
Добавил:
Upload
Опубликованный материал нарушает ваши авторские права? Сообщите нам.
Вуз:
Предмет:
Файл:
Нарушение режима полимеризации базисной пластмассы
.docx
Скачиваний:
301
Добавлен:
28.03.2016
Размер:
14.6 Кб
Скачать
Нарушение
режима полимеризации базисной пластмассы
Приводит
к дефектам готовых изделий (пузырьки,
пористость, разводы, участки с повышенным
внутренним напряжением), к растрескиванию,
деформации и поломкам протезов.
|
Вид |
Причина |
Как |
|
Газовая |
Обусловлена
|
Мелкие |
|
Пористость |
|
Фестончатые |
|
Гранулярная |
|
Белесые |
|
Внутреннее |
|
Проявляется |
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Нарушение режимов полимеризации приводит к возникновению дефектов готовых изделий (пузырьки, пористость, разводы, участки с повышенным внутренним напряжением и др.).
1. Газовая пористость — за счет закипания перекиси бензоила возникает при нарушении режима полимеризации, например, при опускании кюветы с пластмассовым тестом в гипсовой форме в кипящую воду. Газовые поры образуются в толще протеза. Протез подлежит переделке.
2. Гранулярная пористость (мраморность) вследствие избыточного количества порошка полимера, испарения мономера с поверхности пластмассы или недостаточного перемешивания пластмассового теста.
3. Мелкая множественная пористость на поверхности протеза. Появляется в результате избытка мономера. Зубной техник протирает мономером поверхность базиса. Эта пористость не сошлифовывается, протез подлежит переделке.
4. Дефект или поры от недостатка пластмассового теста во время паковки.
5. Внутреннее остаточное напряжение — приводит к растрескиванию. Возникает при нарушении режима полимеризации (длительное, более 1 часа нахождение в кипящей воде). Протез подлежит переделке.
6. Растрескивание вследствие различного коэффициента термического расширения металла и пластмассы (армирование), быстрого охлаждения кюветы, действия органических растворителей (спирт, эфир).
7. Комплекс процессов, приводящих к ухудшению механических свойств полимерных материалов, имеет общее название — старение полимеров. В основе лежит процесс разрыва микромолекулярных цепей и образование более низкомолекулярных продуктов. Процессы эти называются деструкцией, возникают под воздействием биологических сред, механических напряжений, значительных перепадов температур. Деструкция приводит к появлению хрупкости и гибкости полимера.
8. Мономер полностью не вступает в реакцию, и его часть остается в свободном состоянии. Полимеризат всегда содержит остаточный мономер.
Свободный мономер, перемещаясь к поверхности протеза, выходит в ротовую жидкость и растворяется в ней.
Пластмассы горячей полимеризации при правильном режиме полимеризации содержат 0,5 %, пластмассы холодной полимеризации — 3 — 5 % остаточного мономера.
При изготовлении протезов из пластмассы возможно развитие:
1. Токсического стоматита — как результат воздействия остаточного мономера.
2. Аллергического стоматита — результат аллергической реакции на любой составляющий компонент пластмассы.
3. Механического стоматита — вследствие несоответствия базиса протеза протезному ложу.

X
Returning Customer
I am a returning customer
X
Register Account
If you already have an account with us, please login at the login form.
Учётная запись успешно создана!
Поздравляем! Ваша учётная запись была успешно создана.
теперь вы можете воспользоваться дополнительными возможностями: просмотр истории заказов, печать счета, изменение своей контактной информации и адресов доставки, следить за накопленными баллами и многое другое…
Если у вас есть какие-либо вопросы, напишите нам.
Письмо с данными о регистрации было отправлено на указанный E-mail. Если вы не получили письмо, пожалуйста свяжитесь с нами.
Выход
Вы вышли из вашего личного кабинета.
Ваша корзина покупок была сохранена. Она будет восстановлена при следующем входе в личный кабинет.
Основные проблемы при изготовлении гибких протезов
Первая
тема — это краткое введение в группы
термопластов, для того, чтобы мы понимали
с чем имеем дело!
Первое, что мы должны прояснить что
термопластичные материалы (те, которые
под воздействием температуры становятся
пластичными) можно разделить на 5 групп:
1)
полиамид или нейлон (одно и то же). В свою
очередь делятся на две группы: гибкие
или как их называют эластичные и
полужесткие.
2)
ацеталь
3)
полипропилен
4)
термоинжекционный литьевой безмономерный
акрил
5)
винилы (материал для отпресовки капп)
Самая распространенная по количеству
производителей — это группа нейлонов
или полиамидов, по тому что мы наблюдаем,
примерно 80% всех выпущенных термопластов
приходиться на эту группу. Кто-то подумает
почему именно так? Точно не знаю, но
подозреваю что из-за того, что самый
первый термопласт, который был выпущен,
это был именно нейлон и было это вроде
как 50 лет назад! с тех пор прошло много
времени и разумеется в этой ветки
развелось очень много конкурирующих
между собой фирм, который стали выпускать
одно и то же, но с разных стран и под
своим брендом (торговая марка).
Но речь не об этом, нам нужно знать какие
виды термопластов бывают, поскольку
помимо качественных характеристик, нам
для их нормального изготовления нужно
понять, что они отличаются между собой
следующими параметрами:
1)
температура плавления
2)
одни пакуются на холодную, другие на
горячую кювету
3)
текучесть материала (одни более жидкие
в расплавленном виде, другие более
густые)
4)
усадка материала
5)
свойство напитывать влагу материалом
на этапе сырья (гранулы)
Дело
в том, что обычно о таких характеристиках
продавцы не говорят, поскольку сами не
знают о таких тонкостях, максимум что
вам скажут это температура плавления
и время плавления, хотя остальные данные
настолько важны что могут полностью
повлиять на исход готового изделия!
Итак,
теперь рассмотрим каждый пункт по
порядку.
Отсюда
вытекает следующая тема, которую я бы
назвала: «Что не нужно делать, если
вы не хотите иметь недоливы протезов,
поры в базисе, разрывы гильз с материалом
в вашем аппарате, а также непонятный
цвет изделия и хрупкость материала»
1)
температура плавления.
Нужно выставлять на аппарате ту, которую
требует производитель! Очень часто
техники специально завышают температуру
плавления дабы сделать материал более
текучим, и тем самым добиться 100% пролива
протеза — но такой метод не только не
верный, он имеет еще и плачевные
последствия такие как: гибкий или
эластичный нейлон становиться более
твердым , хотя для нас это только плюс
, и меняет свой цвет становясь
мутно-молочным, да и еще возможно с
горелыми желтыми потоками! Полужесткие
же нейлоны, также могут изменить свой
цвет при перегреве, но более серьезная
вещь, это то что они становятся хрупкие!
Также в одном и другом материале возможны
микро пузырьки в базисе. Поэтому не
перегревайте свои материалы! Если же у
вас ручной аппарат и на нем по-другому
у вас просто не получается пролить
протез, то делайте соответствующие
выводы и не издевайтесь над материалом,
он тут ни при чем, сейчас есть большой
выбор автоматических аппаратов, которые
позволяют технику соблюдать нужную
температуру расплавления материала и
не сталкиваться при этом с недоливами
протезов!
Также для того чтобы добиться 100% пролива
материала, нужно еще соблюдать все ниже
перечисленные требования, и тогда у вас
будет правильный исход пропаковки
протеза без ущерба материалу и вашему
кошельку!!!
2)
паковка на холодную или горячую кювету:
на холодную кювету пакуются полипропилен
и гибкие, эластичные нейлоны.
горячая кювета подразумевает не
температуру самой кюветы, а температуру
гипса внутри кюветы, которая должна
быть около 80 градусов цельсия. Это
необходимо для полужестких нейлонов,
ацеталя и литьевого акрила. Но больше
всего на недостаток разогрева кюветы
реагируют полужесткие нейлоны в виде
недопаковок. Если ваш аппарат сам греет
кювету, то это не есть проблема, а если
же эта функция отсутствует, то тогда у
вас один вариант — греть кювету самому,
и тут уже все зависит только от вас…
Самый беспроигрышный вариант
самостоятельного разогрева кюветы по
нашим наблюдениям, это разогрев на
обычной электроплитке! Вначале накаляем
ее, а потом ставим на плитку той стороной,
куда входит материал в кювету и греем
около 7-ми минут. Сами понимаете сколько
точно греть вам не скажет никто, поскольку
мощности плиток также разные! Также на
разогрев влияет какой размер кюветы в
вашей системе — если она достаточно
большая, то помимо перерасхода супергипса,
она еще и требует более длительного
прогрева на плитке и желательно несколько
раз ее попереворачивать, что б уж
наверняка! И устанавливать в сам аппарат
не раньше, чем за 2 минуты до впрыска,
чтобы кювета не успела остыть. Также
можно нагревать кювету на водяной бане,
но это требует большей сноровки и
зачастую необходимо делать отводы для
воздуха, так как мокрый гипс практически
его не проводит.
3)
Текучесть материалов — очень важная
характеристика, если ею пренебрегать
и клеить литники на все материалы
одинаково — то с проблемами недоливов
столкнетесь точно!
Почему так? Потому что материалы
отличаются своей текучестью, т.е. одни
во время расплавления становятся более
жидкими — более текучими, другие более
густыми — менее текучими.
К более текучим материалам в первую
очередь относиться полипропилен, а
потом гибкие, эластичные нейлоны
Среднюю текучесть имеют ацеталь, литьевой
акрил, и некоторые полужесткие нейлоны.
Слаботекучие — полужесткие нейлоны.
И после вышеописанного вам уже будет
легче понять, что горячая кювета
необходима для материалов, которые
имеют среднюю текучесть и слабую, чтобы
сама холодная кювета не ускорила процесс
преждевременного застывания и так не
очень текучих материалов.
Техники могут поставить один литник на
материал с высокой текучестью и у них
все прольется, это очень нравиться
ленивым техникам… . На слабо текучие
материалы ему придется потратить на 2
минуты дольше времени и приклеить 3
литника! Я точно не знаю, но возможно
для кого то это существенный минус,
когда ему приходиться приклеить еще 2
литника….Но это с лихвой окупиться
более легкой обработкой уже на готовом
протезе.
Часто некоторые техники сталкиваются
с одной проблемой, работая с материалами
с высокой текучестью, а именно поры в
базисе.
Что можно сделать в этом случае?
Старайтесь на таких материалах сузить
литник при входе в базис (как обычно это
делают на метале), чтобы материалу было
трудно «отсосаться» обратно.
Но вернемся к литникам! С материалами
с высокой текучестью все понятно, там
вы клеите 1, максимум 2 литника.
На материалы со слабой текучестью клеим
3 литника, а в случае если вы хотите
пролить проблематичный протез, тот в
котором настолько низкие коронки, что
вы не можете оставить воска хотя бы 1 мм
между шейкой зуба и моделью — мы заводим
дополнительный тонкий литник с центральных
литников на вестибулярную сторону, и
ведем до тех зубов, которые самые
проблематичные! ТОЛЬКО ЗАПОМНИТЕ:
литники не должны касаться акриловых
зубов, иначе может быть конфуз в виде
сдвинутого с места или утонувшего зуба!
И помните! Есть одно общее противопоказание
ко всей группе термопластов — это низкий
прикус! Если у вас зубы наглухо сидят
на модели, без какой-либо прослойки
воска, то у вас будет недопаковка в
лучшем случае кламера, а в хужем случае
вестибулярки! Поскольку материал с
внутренней стороны протеза на вестибулярную
переходит под акриловыми зубами, и если
там нет места, то ему просто некуда
пройти!
На слаботекучие материалы клеим литники
вот так:


Итак
далее:
4)
Усадка материала. Ее нужно знать и
учитывать при выборе материала для того
или иного дефекта! Самая большая усадка
у Ацеталя, чтобы с ней справиться нужно
использовать специальный гипс с
расширением, иначе протезы не сядут
вообще! На втором месте это категория
гибких, эластичных протезов, но у них
усадка не настолько велика, чтобы
использовать специальный гипс, достаточно
их просто не пускать на полные протезы.
Затем идут полужесткие нейлоны с
минимальной усадкой, из них успешно
изготавливают полные протезы, так как
помимо минимальной усадки есть еще и
необходимая для полного протеза
жесткость. И условно безусадочным
материалом можно считать литевые акрилы,
поэтому для полных протезов они годятся
очень хорошо.
5)
свойство напитывать влагу материалом
на этапе сырья (гранулы)
Все нейлоны как эластичные, так и
полужесткие имеют свойство напитывать
влагу из воздуха. И это нужно знать, и
учитывать пока ваш материал еще в виде
гранул (капсул) а не в виде готового
протеза. Именно поэтому некоторые
производители стараются тщательно
защитить свой материал от этого процесса
в виде вакуумных упаковок, а некоторые
не стараются…. В упаковках материал
уже просушен и готов к использованию,
а вакуум служит предохранением от
попадания влаги. Некоторые производители
упаковывают свои капсулы в упаковки по
5 шт — это уже не плохо, но хуже чем в
индивидуальных, потому что когда вы
вскрыли упаковку, то все остальные
капсулы подвержены риску напитывания
влаги, поэтому вы должны самостоятельно
защитить их, поместив в несколько
кулечков, желательно на струне. Если вы
покупаете капсулы вообще без вакуумных
упаковок, или россыпью, без предварительной
и правильной просушки — тогда не
удивляйтесь, что гильзы у вас разрываются
в аппарате и заливают собой всю
нагревательную камеру, или закипевший
влажный материал если не разорвался а
запресовался в кювету, то часто он
выглядит в виде базиса с маленькими
порками в большом количестве.
В понятие «съемные пластиночные протезы» входит частичный пластиночный протез на верхнюю и нижнюю челюсти при наличии оставшейся группы устойчивых зубов на челюстях пациента.
Полный съемный пластиночный пластмассовый протез изготавливается при отсутствии у пациента зубов.
Дуговой (бюгельный) протез—это пластиночный пластмассовый протез, в конструкцию которого входят металлические включения разнообразной модификации (в зависимости от наличия устойчивых зубов на челюстях у пациента).
Каждый из перечисленных протезов имеет общие и конструктивные особенности, определяемые группой и классом дефекта в зубном ряду, количеством сохранившихся устойчивых зубов, состоянием их твердых тканей и пародонта, состоянием слизистой оболочки протезного ложа, степенью атрофии альвеолярного отростка, формы твердого неба, выраженности торуса и экзостозов.
Общим объединяющим для всех протезов является наличие базиса (пластинки), фиксирующих элементов (кламмеров, пелотов, пластмассовых отростков), пластмассовых (фарфоровых) зубов, металлического каркаса, дуги и ответвлений от нее.
Перечисленные конструкции протезов должны отвечать требованиям биологичности, физиологичности, целесообразности метода фиксации, обеспечивающим хорошие функциональные качества протезов, быструю адаптацию к ним.
Объемные пластиночные протезы в силу своих особенностей носят название опирающихся. Они опираются имеющимися приспособлениями и самим базисом на слизистую оболочку челюстей, надкостницу, кость и устойчивые зубы. Ни один из опирающихся элементов не является физиологичным для тканей полости рта, а сам протез является инородным телом.
При обследовании больного необходимо очень внимательно отнестись к решению вопроса о возможности его протезирования только съемным пластиночным про
тезом; это может явиться тяжелым «психологическим приговором».
Изучая ретенционные пункты полости рта для фиксации съемных протезов, их необходимо использовать максимально. На данном этапе возможны ошибки при подборе опорных зубов в полости рта. Например, при частичном съемном протезировании не могут быть опорными зубы II—III степени патологической подвижности; они подлежат удалению. Устойчивые зубы, идущие под кламмерную фиксацию протеза, обязательно покрываются металлическими коронками с выраженным экватором. Использование зубов с патологической подвижностью в качестве опорных неминуемо приведет к их окончательному расшатыванию и выпадению, протез будет испорчен.
Одной из ошибок, ведущей к нарушению целости эмали зубов, является использование зубов под кламмерную фиксацию протеза без предварительного изготовления на них металлических коронок.
Одним из важных моментов съемного протезирования является правильный подбор ложек и оттискового (слепочного) материала. При снятии анатомического оттиска края стандартной металлической ложки не должны выступать далеко в стороны от альвеолярного отростка в щечные пространства, должны плотно прилегать к твердому небу, дистальный край ложки должен проходить по линии «А», зубы располагаться строго посредине углублений в ложке. Ошибкой является снятие оттисков широкой ложкой с развернутыми краями и дистально перекрывающей линию «А», так как оттискной материал надо будет брать с излишком, чтобы заполнить пустоты в щечной области, края оттиска будут утолщенными, и излишки массы попадут в область глотки, вызовут рвотный рефлекс до застывания оттискной массы, что повлечет за собой немедленное извлечение ложки из полости рта.
В таких случаях возможны осложнения — аспирация оттискной массы, рвота, кашель.
Снятие анатомических оттисков на нижней челюсти при наличии зубов мало чем отличается от методики снятия оттисков на верхней челюсти. Возможные ошибки: излишнее затвердевание гипса, а при выведении оттиска изо рта по частям возможна экстракция зубов.
Снятие функциональных оттисков на беззубых челюстях требует обязательного изготовления индивиду» альной жесткой ложки. Ошибки возможны те же.
Во всех случаях съемного протезирования необходимо четко определиться в выборе оттискного материала. В основу выбора должны быть положены данные обследования слизистой оболочки, покрывающей альвеолярные отростки челюстей. Слепочные (оттискные) массы вызывают компрессию слизистой оболочки протезного поля, предел которого пропорционален степени податливости слизистой оболочки и обратно пропорционален пластичности слепочного материала. К примеру, когда слизистая оболочка альвеолярного отростка неподвижна, особенно по центру его, но равномерно податлива, лучше применять гипс более густой консистенции, стомальлин, эластик и т. д. Этим достигают сдавление самых податливых участков и в дальнейшем — снижение экскурсии протеза, что позволит уменьшить нагрузку на пародонт опорных зубов.
Несколько слов об оттискных массах альгинатной группы: в период приготовления и введения их в ротовую полость наблюдается излишняя текучесть, а при застывании во рту они свисают по краям ложки, что может повлечь отрыв кусочков массы и попадание в глотку, следовательно, вызовет кашель, рвоту, что небезразлично для больного при повторном снятии оттиска.
При получении модели по альгинатному оттиску необходимо учитывать время от момента получения оттиска до отливки модели, так как чем дольше оттиск хранится на воздухе, тем больше он подсыхает, уменьшаясь в размерах; следовательно, модель становится уменьшенной по объему. Это один из недостатков предлагаемых оттискных масс.
При отливке модели по гипсовому оттиску необходимо гипс готовить жиже сметанообразной консистенции и вводить в альгинатный оттиск путем бокового наслоения в лунки зубов, периодически встряхивая его, чем вытесняются пузырьки воздуха, в противном случае зубы не отольются или режущие края их будут покрыты порами.
При получении моделей по гипсовому оттиску ошибкой является неправильное укладывание частей его в ложку, а’ также укрепление их «холодным» воском вместо кипящего, что в момент отливки модели части оттиска могут сместиться в стороны. При залмвке в оттиск гипс должен быть сметанообразной консистенции, наслаивают его в отпечатки зубов с середины оттиска, заполняя предварительно смоченные водой лунки, потряхивая о край чашки, оттиском вытесняя пу
зырьки воздуха. Если гипс густой, поры в модели неизбежны. Гипс разводят обычной водой без добавления соли, в противном случае модель получается крохкой, зубы легко обламываются. Высота модели должна быть до 4 см.
Открывать модель, полученную из альгинатного оттиска, лучше под проточной водой (под краном), постепенно разъединяя две половинки. При резком открывании зубы на модели могут обломиться.
Получать модель из гипсового оттиска необходимо с большой осторожностью, постепенно, постукивая молоточком, шпателем, разрушая части склеенного оттиска. Шпатель глубоко не вводить, так как можно поломать зубы на модели и повредить протезное поле.
В следующее посещение больного необходимо определить центральную окклюзию и фиксировать ее. Ошибки, возникающие при этом, следующие.
При частичном пластиночном протезировании, в зависимости от группы и класса дефектов в зубном ряду, применяют методы с использованием прикусных валиков (восковых шаблонов) и гипсоблоков.
При наличии даже одной пары зубов-антагонистов вопрос решается проще, то есть взаимоотношение между челюстями переносится на. прикусные (восковые) валики, размещенные на альвеолярных отростках. Валики надо срезать шпателем, если прикус завышен, то есть имеется щель между антагонистами. Получив полное смыкание зубов, разогретую пластинку воска укладывают на весь зубной ряд «и прикусной валик на нижней челюсти, больной закрывает рот, сдавливает пластинку воска, проглотив слюну, без выдвижения нижней челюсти вперед. Этот холодный метод определения и фиксации центральной окклюзии имеет свои особенности — необходимо следить за смыканием челюстей и возможным смещением валиков в стороны и по центру. Горячим методом (когда разогреваются валики, а не-пластинка воска) можно пользоваться при любой группе и классе дефектов в зубном ряду, даже если нет зубов. В частности, при беззубых челюстях необходимо определить протетическую плоскость на валиках, введенных в полость рта по трагоназальной и зрачковой линиям, то есть необходимо, чтобы валики находились в одной горизонтальной плоскости, после чего с помощью линейки определяют высоту прикуса — то соотношение между челюстями, которое было до последней пары антагонирующих зубов. Валики подреза
ют пс определившейся высоте минус 1,5 мм. Дабы не допустить ошибки, при определении высоты прикуса нельзя занизить или завысить прикус больному, так как будет нарушено привычное соотношение суставной головки к суставной впадине, что вызовет у больных болезненные ощущения в момент пользования протезами.
Во время определения центральной окклюзии и ее фиксации при беззубом рте голова больного не должна запрокидываться кзади, так как это приведет к смещению нижней челюсти и валиков назад. Убедившись в точности расположения валиков на альвеолярных отростках, можно зафиксировать это взаимоотношение между челюстями горячим или холодным методом.
Существующий метод определения и фиксации центральной окклюзии гипсоблоками требует от врача определенных навыков, так как погрешности в этом методе встречаются существенные, а именно: при закрывании рта и раздавливании гипсоблока больной может выдвинуть нижнюю челюсть вперед, то есть зафиксировать переднюю окклюзию, либо в одну из сторон, то есть дать боковую окклюзию; если этот момент останется незамеченным, ошибка неминуема. Контроль затрудняется тем, что альвеолярные отростки покрыты гипсом и плохо доступны обозрению. Перепроверить правильность определения центральной окклюзии можно после затвердевания гипса, придержав липсоблок на одной из челюстей пальцами, заставить больного открывать и закрывать рот; если гипсоблок укладывается несколько раз на протезное поле точно, можно считать, что ошибки нет.
Трудность этого метода заключается в том, что когда мы достигли метки замера на линейке состояния физиологического покоя, больной, выполняя нашу просьбу сжимать челюсти, не может вовремя остановиться и раздавливает гипсоблок, занижая при этом прикус. Это грубейшая ошибка, если так оставить и не перепроверить еще раз укладку гипсоблока.
Следующим этапом в съемном протезировании будет проверка конструкции (постановка зубов) на восковой пластинке. Особое внимание уделяют плотному наложению восковых базисов на альвеолярные отростки, протезы не должны смещаться при надавливании на них пальцами. Отрыв от неба возможен, так как жирная восковая пластинка не прилипает к влажной слизистой оболочке; это не считается погрешностью.
Вторым моментом проверки будет определение смы-
каемости зубов на всем протяжении зубного ряда. Наличие щели между зубами с одной из боковых сторон указывает на ошибку постановки зубов. Устранить эту ошибку можно, положив в этом месте на зубной ряд разогретую стандартную пластинку воска. Больной должен закрыть рот и прикусить пластинку, в таком виде надо переставить зубы в базисе по прикусу пластинки.
Ошибкой считается перекрытие нижних зубов верхними во фронтальном участке больше чем на 1/3 их длины, а также несовпадение центральной линии между верхними и нижними центральными резцами.
При проверке конструкции съемных протезов нельзя допустить повышения или понижения прикуса, что проверяется путем повторного определения состояния физиологического покоя. При повышении прикуса больной будет жаловаться на чувство преждевременного смыкания челюстей. Эту ошибку можно исправить путем спи- ливания бугров на боковых зубах под контролем копировальной бумаги или разогретого воскового базиса шпателем и утапливания ряда зубов под контролем прикуса,
В частичных пластиночных протезах и бюгельных при проверке конструкции необходимо обратить внимание на расположение кламмеров в базисе и на опорных зубах, а также металлических дуг на твердом небе и в области передних зубов на нижней челюсти с язычной стороны. Ошибкой считается расположение кламмеров в области шеек зубов — происходит травмирование слизистой оболочки, приводящее к ее воспалению. Острые, не заполированные кламмеры будут травмировать слизистую оболочку щеки, губы. Они должны плотно охватывать опорные зубы согласно разметке параллелометра.
Металлическая дуга на верхнем бюгельном протезе не должна давить на слизистую оболочку твердого неба, так как это постоянно травмирует его; эта ошибка устраняется путем допустимого сошлифования дуги. Дуга на нижнем бюгельном протезе не должна доходить до слизистой оболочки и ущемлять ее, так как это приведет к пролежню; если дуга протеза доходит до слизистой оболочки, ее выступающие части в области слизистой оболочки сглаживают. Повышения прикуса при частичном и бюгельном протезировании не должно быть.
Завершающим этапом пластиночного протезирова
ния является сдача протезов пациенту. При этом надо повторить все моменты проверю! качества протеза, которые, осуществляют при проверке конструкции протезов, с дополнительными требованиями при этом.
Частичные и полные пластиночные протезы вначале проверяем визуально, в руках, обращая внимание на качество полировки пластмассы и кламмеров, порядок чередования зубов, их цвет (должны быть одного цвета), форму и фасон, отсутствие пор в базисе (*их не должно быть).
Перед введением протеза в рот его необходимо промыть под проточной водой с мылом и обработать спиртом. Протезы должны вводиться и выводиться из полости рта свободно, если есть места зацепов в протезе, их необходимо зашлифовать.
Седла частичного и бюгельного протезов должны точно расположиться на альвеолярных отростках. Протезы не должны балансировать, а если таковое обнаруживается, значит в свое время неправильно были склеены части гипсового оттиска (в результате произошла деформация рабочей модели) либо допущена небрежность во время полировки или припасовки.
Протезы не должны повышать прикус ни в боковом, ни во фронтальном участках — необходим максимальный контакт между зубами. При обнаружении повышенного прикуса сошлифовывают бугры зубов под контролем копировальной бумаги.
При сдаче полных протезов визуальные требования прежние; но в полости рта необходимо обратить внимание, чтобы базис плотно охватывал бугры и бугорки альвеолярных отростков, не отставал от слизистой оболочки неба, не заходил за линию «А» в дистальном отделе, не перекрывал переходные складки, не ущемлял щечные и центральную уздечки. Зубы должны располагаться в полупрямой прикусе во фронтальном участке, соблюдена вертикальная линия в одной плоскости между центральными резцами и незначительное перекрытие в боковых участках нижних зубов верхними.
Нарушение высоты прикуса приводит к болезненной перестройке миостатического рефлекса. Устранить эгу ошибку можно путем перепроверки физиологического покоя и сошлифовкой бугров на боковых зубах.
В беседе с больным необходимо уточнить причину дискомфорта в полости рта, по возможности облегчить это состояние. Необходимо объяснить больному, что это состояние непродолжительное и требует настойчиво
осваивать протезы до потери ощущения -инородного тела во рту. Дать наставления больному, как пользоваться и ухаживать за протезами. Ошибка врача заключается в том, что больного не предупреждают, чтобы он самостоятельно не проводил никакого ремонта, исправлений протеза.
Ошибкой врача будет изготовление бюгельного протеза при наличии во рту разнородных металлов, это, несомненно, вызовет у больного гальваноз (накопление и разряд электричества), сопровождаемый чувством жжения, кислого привкуса, покалывание языка и щек.
Через 3—4 дня после сдачи протезов обязательно провести коррекцию, а поэтому больной должен пользоваться протезами до прихода к врачу. Жалобы у больного будут разнообразные, так как впервые протезирующийся труднее адаптируется к протезам, нежели повторно протезирующийся. Врач должен визуально обратить внимание на прикус до извлечения протеза изо рта, копировальной бумагой отметить точки повышенного давления на зубах и сошлифовать их. Извлечь протез и обследовать слизистую оболочку протезного поля. Очаговые поражения слизистой оболочки (участки гиперемии) возникают вследствие неточности базиса и нетщательного снятия оттисков. Устранить этот недостаток можно путем смазывания пораженного участка раствором метиленового синего (бриллиантового зеленого) и наложением протеза. При выведении протеза из полости рта на нем отпечатываются места, смазанные красителем, их <и надо сошлифовать фрезой или корундовой головкой. Для этой цели можно пользоваться кашицей гипса.
При коррекции частичных и бюгельных протезов следует обратить внимание на расположение Кламмеров и окклюзионных, накладок, он«и должны плотно охватывать опорные зубы. При деформации литых Кламмеров (ошибка зубного техника, который не провел их закалку) крампонными щипцами можно подогнуть их в сторону опорных зубов, »но следующая такая коррекция приводит к их отлому.
При повторном посещении у больных могут появляться тотальные поражения всей слизистой оболочки полости рта, повторяющие форму протеза; это говорит
о непереносимости акриловой пластмассы, мными словами, появилась аллергия на пластмассу. Больным назначаются местная и общая (антигистаминные препараты) терапия, временное прекращение ношения про
теза и замена на бесцветную пластмассу, каучук либо металлический базис.
В дальнейшем необходимо наблюдать за протезо- носителями, корригировать протезы и давать правильные рекомендации. Ошибкой врачей будут утверждения, что пластмассовый протез после полимеризации теряет мономер, но практика показывает, что остаточный мономер в протезе будет выделяться столько, сколько будет существовать протез.
Можно в таких случаях пытаться уменьшить выделение остаточного мономера путем погружения протеза в спирт на 2—3 сут.
В настоящее время идет разработка новых пластических масс для съемных протезов, лишенных вышеперечисленных недостатков.
Необходимо работать над созданием новых конструкций протезов для облегчения страданий больных.
30 июля 2019
Изготовление протеза методом литья

ПШЕМЫСЛАВ
ГРАБОВСКИЙ
зубной техник, преподаватель
школы зубных техников, специалист по клиническому образованию и зуботехническим
материалам и инструментам компании Zhermack. Сфера интересов — новые технологии
для повышения эффективности работы в лаборатории. Выпускник одной из лучших
школ зубных техников в Польше
Технология изготовления протеза с использованием акриловой
массы холодной полимеризации, заливаемой в силиконовую или агаровую форму,
сегодня для многих техников остается неизвестной и, к сожалению, недооцененной.
Рассмотрим ее поэтапно.
Акриловые полимеры используются для производства бюгельных
и съемных протезов.
Полимер на базе полиметилметакрилата впервые был
представлен в 1935 году в Германии и становился все более популярным,
вытесняя широко использовавшийся в те времена материал —
термовулканизированный каучук. Каучуковая пластмасса обладала более низкими
эстетическими свойствами, процесс производства протезов был более трудоемким.
Полимеризация длилась много часов, а протез в течение определенного времени
сохранял неприятный запах.
ИСТОРИЯ АКРИЛОВЫХ ПОЛИМЕРОВ
В течение более чем 80 лет акриловый полимер подвергался
множественным изменениям, чтобы стать более приятным и безопасным и для
пациента, и для зубного техника. Так, пигменты на базе соединений ртути и
кадмия, содержавшиеся в полимеризуемом порошке, были заменены оксидами железа и
органическими пигментами, хорошо совместимыми со средой ротовой полости
пациента. Благодаря этому удалось ограничить аллергические реакции,
провоцируемые высвобождением вредных красителей в процессе пользования
протезом. Шагом вперед в технологии производства стало введение в конце 1980−х
годов двух новых типов акриловых пластмасс — так называемой high impact,
обладающей повышенной прочностью на излом, и акрилов быстрого отверждения
(около 20–30 минут).
Несмотря на огромный технологический прогресс последних лет,
который, казалось бы, должен положить конец стандартным способам изготовления
бюгельных и съемных протезов, акриловые пластмассы еще в течение какого-то
времени останутся наиболее часто применяемым в стоматологическом протезировании
материалом.
 |
 |
 |
|
Модель зубного протеза из воска |
Моделирование зубного протеза |
|
 |
 |
 |
|
Протез, приклеенный к модели |
Заливные каналы, приклеенные к зубному |
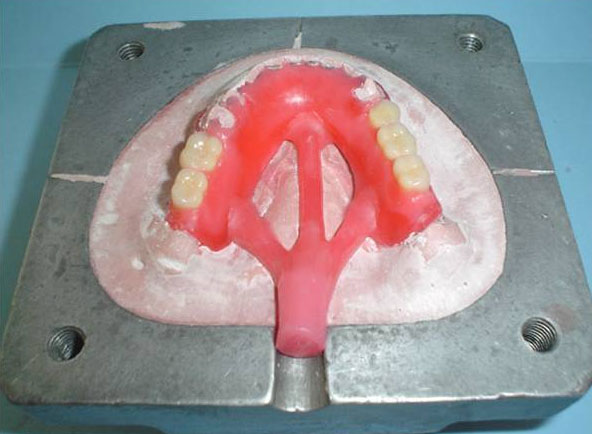
Протез на модели, приклеенный к основанию кюветы с |
МЕТОД ЛИТЬЯ
В наших реалиях, когда время — деньги, мы ищем
современные решения, чтобы максимально упростить процесс полимеризации,
уменьшить расход материала и заработать как можно больше за наименьший период
времени при сохранении наивысшего качества конечного продукта в виде акриловых
протезов. Решением может стать метод литья. В качестве примера возьмем
Германию, которая, на мой взгляд, является образцом развития техники
протезирования. Свыше 90 % используемых акрилов — акрилы холодной
полимеризации для метода литья.
К числу таких пластмасс относится Villacryl SP компании
Zhermack — литьевая акриловая пластмасса. В Польше наиболее
популярный способ применения этого продукта — создание акриловых деталей в
бюгельных протезах. Однако немногие знают, что он прекрасно годится и для
изготовления полных и частичных съемных протезов, ремонта, а также для
непрямой перебазировки протезов, то есть таких работ, которые зубной техник
выполняет в лаборатории после получения от стоматолога слепка для протеза. Этот
акрил легок в обработке, а также обладает высокими эстетическими свойствами
благодаря естественной окраске, что значительно влияет на комфорт при
эксплуатации будущих протезов пациентом. Достаточно 20 минут полимеризации в
стандартной скороварке, чтобы легко получить прочный и эстетичный протез без
большого количества усилий и гипсовых отходов. Благодаря короткому периоду
обработки и универсальности продукта зубной техник может за сэкономленное на
процедуре время успеть сделать множество других вещей.

ПОДГОТОВКА МАТЕРИАЛОВ
Villacryl SP компании Zhermack — именно этот материал будет
использоваться нами для поэтапного изготовления полного съемного акрилового
протеза. Форма для отливки будет выполнена из аддитивного силикона Elite Double
16 Fast. Однако, прежде чем начать, подготовим все необходимое:
- Протез, прошедший примерку, со смоделированной восковой частью.
- Моделировочный инструмент — нож по воску Inlay.
- Базисный воск.
- Газовую горелку.
- Полимеризационную кювету, в которой будет создан силиконовый ключ, а затем
воск заменен акрилом. - Elite препарат на базе альгинатов для изоляции акрила от гипса.
- Устройство для выпаривания воска или чайник для удаления остатков
воска. - Фрезы для достижения механического сцепления зубов.
- Электронные весы, стеклянный сосуд для акрила, лопатку для смешивания
акрила. - Villacryl SP — акрил холодной полимеризации.
- Полимеризатор 7 л (скороварка, в которой мы произведем полимеризацию
будущего протеза). - Double 16 Fast — аддитивный силикон для дублирования восковых
протезов. - Izo-sol — Инструменты для обработки и полировки акрила:
- Диск для акрила для отрезания заливных каналов.
- Фрезы или камни для предварительной обработки.
- Резинки для разглаживания поверхности акрила после предварительной
обработки. - Полировальную машину вместе с щетками, тряпками, фетром и меховым
кругом. - Пемзу-порошок Pumice 0.2 и полировочную пасту Polishing paste для
придания окончательной гладкости и блеска протезу.
Прежде чем приступить к работе, нужно обязательно прочесть
инструкцию производителя материалов, которыми мы воспользуемся. По данным
исследований, около 64 % позвонивших на горячую линию производителя в связи с
проблемами при использовании устройства ранее даже не заглядывали в прилагаемую
инструкцию по эксплуатации. Почти 70 тыс. человек на «Фейсбуке» поставили знаки
одобрения к цитате: «Я не читаю инструкции по эксплуатации, а просто жму на
кнопку, пока оно не заработает». А ведь именно информация из инструкции
предостерегает нас от ошибок в процессе производства протезов!
Изучив инструкцию, подготовим все материалы и инструменты. В
первую очередь протез, который из кабинета врача вернулся к нам после одобрения
врачом-ортопедом и пациентом. Теперь можем приступить к работе.
Первый шаг — подготовка протезов к гипсовке. Моделируем
зубной ряд, а также зубные ниши, обращая особое внимание на область вокруг
шейки зуба. Важно смоделировать эту область так, чтобы она была перпендикулярна
поверхности искусственного зуба, без впадин и других элементов, способных
вызывать чрезмерное накопление остатков пищи и отложений, оказывающих влияние
на гигиену и эстетику готовых протезов.
Затем при помощи ножа для воска тщательно приклеиваем тонким
слоем модельного воска восковой протез по краям к сухой модели, в том числе по
линии A-Ha. Недостаточно аккуратно приклеенный край приведет к ошибке при
гипсовке и станет причиной плохого прилегания во рту пациента, и нам придется
исправлять свою работу.
|
|
|
|
|
Расположение каналов в полимеризационной кювете |
Заполнение полимеризационной кюветы силиконом |
Удаление воска после приклеивания модели с протезом к |
 |
 |
 |
|
Удаление модели с протезом из силиконовой формы с помощью |
Подставка-сито с акриловыми зубными протезами, |
Выпаривание искусственных зубов на |
|
|
|
|
|
Нанесение изолятора Izo-sol на теплую поверхность модели |
Удаление излишков изолирующего лака небольшой струей воды |
Гладкая и блестящая пленка изолятора |






ПРИКРЕПЛЕНИЕ КАНАЛОВ
К подготовленным протезам мы можем прикрепить заливные
каналы, а также каналы, отводящие воздух из формы. Необходимо сделать 3
канала. Один — большего диаметра, расположенный в центре, в самой высокой
небной точке будущих протезов. Он станет заливным каналом. Два последующих,
более узких, для отвода воздуха, крепятся на дистальных (наиболее удаленных)
точках тела протеза — это предотвратит задержку пузырьков воздуха в акриловой
массе. Причина, по которой мы делаем заливные каналы, заключается в том, что
вырезание заливных каналов в силиконе может оказаться затруднительным.
ПОДГОТОВКА КЮВЕТЫ
Кювета состоит из двух основных частей. Первая часть — это
основание, которое выполняет также функцию сита для очистки зубов от остатков
воска. В своей центральной части оно содержит магнит, который помогает
установить гипсовую модель с заранее погруженной металлической пластинкой.
Вторая часть — крышка с отверстиями наверху для заливки дублирующей массы, а
также с отверстиями сбоку вместе с затычкой для заливки акриловой массы. Все
вместе скрепляется силиконовой резинкой.
Модель, установленную в центральном положении в основании
кюветы, приклеиваем к краям основания мягким моделировочным воском, который
поможет нам впоследствии вынуть модель из формы. Необходимо удостовериться, что
каналы, приклеенные ранее к протезам, совпали с положением заливных отверстий
сбоку кюветы. Убедившись, что все в порядке, закрываем кювету, надеваем
силиконовую резинку и затыкаем заливные отверстия затычкой. Кювету и ее
элементы не нужно смазывать вазелином.
ЗАЛИВКА СИЛИКОНА
Подготовленную модель будем заливать тонкой струйкой
силикона Elite Double 16 Fast (аддитивного материала ускоренной полимеризации).
Есть два способа. Первый — с помощью автоматического миксера для аддитивного
силикона Doublemix, который позволяет произвести быструю, повторяемую и точную
дозировку силикона, лишенного пузырьков воздуха. Второй способ — отмерить базу
и катализатор в пропорции 1:1 при помощи весов или мерной посуды. В этом случае
необходимо очень тщательно перемешать базу с катализатором, чтобы оба
компонента качественно соединились друг с другом. Благодаря применению Elite
Double 16 Fast значительно сокращается время приготовления формы.
Чтобы снизить расходы, связанные с использованием силикона,
мы можем применить полимеризованный силикон, например из предыдущей формы. Для
этого разделим его на мелкие кусочки и положим в заранее подготовленную кювету,
в которую была помещена модель с протезом. Таким образом мы можем повторно
использовать до 30 % силикона.
ИЗВЛЕЧЕНИЕ МОДЕЛИ ИЗ ФОРМЫ
После полимеризации силикона приступаем к извлечению модели
из формы. Не стоит торопиться или излишне опасаться повреждения формы.
Аддитивный силикон компании Zhermack характеризуется высокой стабильностью по
прошествии времени, высокой памятью формы, а также экстремальной прочностью на
растяжение — до 550 %!
Снимаем резинку, соединяющую две части кюветы. Раскрыв
кювету при помощи ножа для воска, удаляем воск, которым мы приклеивали протез к
основанию кюветы, и, таким образом, формируем дополнительное пространство при
извлечении модели вместе с протезом. При необходимости можно воспользоваться
пароструйным аппаратом. После удаления остатков воска из формы переходим к
подготовке зубов и модели.
ПОДГОТОВКА ЗУБОВ И МОДЕЛИ
Из модели последовательно вынимаем искусственные зубы и
вставляем их в соответствующие гнезда подставки-сита. Так мы легко избавимся от
остатков воска и удостоверимся, что каждый зуб попадет на свое место в
силиконовом ключе протезов. Когда сито будет заполнено, скрепляем его резинкой
и приступаем к выпариванию. Его также можно выполнить несколькими способами:
либо при помощи профессионального устройства — выпаривателя, либо при помощи
простого чайника с горячей водой. Важно, чтобы и модель, и зубы в сите
полностью освободились от воска. Можно воспользоваться моющим средством. Однако
следует помнить, что перед выпариванием необходимо избавиться от максимально
возможного количества воска, чтобы остатки воска не вошли в структуру гипса,
что затруднит его последующую изоляцию.
ИЗОЛЯЦИЯ ГИПСОВОЙ МОДЕЛИ
Оставим пока зубы, чтобы дать им остыть и высохнуть, и
перейдем к изоляции гипсовой модели. Воспользуемся стандартным изолятором
«гипс-акрил» на базе альгинатов — Izo-sol. Самое важное при изоляции гипса от
акрила — тонкая, идеально гладкая, однородная и блестящая пленка альгината
кальция. Благодаря этому часть будущих протезов, прилегающих к слизистой,
окажется биологически совместимой с мягкими тканями пациента. Получить ее
необычайно просто; реакция очень быстрая, а ее результат виден невооруженным
глазом.
Обычно техники, изолируя гипсовую модель, переливают
изолятор в небольшую посуду, после чего наносят его кисточкой. В результате
приходится дважды изолировать модель или гипсовую форму, а также возникают
характерные разводы при срыве слоя альгината кальция — следы ворсинок кисточки,
а в итоге нарушается отображение в будущем протезе поля протезирования
пациента.
Существует простая методика. На теплую гипсовую модель
(чтобы реакция образования изолирующего слоя произошла быстрее) прямо из
флакона наливаем тонким слоем Izo-sol так, чтобы можно было аккуратно
распределить продукт пальцем. Ждем 1–2 минуты, пока образуется изоляционная
пленка, а излишки изолятора удаляем небольшой струей воды из-под крана.
Произолированную таким образом модель устанавливаем вертикально для
просушки.
ПОДГОТОВКА ЗУБОВ
Акриловые зубы являются самыми популярными с учетом цены и
хорошей адгезии к акрилу. Типов искусственных зубов сегодня масса. Каждый
производитель предлагает множество цветов, фасонов, размеров и технологий,
используемых в процессе производства.
Как правило, зубы делаются из полиметилметакрилата (ПММА),
то есть из того же материала, что и акриловый порошок, используемый для
протезов, а также связующих добавок, задача которых — придать акрилу жесткую
структуру. Это уменьшает истираемость, а также сорбции жидкостей из полости
рта, то есть препятствует изменению цвета искусственных зубов в процессе
использования. Процесс полимеризации протекает при более высоких температуре и
давлении, чем стандартный процесс полимеризации акрилового базиса протеза в
зуботехнической лаборатории. Благодаря этим операциям акриловый зуб становится
тверже и менее подвержен сорбции, нежели акрил, полимеризованный техником.
Именно поэтому столь важна активация акриловых зубов перед полимеризацией
базиса протеза в зуботехнической лаборатории. К счастью, многие производители
зубов делают поверхность зуба, обращенную к слизистой, с более плотной сшивкой,
что значительно облегчает пенетрацию мономера, благодаря чему соединение с
базисом протезов оказывается сильнее.
Существует много способов усилить адгезию акриловых зубов
к базису протезов. Основным является шлифовка поверхности акрилового зуба
в тех местах, в которых мы хотим добиться соединения с акриловой массой. Лучше
всего делать это при помощи камня для акрила, что позволит увеличить площадь
соединения путем микросцепления. Еще один способ увеличить площадь адгезии
искусственного зуба — использовать специальную фрезу, нарезающую желобки, либо
сделать отверстия или желобки для сцепления традиционными фрезами.
Отшлифованные сухие и чистые искусственные зубы вставляем в
соответствующие места в силиконовой форме, убедившись, что каждый из них
идеально держится в форме. Мы можем помочь себе пинцетом или ножом по воску. В
завершение хорошо воспользоваться препаратом, увеличивающим адгезию акриловых
зубов к базису протеза, распределив небольшое его количество по поверхности
зуба, которая будет контактировать с акрилом. Если такой препарат недоступен,
достаточно жидкости для акрилового теста, то есть мономера. Его можно нанести
при помощи ватной палочки, обращая внимание на то, чтобы в силиконовом ключе не
застряли хлопковые волокна.
В подготовленную форму с зубами вставляем ранее
изолированную гипсовую модель. Прикрываем основанием-ситом, скрепляем резинкой
и, таким образом, завершаем подготовку к заливке акрила холодной полимеризации
— Villacryl SP.
 |
 |
 |
|
Формирование микросцепления в акриловом зубе |
Подготовленные зубы в силиконовой форме, корректировка |
Распределение специального препарата или мономера для |
ЗАЛИВКА АКРИЛА ХОЛОДНОЙ ПОЛИМЕРИЗАЦИИ — VILLACRYL
SP
 |
|
Добавление полимера в мономер и получение акриловой массы |
После ознакомления с инструкцией по использованию акрилового
материала и необходимыми рекомендациями и указаниями производителя начинаем
готовить акриловую массу.
Нам понадобятся высокоточные электронные весы, стеклянный
стакан, в котором будет размешиваться акриловая пластмасса, металлическая
лопатка для перемешивания. Пригодится также небольшая посуда, в которой будем
отвешивать полимер, то есть порошок. Необходимо отвесить массу с небольшим
излишком, чтобы ее точно хватило для изготовления протезов.
В заранее отмеренный в стеклянном стакане мономер (жидкость)
насыпаем взвешенный полимер (порошок) и тщательно перемешиваем шпателем. После
смешивания необходимо выждать 30–60 секунд и жидкий акрил вливать тонкой
непрерывной струей в центральное отверстие кюветы, пока все заливные каналы не
будут заполнены.
В процессе заливки можно осторожно наклонять кювету для
облегчения выхода воздуха из ретенционных отверстий зубов, межзубного
пространства и других анатомических элементов будущих протезов. Ждем 3–5 минут,
пока поверхность акрила, виднеющаяся в заполненных каналах, не станет матовой.
Время образования этой «кожицы» зависит от температуры окружающей среды.
Оптимальная рабочая температура — 20–23 °С: при ней можно быть уверенным, что
подготовка к процессу полимеризации протекает правильно.
 |
 |
 |
|
Точное дозирование мономера и полимера Villacryl |
Точное дозирование мономера и полимера Villacryl |
Добавление полимера в мономер и получение акриловой массы |

Отделение протеза от гипсовой модели
ПОЛИМЕРИЗАЦИЯ
Кювету, в которой происходит полимеризация, помещаем
заливными отверстиями вверх в заранее подготовленную полимеризационную емкость,
наполненную водой температурой 65 °С. Вода должна покрывать гипсовую модель с
запасом в 1 см (для облегчения позиционирования модели можно пометить уровень
модели на боку основания-сита). Кювета, помещенная таким образом, обеспечит
нивелировку полимеризационной усадки протезов. После применения давления 2 бар
ожидаем 20 минут окончательной полимеризации пластмассы. Даже если покажется,
что пластмасса уже достигла требуемой жесткости, помните: процесс полимеризации
еще не завершился. В случае когда процесс полимеризации будет закончен раньше
срока, содержание остаточного мономера окажется выше, прочность на
разрыв — меньше, а соединение акрилового базиса протезов с искусственными
зубами — слабее.
|
|
|
|
|
Заливка акриловой массы в полимеризационную |
Образовавшаяся матовая поверхность. |
Кювета в полимеризационной емкости, уровень воды |



 |
|
Идеально гладкая поверхность полимеризованного протеза, |
Если же мы хотим снизить содержание остаточного мономера (концентрация
которого в готовых протезах выше, чем в случае с акрилом, подвергаемым
полимеризации горячим способом), достаточно продлить время полимеризации в
вышеописанных условиях.
Когда процесс подошел к концу, кювету с протезом вынимаем и
даем остыть до комнатной температуры. Только после этого можно вынуть протез из
кюветы и приступить к конечной обработке.
Для того чтобы без проблем высвободить модель с протезом из
силиконовой формы, нужно извлечь куски массы около заливных каналов, а затем
поддеть модель в области резцов.
Готовый акриловый протез отделяем от гипсовой модели при
помощи ножа для гипса. В случае наличия поднутрений необходимо осторожно и
равномерно поддевать протез в области премоляров попеременно то слева, то
справа.
ОБРАБОТКА ПРОТЕЗОВ
Технологию исполнения протезов методом литья отличает
возможность обойтись минимальной последующей обработкой. Благодаря применению
аддитивных силиконов и точному моделированию восковой части протезов каждая
деталь акриловых протезов будет идеально отвечать заданному образцу. Достаточно
воспользоваться диском для акрила и обрезать заливные каналы. При помощи фрезы
для акрила, которая обеспечивает наименьшее количество царапин, удаляем остатки
каналов и излишки акрила, появившиеся в процессе приклеивания протезов к модели
воском. Остается предварительная полировка порошком пемзы Pumice с
использованием тряпочки, щетки или фетра, а также полировка меховым кругом до
яркого блеска с применением Polishing paste — полировочной пасты
Zhermack.
Вот так просто, быстро и чисто мы получаем полный акриловый
протез, отвечающий требованиям врачей, техников, а в первую очередь всех
конечных пользователей — пациентов.


Вот уже более тридцати пяти лет название компании Zhermack — синоним высочайшего качества продукции. Zhermack SpA — один из крупнейших международных производителей и дистрибьюторов альгинатных масс, гипсов и силиконов для применения в стоматологии. Кроме того, в ее портфель входят полная гамма продуктов для инфекционного контроля, а также решения для промышленного сектора, косметологии и медицины.

Можно ли предотвратить распространение инфекций в медучреждении и сделать клинику безопасным местом для пациентов и персонала? Однозначно — да. Главное — внедрить системный подход, строго соблюдать правила и грамотно выбрать средства дезинфекции.

Технология изготовления протеза с использованием акриловой массы холодной полимеризации, заливаемой в силиконовую или агаровую форму, сегодня для многих техников остается неизвестной и, к сожалению, недооцененной. Рассмотрим ее поэтапно.

Основатели Zhermack — Тициано Бузин и Витторио Мора — и сегодня, треть века спустя, помнят, как звали их самого первого клиента. Еще бы, ведь фамилия его была Vacondio, что в переводе с итальянского значит «ступай с Богом»! Начинающие бизнесмены разглядели в этом доброе предзнаменование и принялись за дело с поистине итальянской энергией и вдохновением.

В конце октября UNIDENT собрал представителей региональных компаний-партнеров, чтобы познакомить их с итальянским производителем материалов и оборудования для зубоврачебной и зуботехнической практики Zhermack.

Стоматологическое оборудование и материалы под итальянским брендом Zhermack на стенде компании UNIDENT можно увидеть на каждой выставке. Все выставочные дни продакт-менеджер компании Никола Де Росси с энергичностью истинного итальянца проводит мастер-классы по работе с новым оборудованием для зуботехнических лабораторий.

Итальянская компания Zhermack на мировом рынке является ключевым производителем оборудования и материалов для зубных техников. Сегодня продукция компании представлена более чем в 90 странах. Об особенностях работы со стоматологами разных стран и, конечно, в России, мы поговорили с директором по экспорту компании Zhermack Лукой Де Симоне.

В субботу, 18 сентября, в преддверии самой ожидаемой стоматологической выставки Dental Expo, состоится практический семинар по зуботехническому оборудованию и материалам итальянской компании Zhermack. Событие подготовлено при поддержке эксклюзивного представителя продукции Zhermack в России компанией UNIDENT.
Вернуться в раздел