
Материал предоставлен компанией RUSABS
Что может быть лучше PLA и ABS?
Какой пластик более долговечный?
Выдерживает более высокие температуры, чем PLA?
Существует что-то,что печатается легче, чем ABS?
Если Вы задаете себе такие вопросы, то филамент PETG мог бы стать вашим фаворитом. С момента своего появления этот пластик активно набирает популярность. Давайте же посмотрим, что это такое и почему его следует использовать?
Что такое филамент PETG?
PETG – это износостойкий сополиэфир (комбинация). PET означает полиэтилентерефталат (вспомните о пластиковых бутылках), а G говорит о том, что он модифицирован гликолем для большей долговечности.
Если коротко, то это действительно прочный материал, исключительно крепкий и без запаха при печати. Стоит только выставить правильные настройки, и печать пойдет как по маслу. Вот несколько основных преимуществ печати этим материалом и самые главные характеристики филамента PETG:
- PETG очень прочный. Но в тоже время царапается легче, чем ABS, который тверже.
- Менее гибкий, чем PLA или ABS, но в тоже время более мягкий. Вам придется приложить немало усилий, чтобы разломить пополам выполненный из него образец. В том случае если вам нужно что-то неломающееся, или вы печатаете какой-либо корпус, то PETG победит почти всех (кроме Nylon 12).
- Он почти не сжимается, поэтому не перекашивается. Идеален для крупных распечаток.
- Из пластика PETG получаются великолепные опорные структуры, так как он хорошо прилипает. Вследствие чего сцепление между слоями просто фантастическое, так что распечатки получаются долговечными.
- Стоит обратить внимание, что пластик прилипает и к рабочему столу, так что осторожно снимайте его после печати.
- Этот пластик химически очень стоек, не боится щелочей, кислот, воды.
- Не пахнет при печати
Обычно филамент PETG предлагается в широком ассортименте полупрозрачных цветов, а напечатанные фигуры имеют блеск. Поэтому данный материал идеален для печати всего того, что не должно разбиться и должно быть прозрачным. Многие из тех, кто сначала пробовал PLA, а затем ABS, приходят к PETG.
Едва ли вас заинтересует стандартный филамент PET, потому что повсеместно доступны более прочные гликоль-модифицированные варианты.
В обзоре про филамент PETG на сайте Filaween говорится об испытаниях на прочность. PETG оказался вне конкуренции, его не удалось сломать в направлении слоев. И это не пустое хвастовство (честно-честно!), это на самом деле говорит о том, что PETG очень прочный материал.
Здесь мы можете посмотреть видео с испытания PETG
Подписывайтесь на наш канал на YouТube. Скоро интересных видео будет еще больше!
Но что это означает с практической точки зрения?
Для печати каких объектов PETG окажется идеальным выбором?
Особенно рекомендую PETG в случаях, когда требуется напечатать что-то гибкое, а полностью эластичные материалы (такие как TPU, FLEX, PLA или NYLON) не очень подходят для опорных конструкций.
Какова температура стеклования PETG?
80 °C. Это полезно иметь в виду при принятии решения о выборе материала для будущего проекта. Это значительно ниже, чем у ABS, – 105 °C, но больше, чем у PLA, – 55 °C.
Вот одно из наших самодельных решений – бампер для микро-квадрокоптера. Как нетрудно догадаться, бампер должен быть достаточно жестким, чтобы выдерживать удары, и весьма упругим, чтобы гасить их даже при самых фатальных катастрофах.
Нам кажется, это отличный пример распечатки, для которой вам может понадобиться именно этот материал. Собственно, это отличное дополнение к имеющемуся у вас арсеналу филамента для 3D-печати.

Отличный пример практического применения прочности PETG. Бампер.
Вот пара цифр про PETG. Учтите, что это значения для конкретного испытываемого PETG, они не являются универсальными для материала.
- Плотность – 1,27 г/см3, т.е. чуть больше, чем у PLA, и примерно на 20% больше, чем у ABS.
- Твердость по Роквеллу – R 106, что довольно много для PETG. (У самого твердого из имеющихся у нас ABS твердость составляет R 110).
Есть еще один плюс в пользу перехода с традиционных материалов на PETG: им просто приятно печатать, а объекты из него получаются прочными и долго служат.
Теперь давайте посмотрим, как добиться наилучших результатов при работе с этим еще не очень распространенным материалом. И как потратив какое-то время на настройки, потом спокойной наблюдать, за принтером, который один за другим печатает износостойкие прототипы, модели и готовые детали.

Как печатать PETG
Как и в случае с любыми другими материалами для 3D-печати, следует обратить внимание на его особенности и понимать, в чем может крыться причина тех или иных проблем. Это позволит напечатать вашу задумку с первого раза. Данный пластик предполагает, что при печати следует учитывать его некоторые особенности.
Иногда PETG может потребовать немного большое времени на общую и тонкую настройку параметров филамента. Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения.
Зато, если все параметры выставлены правильно, вы сами увидите, что печать PETG – мечта “поэта”. Ничего нигде не перекашивает, никакого запаха при печати, а то, что слои отлично между собой сцепляются, – это вообще одно из самых замечательных свойств данного материала. Если вы используете полиэтиленовый филамент высокого качества, то, скорее всего, вам будет достаточно лишь выставить температуру PETG, – и

вперед!
При печати PETG обычно оставляйте дополнительный зазор в 0,2 мм
И как всегда, есть несколько моментов, которые помогут сделать переход на новый для вас филамент более безболезненным.
Давайте же посмотрим, что и как надо настроить, какие могут быть проблемы, и какие есть хитрости в связи с печатью PETG.
Настройки при печати PETG
- Мы рекомендуем выставить температуру печати PETG примерно в 220-245 °C, в зависимости от используемого экструдера. Оптимальная температура рабочего стола – около 70-75 °C; возможно, на пару градусов больше для нескольких первых слоев.
- На какой поверхности лучше всего печатать PETG? Как показывает наш опыт, лучше всего на покрытиях FIXPAD, пленке или синей малярной ленте. Впрочем, PETG будет отлично прилипать и к другим поверхностям, обеспечивая хорошие условия для следующего, очень важного шага.
- Этот материал не требуется выкладывать непосредственно на подогретый рабочий стол, лучше оставить некоторый зазор по оси Z. Если сопло экструдера находится слишком близко к столу или предыдущему слою, будет образовываться пленка, а вокруг сопла – паутина. Рекомендуется начинать поднимать сопло с шагом 0,02 мм – пока не перестанет образовываться пленка.
- Вентилятор. В принципе, если вам нужно напечатать как можно более прочный объект, печатайте без обдува. Более высокая температура PETG способствует суперсильному сцеплению. Расплавленный PETG прилипает к предыдущему слою на удивление хорошо. Но если вам нужны более мелкие детали, без «лапши», вам точно потребуется выставить охлаждение на 100%. Быстрое охлаждение на выходе из сопла позволит печатать тонкие детали, без волос и клякс.
Мы советуем печатать без охлаждения первый слой, возможно, еще и второй, после чего включить вентилятор на полную. Если же проблемы с некоторой волосистостью остаются, вы на свой страх и риск можете предоставить управление вентилятором автоматике, но это будет ваш выбор.

Некоторые из работ Джозефа Каши из 3D Maker Noob’s,
напечатанные Red PETG
Следующие моменты отличают настройки охлаждения при печати этим филаментом. Их нужно выставить правильно, под имеющуюся задачу. Вообще, полезно поэкспериментировать: какова будет реакция филамента на те или иные изменения в параметрах печати.
- Печатайте немного медленнее, лучше на скорости около 55 мм/с или меньше; если выше 60 – то филамент может выкладываться недостаточно быстро.
- PETG может оказаться чувствительным к переэкструдированию (забивание и т.п.). Если такая проблема есть, посмотрите в параметрах экструдирования, достаточно небольшой подстройки (например, втягивания).
Едва ли вы столкнетесь со всеми этими проблемами сразу. Но тем не менее, как и у любого другого материала 3D-печати, у этого есть свои нюансы, требующие уточнения. Как только вы поймете причину каждой из проблем,и найдете её решение, вы увидите, как быстро все пойдет дальше.
Краткое сравнение PETG и ABS
- PETG долговечнее, чем ABS, но ABS тяжелее и более жесткий.
- У PETG более высокая температура стеклования, около 80 °C, – тогда как у ABS 105 °C.
- ABS примерно на 20% менее плотный, чем PETG.
- PETG менее склонен к перекосам, чем ABS (если печатать неправильно), и, в целом, не имеет запаха.
- PETG более химически стоек, так что сглаживание ацетоном, как в случае с ABS, здесь не работает.
Краткое сравнение PETG и PLA
- PLA более хрупок, чем PETG, если только не попробовать его закалить (отпускать).
- PLA и PETG имеют примерно равную плотность.
- PETG требует подогрева рабочего стола, тогда как PLA можно печатать просто так.
- Сцепление слоев PETG, как правило, беспрецедентно, объекты получаются очень прочными и долговечными.
- Подпорки, которые напечатаны PLA, удаляются обычно легко; у PETG с этим сложнее, но не невозможно.

Предлагаем PETG самых разных цветов,
целый килограмм заказывать не обязательно,
можно просто попробовать
Приятная новость: сейчас на PETG от BestFilament скидка 40%!
Заказать филамент можно:
Со склада в Москве »»»
Со склада в Санкт-Петербурге »»»
В Томске с доставкой по России »»»
Принимаем заказы и на образцы и на катушки по 0,5 кг.
Совет от производителя:
Еще раз напомним, что не стоит думать о petg как о панацее для решения всех проблем, но свой широкий класс задач этот филамент решает на ура! Рекомендуем взять пробник для понимания материала и его свойств.
Успехов и ровной печати.
Присылайте ваши работы, и мы с удовольствием расскажем о них!
А еще мы награждаем автора лучшей работы!

Пластики PETG (ПЭТ-джи или ПЭТГ — полиэтилентерефталат-гликоль) — это прочные полимеры, пригодные для изготовления различных вещей, в том числе посуды, соприкасающейся с пищевыми продуктами не горячее 75 °C. PETG-филаменты доступны в различных расцветках. Ими сравнительно просто печатать на 3D-принтере.
Читайте статью, чтобы узнать о возможностях и способах применения PETG.
Содержание
О пластике PETG

Источник: pubs.rsc.org
PETG — это сополимер (полиэтилентерефталат-гликоль) — термопластик, который широко используется в быту. Из PETG производят, например, пищевые контейнеры и спортивные фляги.

Источник фото: banggood.com
PETG образуется в процессе модификации цепи полимера PET (полиэтилентерефталата) молекулами этиленгликоля. Такое изменение состава и структуры придает материалу большую жесткость.
История
Источник: alibaba.com
PET, предшественник PETG, разрабатывался параллельно в нескольких странах в 1930-1940 годах. В Британии патент на полиэтилентерефталат был получен в 1941 году. Специалисты текстильной компании Calico Printers’ Association John Rex Whinfield, James Tennant Dickson создали материал, из которого получались синтетические волокна.
В СССР полиэтилентерефталат был получен в 1949 году. Материал получил название «лавсан» в честь Лаборатории Института Высокомолекулярных Соединений Академии наук СССР, где он был создан. Впоследствии разные корпорации разработали собственные названия для полимера, но в последние десятилетия общепринята химическая аббревиатура PET, как и в случае с сополимерами, образованными на основе полиэтилентерефталата. Поэтому PETG, строго говоря, является частным случаем PET, его разновидностью, но принято разделять эти материалы, т.к. свойства PETG и “чистого” PET различаются.
Характеристики
PETG-пластик — прозрачный бесцветный материал, диэлектрик; отличается высокой прочностью и высокой температурой плавления. Характерная особенность PETG — устойчивость ко многим химическим реагентам. Материал стоек к ультрафиолетовому излучению. Обладает не самой лучшей устойчивостью к истиранию. Поверхность напечатанного из PETG на 3D-принтере изделия может быть такой же гладкой, как у пластиковой бутылки, но для этого потребуется дополнительная обработка.
Основные характеристики полимера:
-
Плотность: 1,26 г/см³;
-
Прочность;
-
Устойчив к разбавленным кислотам и растворам щелочей при комнатной температуре;
-
Температура плавления: 240 °C;
-
Температура стеклования: 85 °C;
-
Стойкость к нагреву: до 75 °C.
Для PETG характерны долговечность и ударопрочность, которые превосходят PET. PETG демонстрирует хорошую химическую стойкость как к кислотным, так и к щелочным веществам. Он также отличную блокирует влагу, что позволяет использовать его для создания емкостей для воды или других напитков.
Что касается простоты работы с ним при 3D-печати, отличная адгезия PETG-пластика обеспечивает минимальную вероятность деформации и расслоения. Филамент PETG обладает комбинацией лучших свойств PLA и ABS: он прочный и термостойкий, но при этом с ним легко работать.
Достоинства и недостатки
Достоинства:
-
Сравнительно простая печать;
-
Устойчивость к высоким температурам;
-
Высокая прочность;
-
Возможность использования цветного филамента;
-
Низкая стоимость;
-
Возможность переработки;
-
Устойчивость к воде;
-
Возможность использования для пищевых контейнеров.
Недостатки:
-
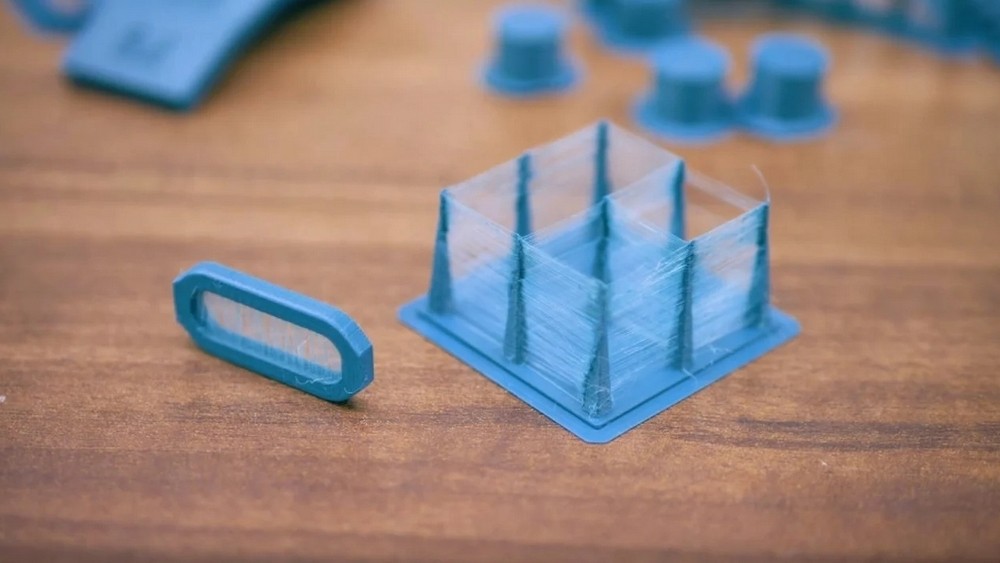
В процессе печати на изделии остается большое количество нитей (“паутина”, “спагеттификация”, “стрингинг”).
Меры предосторожности
Существенное достоинство PETG-филамента — отсутствие неприятного запаха в процессе печати, обусловленного выделением химических веществ. Несмотря на это, рекомендуется печатать материалом в хорошо проветриваемом помещении, не забывая про респиратор.
Использование PETG в 3D-печати
Дизайнеры и инженеры могут печатать функциональные прототипы контейнеров для жидкостей, корпуса для электрического оборудования и т. д. Наиболее очевидное применение PETG — дизайн и прототипирование упаковки потребительских товаров, которая впоследствии будет изготавливаться серийно из PET или других полимеров.
Химическая стойкость PETG, вместе с механической стойкостью — важное преимущество при создании прочных нестандартных деталей, таких как производственные инструменты и вспомогательные средства, компоненты для тестирования или роботизированных аппаратов. Из PETG можно печатать защелкивающиеся соединения и подвижные петли, защитные кожухи или детали машин, создаваемые по индивидуальному заказу.
Особенности 3D-печати PETG
Хранение филамента
PETG гигроскопичен, а значит, он будет активно впитывать влагу из воздуха. По этой причине пластик следует хранить в прохладном сухом месте и сушить перед печатью, если он слишком долго подвергался воздействию влажного воздуха. Когда сухость нити PETG неизвестна, для надежности филамент следует просушить в специальной сушильной камере, например — Wanhao Boxman-2.
Нагрев платформы
Использовать PETG для 3D-печати можно на принтерах с открытой и закрытой рабочей камерой. Печатный стол следует нагреть до температуры 75—90 °C. Для адгезии первого слоя стол необходимо покрыть слоем клея или “печатного сока” — растворителя с растворенным в нем пластиком. Температура экструдера составляет 230—250 °C. Ретракт следует установить на 25 мм/с.
Скорость и параметры печати
Рекомендуемая скорость для 3D-печати PETG составляет от 60 до 100 мм/с. Если печатать на более высокой скорости, это может отрицательно сказаться на результате. Для изменения качества готового изделия, можно установить печать на скорость от 30 до 60 мм/сек.
Охлаждение при печати
3D-печать PETG-пластиком требует охлаждения: на уровне 20% для первого слоя и до 100% скорости кулера на дальнейшем объеме детали.
Обработка детали из PETG
Термическая обработка
Поскольку полимер плавится при высоких температурах, края готового изделия можно обрабатывать горелкой или промышленным феном, чтобы убрать шероховатости. Если в процессе печати осталось много тонких нитей (результат стрингинга), их можно удалить так же.
Механическая обработка
Физические свойства напечатанных из PETG изделий позволяют проводить различную механическую обработку готовых поверхностей. Можно сверлить отверстия в корпусе или полировать поверхность деталей. Для полировки используются полировальные круги или обычная наждачная бумага. В примере на видео показано, как в процессе полировки меняется внешний вид сувенира, напечатанного из PETG-филамента с добавлением меди.
Покраска
Красить готовые изделия, напечатанные из PETG, достаточно сложно. Единственным очевидным способом является использование аэрозольной краски или краскопульта.
Склеивание
Детали из PETG надежно соединяются суперклеем (цианакрилатом). В качестве альтернативы можно использовать растворитель.
Популярные 3D-принтеры, которые печатают PETG
Creality Ender-3
Рекомендуемые настройки:
-
Температура платформы: 60 °C;
-
Температура экструдера: 240 °C;
-
Высота слоя: 0,2 мм;
-
Скорость печати: 50 мм/с.
Для печати PETG на принтере Creality Ender-3 использовались настройки, рекомендованные производителем филамента. Пример печати PETG на Ender 3 показал, что материал создает качественное изделие даже при сравнительно большой толщине печатного слоя.
Anycubic Chiron 3D
Рекомендуемые настройки:
-
Температура платформы: 75 °C;
-
Температура экструдера: 235 °C;
-
Высота слоя: 0,2 мм;
-
Скорость печати: 45 мм/с.
В этом сравнительном тесте использовано два принтера: Creality Ender-3 и Anycubic Chiron 3D. Для 3D-принтера Anycubic, который имеет большую печатную камеру, было выбрано несколько трехмерных моделей, в том числе — большая полигональная ваза из прозрачного филамента. Результат печати — отличный, даже без механической обработки поверхности.
Anet A8 plus
Рекомендуемые настройки:
-
Температура платформы: 80 °C;
-
Температура экструдера: 235 °C;
-
Высота слоя: 0,2 мм;
-
Скорость печати: 55 мм/с.
На принтере Anet A8 plus была напечатана небольшая модель сложной формы с большим количеством поддержек. На видео показано, как сложно удалить поддержку: помимо работы кусачками, необходима значительная шлифовка точек соединения поддержек и детали.
Проблемы при печати PETG-пластиком
Источник: all3dp.com
Две основных ошибки, которые могут возникнуть при печати PETG-пластиком — это стрингинг и образование наплывов.
Чтобы предотвратить стрингинг (образование лишних нитей), следует:
-
Увеличить дистанцию и скорость ретракции.
-
Увеличить холостую скорость перемещения экструдера — на 10 мм/с, возможно достичь отметки 200 мм/с.
-
Снизить температуру экструдера: понижать от стандартной, с шагом по 10 °C, пока количество нитей не станет минимальным или полностью исчезнет.
Чтобы избежать образования наплывов на границе печатного слоя, также следует откорректировать настройки ретракта в сторону увеличения значений.
Примеры напечатанных из PETG изделий

Источник: prusament.com

Источник: rigid.ink

Источник: all3dp.com

Источник: all3dp.com
Итого
Пластики PETG обладают многочисленными преимуществами, которые позволяют считать их удобным материалом для 3D-печати. Изделия из PETG прочны и устойчивы ко многим агрессивным средам. Филаменты доступны в десятках расцветок, прозрачных и непрозрачных, в том числе “металлик”. В процессе печати PETG отсутствует неприятный запах. Готовое изделие удобно шлифовать и полировать, чтобы создать нарядный внешний вид.
PETG — это сокращение от полиэтилентерефталат гликоль-модифицированного. И это наиболее часто используемый тип пластика на планете (в виде PET). Вы можете найти его в составе пластиковых бутылок, пищевых контейнеров, упаковки, игрушек, кухонной утвари и более распространенных пластиковых изделиях. Кроме того, этот перерабатываемый пластик можно формовать под давлением, выдувать, термоформовать, гнуть, резать и даже использовать для печати на 3D принтере.
В Этой статье мы не будем делать акцент на химический состав PETG, а сосредоточимся на его применении в качестве материала для 3D печати.
Содержание:
- Разновидности PETG
- PET
- PET
- CPE
- PETT
- Преимущества PETG
- PETG против PET
- Преимущества PETG перед PLA и ABS
- Недостатки PETG
- PETG против PLA
- Сравнение PETG и PLA
- PETG против ABS
- Сравнение ABS и PETG
- Когда следует использовать PETG?
- Настройки печати для PETG
- Настройки печатного стола
- Настройки температуры и ретракта
- Температура
- Ретракт
- Настройки охлаждения
- Расстановка поддержек
- Скорость печати
- Ошибки печати PETG и их устранение
- “Паутинка”
- Отлипание от печатного стола
- Постобработка изделий из PETG
- Шлифовка
- Полировка
- Специальные покрытия
- Термическая обработка
- Растворители
- Склеивание и окрашивание
- Как хранить PETG
- PETG и пищевые продукты
Разновидности PETG

Хотя PETG, пожалуй, самый известный материал в своем семействе, на самом деле это разновидность PET пластика (полиэтилентерефталата) — чрезвычайно распространенного материала, который встречается в бутылках для воды и других одноразовых пластиковых упаковках.
Существует гораздо больше разновидностей PET филаментов, в составе которых присутствуют разные добавки. Все они имеют много общих свойств, но с некоторыми важными различиями. Ниже представлен обзор вариантов PET филаментов со схожими свойствами.
Хотите что-нибудь пригодное для вторичной переработки? Хотелось бы, чтобы у PETG были какие-то особые свойства? Ознакомьтесь с этим списком и найдите подходящую нить для ваших задач.
PET

Полиэтилентерефталат (PET) — самый используемый пластик в мире. Это неизмененный родитель PETG, и он присутствует во всем, от бутылки с водой до волокон одежды и даже в контейнерах для еды. Но как материал для 3D печати PET не особо распространен.
Особые свойства: безопасен для пищевых продуктов и плавится при температуре выше 260 °C. Его с успехом перерабатывают, превращая в сырье для повторного использования.
rPET

rPET очень похож на PET, но эта нить сделана из переработанного PET. Это различие важно, потому что материалы можно перерабатывать только определенное количество раз, прежде чем они достигнут конца своего жизненного цикла. Во время печати rPET ведет себя как же, как и ПЭТ, что делает его отличным материалом для тех, кто заботится об окружающей среде.
Особое свойство: экологически чистый.
CPE

Хлорированный полиэтилен — прочный и ударостойкий пластик, который имеет широкое применение в промышленности. Несмотря на то, что он похож на PET, стоит CPE немного дороже из-за своих особых физико-химических характеристик. В печати он ведет себя точно так же, как любой другой PET, если только производитель не указал другие рекомендации по использованию.
Особые свойства: прочный, более гибкий, менее пахучий.
PETT

PETT, или полиэтилен-ко-триметилентерефталат, как вы, наверное, догадались, является еще одним вариантом PET. Он немного более жесткий, чем PETG, потому что он не модифицирован гликолем. Если вам нужна дополнительная прочность, стоит подумать об использовании этого пластика. PETT не очень распространен в 3D печати, но есть компании (например Taulman с его T-Glase), которые популяризируют материал за его впечатляющую прозрачность после печати. Как PET и PETG он обычно безопасен для пищевых продуктов (зависит от производителя).
Особые свойства: он более жесткий, чем PETG, красивый, прозрачный, безопасный для пищевых продуктов и имеет низкую усадку.
Преимущества PETG

PETG против PET
На рынке гораздо больше филаментов PETG, чем PET, и на это есть веские причины. Вариант PET на основе гликоля имеет ряд преимуществ по сравнению с основным материалом, особенно когда речь идет о 3D печати. В первую очередь это:
- Печать при более низкой температуре (около 230 °C вместо 260 °C);
- Исключительная адгезия между слоями.
Вышеперечисленные качества делают PETG идеальным для 3D печати, но есть несколько более весомых причин, по которым использовать PETG более выгодно, чем PET:
- Высокая прочность;
- Не меняет цвет и не ломается при перегреве;
- Высокая ударопрочность;
- Можно стерилизовать.
Преимущества PETG перед PLA и ABS
Часто PETG используют вместо других распространенных низкотемпературных материалов. И это неспроста. Он имеет серьезные преимущества по сравнению с PLA или ABS:
- Более функциональный, чем ABS (более прочный, гибкий, термостойкий, более долговечный);
- Им легко печатать;
- Низкая усадка и пониженная деформация деталей.
Недостатки PETG
У печати с использованием PETG в действительности не так много недостатков.
Во-первых, PETG более подвержен царапинам и истиранию, чем PET.
Также несмотря на то, что он сравним с PLA по простоте печати, многие пользователи считают, что работать с PETG немного сложнее, чем с другими материалами. Безусловно, у него есть несколько требований к настройкам, но если найти золотую середину и поэкспериментировать с настройками слайсера, то работать с этим пластиком одно удовольствие.
PETG против PLA

Мы коснулись того, как PETG сравнивается с PLA, и разберем эту тему немного подробнее.
PLA (или полимолочная кислота) — это термопластический материал, классифицируемый как полиэфирный пластик. Он является наиболее распространенным материалом для 3D печати. PLA очень легко печатать, кроме того этот материал является биоразлагаемым. PLA представлен в разных цветах и оттенках — почти у каждого производителя есть собственная версия PLA. Кроме того, его свойства позволяют использовать разные добавки, такие как металлический порошок, кофе или дерево, которые часто используются для окрашивания материала или изменения его механических свойств.
Сравнение PETG и PLA
- PETG обычно имеет лучшую адгезию между слоями, чем PLA, из-за его состояния при нагреве.
- По той же причине PETG имеет тенденцию к слипанию у сопла чаще, чем PLA.
- В то время как PLA можно продолжить печать даже после небольшого засора, PETG требует полной прочистки сопла для продолжения работы.
- Оба материала имеют незначительную усадку при охлаждении.
- Оба считаются безопасными для пищевых продуктов.
- PETG более прочный и термостойкий, он может выдерживать более сильные удары.
- PLA менее подвержен царапинам и повреждению поверхности.
- PETG обычно дороже, чем PLA.
- Нить PLA предлагает пользователю больше выбора, поскольку хорошо сочетается с разными добавками.
PETG против ABS
Акрилонитрилбутадиенстирол (более известный как ABS) — еще одна очень популярная нить для 3D принтеров. Этот термопласт дешевый, прочный, немного гибкий, легкий и хорошо подвергается экструзии, что делает его отличным материалом для 3D печати. Это тот же пластик, который используется в конструкторах LEGO и велосипедных шлемах.
Но у использования нити ABS есть недостатки. Во-первых, для печати необходим рабочий стол с подогревом. Это предотвращает слишком быстрое охлаждение первых слоев отпечатка, поэтому пластик не деформируется и не сжимается до завершения печати. Еще один недостаток — сильные испарения в процессе работы. Они могут быть опасны для людей (или домашних животных) с затрудненным дыханием.
Сравнение ABS и PETG
- Оба материала обладают высокой прочностью и ударопрочностью.
- PETG более гибкий, чем ABS.
- ABS растворяется в ацетоне, нить PETG — нет.
- PETG безопасен для пищевых продуктов при правильном обращении, ABS нет.
- ABS нельзя печатать без платформы с подогревом.
- Печать ABS может быть затруднена без подогрева рабочей камеры.
Когда следует использовать PETG?

PETG — хороший универсальный материал, но он отличается от других нитей своей гибкостью, прочностью, термостойкостью и ударопрочностью. Это делает его идеальным для объектов, которые могут испытывать постоянную или внезапную нагрузку, таких как механические детали, детали 3D принтера и защитные компоненты. Поскольку материал обычно безопасен для пищевых продуктов, эта нить является идеальным вариантом для предметов, которые могут контактировать с едой или напитками (необходимо уточнить у производителя вашего материала).
Настройки печати для PETG
PETG обладает хорошими механическими свойствами и прекрасной эстетикой. Но им может быть сложно работать, особенно если вы новичок. Можно найти множество советов о настройках, которые противоречат друг другу. Кроме того, для каждого конкретного принтера настройки могут немного отличаться. Очень часто вам придется заново настраивать некоторые параметры печати после замены катушки, которую вы используете.
Одно можно сказать наверняка с PETG: вам придется поэкспериментировать, чтобы найти наилучшие параметры для вашего принтера.
Прежде чем мы углубимся в советы по печати, вот несколько характеристик материала:
Температура стеклования: 80 ° C
Плотность: 1,27 г / см 3 (что выше, чем у PLA и ABS)
Растворение: Устойчив к большинству химикатов (например, кислот, щелочей и растворителей)
Настройки печатного стола

По своей природе PETG будет хорошо прилипать к печатной платформе, настолько сильно, что кусок вашей рабочей поверхности может оторваться вместе с готовым изделием. Чтобы предотвратить порчу принтера, понадобится защитный слой на рабочем столе, например, клей-карандаш или синяя лента .
Если вы раньше печатали PLA или ABS, вы знаете, что зазор между соплом и платформой должен быть минимальным. PETG требует обратного. Если вы используете лист бумаги для регулировки зазора между платформой и соплом для PLA, используйте три листа бумаги для PETG.
Хотя печатать PETG можно и без подогреваемого стола, мы рекомендуем включать подогрев платформы. Большинство производителей рекомендуют температуру от 70 до 80 °C, но можно поднять ее до 100 °C. Начните с 70 °C и постепенно увеличивайте ее, если заметите какие-либо проблемы с адгезией к столу.
Настройки температуры и ретракта
Настройки температуры и ретракции для печати PETG тесно связаны.
Температура

PETG обычно печатается при температуре от 220 до 265 °C. Но прежде чем регулировать температуру сопла, помните, что хотенды с трубками из PTFE имеют температурные ограничения 250 °C.
Температура сопла сильно влияет на качество печати. Слишком высокая температура приведет к обильному образованию паутины и капель, а слишком низкая температура приведет к засорению сопла.
Вот простой тест, чтобы убедиться, что вы выставили правильную температуру: начните с нагрева 220 °C и сделайте несколько пробных отпечатков. Если вы слышите стук во время печати, следует увеличить температуру сопла на 5 °C. Повторяйте тест до тех пор, пока не добьетесь качественного результата.
Как уже упоминалось, при печати при высоких температурах существует риск образования нитей и капель. А поскольку PETG — очень прочный и эластичный материал, все эти погрешности снимаются с трудом. Если вы установили самую низкую температуру экструзии, а проблема не исчезла, попробуйте отрегулировать настройки втягивания нити.
Ретракт
Не устанавливайте большую скорость ретракта — это может быть хорошо ABS и PLA, но не работать с PETG. Установите скорость отвода около 25 мм/с как для Боуден экструдеров, так и для Direct экструдеров. Расстояние отвода должно быть установлено примерно 6 или 7 миллиметров для Bowden экструдеров и 3 или 4 миллиметра для экструдеров с прямым приводом. Для PETG скорость втягивания важнее расстояния. Если проблема капель и нитей не решена, попробуйте снизить скорость втягивания.
Еще один параметр, который поможет уменьшить просачивание, — это скорость печати. Попробуйте установить скорость движения как можно выше ,чтобы избавиться от этой проблемы.
Настройки охлаждения

PETG прекрасно печатает без обдува. В отличие от других материалов, для которых во время печати требуется мощное охлаждение, PETG лучше обходится без него. Если вы заметили трещины и расслоение на отпечатках, выключите обдув, потому что печать без вентиляторов увеличивает адгезию слоя.
Рекомендуется использовать обдув только в том случае, если вы хотите печатать изделия с множеством мелких деталей или для печати мостов .
Расстановка поддержек
Поскольку у PETG очень хорошая адгезия между слоями, удалить опоры может быть очень сложно. Если вам посчастливилось иметь 3D принтер с двойным экструдером , лучший вариант — использовать растворимые нити, такие как PVA или HIPS .
Но если у вас принтер с одним экструдером, то печать с поддержками тоже возможна. Оставьте зазор между поддержкой и деталью. Начните с зазора в 0,1 мм и при необходимости увеличьте его.
Скорость печати

PETG очень чувствителен к скорости печати. Если вы печатаете слишком быстро, то снижается адгезия между слоями и страдает общее качество печати. Слишком медленная скорость печати приводит к деформации деталей, образованию нитей и капель.
Вам нужно найти золотую середину с настройками принтера и нитью, которые вы используете. Хорошая скорость для тестовой печати — около 50 мм/с.
Ошибки печати PETG и их устранение
“Паутинка”

В настройках слайсера сначала попробуйте увеличить расстояние ретракта с шагом 1 мм, а скорость ретракта — с шагом 5 мм/с. (Примечание: если вы используете Боуден экструдер, вашему принтеру потребуется более высокое расстояние и скорость втягивания.) Регулируйте эти настройки, чтобы выбрать идеальные параметры для вашего принтера.
Еще одно быстрое решение проблемы — увеличение скорости движения печатной головки. Попробуйте увеличивать скорость перемещения с шагом 10 мм/с, пока не найдете идеальную скорость. Некоторые производители даже используют скорость перемещения до 200 мм/с.
Если изменить настройки ретракта и скорости не получается, пришло время остыть — буквально. Другими словами, уменьшите температуру сопла вашего принтера. Очевидно, что если нить станет слишком горячей, она будет свободно сочиться независимо от настроек ретракта или скорости печати.
Отлипание от печатного стола

Не только температура экструзии, но и температура окружающей среды может стать причиной деформации. Вот несколько советов по поддержанию оптимального температурного режима:
- Используйте подогрев стола: это поможет выровнять температуру. Нагреваемая рабочая платформа также способствует адгезии к основанию. Обычно производитель нити указывает рекомендованную температуру нагрева стола.
- Используйте закрытую камеру для печати: это помогает поддерживать постоянную температуру окружающей среды на протяжении всего процесса печати.
- Контроль температуры в помещении: для этого держите окна и двери закрытыми. Не допускайте, чтобы холодный воздух попадал в помещение.
- Отрегулируйте охлаждение: отключение или снижение скорости охлаждающих вентиляторов, направленных на область печати, поможет выровнять температуру и предотвратить отлипание от рабочего стола.
- Используйте клей-карандаш: простой клей-карандаш — еще один популярный вариант улучшения адгезии первых слоев. Также существуют специальные средства для адгезии, такие как Magigoo 3D Printer Bed Adhesion. Они помогают прилипать PLA и многим другим пластикам к рабочей платформе.
Постобработка изделий из PETG
Шлифовка

Шлифовка — один из наиболее распространенных методов обработки деталей, напечатанных на 3D принтере, так как он подходит для всех видов пластика. Шлифовка может устранить нежелательные выступы на детали, а также уменьшить видимость линий слоев. Однако процесс может занять довольно много времени, особенно если деталь очень большая или сложная.
При шлифовании мы рекомендуем начинать с наждачной бумаги с крупным зерном и переходить к наждачке более мелкой зернистости. ПРи шлифовании можно использовать воду, чтобы предотвратить засорение наждачной бумаги. Обязательно шлифовать ровными круговыми движениями, чтобы получить гладкую поверхность.
Полировка
Использование полировальной пасты — еще один отличный способ сделать изделия из PETG гладкими. Перед тем, как начать, убедитесь, что ваша деталь была должным образом отшлифована наждачной бумагой с мелким зерном. В противном случае полировка не принесет желаемого результата. Лучше всего для полировки PETG подходят полировочные пасты для металлов.
Чтобы нанести полироль, возьмите небольшое количество средства на мягкую чистящую ткань. Затем протрите составом всю деталь, пока паста не впитается. В завершение возьмите чистую ткань и отполируйте поверхность до зеркального блеска.
Полировка не подходит для обработки деталей с тонкими стенками.
Специальные покрытия

Покрытие изделий из PETG — еще один отличный способ сгладить поверхность и скрыть небольшие дефекты. PETG можно покрыть эпоксидной смолой также, как PLA и ABS.
XTC-3D — популярное во всем мире покрытие для напечатанных изделий. Он обладает эффектом самовыравнивания, поэтому мазки кисти не будут заметны. Состав позволяет добиться идеальной глянцевой поверхности, поэтому вам возможно не придется прибегать к шлифовке.
Процесс обычно состоит из приготовления эпоксидной смолы и нанесения ее на деталь небольшой кистью.
Термическая обработка

Несмотря на то, что PETG в некоторой степени термостойкий, термообработка также является одним из способов придания деталям гладкости.
Важно отметить, что для термической обработки вам понадобится строительный фен с очень точным контролем температуры. Рекомендуемая температура для термообработки PETG будет варьироваться в зависимости от марки, однако обычно она очень близка к температуре плавления нити (около 250 °C).
Суть термической обработки — расплавить очень тонкий слой материала поверхности печати. Если все сделано правильно, линии слоя растают, а нежелательные пробелы в отпечатке заполнятся. В конечном итоге получается идеально гладкая деталь.
При работе важно сохранять постоянное расстояние от источника нагрева и двигаться плавными непрерывными движениями. Если у вас нет большого опыта использования строительного фена, попробуйте уменьшить температуру, чтобы не повредить изделие.
Растворители
Традиционный способ разглаживания ацетоном не работает с PETG, но существует ряд других химикатов, способных растворять и разглаживать этот материал.
ВАЖНО! Многие химические вещества, которые представлены ниже, опасны и могут быть куплены только со специальным разрешением. Растворители должны использоваться только опытными пользователями с надлежащей защитой.
Этилацетат — одна из наиболее распространенных химических альтернатив ацетону, однако он работает не со всеми видами PETG. Доказано, что дихлорметан, метилэтилкетон (МЭК), толуол и циклогексанон также растворяют PETG, но все они чрезвычайно опасны и должны использоваться только экспертами.
Самый популярный метод нанесения — это сглаживание паром. В этом методе отпечаток подвергается прямому воздействию паров химического вещества. Также можете поместить салфетки или бумажные полотенца, пропитанные химическим веществом, вокруг модели, чтобы добиться аналогичных результатов. Однако наносить растворитель кистью или непосредственно погружать отпечаток в растворитель не рекомендуется, так как модель может быть серьезно повреждена.
Процесс постобработки с помощью растворителей может быть автоматизирован. Специальное оборудование, например Zortrax Apoller и Polymaker Polysher делают постобработку простой и быстрой.
Склеивание и окрашивание
Разумеется, пластик PETG может подвергаться склеиванию и окрашиванию. Для склеивания PETG подойдет суперклей, эпоксидная смола, силиконовые и полиуретановые клеи, а также горячий клей (используется с пистолетом).
Основное правило при склеивании деталей из PETG, да и из других пластиков — поверхность должна быть чистой. Также следует зашлифовать склеиваемые поверхности для лучшей адгезии.
Окрашивать PETG можно разными красками — аэрозольными или акриловыми. Но следует внимательно изучить состав красок в баллончиках, так как в них могут содержаться растворители, не совместимые с PETG.
Перед покраской необходимо зашкурить всю поверхность, покрыть изделие грунтовкой, дождаться ее полного высыхания, а затем приступать к работе. Красить PETG можно прямо из баллона или использовать кисть для росписи.
Как хранить PETG

PETG очень гигроскопичен, поэтому, если его не использовать, он впитает влагу из воздуха. Это приводит ко всевозможным проблемам, которые в большинстве случаев заканчиваются неудачной печатью, поэтому храните PETG в сухом месте. Попробуйте использовать контейнер или закрывающиеся зип-пакеты.
PETG и пищевые продукты
PETG считается безопасным материалом для пищевых продуктов. Тем не менее, всегда лучше перестраховаться, чем сожалеть, поэтому обязательно ознакомьтесь с информацией, предоставленной производителем филамента. Обратите внимание, что, хотя материал может быть безопасным для пищевых продуктов, даже на самом гладком отпечатке будут небольшие трещинки, в которых могут поселиться микробы и размножаться бактерии. В зависимости от предполагаемого использования следует покрыть изделия (пищевой) эпоксидной смолой или герметиком.
-
#51
@Fish72, чудес не бывает. И всё не то, и всё не так. Вы все необходимые параметры знаете как настраивать? Вы их настроили? Вы экспериментировали? Ставили сейчас другой тип пластика, проверяли качество печати? Петг до 245 градусов не надо нагревать. 235 хватит. Не липнет? Вы меняли поверхность? Пробовали с разными покрытиями типа клеевого карандаша? Поставив печать каймы, во время печати вы видите что кайма получается однородной или отдельными линиями? И прочее прочее прочее.
И ещё, скажите, что это за длинная сетка такая у вас в руках. Поеятно что начало детали. Но что это такое конкретно? Дно? Подложка?

-
#52
Добавлю. Попробуйте сделать печать 1-го слоя медленнее. 50% от обычной скорости печати. Покажите саму деталь, в слайсере если нарезать , то послойно все верно показывает ? При печати не слышно звуков проскока пластика из экструдера ?
-
#53
Добавлю. Попробуйте сделать печать 1-го слоя медленнее. 50% от обычной скорости печати.
В суперслайсере по умолчанию наружка выставлена на 50%
Вообще вариантов несколько, и все они легко определяются опытным путём.
Неисправный датчик температуры, из-за которого пластик может недостаточно разогреваться.
Сопло с косой площадкой (я об стекло задел, не обратил внимания, и у меня кайму печатало с одной стороны монолитно, с другой с промежутками между нитями. Хотя в целом детали всё равно получались хорошего качества. Но с прилипанием были некоторые затруднения).
Зазор неправильно выставлен.
Поток слишком низкий, а значит филамент по факту имеет меньший диаметр. У меня сейчас СЕМ, так он 1.65, и чтобы нормально печатал, надо было вручную при начале печати добавлять 16% потока. Пока просто не выставил актуальный диаметр прутка в настройках слайсера.
Обдув на первом слое должен быть ВЫКЛЮЧЕН! И на втором тоже желательно.
На бумажный скотч хрен что прилипнет.
Температуру стола зачем греть до 120? Если это не АБС.
По потоку. Фиш, при печати каймы не вариант крутилкой добавить поток до уровня, когда нитка начнёт прилипать к столу??
-
#54
Всем привет. Всем спасибо за участие. Получил ответ от продавца. По поводу точки Autohome, пишет, что так и должно быть ( ну кто бы мог сомневаться )))))). А может у всех так, точка при которой паркуется экструдер находится за рамками стола? По поводу не прилипания к столу написал, что вероятнее всего накрылся датчик температуры на экструдере.
Прав был @Алёшка,
Я тоже склоняюсь к этой проблеме, потому как мучался почти два дня. Калибровал стол (по разному), мазал клеевым карандашом, клеил скотч, менял пластик ABS, PET-G, и ставил пробник из комплекта, PLA, замерял диаметр прутка….
Заказал у продавца датчик. Доставку обещали 12-14.01.21. Обязательно отпишусь.
Сетка это да, подложка детали, точнее только начало 3-го слоя.
По поводу вентилятора. Он у меня почему то постоянно вращается, ну во всяком случае вижу визуально. Програмно выставляю выкл. на первых слоях, а он крутится и обдувает.
Буду ждать термодатчик.
-
#56
у меня был как то полузасорное состояние.. не сразу понял, что клина словил вентилятор обдува экструдера. почистил, прошло.
-
#57
@Fish72, вент обдува сопла или экструдера?
Всех с Новым годом! Извините, писать пока могу только из дома. Постоянно вращается только вентилятор по фронту, справа стоит.
Значит справа это вентилятор сопла, а по фронту это вентилятор экструдера? И всё норм.? Да, я пока чайник))))))
Просто не очень логичная схема потоков. Когда работает вентилятор по фронту, он не слабо так охлаждает модель (зону формирования). Или я опять не так всё понял?
Если не трудно натолкните на тему ссылкой, лучше что-бы почитать, а не смотреть и слушать, я через буквы лучше воспринимаю)))
-
#58
@Fish72, в принципе кроме как на абс слабый поток разогретого воздуха от экструдера ни на что не влияет. Если лаконичнее — всё путём. А для абс, чувствительного к обдува, кое кто закрывает снизу самодельными заглушками выход воздуха от экструдера.
Говорят что заметна разница. Я залепил алюминиевым скотчем низ, и распечатал сову. Не заметил разницы по спеканию слоёв. И тестовые бруски печатал. Тоже.
Может разница возникает на больших деталях. Но я из абс такого ещё не печатал.
Да, не вздумай выключать принтер до охлаждения экструдера. Точно не знаю, но имхо это нехорошо хахахаха
Кстати, по петг. Съездил и купил на заказ стёклышки. Называется сатин. Заматированная поверхность. 4 стекла обошлись в 550 рублей. 4 стекла взял потому что дёшево хахахаха.
Вощем при 90 градусах петг идеально держит. Хрен отлепишь. Клеевой карандаш эриккраузе.
Отлипает при остывании.
Зы у тебя какой принтер?
UPD Блин, оказывается и гладкая сторона стекла имеет те же свойства. Один в один ))
Изменено:
-
#59
@Алёшка, Спасибо. У меня самый простой Ender 3.
-
#61
@Алёшка, Спасибо, очень любопытная штука. Попробую распечатать когда придёт термодатчик. Хотя по моему там могут возникнуть вопросы по поддержке внутренних перекрытий. Не нашёл информации какой материал применялся.
-
#62
@Fish72, всё идеально печатается. Дно — плоскость крепления с кареткой. Вообще надо из абс. На крайний случай петг. По температуре эксплуатации. Но я из пла распечатал для пробы. И работает, не плавится, не деформируется.
-
#63
У меня обдув из пет=г, если печатать абс и принтер накрыть пакетом, то провисает. но у меня такая конструкция обдува , рычаг выходит. Надо перепечатать будет абсом
-
#64
@Старик Похабыч, ну куда новичку сразу с абс под пакетом печатать. В смысле с пассивной термокамерой. Ему ещё учиться и экспериментировать…. А потом уже и переделает. Я вот до сих пор максимум от сквозняков берегу. Для меня пока что, под мои задачи, абс — это не материал с якобы высокой прочностью (что спорно) и высокой температурой эксплуатации, а материал с высочайшей эстетической ценностью после хим.постобработки. А на открытом принтере у меня пока печатает без расслоений, хотя может и не номинальной прочности.
-
#65
Всем привет! Проблема была всё таки в не исправном датчике температуры. Пришёл новый, поменял, сейчас всё отлично!
-
#67
Обычно это называют «слоновая нога». Такое случается когда 1-ый слой не может нормально быть нанесен на стол из за слишком маленького расстояния между соплом и столом. Через несколько слоев все выравнивается. Ну или что то очень похожее на это.
-
#68
Обычно это называют «слоновая нога». Такое случается когда 1-ый слой не может нормально быть нанесен на стол из за слишком маленького расстояния между соплом и столом. Через несколько слоев все выравнивается. Ну или что то очень похожее на это.
Понял…спасибо. Именно так и происходит — через 2-3 слоя выравнивается и уже идет ровная стенка. Калибровку стола делал по листу бумаги, для PLA было нормально, видимо для PETG нужен больше зазор.

-
#69
Понял…спасибо. Именно так и происходит — через 2-3 слоя выравнивается и уже идет ровная стенка. Калибровку стола делал по листу бумаги, для PLA было нормально, видимо для PETG нужен больше зазор.
Ну да. Другая температура сопла, стола — другой зазор
-
#70
@Старик Похабыч, Возможно уже поздно, но методом проб и ошибок petg от fdPlast норм печатает при 245/60 градусах
Скорость 50, скорость первого слоя -10
-
#71
@Lisec, Никогда не поздно. но с температурой все неоднозначно, ваши 245 могут быть не равны моим 245, т.к. принтеры разные. К тому же от партии к партии оптимальная температура может меняться. А так = для ориентира и начала где то так. У меня fd пласт печатает примерно так же, я делаю 1-ый слой 245 а далее 235. Но стол грею сильнее.

-
#72
Привет, отпечатал более 10кг ФДпластовским пластиком, температуру выше 235 (реальных) никогда не ставил. Стол 75. Печатаю первый слой 30-35мм, а остальное 60-70мм. Так же нравится АБСмейкеровский пластик. Но там цветовая гамма страдает… поэтому постепенно перешел на ФД пластик.
Как выше писали, из-за бОлее высоких температур, зазор стол-сопло становится меньше, и калибровка при температурах для ПЛА, становится неверной. Тут физика. А не то, что для ПЕТа нужно бОльше зазор.
Печатаю на Анет А8Плюс, с небольшими переделками по механике.
Удачной печати !
-
#73
Кстати, пока печатал абс-ом забыл, что на пет-г было отлипание углов. Так вот я стал печатать на малярном скотче, и мне для пета это очень понравилось.
-
#74
@Старик Похабыч,
Чистое стекло, протертое спиртом, обдув со 2го слоя 40% и никаких отлипаний. На крайняк 3Д клей.
Может у вас горячий стол ? А скотч немного снижает температуру и вроде как с ним хорошо и получается…
Вот тут я снимал как печатал…
чистое стекло, никакой каймы… Всё напечаталось отлично.
-
#75
Может горячий. Отлипание начинается после 4-5 часов печати.
Я просто когда экспериментировал, то записывал удачные конфигурации, стол стоял 80-85 градусов. Завтра назревает большая печать очередная, попробую сделать меньше. Обдув у меня 50% с 3-го кажется. Я как то против клеев и прочих намазок на стол. Печатал пла, сбс, тпу. абс, пет-р. Больше ничего не попадалось.
Еще точно знаю, что у меня на столе линза вдоль оси Y, поэтому надо деталь стараться располагать соответственно.
Stringing can happen in all filaments, but PETG stringing is more common than most others. When it happens, you’ll see unwanted, thin, plastic strands on your 3D printed object.
Stringing in PETG occurs when molten filament oozes from the nozzle as it moves between two points, resulting in hair-like strings of plastic on your print. This over-extrusion may also create blobs – little bumps on your print that can ruin its surface finish.
But why is PETG particularly prone to stringing?
- PETG Stringing Issues
- How Do I Stop Stringing in PETG?
- 1. Adjust Nozzle Temperature
- Why it affects PETG Stringing:
- How To Fix:
- 2. Adjust Travel Speed
- Why it affects PETG Stringing:
- How To Fix:
- 3. Adjust Retraction Settings
- Why it affects PETG Stringing:
- How To Fix:
- Retraction Speed
- Retraction Distance
- Retraction Minimum Travel Distance
- Vertical Lift
- 4. Keep Your PETG Dry
- Why it affects PETG Stringing:
- How To Fix:
- 1. Adjust Nozzle Temperature
- How Do I Stop My PETG From Blobbing And Leaving Zits?
- How To Fix PETG Stringing on the Ender 3
- PETG Stringing on the Ender 3 Pro
- PETG Stringing on the Ender 3 V2
- How To Fix PETG Stringing on Ender 5
- How to Fix PETG Stringing on Prusa
- FAQs
- What is a good retraction for PETG?
- How do I get PETG to print smoother?
PETG Stringing Issues
Compared to other filaments, PETG has a higher chance of stringing because of its high printing temperature (220 – 250°C). At such high temperatures, PETG is relatively more fluid. This makes it ooze smoothly out of the nozzle even when it shouldn’t, resulting in stringing.

But stringing shouldn’t always be the case while printing with PETG. Here are a few things you can do to stop it.

How Do I Stop Stringing in PETG?
You can stop PETG stringing by adjusting your nozzle temperature, travel speed, and retraction settings. You can also prevent it by using high-quality PETG filaments and always keeping them dry.
Read on to find out how you can put a final stop to stringing whenever you print with PETG. The 4 main fixes are:
- Adjust nozzle temperature
- Adjust extruder travel speed
- Change your retraction settings
- Keep your PETG filament dry
1. Adjust Nozzle Temperature

Why it affects PETG Stringing:
When it comes to 3D printing with PETG filament, the nozzle temperature is one of the most important factors to consider. Too low, and you’ll find that your print quality drops. Too high, and your filament will overflow and create strings.
Generally, PETG prints between 220°C and 250°C, but how do you get the perfect nozzle temperature for your PETG prints?
How To Fix:
To get the best results, the nozzle temperature should be just high enough to ensure the filament melts and flows correctly while adhering to the build plate. A good place to start is at about 245°C, though nozzle temperature will vary slightly depending on your printer and filament brand.
To get a good sense of the correct nozzle temperature for your printer and filament brand, use a temperature tower test.
The test instructs your printer to print a tower of multiple blocks. Each block is printed at a different temperature, with the base printed at the highest temperature. As the tower rises, the printing temperature drops by 5°C up to the final block at the top.
When the print is done, physically analyze it and decide your optimal printing temperature based on which block has the highest print quality.
2. Adjust Travel Speed
Why it affects PETG Stringing:
Travel speed refers to how fast the nozzle moves between gaps when it’s not extruding filament.
It’s essential to keep your travel speed reasonable for PETG because if the speed is too slow, your nozzle will have more time to drool out the melting filament. If the speed is too fast, print quality drops.
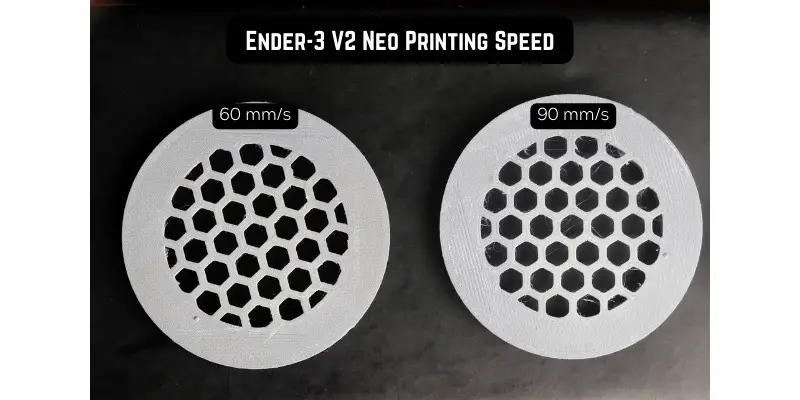
But if you’re printing at a reasonable speed, the nozzle will move quickly enough before the melting filament oozes and forms strings and blobs.
You can see in the image above how increasing speed leads to more stringing in the final part. This was from a recent review we did of the Creality Ender 3 V2 Neo, and applies to all 3D printers.
How To Fix:
Starting at around 90 mm/s, try increasing the printer’s travel speed gradually by 10 mm/s until you no longer notice any stringing or blobs.
3. Adjust Retraction Settings
Why it affects PETG Stringing:
Retraction is the process of pulling the filament back up the nozzle after a move is completed. This prevents the plastic from being extruded while the nozzle is stopped, which reduces stringing.
The amount of retraction you’ll need can vary depending on your printer, filament, and model, so it’s better to experiment to find the best settings. So, where do you start?
There are four retraction settings you can tweak to control stringing. You can run a simple stringing test and see how the stringing changes as you change the following settings:
How To Fix:
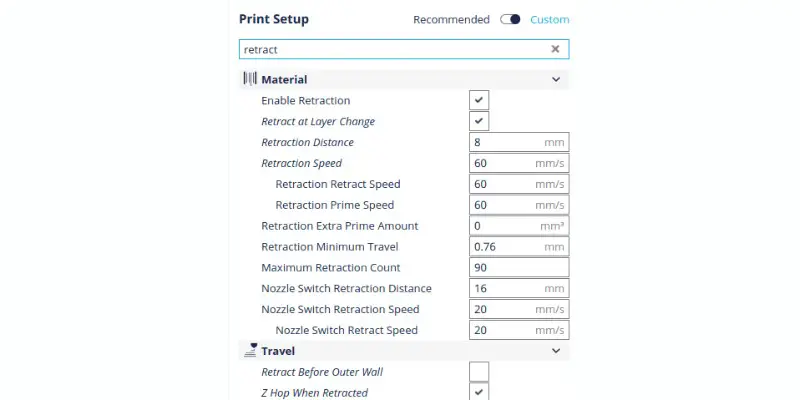
Retraction Speed
Retraction speed is how fast the filament is pulled back whenever the nozzle moves between areas where no extrusion will occur. You want your filament to retract quickly before it has time to drip out in places it’s not supposed to.
With PETG, a retraction speed of 25 to 40 mm/s on Bowden tube extruders can get the job done without causing any stringing. On the other hand, direct drive extruders push the filament directly into the nozzle without going through a tube. Therefore, a retraction speed of 25 to 35 mm/s is enough to prevent stringing.
Retraction Distance
Retraction distance refers to how far back the filament is pulled away from the nozzle as it travels. Bowden extruders need about 2 to 5 mm of retraction distance. Direct drive extruders require 1 to 2 mm.
Retraction Minimum Travel Distance
This refers to the minimum distance your extruder has to travel before retraction occurs. If this distance is too much, it may prevent any retraction from happening, while tiny distances will constantly trigger retraction and make the printing process slow. To get an optimal retraction minimum travel distance for PETG, start at 2 mm and reduce the distance gradually by 0.1 mm until you find a sweet spot where no strings are noticeable.
Vertical Lift
This feature lets the nozzle move up a small distance to create a gap between it and the object during short breaks in extrusion. Also called Z-hop, it is said to prevent the unwanted filament from dripping onto the object as it prints, reducing blobs and stringing.
There are mixed opinions about its efficacy, but it certainly doesn’t hurt to give it a shot. In some slicers, you can also configure the vertical lift distance, but that should be a last resort.
4. Keep Your PETG Dry
Why it affects PETG Stringing:
It’s good practice to keep any filament dry, but it’s even more critical when working with PETG. This is because PETG has a greater tendency to absorb bits of moisture if left exposed in the open. Moisture expands PETG, causing clogging, nozzle damage, strings, blobs, and zits.
How To Fix:
It’s not always easy to create a moisture-free environment, but using a filament storage container can help. If you can’t immediately get one, keep the PETG away from humid, hot, and wet conditions.
If you suspect that your PETG has become moist, you can use a filament dryer to restore it to its dry state. Some of the best filament dryers we recommend include:
- PrintDry Filament Drying System, which allows you to dry wet filament in real-time as you feed it to your 3D printer. It also comes with a vacuum-sealed container and air removal pump to keep your dry filament dry.
- PolyMaker Filament Storage Box II, which includes a storage box with a built-in high-precision thermo-hygrometer that lets you monitor humidity and temperature.
Best Filament Dryer & Storage
![]()
How Do I Stop My PETG From Blobbing And Leaving Zits?
PETG zits and first-layer blobs commonly happen alongside stringing, so they are also preventable. The lumps and zits appear as small bumps on the surface of your printed objects.
They happen when the filament pressure remains high during retraction, causing a short burst of melted filament to get into a printed layer. This over-extrusion of filament shows up as a blob, zit, or some blemish in your print.
Just like stringing, you can prevent PETG zits and blobs by adjusting your nozzle temperature, travel speed, and retraction settings. Also, ensure your nozzle is clean because any residue or build-up can lead to blobs and zits. You should also slow your printing speed to about 40 – 60 mm/s.
Lastly, consider upgrading your filament if you want to reduce PETG stringing. We often underlook the quality of filament when troubleshooting printing problems, yet, it’s often the first line of defense against bad prints.
If you’re printing as a hobbyist, that’s okay. But if you want to take your print quality to the next level, you need to work with some of the best PETG filaments out there. Here are a few that have stood the test of time – and quality:
- Matterhackers USA PETG filament range
- Matterhackers USA PRO Series PETG
- Overture PETG filament
How To Fix PETG Stringing on the Ender 3
PETG Stringing on the Ender 3 Pro
If you’re working with an Ender 3 Pro, try these settings to fix PETG stringing:
- Bed temperature: 85 °C
- Nozzle temperature: 220 – 240 °C. PETG prints between 220°C and 250°C, but a temperature above 245 °C might cause nozzle damage.
- Retraction distance: 6 – 6.5mm.
- Retraction speed: ≤40 mm/s
- Print speed: 30mm/s – 50mm/s
PETG Stringing on the Ender 3 V2
Many of the print settings on the Ender 3 Pro will work on Ender 3 V2. However, the Ender 3 V2 has a carborundum glass plate, which has implications if you use PETG.
PETG sticks so easily to glass that it can even fuse into the glass plate itself. Over prolonged use, you’ll notice residues on the glass, which can spoil your first layer finish.
To stop this issue, we recommend using a glue stick or some good old blue painter’s tape on the build plate. Then, set the bed temperature at about 85°C to get a proper adhesion on your print. If you want more details on getting excellent adhesion with PETG, have a look at this PETG adhesion guide.
How To Fix PETG Stringing on Ender 5
On your Ender 5, use the same print settings as you would on an Ender 3. In addition, try adding cooling to your printing process. This will help the filament to cool more quickly, reducing the amount of stringing.
How to Fix PETG Stringing on Prusa
There are several ways to reduce stringing and oozing on your Prusa. But the most essential methods include optimizing your retraction settings and printing at a temperature of 220°C – 250°C. If you’re using the MK2.5/S or MK3/S/+, keep your retraction at a maximum of 2 mm.
You can also try sequential printing, which allows you to print each part separately and reduce stringing. To activate sequential printing on your Prusa, go to Print settings -> Output options -> Sequential printing.
FAQs
What is a good retraction for PETG?
With PETG, a retraction speed of 25 to 40 mm/s on Bowden tube extruders can get the job done without causing any stringing.
How do I get PETG to print smoother?
You can get PETG to print smoother by keeping your filament dry, reducing nozzle temperature, and optimizing retraction.
Related articles:
- Complete PETG filament guide
- PETG shrinkage