«Технология», 2001. — 296 с.
Методика преподавания технического творчества: лабораторно-практические работы для студентов, обучающихся по специальности «Технология и предпринимательство» / сост.: Е.И Чернышева. – Воронеж: ВГПУ, 2007. – 23 с.
Муравьев Е.М. Симоненко В.Д. Общие основы методикипреподавания технологии Е.М. Муравьев., В.Д. Симоненко. – Брянск: Из-во БГПУ, НМЦ «Технология», 2000. – 235 с.
Программно-методические материалы: Технология. 5 — 11 кл./ Сост. А.В. Марченко. — 2-е изд., исп. и доп. – М.: Дрофа, 1999. – 192 с.
Симоненко В.Д. Технологическое образование школьников: Теорико-методологические аспекты / В.Д. Симоненко. – Брянск, 1999.
Тхоржевский А.Д. Методика трудового обучения с практикумом / А. Д. Тхоржевский.- М:,1987.
Материалы сайта http: // parent.fio.ru;
Приложение 1. Типичные ошибки, возникающие при ручной обработке древесины.
Таблица 1.
Предупреждение ошибок учащихся при ручной обработки древесины.
|
Название приёмов при ручных операциях обработке древесины |
Типичные ошибки, возникающие при ручной обработке древесины |
Предупреждение ошибок учащихся при обработке древесины |
|
1. Организация рабочего места |
— неправильное расположение инструмента и приспособлений на рабочем месте; — плохое отношение учащихся к своему рабочему месту; |
— соблюдение требований эргономики; — пояснять, что используемый инструмент располагают ближе, остальной дальше; — закрепить, индивидуальные рабочие места, с имеющимся на нем инструментом за конкретным учеником; |
|
2. Разметка |
— неправильное проведение риски; — искомый размер откладывается один раз; — размер откладывается не от 0 а от1; — использование угольника как линейки; — колодка угольника не прижата к заготовке; — расположение пальцев только на линейке, как следствие при проведении риски сдвигается; — неправильная разметка детали от осевой линии; — при разметки рейсмусом — непараллельные линии; — при освоении штангенциркуля – неправильный хват. Отсчет размера от 0 до начала подвижной губки, а не первой риски нониуса; |
— показ правильных приемов и упражнений; — предупреждать, что параллельность достигается путем откладывания двух разметочных рисок; — при массовом распиливании – размечать и распиливать по одной заготовке; — располагать пальцы не только на линейке, но и на размечаемой плоскости; — при разметке по шаблону, учитывать, что размер получается несколько большим; — при разметке рейсмусом – тренировка на бросовом материале; закрепление заготовке на верстаке; использование низкой посадке иглы при разметке; — закрепление правильных приемов упражнениями; |
|
3. Строгание |
— неправильное движение стругом по обрабатываемой поверхности; — слишком большое давление на струг – глубокий захват; — строгание дальше линии разметки; — при строгании длинных заготовок – перекос плоскости; При наладке стругов: — малый либо наоборот большой вылет резца; — перекос резца; — выпуск резца ударами молотка; — изъятие резца из струга с деревянной подошвой, ударяя по передней части рубанка; — проверка проструганной поверхности ладонью; — очистка стругов при забивании пальцами; — строгание без предварительной разметке; — проверка плоскости простроганной поверхности на глаз; — неправильное строганий изделий круглого сечения (получение шестнадцатигранника); |
— показ правильного приёма и закрепление его упражнениями; — строгание производить, сохраняя размету; — применение различных приспособлений при строгании; — предупреждать о правильной наладке стругов; |
|
4. Пиление |
— пиление заготовки непосредственно по линии разметки; — перекос при пилении в плоскости; — пиление без стусла и упоров; — получение сколов при распиливании; — пиление не под прямым углом; — неверный наклон ножовки при распиливании; — увод полотна от линии пиления, при продольном распиливании; — заготовка расположена слишком высоко над верстаком; — неправильный хват, при работе с лучковой пилой; — завышенный темп пиления; |
— показ правильного приема и закрепление его упражнениями; — разметку заготовки производить с трёх сторон; — применение специальных приспособлений и приёмов; — постоянно контролировать процесс пиления; — рекомендовать поднимать длинную заготовку по мере пропила, работать с интервалами; — напоминать постоянно о мерах безопасности; |
|
5. Сверление |
— поднятие сверла недосверлив отверстие; — сверление под углом при требовании перпендикулярности; — вращение сверла против часовой стрелки; — сверление на верстака сквозного отверстия без подкладки; — сверление без предварительной наметки отверстия шилом; |
— показ правильного приема и закрепление его упражнениями; — применение специальных приспособлений; — предупреждать об использовании подкладки под заготовку; |
|
6.Сборка изделий на гвоздях шурупах, шиповых соединениях |
— забивание гвоздей не под прямым углом; — нанесение ударов молотком не под прямым углом; — забивание мелких гвоздей без предварительного накалывания шилом; — загибание выступающих гвоздей вдоль волокна; — прибивание гвоздя близко от края; — неправильно подобранный гвоздь для соединения; — неправильное использование клещей при вытаскивания гвоздя; — забивание шурупов молотком; — недостаточная глубина предварительного выполненного отверстия по шуруп; — слишком большое отверстие под шуруп; — использование отвертки многой меньшего размера, чем шлиц у шурупа; — неточная разметка при выполнении шипового соединения; — неправильное запиливание; |
— показ правильного приема и закрепление его упражнениями; — использование оправок при загибании гвоздей; — подбор учителем гвоздей для соединения; — при забивании гвоздей учитывать размеры заготовки; — использование подкладки под клещи; — правильный подбор шурупов при соединении, учитывая диаметр предварительно просверленного отверстия; — правильный подбор отверток; — тщательная разметка и подгонка при шиповом соединение; |
|
7. Долбление |
— неправильное использования долота, замена его стамеской; — долбление сквозных отверстий с одной стороны; — неправильное нанесение отверстий; — неправильная установка долота, фаской; — снятие толстого слоя древесины; — применение тупого инструмента; |
— показ правильного приема и закрепление его упражнениями; — использование по назначению долота и стамески; — предупреждать об использовании только заточенного инструмента; |

«Свидетельство участника экспертной комиссии»
Оставляйте комментарии к работам коллег и получите документ
БЕСПЛАТНО!
Муниципальное бюджетное общеобразовательное учреждение Белоберезковская общеобразовательная школа №1 Трубчевского района Брянской области
« Формирование у учащихся специальных умений и навыков»
Тема: «Разметка заготовок из древесины»
Учитель технологии Душин Н.И.
2020
Одним из основных этапов подготовки к обработке древесины является разметка. Правильная разметка обеспечивает эффективную работу (снижение времени на изготовление изделий, экономию материалов, увеличивает срок службы инструментов и т.д.), но у учащихся ещё не сформированы правильные приёмы разметки древесины. Рассмотрим основные ошибки и способы их устранения.
Говорят, что не ошибается тот, кто ничего не делает. Но многие ошибки можно предусмотреть, а значит и предупредить.
Плохо когда ошибки допускаются при изготовлении изделий. Плохая вещь никому не нужна. Привыкнув к этому, учащиеся допускают те же самые ошибки и в будущем, при настоящем производстве.
Я считаю, что ученические ошибки в значительной степени результат деятельности учителя на уроке и внеклассной работе. Хорош педагог, работающий над исправлением ошибок, ещё лучше их предупреждающий. Тот, кто сумел проанализировать будущее занятие, просмотреть его и многое предусмотрел, не только добивается лучшего качества обучения, но и создаёт условия для успешной работы учащихся, что очень важно в воспитательном плане.
Я считаю, что разметке древесины уделено мало внимания. Разметка является одной из основных операций при обработке материалов, ведь как отметишь, так и сделаешь. Опыт работы показывает, что наибольшее количество ошибок приходится на разметку, особенно на первоначальном этапе.
Рассмотрим типичные ошибки, встречающиеся при разметке древесины, в разделе обработка древесины.
Выбор инструмента для разметки древесины.
Для разметки древесины у учащихся всегда должны быть: карандаш, инструмент для его заточки, линейка, циркуль, угольник. Около 30% учащихся не всегда имеют на уроке этот инструмент, что существенно затрудняет им работу на уроке.
Карандаши должны быть заточены и если необходимо, то их нужно заточить. Карандаши желательно применять ТМ или М.
Линейка должна быть длинной не менее 30 см. Лучше для разметки древесины иметь деревянную, чем металлическую. Металлическая линейка режет карандаш. В мастерской обычно имеются металлические и деревянные линейки длинной 50см и 100см.
В мастерской также имеются столярный угольник, рейсмус, шаблоны.
При проведении прямой линии по линейке учащиеся пальцы располагают только на плоскости заготовки и она свободно может перемещаться. Это ошибка. Для устойчивости необходимо расположить пальцы руки на линейке и размечаемой плоскости (обычно большой и средний). В 5 классе, да и в других, некоторые учащиеся отмечают не от 0, а от 1 и теряют 10мм. Происходит, это когда риску проводят по искомому размеру. Нужно сделать наоборот. Найти нужный размер. Совместить с кромкой (краем плоскости) и сделать отметку по концу линейки. Частая ошибка при разметке большой плоскости состоит в том, что по одной риске на глазок проводится линия, которая оказывается не параллельной кромке. Очень важно научить учащихся проводить прямую линию по линейке по двум точкам. Для точности размер нужно отложить 2-3 раза. Частая ошибка, когда на заготовке откладывается необходимый размер, затем линейка кладётся поперёк, но не под прямым углом к грани (кромке, пласти, плоскости), и проводится линия. Получается косой срез, возникает необходимость выравнивания заготовки под прямым углом, теряется время на обработку заготовки. Если при этом припуск незначителен, то получается брак. Необходимо рассказать учащимся о припуске и показать его применение на практике.
На первых занятиях учащиеся трудно разбираются в центровых и осевых линиях. Необходимо поработать теоретически и практически, чтобы научить этому. Причина здесь в том, что они не знакомы ещё с черчением (проведено можно сказать ознакомительное занятие), отсутствует опыт, мало практики.
Часто заготовки бывают не ровные, особенно с краю. Разметка получается неправильной. Я показываю учащимся, что для правильной разметке необходимо выбрать одну ровную сторону. Здесь я предлагаю им использовать столярный угольник, который имеет прямой угол. Ставлю столярный угольник на ровную поверхность и провожу прямую линию. У меня получается основа для правильной разметке. Это делается и для экономии материала. Очень часто учащиеся делают разметку в центре заготовки, особенно при разметке на фанере. Необходимо показать, что такая разметка занимает много времени на обработку и надо всегда думать об экономии материалов.
При разметке рейсмусом частая ошибка – неточно поставленный размер. Тут полезен взаимоконтроль учащихся. Бывает, что иголки рейсмуса великоваты, идут, врезаясь в заготовку, выскакивая, и в результате неровная, рваная линия – риска. Я рекомендую небольшой наклон на себя, чтобы колодка рейсмуса скользила по разметочной плоскости. На первых занятиях учащиеся не умеют удерживать заготовку и работать рейсмусом, который они пытаются держать двумя руками. Я показываю им, как закрепить заготовку в верстаке. Провожу упражнения для закрепления правильных приёмов.
При помощи циркуля проводят окружности и дуги на размечаемых заготовках. Часто встречаемые ошибки: неправильно отмеченный центр, неправильно отмечаемый по линейке радиус ( объясняю что такое радиус и диаметр), неправильное очерчивание окружности. Показываю, как настроить циркуль, как найти центр окружности, как провести окружность. Провожу упражнения с учащимися в их рабочих тетрадях и на заготовках.
Для разметки простых и сложных деталей применяют шаблоны. Для этого шаблон укладывают на поверхность заготовки, обычно прижимают и очерчивают по контуру карандашом. При разметке нужно помнить об экономии материалов. Типичная ошибка очень простая, плохо заточенный карандаш. Рассказываю и показываю учащимся, что при этом получается. Размер заготовки уменьшается. Рассказываю и показываю, какая получается разметка хорошо заточенным карандашом.
Наиболее частая ошибка при работе на токарном станке по дереву, когда размер измеряется по всей длине заготовки. Показываю учащимся, что протачиваю необходимый размер на малом расстоянии в 5-7мм от заднего центра и 10-15мм от трезубца. Контролирую при проведении работ.
Распространённая ошибка при пилении столярной ножовкой — пиление по линии разметки. Необходимо пилить рядом с линией со стороны остающегося материала. На первых порах не получается распил под прямым углом в вертикальной плоскости, как бы заваливается ножовка. Здесь можно проводить разметку с трёх сторон, и это будет ориентиром при пилении. Частая ошибка, когда заготовка размечается и распиливается на несколько частей, а в результате не соблюдены размеры, получились меньше. Учащиеся правильно отвечают, что материал ушёл в опилки. Я рекомендую им 2 варианта: отмерять по одной заготовке и отпиливать; отмерив размер, отступить на 2-3мм и провести ещё линию – это будет зазор на пиление; так выполнить все линии разметки, а затем отпиливать заготовки. При пилении больших заготовок нужно их разметить не только с лицевой, но и с обратной стороны.
Типичная ошибка при строгании древесины, учащиеся строгают до линии разметки или дальше её, ориентируются на линию разметки лишь с лицевой стороны. Частая ошибка пятиклассников. Рубанок настроен. Работа идёт нормально, и увлёкшийся учащийся с желанием строгает заготовку. Забыв о разметке. В результате застругивают края или, наоборот, выбирают середину, а на длинных заготовках допускают перекос и получают винтообразную плоскость. Всё это от неумения, а главное – от того, что отсутствует контроль с помощью линейки и столярного угольника. Устранение этих ошибок, это постоянный контроль за разметкой при выполнении работ.
При сверлении заготовок учащиеся делают ошибки при разметке центра сверления, а иногда сверлят без разметки. В результате отверстия получаются не по размерам. Смещаются в сторону. После разметки центра сверления его необходимо отметить. Лучше всего центр сверления отметить керном. Когда центр сверления отмечается керном, получается небольшое углубление, из которого при сверлении сверло не выходит. Получается качественное сверление
При соединении изделий на гвоздях, шурупах учащиеся выполняют эту операцию на глаз, в результате может быть раскол заготовок. Необходимо делать симметричную разметку и по ней выполнять соединения. Соединения на гвоздях не рекомендуется выполнять на краю соединяемого изделия, чтобы не получилось раскола. При соединении на шурупах, место соединения необходимо просверлить сверлом, диаметр которого меньше шурупа.
Выполнение шипового соединения сложная для учащихся операция. Для её выполнения требуется тщательная разметка. Частые при этом ошибки: разметка проводится не рейсмусом или приспособлением, а линейкой и столярным угольником, на что требуется много времени. Выполняют её правильно, но пилят по линии, а необходимо запиливать шип снаружи её, а проушину рядом с линией, но внутри. При пилении ориентируются лишь на лицевую линию разметки, отсюда получается перекос. Отпиливая щёчки, наклоняют ножовку в сторону остающегося материала, из-за чего при сборке в соединении получается щель. Необходимо держать ножовку перпендикулярно, а ещё лучше с небольшим наклоном в сторону отпиливаемой щёчки.
При выпиливании лобзиком разметку линий выпиливания на заготовке выполняют обычно с рисунка при помощи копировальной бумаги. Часто встречаемые ошибки: некачественная разметка. Необходимо проявлять внимание при переводе рисунков и чертежей. Из моего опыта первоначальную разметку я провожу вместе с учащимися. На доске я поэтапно выполняю чертёж изделия. Ученики выполняют чертёж в рабочей тетради. После этого выполняют разметку на заготовке. Такое двухступенчатое выполнение, как показывает опыт, помогает им лучше освоить разметку и графическую документацию.
При выжигании рисунок переводят на заготовку через копировальную бумагу. Часто встречающаяся ошибка это некачественная разметка. Для правильной разметки требуется качественный рисунок и хорошая копировальная бумага. Нужно быть внимательным при разметке. Карандаш должен быть хорошо заточен.
Кроме специфических есть ряд общих методов предупреждения самых разных ошибок в работе. Это объяснение, наводящие вопросы, краткие пояснения, сопровождаемые показом правильных приёмов, упражнениями. Эффективна демонстрация таблиц, рисунков, схем. И конечно постоянный контроль со стороны учителя и взаимопроверка среди учащихся.
Литература для учащихся
Дёмина И.Г. « Чудеса из дерева» М. Русич. 2001
Карабанов И.А. « Справочник по трудовому обучению. М. Высшая школа. 2007
Ривхк Э.В. « Мастерим из дерева» М. Просвещение. 2008
Симоненко В.Д. « Технология» учебники 5, 6, 7 классы. М. « Вентана – Граф». 2010
Коваленко В.И. « Объекты труда для 5-7 классов. М. Просвещение 2005
Используемая литература
Беляков И.Д. Кружок « Умелые руки». М. Просвещение. 2005
Беляков И.Д. « Внеклассные занятия по труду». М. Просвещение 2000
Дёмина И.Г. « Чудеса из дерева». М. Русич. 2001
Дубова А.Г. « Занятия по техническому труду в школьных мастерских» М. Просвещение. 2002
Карабанов И.А. « Справочник по трудовому обучению» М. Просвещение. 2001
Кальней В.А. «Основы методики трудового и профессионального обучения» М. Просвещение. 2000
Коваленко В.И. « Объекты труда для 5 класса». М. Просвещение. 2005
Программа основного общего образования по направлению « Технология»
Технический труд. М. « Школа – Пресс». Школа и производство. №6. 2004
Ривхк Э.В. « Обработка древесины в школьных мастерских». М. Прсвещение. 2004
Ривхк Э.В. 2 Мастерим из древесины». М. Просвещение. 2008
Семенихин В.П. « Изготовление инструментов в школьных мастерских». М. Просвещение. 2000
Школа и производство. М. « Школа – пресс». 2001, №1
Школа и производство. М. « Школа – Пресс» . 2003, №7
Школа и производство. М. « Школа – Пресс». 2004, №3
6. Строгание древесины
Инструменты для ручного строгания. После распиливания заготовки имеют риски, шероховатость, покоробленность. Все эти дефекты устраняют строганием. Кроме того, при строгании заготовкам придают нужную форму. Для ручного строгания используют деревянные рубанки. Рубанок (рис. 22, а) состоит из деревянного корпуса, в который вставлен нож, прочно закрепленный клином. Клин опирается на заплечики, сделанные с боков летка. Плоскость поверхности летка, к которой прилегает нож, должна обеспечить его плотное прилегание. Качание ножа не допускается. В подошве рубанка, т. е. в нижней части корпуса, имеется узкая прорезь (пролет) шириной 5,7 ± 0,5 мм, через которую за подошву выступает лезвие ножа.
Для лучшей работы рубанком и удобного продвижения его по материалу в передней части имеется рог. Подошва рубанка, фуганка должна быть ровной, гладкой. Ввиду того, что подошва работает на истирание, в ней делают вклейку из древесины граба, клена, белой акации, ясеня или бука. Рог, упор, клин, накладки делают из древесины, предусмотренной для изготовления подошвы корпуса, и из древесины березы, ильма или бересты. Ручки изготовляют из фанерной необлицованной плиты ПФ-А. Склеивают подошву рубанка в накладку водостойкими клеями. Древесина для изготовления рубанка, фуганка не должна иметь трещин, гнили, прорости, червоточин, несросшихся сучков, смоляных кармашек и т. п., влажность ее должна быть 10 ± 2 %.
Поверхности деталей рубанков, фуганков, за исключением подошвы корпусов (колодок) и поверхности клина, прилегающей к ножу, покрывают светлым водостойким лаком.
Шерхебель (рис. 22, б) предназначен для грубого строгания древесины вдоль, поперек и под углом к волокнам. После строгания шерхебелем поверхность древесины получается неровной – со следами углублений в виде желобков. Это вызвано тем, что лезвие ножа имеет овальную форму с радиусом 35 мм. При работе нож выпускают до 3 мм; стружка получается узкая и толстая. Масса шерхебеля 0,82 кг.
Рубанок с одиночным ножом (рис. 22, в) применяют для выравнивания поверхности после распиливания или строгания ее после обработки шерхебелем. Лезвие у ножа шириной 40–50 мм прямолинейное, выпускают его на 1 мм. Так как в этом рубанке нет стружколома (горбатика), стружка образуется без излома, поэтому на поверхности обрабатываемой древесины часто получаются задиры, а иногда отколы. Масса рубанка 0,9 кг.
Рубанок с двойным ножом (рис. 22, г) используют для чистового строгания древесины, застрагивания торцов, а также свилеватой древесины и древесины с задирами. Этот рубанок, кроме ножа, имеет контрнож-стружколом. Наличие стружколома улучшает качество строгания, так как стружка после отделения поднимается вверх по ножу, отгибается и, попадая на стружколом, ломается. Излом стружки после отделения предотвращает возможность отщепа ее или откола поверхности древесины. Чем ближе к ножу будет установлен стружколом, тем скорее он обломает стружку, поэтому для более качественной обработки древесины стружколом ставят ближе к ножу. Но вместе с тем следует учесть, что очень близко (менее 2 мм) стружколом ставить нельзя, так как стружка при этом будет забиваться под лезвие и строгание затруднится. Масса рубанка 0,97 к г.
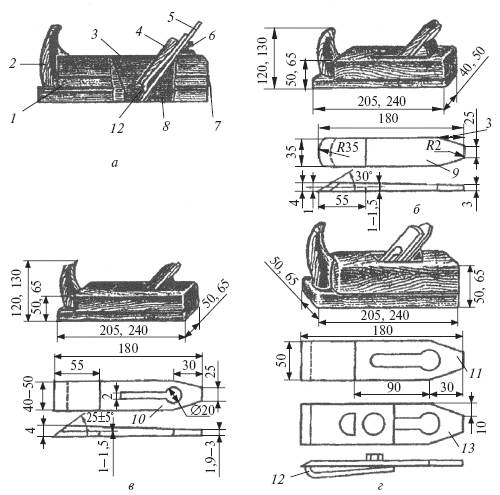
Рис. 22. Рубанки: а – общий вид; б – шерхебель; в – с одиночным ножом; г – с двойным ножом; 1 – корпус; 2 – рог; 3 – леток; 4 – клин; 5 – нож; 6 – упор; 7 – пробка; 8 – подошва; 9 – нож шерхебельный; 10 – нож одиночного рубанка; 11 – нож двойного рубанка; 12 – стружколом; 13 – нож со стружколомом.
Кроме деревянных рубанков, для строгания древесины применяют металлические шерхебели и рубанки с одиночным и двойным ножом (рис. 23).
Рубанок представляет собой металлический корпус, в который вставлен нож, закрепленный в корпусе винтом. Рог и ручку делают из древесины. Величину снимаемой стружки регулируют вылетом ножа. Для этого надо освободить винт и переместить нож вверх или вниз на нужную величину, а затем снова закрепить винт.
Металлические рубанки тяжелее деревянных в 1,5–1,7 раза. Их применяют преимущественно для строгания древесины твердых пород и для ремонтных работ.
Фуганок (рис. 24) служит для окончательного чистового строгания, а также для прифуговки отдельных деталей. Фуганок почти в 3 раза длиннее рубанка, что позволяет строгать им длинные детали. В передней части фуганка на корпусе расположены пробка, ударом молотка по которой из корпуса выбивают нож из летка. Лезвие ножа должно выступать на 1 мм. При обработке фуганком древесины с волнистой поверхностью получается стружка в виде небольших кусков, а при повторном проходе образуется непрерывная тонкая стружка, показывающая, что строгание следует закончить, так как поверхность получается гладкой. Масса фуганка 3,25 кг. Более короткие детали обрабатывают полуфуганком, имеющим более короткий корпус (530 вместо 650 мм). Для зачистки древесины, имеющей задиры и свилеватость, применяют рубанок с укороченным корпусом – шлифтик. Шлифтик имеет узкую щель (шириной 5 мм) и увеличенный угол присадки (60°), благодаря чему при работе им снимается тонкая стружка и поверхность древесины обрабатывается чище. Лезвие ножа выпускается на 0,5 мм.
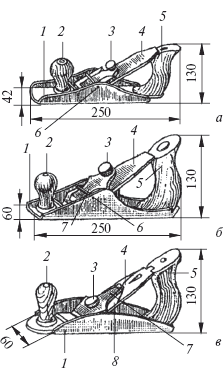
Рис. 23. Металлические рубанки: а – шерхебель; б – рубанок с одиночным ножом; в – рубанок с двойным ножом; 1 – корпус; 2 – рог-рукоятка; 3 – винт; 4 – нож; 5 – ручка; 6 – стержень; 7– прижим; 8 – основание под нож
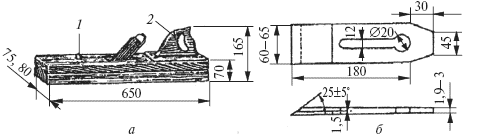
Рис. 24. Фуганок: а – общий вид; б – нож фуганка; 1 – пробка; 2 – ручка.
Цинубель (рис. 25) служит для образования на поверхности древесины мелких, едва заметных борозд и ворсистости под склеивание (облицовывание). Нож имеет зазубренное лезвие. При замене в цинубеле зазубренного ножа на обычный его используют как шлифтик.
Торцовый рубанок (рис. 26) используют как обычный рубанок и как рубанок для строгания торцов, так как установленный в нем под углом к боковой поверхности нож облегчает процесс строгания и повышает качество обработки. При строгании под углом к оси доски обычный рубанок можно использовать как торцовый.
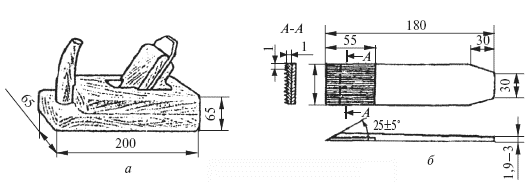
Рис. 25. Цинубель: а – общий вид; б – нож
Зензубель (рис. 27) служит для ручной отборки и зачистки четвертей в деталях столярных изделий. Корпус у зензубеля высокий (80 мм) и узкий с прямой подошвой. Наличие в корпусе бокового отверстия обеспечивает свободный выход стружки в процессе строгания и повышает качество обработки. Нож зензубеля имеет заточку сбоку и снизу, благодаря чему при работе им образуется четверть. Масса зензубеля 0,38, кг.
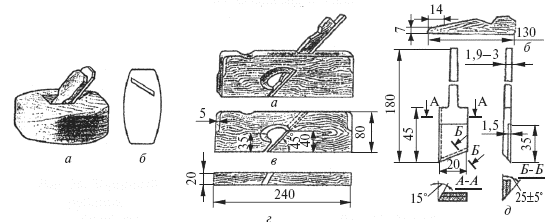
Рис. 26. Торцовый рубанок: а – общий вид; б – подошва рубанка
Рис. 27. Зензубель: а – общий вид; б – клин; в – вид корпуса сбоку; г – вид снизу; д – нож.
Фальцгебель (рис. 28) служит для выборки четвертей в деталях столярных изделий; в отличие от зензубеля имеет ступенчатую подошву. Его масса 0,5 кг.
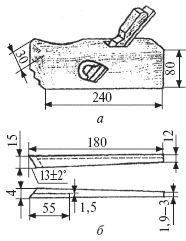
Рис. 28. Фальцгебель: а – общий вид; б – нож
Шпунтубель (рис. 29, а) предназначен для ручной выборки пазов-шпунтов на кромках и пластях деталей. Состоит из двух корпусов, соединенных винтами, причем в одном из корпусов крепят нож.
Корпуса устанавливают на требуемом расстоянии паза (шпунта) от кромки детали. Для выборки пазов разной ширины имеется набор ножей. Длина шпунтубеля 250 мм, ширина 20 мм, высота 80 мм, масса 1,1 к г.
Грунтубель (рис. 29, б) служит для выборки паза, а также зачистки трапециевидного паза, выбранного наградкой.
Галтелью (рис. 29, в) образуют желобки разной ширины или глубины с различным радиусом закругления. Корпус галтели имеет подошву выпуклой формы. Длина галтели 250 мм, ширина 10–25 мм, высота 60–80 мм.
Штап (рис. 29, г) предназначен для образования закруглений на кромках деталей. Подошва корпуса и нож имеют вогнутую форму.
Калевкой (рис. 29, д) производят профильную обработку кромок деталей. Подошва имеет зеркальную (обратную) форму профиля детали. Для обработки разных профилей имеется набор калевок.
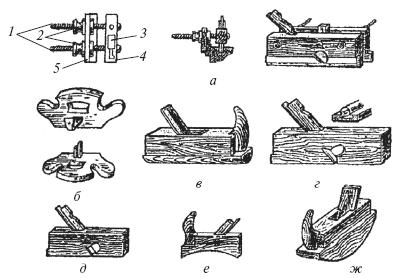
Рис. 29. Инструменты для профильного строгания: а – шпунтубель: 1 – винты; 2 – гайки; 3 – нож; 4 – корпус; 5 – направляющая планка; б – грунтубель; в – галтель; г – штап; д – калевка; е – горбач с вогнутым корпусом; ж – горбач с выпуклым корпусом.
Горбач (рис. 29 е, ж) служит для строгания вогнутых и выпуклых поверхностей. Корпус горбача имеет по всей длине выпуклую или вогнутую форму (с постоянной кривизной), которая должна соответствовать профилю (кривизне) обрабатываемой детали. Нож у горбача имеет прямое лезвие. Длина горбача 100–250 мм, ширина и высота 60 мм.
Ручное строгание. Работы по строганию древесины заключаются в подборе материала для строгания, заточке ножей, наладке инструмента, строгании, проверке качества выполненных работ.
При подборе материала определяют лицевую сторону и направление волокон, устанавливают, имеет ли он выпуклости или вогнутости, подлежащие снятию строганием, выявляют дефекты древесины и определяют, допустимы ли они для деталей, изготовляемых из этого материала.
Ножи рубанков, фуганков затачиваются (рис. 30) на точилах с карборундовым или песчаниковым кругом. Точило для заточки ножей представляет собой металлический вал, на котором укреплен круглый точильный камень диаметром около 500 мм. Вал расположен над металлическим корытом, в которое наливают воду для смачивания круга в процессе заточки. Привод вала осуществляется от электродвигателя.
Точило следует оборудовать упором, на котором нож будет иметь опору, фиксирующую его положение по отношению к точильному камню, и защитным козырьком.
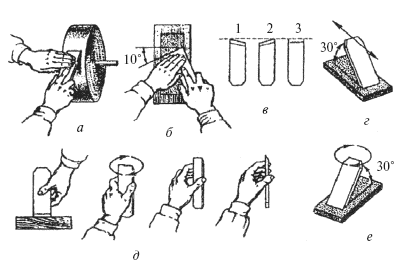
Рис. 30. Заточка ножей для рубанка: а – положение ножа при заточке на мокром точиле; б – положение ножа при работе на оселке; в – проверка заточки фаски: 1, 2 – неправильно; 3 – правильно; г – заточка на абразивном бруске (прямолинейными движениями); д – порядок проверки лезвия ножа «на глаз»; е – заточка на абразивном бруске (круговыми движениями)
При заточке ножей точильный круг вращается против лезвия, при этом нож держат правой рукой под необходимым углом прямо, без перекосов, равномерно прижимая его к кругу, а левой рукой поддерживают нож. Затачивают нож на мокром точиле до тех пор, пока на противоположной стороне не образуются заусенцы.
Если заусенцы незначительны, в виде тонких и ровных полосок, затачивание считается удовлетворительным. Большие, крупные заусенцы образуются при сильном нажиме на нож в процессе затачивания. Поэтому нож прижимают к кругу плотно, но не сильно. В процессе заточки надо сохранить угол заострения 25 ± 5°. Если с ножа не удалить заусенцы, им работать нельзя, так как он быстро затупится.
При затачивании ножей на точиле следует стоять несколько в стороне от круга, работать в предохранительных очках, поскольку образующиеся искры и отлетающие мелкие кусочки камня (абразивы) могут попасть в глаза.
Ножи точат на мелкозернистых точильных брусках типа БП, с помощью которых с фаски ножей снимают заусенцы и зазубрины. Бруски следует смачивать каплями керосина или водой.
При затачивании прямолинейными движениями нож берут за хвостовую часть правой рукой и фаской кладут плотно на брусок, а левой рукой прижимают его к бруску, затем равномерными движениями двигают нож вперед и назад вдоль бруска с сохранением угла заострения. При затачивании кругообразными движениями нож также берут за хвостовую часть руками и, прижимая фаской к бруску, непрерывными и равномерными кругообразными движениями двигают его по поверхности камня.
Профильные ножи шерхебеля, галтели точат на брусках или затачивают напильниками, а правят на оселках или наждачным порошком с маслом (в виде пасты). Правильность заточки ножей проверяют с помощью шаблона, линейки и угольника, причем угол заострения – шаблоном, а прямолинейность – линейкой и угольником. У правильно заточенного ножа лезвие должно прилегать к линейке плотно, без просветов. Лезвие ножа считается острым, когда им можно срезать волос.
Правят ножи оселком – мелкозернистым точильным бруском. Перед правкой оселок смачивают минеральным маслом или керосином. Так как оселки в процессе затачивания засаливаются, их периодически промывают керосином. Лезвие на оселке правят кругообразными движениями, но можно править путем движения оселка по фаске закрепленного ножа. Работающий прикладывает нож фаской к оселку и кругообразными движениями ведет по нему, сохраняя угол заострения, затем прикладывает нож к оселку другой стороной и правит также кругообразными движениями до полного снятия заусенцев.
Для заточки столярно-плотничных инструментов (ножей рубанков, долот, стамесок) применяют электрическое точило ЭТ-1 (рис. 31). Мощность электродвигателя 0,32 кВт, напряжение 220 В. На станке устанавливают точильный (абразивный) круг диаметром 100 мм. Размеры станка 310?166?205 мм, масса 7 кг.
Наладка рубанков, фуганков состоит из разборки инструмента для смены ножен, установки и крепления ножа.
Разбирают рубанок следующим образом. Берут его в левую руку и, слегка ударяя молотком по заднему торцу, ослабляют клин, после чего клин и нож легко вынимаются. Затем острый нож и клин вставляют в леток и ударяют по переднему торцу рубанка (по лобовой части) (рис. 32). Клин должен плотно прилегать к ножу, лезвие ножа – равномерно выступать из подошвы рубанка на необходимую величину (без перекоса).
Уменьшают величину выступления лезвия удара молотка по заднему торцу рубанка, а увеличивают слабыми ударами молотка по хвосту (торцу) ножа там, где угол лезвия виден больше. Правильность выпуска лезвия проверяют «на глаз», поднимая рубанок подошвой вверх на уровне глаз. Если при этом лезвие будет видно в виде узкой полосы – нитки, нож «присажен» правильно. Нож устанавливают передней гранью по отношению к горизонтальной плоскости (плоскости подошвы) у шерхебеля, рубанков с одиночным и двойным ножом, зензубеля, фальцгебеля под углом 45°, а у цинубеля – под углом 80°.
Рис. 31. Электрическое точило ЭТ-1: 1 – токоподводяший кабель; 2 – корпус; 3 – кожух; 4 – абразивный круг; 5 – подручник; 6 – основание (станина)
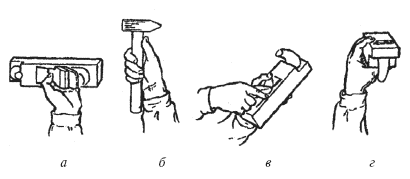
Рис. 32. Наладка рубанка: а – положение рубанка при закреплении или ослаблении ножа; б – положение молотка при ударе по торцу рубанка для ослабления или закрепления ножа; в – положение рубанка при установке или выемке ножа; г – проверка правильности выпуска ножа за подошву корпуса «на глаз»
Приемы строгания. До начала строгания ручным инструментом следует тщательно осмотреть обрабатываемую деталь, определить направление волокон и лицевую сторону. Строгать древесину следует вдоль волокон, так как при этом поверхность получается более гладкой и затрачивается меньше усилий на строгание.
Строгать нужно движением рук на полный размах, по прямой линии с равномерным нажимом на инструмент. При этом корпус тела должен быть немного наклонен вперед и при строгании оставаться неподвижным. Строгание должно производиться за счет движения рук, а не корпуса тела, иначе работающий быстро устанет.
Обрабатываемую заготовку закрепляют на верстаке между гребенкой (упором) и тисками так, чтобы направление волокон совпадало с направлением строгания. Заготовка должна лежать на верстаке плотно, не выгибаясь.
Правой рукой берут хвостовую часть корпуса, а левой – рог и устанавливают рубанок на обрабатываемую заготовку (рис. 33, а). В начале строгания нажимают левой рукой на переднюю часть рубанка, а правой – слегка на заднюю часть. В середине строгания нажимают одинаково и равномерно на весь рубанок, а в конце строгания, когда рубанок сходит с обрабатываемой заготовки, следует усилить нажим на правую руку, чтобы не «завалить» конец обрабатываемой заготовки. Если необходимо отвести рубанок назад, поднимают его заднюю часть и передвигают.
Сначала строгают заготовку шерхебелем (острым) углом по направлению волокон, ведь если строгать этим инструментом вдоль волокон, можно снять лишнюю древесину.
При обработке шерхебелем свилеватых мест не следует снимать толстую стружку, так как может образоваться откол древесины и брусок-заготовка сделается непригодной для дальнейшей обработки.
После строгания шерхебелем поверхность детали выравнивают рубанком с одиночным ножом. Окончательно зачищают деталь рубанком с двойным ножом или полуфуганком, которые сглаживают поверхность обрабатываемого бруска.
Прямоугольные заготовки начинают строгать с лицевой стороны, имеющей меньшее число дефектов. После обработки лицевой стороны проверяют качество строгания линейкой вдоль и поперек волокон, а если заготовка широкая, то и по диагонали. Если между линейкой и кромкой обработанной заготовки нет просветов, обработку следует считать удовлетворительной. После этого строгают кромку заготовки рубанком с одиночным или двойным ножом. Прямоугольность кромки и пласти проверяют угольником. Затем строгают нелицевую пласть и вторую кромку, соблюдая при этом требуемые размеры.
Бруски строгают следующим образом: укладывают их на верстак и закрепляют; неровности на поверхности бруска сострагивают шерхебелем, рубанком, а затем зачищают поверхность фуганком, после чего брусок поворачивают и строгают соответственно другие стороны.
При работе фуганком (рис. 33, б) правой рукой берут за ручку, а левой поддерживают корпус фуганка немного позади пробки. Прострогав один участок детали по ширине, переходят к обработке другого участка. Фуганком строгают в один прием, не прерывая стружки. При обработке очень длинных заготовок рабочий должен двигаться вперед вдоль заготовки.
При фуговании под склеивание заготовки следует обрабатывать попарно и даже по три штуки.
При работе инструментом стоят у верстака, наклонив корпус немного вперед и поставив левую ногу вдоль верстака, а правую по отношению к левой под углом 70°.
При торцовом строгании сначала строгают один край торца от себя (рис. 33, в) до середины детали, а затем другой – на себя (рис. 33, г). При этом способе строгания отщепов и отколов на поверхности и кромках не получается. Во избежание отщепов рекомендуется обрабатывать торцы до строгания боковых сторон бруска.
Зензубелем отбирают четверть (рис. 33, д) по заранее сделанной разметке. Начальную отборку четверти производят следующим образом: берут правой рукой за заднюю часть корпуса, а левой – за подошву позади ножа, причем большой палец располагают сверху корпуса, как показано на рисунке.
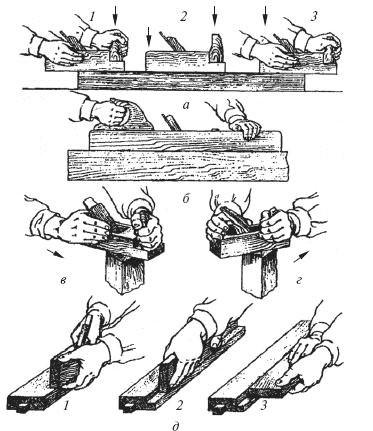
Рис. 33. Приемы строгания: а – рубанком: 1, 2, 3 – нажим на рубанок в начале, середине и в конце строгания; б – фуганком; в – строгание торца от себя; г – строгание торца на себя; д – отборка четверти зензубелем: 1 – начальная отборка четверти; 2 – отборка четверти; 3 – зачистка четверти.
Строгание ведут на небольшом расстоянии от линии разметки (риски) и снимают стружку на глубину четверти (примерно на 3–4 мм). После отборки части четверти по всей длине бруска зензубелем работают в полный размах рук, следя за тем, чтобы не зайти за пределы разметки. После отборки четверти ее зачищают, для чего берут правой рукой задний торец корпуса зензубеля, а левой рукой – верхнюю часть.
Фальцгебелем четверти выбирают так же, как и зензубелем, но без предварительной разметки, так как ступенчатая подошва фальцгебеля определяет размер четверти.
Инструменты для механизированной обработки древесины. Ручные электрические рубанки предназначены для фрезерования древесины вдоль волокон. Рубанок (рис. 34) состоит из встроенного электродвигателя, ротор которого вращается в двух шарикоподшипниках. На конце вала ротора насажен ведущий шкив, приводящий во вращение клиновую ременную передачу. Вращение ножевого барабана (фрезы) с двумя плоскими ножами осуществляется посредством клино-ременной передачи от вала ротора. На рубанке имеются передняя (подвижная) и задняя (неподвижная), отлитая вместе с корпусом, панели (лыжи). Специальным механизмом опускают и поднимают переднюю лыжу, регулируя этим глубину фрезерования (строгания). Рубанок можно использовать как полустационарный станок, закрепив на столе, верстаке панелями вверх и установив съемное защитное ограждение, защищающее руки от попадания на барабан (фрезу) с ножами.
Работа электрорубанками. Перед работой проверяют правильность заточки и установки ножей. Лезвия ножей должны быть выпущены одинаково и находиться на одном уровне с задней панелью (лыжей). Масса ножей также должна быть одинаковой. До установки ножи следует тщательно заточить и отбалансировать так, чтобы ножевой вал (барабан) вращался без биения. Угол заострения ножей должен быть 40–42°. Крепить ножи к валу нужно прочно, причем режущая кромка должна выступать на 1–1,5 мм за цилиндрическую поверхность барабана, а лезвие ножей должно быть строго параллельно оси барабана (вала).
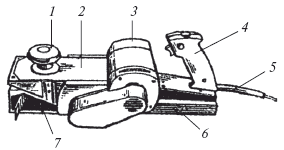
Рис. 34. Рубанок ручной электрический ИЭ-5708: 1 – ручка; 2 – корпус; 3 – электродвигатель; 4 – основная ручка; 5 – кабель, подводящий ток; 6 – задняя неподвижная лыжа; 7 – передняя подвижная лыжа.
Работают электрорубанком следующим образом. Присоединяют штепсельную вилку в сеть, нажимают на курок, включают электродвигатель. Когда ножевой вал достигнет нужной частоты вращения, электрорубанок опускают на обрабатываемый материал, закрепленный на верстаке или столе. Материалы, подлежащие обработке, должны быть очищены от пыли, грязи, снега. Электрорубанок нужно подавать вперед медленно, чтобы при соприкосновении с древесиной не произошло резкого толчка, равномерно, без больших усилий на рукоятку. Усилие работающего должно быть затрачено лишь на продвижение электрорубанка. При обработке древесины средней твердости скорость подачи должна быть 1,5–2 м/мин. При работе электрорубанок продвигают по материалу по прямой линии, без перекосов, следя за тем, чтобы под панели (лыжи) не попадали стружки, опилки.
После первого прохода (если необходимо начать обработку вдоль или на участке рядом с обработанным) электродвигатель выключают и с выключенным электрорубанком возвращаются в исходное положение, после чего электродвигатель включают и вновь начинают работать. В перерывах электрорубанок выключают и ставят панелями (лыжами) вверх или кладут на бок.
При вибрировании рубанка проверяют балансировку ножей, а также люфт в подшипниках барабана. При получении нечистой поверхности обработки проверяют заточку ножей и очищают рубанок от стружек.
При работе электрорубанком следят за тем, чтобы токоведущие части были надежно защищены от случайного соприкосновения с ними. Все электрические соединения должны иметь надежную изоляцию. Питающий кабель не следует укладывать с большими перегибами. Во избежание повреждения цеховым транспортом его не следует прокладывать по полу. К работе электроинструментом допускаются лица, прошедшие инструктаж по технике безопасности.
При работе рубанками и электрорубанками могут возникнуть следующие дефекты: мшистость или ворсистость – при работе тупыми ножами; продольные полосы – при работе ножами, имеющими выкрошенные места на лезвии и др.
Качество обработки по длине и торцу бруска проверяют угольником (рис. 35, а, б) в нескольких точках: на концах детали и в середине, а в длинных деталях – еще и в других точках: между серединой и концами деталей.
Проверка «на глаз» (рис. 35, в) требует большого навыка. Рабочий берет брусок в руки и приподнимает, устанавливая его против света на уровне глаз. Неровности, полученные вследствие некачественной обработки, обнаруживаются по легкой тени, которая на бруске будет казаться пятном. Качество обработки можно проверить также линейками (рис. 35, г).
Качество обработки детали проверяют двумя строго выверенными брусками (рис. 35, д), которые ставят на поверхности детали параллельно друг другу, а после этого смотрят на бруски против света. Если поверхность детали хорошо обработана, грани брусков сольются в одну линию, а если нет, грани будут в виде пересекающихся неслившихся линий. Размер деталей проверяют посредством измерительного инструмента.
Качество профильной обработки проверяют шаблонами и визуально. Поверхность обработанных деталей должна быть гладкой, без шероховатостей, задиров и вырывов.
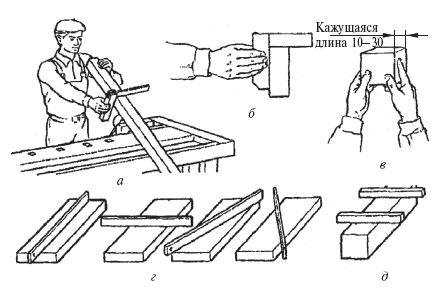
Рис. 35. Проверка качества строгания: а – угольником по длине бруска; б – угольником по торцу бруска; в – «на глаз» против света; г – линейками; д – парными брусками
Данный текст является ознакомительным фрагментом.
Читайте также
Разметка, пиление и строгание плит
Разметка, пиление и строгание плит
Одной из самых распространенных причин допускаемых ошибок при изготовлении деталей мебели из плит можно назвать неправильную разметку. Следовательно, эта операция должна проводиться с большой тщательностью.Предварительно нужно
СКЛЕИВАНИЕ ДРЕВЕСИНЫ
СКЛЕИВАНИЕ ДРЕВЕСИНЫ
Для склеивания деталей применяют костный, мездровый и казеиновый клей.Костный и мездровый клей изготовляют в виде плиток или крупы, а также в жидком виде. Употребляют только в горячем виде, поэтому его вначале варят на пару в клеянке, состоящей из
ОТДЕЛКА ДРЕВЕСИНЫ
ОТДЕЛКА ДРЕВЕСИНЫ
Подготовка древесины к отделке
Если возникает необходимость повторно покрыть древесину лакокрасочным материалом, надо снять предыдущие слои краски и лака. Сначала такую поверхность можно обработать щелочью с последующей зачисткой. Современными
Свойства древесины
Свойства древесины
Древесина обладает весьма разнообразными свойствами. Наиболее полно они раскрываются при изучении физических и механических свойств древесины.
Физические свойства древесины.На свойства древесины большое влияние оказывает
влажность.Воду,
Пороки древесины
Пороки древесины
Пороками древесины называют отклонения от нормального строения, а также повреждения, которые оказывают влияние на ее технические свойства. Пороки появляются как при росте дерева, так и при хранении на складах и во время эксплуатации. В зависимости от
Конструкции из древесины
Конструкции из древесины
Конструкции из древесины и индустриальные строительные детали изготовляют на специальных заводах.Комплекты деревянных изделий и деталей для домов заводского изготовления делят на следующие группы: комплекты для брусчатых домов; для каркасных
Панели из древесины
Панели из древесины
В настоящее время из древесины делают несколько видов панелей, которые отличаются по способу изготовления и качеству.Самыми лучшими, но и самыми дорогими, считаются
панели из натурального дерева
: материалом для них служат дуб, кедр,
Панели из древесины
Панели из древесины
В настоящее время из древесины делают несколько видов панелей, которые отличаются по способу изготовления и качеству.Самыми лучшими, но и самыми дорогими, считаются панели из натурального дерева. Материалом для них служат дуб, кедр, ольха, клен. Ими