Домашние мастера стараются выполнять строительные и ремонтные работы самостоятельно, что позволяет не только сэкономить семейный бюджет, но и быть абсолютно уверенным в качественном результате. Поэтому им приходиться овладевать новыми для себя методиками и технологиями – такими, как пайка медных труб.
Мы расскажем, как производится сборка и соединения коммуникаций из медных труб. У нас вы узнаете, какие расходные материалы и инструменты потребуются исполнителю. Полезные даже в быту навыки дадут возможность самостоятельно собирать трубопроводы с отличными эксплуатационными характеристиками.
Содержание статьи:
- Пайка меди: почему стоит этому научиться
- Способы паяния деталей из меди
- Особенности высокотемпературных соединений
- Низкотемпературная пайка в деталях
- Что понадобится в процессе?
- Технология пайки медных изделий
- Отрезаем деталь необходимой длины
- Наносим флюс на поверхность трубы
- Соединяем детали перед пайкой
- Образование соединения при низкотемпературной пайке
- Образование шва при пайке высокотемпературного типа
- Техника безопасности при спаивании труб из меди
- Основные ошибки, допускаемые при пайке
- Выводы и полезное видео по теме
Пайка меди: почему стоит этому научиться
Медные трубопроводы на практике используются редко. Причина тому – довольно высокая стоимость материалов. Однако трубопроводы из меди по праву считаются лучшими.
Этот металл превосходит все остальные материалы по термостойкости, гибкости и долговечности. Отопительные медные трубопроводы после сборки можно заливать в бетон, прятать в стены и т.д. В процессе эксплуатации с ними ничего не случится.

Трубопроводы из меди считаются лучшими, так как срок их службы сопоставим со сроком эксплуатации здания, в котором они установлены
Это стоит учесть, выбирая материал для обустройства отопления или водопровода. В расчете на длительную эксплуатацию более высокие затраты вполне окупаемы. Помимо отличных эксплуатационных характеристик, которыми обладает медь, она достаточно проста в монтаже. «Страшные сказки» про трудности в пайке чаще всего преувеличены.
Медь достаточно просто паять. Ее поверхность не нуждается в применении агрессивных средств при очистке. Множество легкоплавких металлов имеет с нею высокую адгезию, что упрощает выбор припоя.
Дорогостоящие флюсы меди не нужны, поскольку при плавлении металла не происходит бурных реакций с кислородом. В процессе пайки труба не деформируется, ее форма и размеры остаются неизменными. Получившийся шов при необходимости можно распаять.
Способы паяния деталей из меди
Пайка считается оптимальным методом соединения медных деталей. В процессе работы расплавленный припой заполняет небольшой зазор между элементами, образуя при этом надежное соединение.
Наиболее распространены два способа получения таких соединений. Это высокотемпературная и низкотемпературная капиллярная пайка. Разберем, чем же они отличаются друг от друга.
Галерея изображений
Фото из
Принцип соединения медных труб пайкой
Разновидности медных труб по жесткости
Паяльная лампа для низкотемпературной пайки
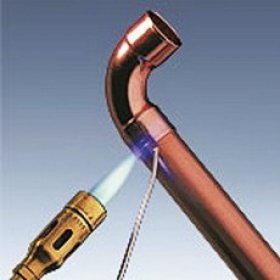
Пайка труб ацетиленовая горелкой
Фитинги для ускорения и облегчения пайки
Нанесение флюса на свариваемые участки
Припой для высокотемпературной плавки
Мягкий припой для низкотемпературной пайки
Особенности высокотемпературных соединений
В этом случае процесс соединения элементов из меди проходит при температуре превышающей +450 градусов. В качестве припоя выбираются составы, основу которых составляют достаточно тугоплавкие металлы: серебро или медь.
Они дают прочный шов, устойчивый к механическим повреждениям и воздействиям высоких температур. Такое соединение называется твердым.

В процессе высокотемпературной капиллярной пайки температура превышает 450С, для образования соединения используется тугоплавкий припой BAg или BCuP
Особенность так называемой твердой пайки заключается в отжиге металла, это приводит к его размягчению. Поэтому, чтобы потери прочностных характеристик меди были минимальными, следует проводить охлаждение готового шва только естественным путем, без использования искусственного обдува или опускания детали в холодную воду.
Твердое соединение используется для труб диаметром от 12 до 159 мм. Высокотемпературная пайка используется для соединения газовых труб.
В сантехнике она используется в процессе сборки водопроводов для монолитной состыковки деталей, диаметр которых превышает 28 мм. Кроме того, такое соединение используется в случаях, когда температура жидкости, циркулирующей в трубах, может превышать +120 градусов.
Высокотемпературная пайка применяется и для сборки отопительных систем. Ее достоинством считается возможность обустройства отвода от ранее смонтированной системы без ее предварительного демонтажа.
Низкотемпературная пайка в деталях
Мягкой или низкотемпературной пайкой называется соединение медных деталей, в ходе которого используется температура ниже +450С. В качестве припоя в этом случае подбираются мягкие легкоплавкие металлы, например, олово или свинец.
Ширина шва, образованного такой пайкой, может колебаться от 7 до 50 мм. Получившееся соединение называют мягким. Оно менее прочное, чем твердое, однако имеет ряд значимых преимуществ.

В процессе низкотемпературной пайки образуется так называемое мягкое соединение. Оно менее прочное, чем твердое, поэтому не может использоваться при соединении газовых труб
Основное отличие заключается в том, что в процессе пайки отжига металла не происходит. Соответственно, его прочность остается прежней.
Кроме того, температура в процессе низкотемпературной пайки не такая высокая, как при проведении высокотемпературной. Поэтому она считается более безопасной. Так называемые мягкие соединения используются для сборки труб небольшого диаметра: от 6 и до 108 мм.
В сантехнике низкотемпературные соединения медных труб используются для монтажа водопроводных магистралей и отопительных сетей, но при условии, что температура циркулирующей в них жидкости будет меньше +130 градусов. Для газовых трубопроводов использование соединений такого типа строго запрещено.
Что понадобится в процессе?
Для выполнения качественных соединений понадобятся специальные материалы и инструменты. Прежде всего, для обработки предварительно очищенной поверхности деталей понадобится флюс. Он удаляет с основания оксиды, улучшает растекаемость расплавленного припоя и снижает поверхностное натяжение.
Кроме этого понадобится еще и припой для работы с медью. Для высокотемпературной сварки выбирается материал, в состав которого не входит свинец. На упаковке должна быть надпись «lead free» или «без свинца».
Для низкотемпературной пайки подбирается легкоплавкий припой, в котором может присутствовать олово, медь, висмут, серебро. Припой низкотемпературного типа выпускается в виде 3-мм проволоки.

Флюс подбирается исходя из типа пайки. В продаже можно найти широкий ассортимент таких составов в удобной упаковке со специальной кисточкой
Для работы понадобятся инструменты. Прежде всего, труборез. С его помощью можно будет нарезать детали нужного размера. Важно выбирать инструмент высокого качества, чтобы мягкий материал, которым является медь, не заминался.
Потребуется и фаскосниматель, чтобы снять заусенцы. Иначе будет невозможно вставить одну деталь в другую. Для зачистки внутренней поверхности труб так же используется щетка или ершик.

Еще один необходимый инструмент – труборасширитель. С его помощью можно будет увеличить диаметр одной из соединяемых деталей, что необходимо будет сделать, поскольку трубы имеют одинаковое сечение
Для нагрева медных элементов используют разные инструменты. Чаще всего для низкотемпературной пайки выбирают газовую горелку, имеющую узконаправленное пламя.
Газовое оборудование в этом случае работает от баллона со смесью пропана и бутана или с чистым бутаном. Одной такой заправки хватает на 3-4 сотни стыков.
Прибор работает эффективно, при нагреве горелкой труба разогревается за несколько секунд. Высокотемпературная пайка осуществляется при использовании газовых смесей пропан-кислород либо ацетилен-воздух.
Кроме того, пайка может осуществляться с помощью специального электрического паяльника, предназначенного для работы с деталями из меди. Устройство способно работать и с твердым, и с мягким припоем. Паяльник подключается к сети и используется там, где работать с открытым огнем невозможно. Устройство оснащается прижимными клещами и съемными электродами.
Помимо этих инструментов для монтажа трубопровода понадобится маркер или карандаш, рулетка, молоток и строительный уровень.
Технология пайки медных изделий
Подготовив инструменты и материалы, можно приступать к процессу пайки. Выполняем все операции в такой последовательности:
Галерея изображений
Фото из
Шаг 1: Раскрой медной трубы труборезом
Шаг 2: Удаление вогнутой кромки медной трубы
Шаг 3: Чистка и обезжиривание соединяемых деталей
Шаг 4: Обработка соединяемых поверхностей флюсом
Шаг 5: Подготовка припоя к проведению пайки
Шаг 6: Разогрев горелки для выполнения пайки
Шаг 7: Нагрев место соединения горелкой
Шаг 8: Ожидание охлаждения паяного соединения
Отрезаем деталь необходимой длины
Для резки медных труб можно использовать различные инструменты. Чаще всего применяется ручной труборез. Чтобы срез получился ровным, трубу удерживаем только перпендикулярно к инструменту.
Зажимаем деталь между роликом и лезвием и вращаем вокруг нее труборез. Не забываем после каждого оборота подтягивать регулировочный болт примерно на треть оборота. При использовании трубореза срез получится ровным, задиры появятся только внутри трубы.

Лучше всего отрезать детали труборезом. Важно, чтобы инструмент был качественным, иначе не удастся избежать деформации медной трубы
Но при этом диаметр изделия немного уменьшится, что нежелательно. Избежать деформации детали можно, если отрезать ее ножовкой. Но в этом случае появится множество заусенец, от которых необходимо будет избавляться, и понадобится использовать шаблон, чтобы уменьшить косину реза.
Смятие или овализация среза трубы приведут к неприятным последствиям, поскольку обязательно изменят размер монтажного зазора. Его величина должна находиться в пределах 0,02-0,4 мм. Если зазор получится меньше, в него не сможет попасть припой. При увеличении зазора не сможет проявиться капиллярный эффект.
В результате резки должна получиться деталь с окончанием строго цилиндрической формы, имеющим минимальную косину реза. С детали обязательно снимаем заусенцы, чистим ее внутреннюю поверхность ершиком и обезжириваем. Аналогично обрезаем второй фрагмент трубы. Берем труборасширитель и при помощи молотка увеличиваем диаметр второй трубы.

Качественная зачистка соединяемых труб обязательна. Внутри детали не должно остаться заусенец и задиров, которые будут препятствовать перемещению жидкости
Проверяем, как детали входят одна в другую, проверяем размеры получившегося монтажного зазора. Он должен точно соответствовать норме. Зачищаем и обезжириваем вторую деталь. Операцию выполняем по всему сечению трубы, помним, что длина соединения должна равняться диаметру детали.
Наносим флюс на поверхность трубы
По правилам технологии пайки медных труб, на детали нужно нанести слой флюса. Берем состав и кисточкой аккуратно наносим его на внешнюю поверхность трубы, которая будет находиться внутри соединения.
Выполняем операцию очень аккуратно. Стараемся набрать минимальное количество раствора и полностью распределяем его по детали. На поверхности не должно остаться излишков флюса.
Соединяем детали перед пайкой
Как только флюс нанесен на детали, их нужно соединить. Сделать это надо достаточно быстро, чтобы на влажную поверхность не попали частички загрязнений. Если мы работаем с фитингом или с раструбом, производим полное соединение элементов.
Для этого вращаем их до упора. В процессе вращения детали не только «встают» на место, но и флюс распределяется по монтажному зазору максимально равномерно.

Для равномерного распределения флюса внутри соединяемых деталей их необходимо провернуть и внимательно осмотреть соединение. Если на поверхности трубы появились излишки флюса, немедленно убираем их при помощи чистой тряпочки или салфетки
Оставлять флюс на детали запрещено, поскольку это агрессивный химический состав.
Припаивание крана с фитингом на базе компрессионного кольца производится в следующем порядке:
Галерея изображений
Фото из
Шаг 1: Подготовка крана к установке пайкой
Шаг 2: Обработка компрессионного кольца флюсом
Шаг 3: Заполнение зазора в раструбе припоем
Шаг 4: Прикручивание крана после пайки
Образование соединения при низкотемпературной пайке
При выполнении мягкого соединения в обязательном порядке используется легкоплавкий припой и низкотемпературный флюс. Для нагрева можно взять стандартную или малогабаритную газовую горелку, которая заправляется смесью пропана с воздухом либо пропана с бутаном и воздухом. Можно взять и специальный электрический паяльник.
Берем горелку, включаем ее и направляем пламя на стык труб. Пятно контакта, находящееся между пламенем и деталью, нужно постоянно перемещать. Это необходимо для того, чтобы элементы прогревались равномерно. Берем припой и время от времени касаемся им монтажного зазора. При достаточном разогреве припой начинает плавиться.

Припой подается на участок пайки тогда, когда детали достаточно разогрелись для того, чтобы расплавить его своим теплом
Как только это случится, отводим горелку в сторону, чтобы дать возможность припою заполнить капиллярный зазор полностью. Если припой еще не начал плавиться, нагрев продолжаем. Особенностью низкотемпературной пайки является то, что припой специально не разогревается. Он должен расплавиться от тепла нагретых элементов соединения.
После того, как припой заполнит капиллярный зазор полностью, ему нужно дать остыть, желательно в естественных условиях. Нужно помнить, что получившееся мягкое соединение имеет невысокую прочность, поэтому трогать его в горячем виде запрещается.
Еще один важный момент. В процессе пайки крайне важно не перегреть медь. Иначе нанесенный на металл флюс разрушится, и, соответственно, не сможет растворять и удалять оксиды, что резко отрицательно скажется на качестве соединения.
Поэтому желательно использовать флюс с порошком-припоем. Когда температура детали будет достаточной для разогрева припоя, порошок расплавится и будет видно, как внутри флюса блестят капельки расплава.
Если использование пламени по каким-либо причинам недопустимо, применяют паяльные аппараты, работающие от электричества. Такое оборудование представляет собой набор из блока питания, электрических щипцов и паяльника.
Процедура нагрева и последующего образования соединения паяльником ничем не отличается от выше описанной. Единственный нюанс: на полный разогрев деталей может уйти меньше времени, чем при нагреве горелкой.
Образование шва при пайке высокотемпературного типа
В процессе такой пайки для разогрева деталей тоже используется газовая горелка. Она заправляется смесью пропана с кислородом или ацетилена с воздухом. Возможно использование смеси ацетилен-кислород.
Мастера рекомендуют прогревать детали равномерно и быстро. То есть процесс разогрева должен быть коротким. Горящий в устройстве газ должен давать ярко-синее пламя небольшой интенсивности.

Для разогрева медных деталей при пайке может использоваться специальный электрический паяльник с удобной ручкой и регулировкой силы нажима
Горелку плавно перемещаем вдоль будущего соединения так, чтобы разогрев был максимально равномерным. Когда медь нагреется примерно до 750С, она приобретет темно-вишневый цвет. В этот момент подаем припой.
Чтобы он лучше разогрелся, его можно немного прогреть горелкой. Но при этом надо помнить, что припой должен расплавиться от разогретых деталей соединения, а никак не от горелки. В идеале нужно обеспечить соединению минимальный нагрев, при котором припой сразу же расплавится и с первого раза заполнит монтажный зазор.
Возможно, сразу это не получится, но по мере накопления опыта результат будет улучшаться. После полного заполнения зазора припоем оставляем соединение для остывания. В это время трогать его не рекомендуется. Остывший шов тщательно протираем, чтобы избавиться от остатков флюса.
Детальный разбор технологии пайки медных трубопроводов с применением газовой горелки приведен в статье, с содержанием которой мы советуем ознакомиться.
Техника безопасности при спаивании труб из меди
Начинающие мастера интересуются, как паять медные трубы правильно, но при этом забывают о безопасности. Этого делать нельзя. Нужно понимать, что медь отличается высокой теплопроводностью, поэтому держать детали в руках без какой-либо защиты нельзя.
Неосторожность и неаккуратность при сборке медного трубопровода может закончится термическим ожогом. Небольшие элементы длиной до 0,3 м берут только защитными рукавицами или удерживают клещами.
Осторожность нужна и при работе с флюсом. Это чрезвычайно агрессивный состав. Если в процессе пайки он попадет на кожу, следует немедленно остановить работы и смыть флюс с кожи большим количеством мыльной воды. Иначе на коже может появиться не только термический, но и химический ожог.

Паять медные детали нужно осторожно, с соблюдением всех правил безопасности. Иначе можно получить травму — химический или термический ожог
Одежду для работы тоже нужно подбирать правильно. Синтетические ткани категорически не подходят. Искусственное волокно очень чувствительно к высоким температурам. Оно легко плавится и загорается, поэтому для работы лучше всего выбирать плотную одежду из натурального хлопка.
Еще один важный момент. При нагреве деталей флюс начинает гореть. Его пары опасны для человека. По этой причине помещение, в котором проводятся работы по пайке труб из меди, должно хорошо проветриваться.
Опытные мастера советуют тем, кто впервые взялся за пайку, сначала потренироваться на обрезках труб. Практика показывает, что после трех-четырех самостоятельно выполненных соединений уже можно браться за монтаж трубопровода. При этом желательно собрать систему на полу и только потом приступать к пайке.
Готовый трубопровод нужно хорошо промыть чистой горячей водой, чтобы удалить припой и флюс с внутренней стороны деталей.
Основные ошибки, допускаемые при пайке
Процесс пайки труб из меди достаточно прост, но требует определенного опыта. Новички часто допускают ошибки в работе.
Рассмотрим основные из них:
- Наличие дефектов на поверхности соединяемых деталей. Такие изъяны могут появиться в процессе разрезания трубы. Если пайка проведена поверх дефекта, шов будет непрочным.
- Загрязнения на участке соединения элементов. Детали после нарезки и чистки обязательно нужно обезжирить.
- Недостаточная ширина монтажного зазора. По правилам, для деталей сечением от 6 до 108 мм размеры зазора должны составлять от 7 до 50 мм.
- Недостаточный разогрев деталей. В этом случае припой не сможет должным образом сплавиться с основанием. Такой шов легко разрушится даже при небольшой нагрузке.
- Флюс покрывает не всю поверхность трубы. Окиси остаются на поверхности детали, что негативно влияет на качество шва.
- Перегрев участка соединения. Приводит к сгоранию флюса и образованию окиси и окалины. В результате качество соединения резко ухудшается.
- Проверка неостывшего соединения. Прежде чем проверять качество шва, нужно убедиться в том, что труба остыла. Иначе соединение неизбежно деформируется и утратит прочность.
- Игнорирование правил безопасности. Пайка проводится при высоких температурах и с использованием агрессивных химически веществ. Защитная одежда, маска и перчатки обязательны.
Возможно, начинающему мастеру сложно будет самостоятельно определить степень разогрева деталей, тогда стоит пригласить профессионала и сделать первые соединения под его руководством.
С методами сооружения отопительных контуров из медных труб ознакомит следующая статья, с которой мы рекомендуем ознакомиться.
Выводы и полезное видео по теме
Еще больше интересной информации о пайке медных труб вы можете узнать из следующих видеороликов.
Видео #1. Особенности высокотемпературной пайки меди:
Видео #2. Как правильно паять медные фитинги:
Видео #3. Какие бывают флюсы для пайки:
Самостоятельная пайка труб из меди – полезный навык, который обязательно пригодится домашнему мастеру. Трубопроводы из меди служат очень долго и беспроблемно. Учитывая достаточно высокую стоимость таких деталей, на самостоятельной сборке можно значительно сэкономить и получить трубопровод высокого качества по вполне приемлемой цене.
А у вас есть личный опыт в соединении труб из меди пайкой? Возможно, вы владеете знаниями о нюансах проведения работ? Пишите, пожалуйста, комментарии в расположенном ниже блоке, задавайте вопросы, делитесь своим мнением и фото по теме статьи.
При установке систем водоснабжения и других инженерных коммуникаций из медных сегментов применяются разные методы соединения. Один из надежных пайка.
Этот вариант подразумевает применение припоя, представляющего собой расходный материал в виде термопластичного состава. Он плавится, когда на него воздействует высокая температура, создаваемая газовой горелкой. Благодаря этому свойству припой проникает в зазор между двумя соединяемыми деталями.
Выполняя пайку медных труб, можно создать надежные швы, выдерживающие существенное давление и даже механическое воздействие. Полученные соединения можно разобрать путем повторного нагрева.
Содержание
- Технология пайки медных труб
- Высокотемпературная пайка
- Низкотемпературная пайка
- Набор для пайки медных труб
- Припой и флюс
- Горелка
- Паяльник
- Сопутствующие материалы
- Как правильно паять медные трубы, пошаговая инструкция
- Подготовка соединения
- Нанесение флюса
- Пайка
- Техника безопасности при пайке труб из меди
- Основные ошибки
- Пайка медных труб своими руками видео
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.

Соединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.
Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.
Набор для пайки медных труб
Процесс соединения сегментов начинается с подготовки набора специальных приспособлений и расходных материалов. Без такого комплекта невозможно выполнить качественную спайку деталей.

Припой и флюс
Обработанные и очищенные поверхности медных элементов сначала всегда покрываются флюсом. Вещество представляет собой агрессивное соединение, полученное химическим путем. Флюс позволяет избавиться от оксидов и жира на изделиях. Производители изготавливают вещество в жидком и газообразном состоянии.
Припой — это тоже расходный материал. Он выбирается в зависимости от варианта пайки. Многие производители изготавливают припой на основе олова. У расходного материала температура плавления ниже, чем у медных деталей.
Для выполнения работ подходят припои, в которые добавлена сурьма, висмут или медь. Лучшим вариантом является расходный материал с серебром. Однако он больше стоит. Поэтому используется расходник, у которого один из компонентов — это медь.
Горелка
Пайка выполняется газовой горелкой небольших или стандартных размеров. Инструмент создает узконаправленное пламя. В качестве горючего вещества, размещаемого в баллоне, вовремя низкотемпературной работы применяется смесь, состоящая из воздуха и пропана. Может также использоваться пропано-бутановое газообразное вещество, соединенное с воздушной средой. Объема смеси в одном баллоне хватает для выполнения примерно 300-400 стыков.
Во время высокотемпературной стыковке применяется горючая смесь, состоящая из пропана и кислорода или воздуха и ацетилена. Соединения также могут быть выполнены с помощью ацетилено-кислородного газообразного вещества.
Паяльник
Этот вид оборудования представляет собой электрическое приспособление. Инструмент позволяет соединить отдельные сегменты медных систем при использовании мягкого или твердого припоя. Электрический паяльник имеет прижимные клещи.
В устройстве также присутствуют съемные электрод Приспособление применяется на объектах, где нельзя использовать открытый огонь.
Сопутствующие материалы
При монтаже медных инженерных коммуникаций не обойтись без трубореза. Инструмент позволяет нарезать трубы требуемой длины. Рекомендуется применять в работе исключительно высококачественные приспособления. Именно они позволят не замять металл и осуществить ровный срез.
При монтаже водопровода, отопления, сетей газоснабжения и кондиционирования также применяется фаскосниматель. Инструмент позволяет удалять заусенцы с внутренней кромки среза. Это приспособление облегчает вставку одной детали в другой элемент.
Однако действовать можно исключительно при использовании труборасширителя, если состыковываются сегменты одинакового диаметра.
При подготовке медных элементов также выполняется зачистка их внутренних поверхностей. В процессе используется металлическая щетка или ершик.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.

Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок. Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации.


На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Согласно нормам соединение должно иметь длину, которая равна диаметру трубы.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.

При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.

Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.

Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Основные ошибки
Качественное соединение деталей из меди выполняется только при наличии опыта. Новички нередко допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.
Мастера хорошо знают все возможные ошибки. Многие из специалистов даже столкнулись с ними на практике в начале своей карьеры. Чтобы уменьшить вероятность ошибочных действий, рекомендуется первую пайку медных труб выполнять под наблюдением профессионала.
Пайка медных труб своими руками видео
Долговечные и прочные швы можно получить только при правильном и последовательном выполнении всех этапов работы. Соблюдая рекомендации, качественные стыки удастся создать твердым и мягким припоем. Для лучшего понимания темы следует посмотреть видео.
Применение медных труб позволяет устроить эффективную и долговечную систему отопления или водоснабжения. Наиболее простым и распространенным способом соединения таких изделий является технология пайки. Она предполагает наличие припоя – термопластичного вещества, обеспечивающего герметизацию стыка путем плавления и затекания под действием высокой температуры. После остывания он твердеет и фиксирует соединение.

Пайка труб из меди осуществляется разными видами припоя
Содержание
- 1 Подготовка медных труб
- 2 Материалы, необходимые для работы
- 3 Особенности припоев и флюсов
- 4 Пайка мягким припоем
- 5 Пайка твердым припоем
- 6 Основные ошибки при пайке своими руками
Подготовка медных труб
Данные изделия отличаются прочностью, долговечностью, выдерживают высокие значения давления и температуры, а также не боятся ультрафиолетового излучения.
Для спаивания труб из меди понадобятся труборез, расширитель, молоток, рулетка и фаскосниматель. Выбор трубореза определяется диаметром используемых изделий. Он позволяет получить ровный срез, который перпендикулярный к оси трубы. Фаскосниматели применяются для снятия грата и фаски с краев изделий. Снятие заусенцев с внешних и внутренних краев труб облегчает их всовывание друг в друга. Фаскосниматели бывают в круглом корпусе (с ограничением диаметра трубы в 3,6 см) либо в виде карандаша.
Если соединение медных труб не предполагает использование фитингов, то используется труборасширитель.
Важно! Расширяемое медное изделие должно быть или мягким или отожженным.
В помещении проведения пайки медной трубы не должно находиться легковоспламеняющихся и горючих веществ. Также необходимо обеспечить хорошую вентиляцию и проветривание.

Для качественного соединения важен ровный срез, поэтому трубу нужно обрезать специальным приспособлением — труборезом
Материалы, необходимые для работы
Пайку медных труб можно выполнять самостоятельно. Для работы потребуются:
- припой;
- стальная щетка;
- флюс;
- кисть;
- паяльник или газовая горелка.
Припой имеет вид проволоки с температурой плавления меньшей, чем у меди. Это позволяет выполнять соединение изделий нагреванием. С помощью стальной щетки при подготовительных работах очищаются внутренняя поверхность фитинга и внешняя часть трубы.
Припой бывает высокотемпературный, представляющий собой тонкую проволоку из меди с добавлением до 6% фосфора и имеющий температуру плавления 600-800 °С, и низкотемпературный – из олова, плавящегося при 300-400 °С.
Жидкий флюс наносится на муфту и трубу до сборки соединительного узла, твердый – расплавляется в зоне пайки. Флюс в виде пасты представляет собой загустевшую смесь, которая может быть нанесена как до, так и после процесса стыковки. Флюс очищает от окислов поверхность трубы, защищает место пайки от кислорода, способствует растекание припоя и улучшает сцепления соединяемых деталей.

Для разогрева металла и припоя необходима газовая горелка
Различают газовые горелки со стационарным баллоном или одноразовым. Существует отдельный вид горелок – ацетилен-кислородные, которые отличаются своей конструкцией. Выбор мощности аппарата для пайки осуществляется по температуре плавления припоя. Профессиональными инструментами проводится пайка медных труб твердым припоем, полупрофессиональными – твердым и мягким припоем.
Особенности припоев и флюсов
Существует большое количество твердых и мягких припоев, которые могут обеспечить качественную пайку медных труб. Низкотемпературные припои дают шов с несколько худшими механическими параметрами, но позволяют выполнять работы при температуре, которая не оказывает сильного влияния на прочность металла труб. Около 95-97% таких припоев составляет олово, остальная часть – прочие элементы.
Наиболее хорошие технологические свойства у соединений, содержащих серебро. Существуют трехкомпонентные припои, в состав которых входят олово, серебро, медь. Флюсы, применяемые для низкотемпературной пайки, зачастую содержат хлорид цинка.
Достаточная прочность соединения при пайке мягким припоем достигается большой площадью контакта элементов. Для газопроводов используется только высокотемпературная пайка, обеспечивающая наилучшую прочность и надежность.

Низкотемпературный припой состоит из олова и имеет вид проволоки
Допустимое давление в трубопроводах при использовании разных типов пайки приведено в таблице.
Таблица 1
| Тип пайки | Температура среды, которая транспортируется, °С | Давление, атм |
| Низкотемпературная | 30 | 16 |
| 65 | 10 | |
| 110 | 6 | |
| Высокотемпературная | 30 | 40 |
| 65 | 25 | |
| 110 | 16 |
Для высокотемпературной пайки обычно используются медно-фосфорные припои. Они выпускаются в виде прутков.
Обратите внимание! Медно-фосфорный припой нельзя использовать при пайке чугуна, стали, а также цветных металлов, в состав которых входит более 10% никеля.
Рекомендуется применение флюса и припоя одного производителя как для низкотемпературной, так и высокотемпературной пайки.
Пайка мягким припоем
Низкотемпературная пайка применяется при установке водопроводных и отопительных сетей с температурой теплоносителя до 130 °С и диаметром труб до 10 см.

Пайка при низкой температуре подходит для монтажа водопроводов
Технология соединения медных изделий мягким припоем предполагает предварительную зачистку поверхностей, нанесение кисточкой флюс-пасты и вставку элементов друг в друга. Далее, место соединения раскаляется газовой горелкой до 200-250 градусов. Припой наносится на край соединения.
Во время пайки важно помнить, что температура пламени горелки может достигать 1 тыс. градусов, поэтому для разогрева элементов достаточно 15-20 секунд. Для равномерности нагрева пламя необходимо постоянно перемещать. Контроль степени прогрева выполняется по цвету флюса. После его потемнения необходимо брать припой.
После введения мягкого припоя в зону пайки при соприкосновении с нагретой медной трубой оловянная проволока начинает таять и скользить по флюсу в шов. Постепенно разогретая масса заполняет пространство между раструбом и трубой.
Пайка твердым припоем
Пайка медных труб своими руками с использованием твердого припоя проводится, если планируется эксплуатация системы при температуре выше 110 °С. Для соединения необходима температура выше 700 градусов, поэтому пайку выполняют газопламенным способом.

Медно-фосфорный припой выпускается в виде прутьев и применяется для высокотемпературной пайки
Обратите внимание! Технология пайки твердым припоем предполагает проведение отжига металла, что приводит к размягчению меди.
Применение медно-фосфорного припоя не требует наличия флюса. Если правильно обеспечить равномерный нагрев концов изделий, то он заполнит зазор. Готовность соединения проверяется прутком припоя – он должен плавиться.
Этапы пайки такие:
- Собирается и прогревается стыковочный узел.
- В точку соединения раструба и трубы вводится припой, который размягчается горелкой.
- После первого сцепления труба проворачивается и размягченный припой наматывается на последующий участок стыка.
Преимуществами технологии пайки медных труб твердым припоем является:
- хорошая прочность шва;
- возможность уменьшения ширины соединения;
- применимость в системах, работающих при высокой температуре.
Так как правильная пайка медных труб твердым припоем должна исключать перегрев изделий, что приводит к разрывам, то выполнение работ лучше доверить специалистам.

Трубы, соединенные твердым припоем, используются в отопительных системах
Основные ошибки при пайке своими руками
Перед тем, как паять медные трубы необходимо убедиться в отсутствии дефектов на их поверхности, которые часто появляются при нарезке изделий. Надежность шва во многом зависит от чистоты материалов, используемых в работе. Для труб диаметром 6-108 мм ширина полученного соединения может составлять 7-50 мм.
Важно! При недостаточном прогреве медной трубы либо припоя оловянная или медная проволока последнего не прилипнет на флюс и не размягчится. Это приведет к протечке в месте стыка.
Иногда при нанесении флюса некоторые участки трубы пропускаются, что влечет за собой некачественное сцепление припоя с изделием. К похожему результату приводит перегрев трубы, при котором флюс сгорает.
Во время пайки важно выполнять требования техники безопасности, поскольку работы связаны с применением открытого пламени и химически активных веществ. Перед тем, как паять медные трубы, необходимо позаботиться о средствах индивидуальной защиты: рукавицах, очках и т. д.
Правильно организованные и выполненные работы по соединению медных труб обеспечит долгий срок службы трубопровода.
Когда человек берется за обустройство собственного дома, то естественно старается сделать все по высшему разряду. При этом существует всего два пути реализации задуманных идей: выполнить работу силами привлеченных профессионалов или же все сделать исключительного самому. Причем второй вариант является не только попыткой сэкономить на услугах специалистов. Есть люди, которые считают, надо заметить часто очень справедливо, что выполнить работу идеально может только человек собственноручно. А даже, если принцип «все делаю сам» продиктован исключительно финансовыми соображениями, то ничего зазорного в этом нет. Более того, вызывают уважение люди, которые берутся за выполнение сложной и высокотехнологичной работы. В качестве примера может быть рассмотрена пайка медных труб. Стоит лишь добавить, что актуальность подобной темы продиктована большой популярностью медных трубопроводов при устройстве водопроводных или отопительных систем.
Немного теории перед началом работ
Для начала стоит отметить, что мнение о неподъемной дороговизне медного трубопровода для обычного домовладельца является сильно гиперболизированным. Да, медные коммуникации нельзя назвать бюджетным вариантом, если сравниваться с трубами ПВХ, но с другой стороны, если рассмотреть прочностные характеристики и надежность соединений, то сравнение однозначно будет в пользу меди.
Итак, нас интересует соединение медных труб при устройстве, скажем водопровода с точки зрения самостоятельного исполнения. Прежде чем приниматься за работу стоит понять несколько важных вещей:
- В подавляющем большинстве используются трубы с резьбой 3/8», а также 3/4» в диаметре.
- Номинальный диаметр в любой ситуации меньше на 3,2 мм величины наружного диаметра.
- В работе могут задействоваться медные трубы со стенками различной толщины, что обозначается соответствующими индексами: K, L, M. Кроме того существует разделение этих изделий на жесткие и мягкие.
Спешим заверить, что чего-то экстраординарного и дорогостоящего приобретать не придется.

Все, что вам потребуется для проведения работ по пайке меди
Технология пайки медных труб в стандартном исполнении подразумевает использование элементов, которые без труда можно обнаружить в собственных запасах. Ну, на крайний случай придется посетить ближайший магазин сантехники. Итак, чтобы выполнить правильный монтаж медных труб своими руками нужно приготовить:
- Припой – существует в виде специальных прутков или проволоки. Его температура плавления является более низкой чем у меди, что и позволяет его использовать для соединения медных труб путем нагревания.
- Щетка стальная – функциональное предназначение состоит в очистке труб снаружи, а фитингов изнутри при подготовке к пайке. Как альтернатива может быть применена мелкозернистая шлифовальная шкурка, но в этом случае процесс будет более трудозатратным.
- Паяльный флюс – покрытие труб и фитингов в процессе подготовки к пайке.
- Кисть– нанесение флюс-пасты.
- Шкурка– зачистка поверхностей .
- Пропановая горелка небольшого размера на пару со сварочным механизмом переключения. Ее используют для нагрева труб и фитингов в процессе соединения.
- Жаропрочная прокладка.
- Медная труба.
- Фитинги.
Из приведенного перечня самым специфическим предметом является газовая горелка. Современный рынок предлагает их в различных вариациях: простые, с пьезоподжигом, для разных типов газовых баллончиков.
Пайка медных труб твердым припоем – это альтернативный способ соединения труб, обеспечивающий высокую прочность шва. В качестве присадки используются сплавы твердой пайки BCuP или BAg. Именно они обеспечивают надежность паяного соединения. Но согласно СНиП такой припой обязателен в первую очередь при ремонте холодильного оборудования или кондиционеров, а для коммуникаций достаточно использовать мягкий припой, к примеру, олово.
Работа будет производиться максимально эффективно, если под рукой будет пусть недорогая, к примеру, польского производства, горелка, но с пьезоподжигом. Приобретение брендовой модели, но без этой функции – ошибка.

Припой используем аккуратно — его не должно быть слишком много
Алгоритм пайки мягким припоем
Щеточкой зачищается внутренняя часть соединения. Затем, шкуркой до красивого медного блеска доводится наружная поверхность. После этого кисточкой наносится флюс-паста и наружу, и внутрь соединений, которые затем вставляются друг в друга.

Флюс паста используется при пайке мягким припоем
Далее следует работа с открытым огнем – ключевое внимание на безопасность выполнения работ. Поджигается горелка и разогревается место соединения.
Припоем проводится по краям соединений. При этом нет необходимости в обработке припоем по всему периметру соединения, если в работе оловянный припой, то достаточно ним обработать, лишь половину периметра. Олово имеет свойство впитываться внутрь соединения.
Возможные ошибки при пайке:
- Перед тем как правильно паять медные трубы нужно четко понимать, что температура пламени горелки достигает 1000°C. Важно не передержать соединения в эпицентре пламени. Для разогрева достаточно 15-20 секунд.
- Нельзя забывать о защите предметов от жары в том месте, где выполняется пайка. Особенный акцент должен быть сделан на удалении горючих и легковоспламеняющихся веществ.
- Часто недооценивается значение обеспечения достаточной вентиляции в рабочей зоне. Окна и двери должны быть открытыми, при необходимости можно включить вентилятор.

При пайке медных соединений важно не перегреть место спайки
Как еще можно соединить элементы из меди?
Возможно альтернативное классической пайке соединение медных труб фитингами, которые могут быть двух видов:
- Обжимные – производятся из латуни. Внутри такого фитинга имеется обжимное кольцо, обеспечивающее герметичность соединения.
- Капиллярной пайки – отличаются по внутреннему диаметру от внешнего показателя на 0,1-0,15 мм.
Применение фитингового способа соединения труб из меди впоследствии может обеспечить дополнительные преимущества, а именно возможность полной рекуперации. То есть подвергшиеся замене медные элементы при определенных условиях могут быть вторично использованы.
Безопасность превыше всего
Монтаж медных труб не может быть выполнен при обустройстве кухни, то есть для удовлетворения питьевых нужд. При контакте меди с хлором, содержащимся в водопроводной воде, образуются вредные для организма соединения. Если же речь идет о таком источнике водоснабжения как скважина, то ограничений никаких абсолютно нет.

Такие красивые аккуратные швы должны получиться в результате
Конечный результат пайки медных труб – плотный красивый шов, но его благонадежность нужно проверить. Если пайка выполнялась в рамках устройства водопроводной системы, то ее просто нужно наполнить водой, создав максимальное рабочее давление. При этом не нужно спешить, необходимо дать шву полностью остынуть, иначе он просто растрескается от резкого перепада температур.
Видео урок №1 — пайка меди мягким припоем
Видео урок №2 — пайка меди твердым припоем
- Распечатать
Оцените статью:
- 5
- 4
- 3
- 2
- 1
(28 голосов, среднее: 3.9 из 5)
Поделитесь с друзьями!
Коммуникации из меди являются сегодня редким, но исключительно надёжным вариантом для водоснабжения и отопления частного дома. Бытующее мнение о трудностях монтажа медных трубопроводов на деле не подтверждается абсолютно. Самостоятельная пайка медных труб доступна для непрофессионала, если он знает технологию процесса и владеет инструментами. Освойте тонкости соединения медных труб, соберите личный водопровод и вам больше не придётся никогда заниматься коммуникациями.
Содержание
- Виды и особенности медных труб
- Способы соединения труб из меди
- Пайка труб из меди – технология процесса
- Инструменты и материалы
- Подготовка
- Пайка
- Возможные ошибки
Виды и особенности медных труб
Медные трубы хороши тем, что они: не подвержены коррозии, имеют срок службы более полувека, достаточно мягкие, чтобы не бояться перемерзания воды в них. Медь — материал идеально гладкий, это предотвращает образование в налёта в трубах, к тому же материал обладает бактерицидными свойствами.
Обратите внимание! Состав медного трубного материала для домашних коммуникаций должен быть на 99% чистой медью. Сплавы с «добавками» образуют плохо растворимые окислы на поверхности, что препятствует качественной пайке.
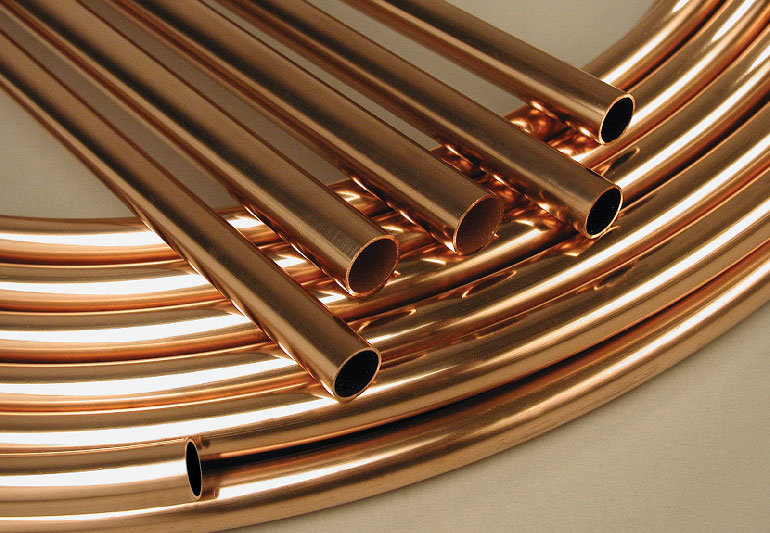
Различают две разновидности медных труб, в зависимости от способа их изготовления:
- отожжённые;
- неотожженные.
Эти трубы могут иметь одинаковый состав, но резко отличаются по физическим свойствам.
Отожжённые трубы – это эластичный трубный материал. О степени гибкости можно судить по тому, что продают их в бухтах, намотанными подобно шлангу. Гибкость отожжённых труб является большим плюсом при монтаже. Из них можно формировать разные конфигурации не используя дополнительные детали. Это даёт материальную экономию на фитингах и расходных материалах. Уменьшает трудозатраты, используется меньшее число соединений.
И хотя эти трубы считаются менее крепкими, чем неотожженные, их запаса прочности вполне хватает для коммуникаций в индивидуальных домах.
Неотожженные трубы не подвергают дополнительной обработке – они остаются жёсткими. Приобрести такой материал можно прямыми прогонами, как привычные стальные. Разводка неотожженных коммуникаций проводится с помощью фитингов.

Эти трубы дешевле, но необходимость установки фитингов при монтаже поворотов, обходов сводит на нет данное преимущество. Их прочность требуется в промышленных трубопроводах, которые эксплуатируют при повышенной механической и температурной нагрузке.
Способы соединения труб из меди
Монтаж медных коммуникаций можно осуществлять при помощи пайки или с использованием специальных обжимных фитингов. Привычные сварочные работы не используют, поскольку материал мягкий, легко деформируется. Собрать всю коммуникацию на обжимных фитингах можно, но долговечность её будет под большим вопросом.
Пайку медных труб проводят двумя способами:
- при низкой температуре – 250-300 градусов;
- при высокой температуре – более 450 градусов.
Разная температура пайки предполагает использование разного припоя. Высокотемпературная пайка справляется с расплавлением твёрдых припоев, содержащих медь или серебро. Обязательна эта технология к использованию при починке или монтаже холодильного оборудования, в промышленных трубопроводах. К монтажу бытовых коммуникаций жёстких требований по использованию методов соединения меди нет.
Обратите внимание! Низкотемпературная пайка запрещена к использованию в монтаже газового оборудования или проведении газовых коммуникаций.
Низкотемпературная пайка позволяет использовать только мягкие сплавы в качестве припоя. Это не влияет на качество и долговечность соединения, если коммуникации эксплуатируют при температуре теплоносителя не выше 130 градусов и без давления.
Пайка труб из меди – технология процесса
Прежде чем приступать к пайке медных труб, необходимо приготовить фитинги, инструменты, расходные материалы. Вторым этапом будет подготовка деталей к соединению. После этого начинают сам процесс пайки.

Инструменты и материалы
Для подготовки трубы и проведения пайки соединения могут понадобиться:
- Труборез – для нарезания необходимых фрагментов трубных материалов. Для качественного соединения медных деталей использование профессионального трубореза крайне важно – он позволяет отрезать материал без его деформации.
- Газовая горелка с узконаправленным пламенем – то, при помощи чего осуществляется нагрев места соединения, непосредственно пайка. Принципиально важно чтобы горелка была оснащена функцией автоподжига. Лучше купить недорогую горелку с пьезозажигалкой, чем брендовую модель без этой системы.
- Если монтаж будет проводиться в помещении, где запрещено использование открытого пламени, то приобретите электрический паяльник для пайки медных труб. Его можно использовать при любом виде пайки.
- Труборасширитель (экспандер), если вы собираетесь обойтись без фитингов. Этот инструмент позволяет расширить диаметр трубы для соединения в раструб. Кроме этого расширитель используют для поднятия и загиба наружу кромки просверлённого отверстия. Такой приём применяют при необходимости сделать отвод на патрубок меньшего диаметра.
- Трубогиб или иное приспособление для безопасного изменения конфигурации трубы. Актуально для отожжённых материалов.
- Железный ёршик для шлифовки внутренней части трубы (отрезанного фрагмента) от заусениц.
- Наждачную бумагу для зачистки внешней стороны соединения от заусенец
- Для разметки будущих коммуникаций дополнительно будут нужны: маркер, линейка, уровень.
Пайка предполагает использование припоя и флюса – расходных материалов. Полный список необходимого выглядит так:
- припой, в зависимости от выбранного метода;
- флюс для обезжиривания и подготовки места соединения к качественному монтажу;
Припой для меди представляет собой сплав олова с небольшим количеством более благородных , твёрдых металлов.
Обратите внимание! Температура плавления припоя должна быть существенно ниже таковой для основной трубы и фитингов.
Флюс – это химически агрессивное соединение, которое очищает «зону деятельности» паяльника от окислов, следов жира. Купить его можно в удобной упаковке, где кисточка вделана в крышку. Производители предлагают пастообразный и жидкий флюс.

При выборе флюса руководствуйтесь тем соображением, что использовать его следует крайне аккуратно, в минимальных количествах. Излишки флюса удаляйте как можно более полно – оставшееся в зоне соединения агрессивное вещество, способно быстро привести в негодность соединение.
Подготовка
Подготовительный этап включает в себя:
- нарезание трубных сегментов согласно проекту;
- зачистку внешней и внутренней стороны среза от неровностей, заусенец, возможного налёта;
- расширение внутреннего диаметра принимающего отрезка;
- обработка флюсом контактирующих объектов.
Обратите внимание! Качественное проведение подготовки определяет крепость будущего трубопровода.
Пайка
Соединение медных деталей происходит всегда внахлёст. Рекомендуемая глубина раструба должна быть не менее 5 мм. Идеальная должна один в один совпадать с диаметром соединяемых частей.
Уникальность пайки медных труб заключается в том, что он основан на капиллярном эффекте, который возникает в узких щелях. Говоря простым языком, расплавленный припой автоматически втягивается в зазор между стенками и равномерно распределяется по всему объёму.

Обратите внимание! Капиллярный эффект работает только если зазор составляет от 2 до 4 мм.
Алгоритм пайки:
- Части соединения вставляют одно в другое.
- Включают горелку на полминуты и подносят припой. Горелку держат одной рукой, припой – другой.
- Припой растекается и автоматически (благодаря капиллярному эффекту) заполняет собой объем между стенками. Пайка завершена.
- Изделие оставляют остывать при комнатной температуре.
Обратите внимание! Запрещено ускорять процесс остывания холодной водой или обдувом. Это снижает прочность соединения.
Возможные ошибки
Несмотря на простоту процесса пайки, новички совершают промахи, ведущие к резкой потере качества соединений.
Избегайте следующих моментов:
- Детали небрежно зачищены и обезжирены. Попадание грязи и посторонних частиц в припой существенно снижает качество работы.
- Недостаточный нахлест деталей. При малом нахлесте площадь соединения будет мала для безупречного «удержания» сегментов.
- Недостаточное или избыточное нанесение флюса. Флюс должен покрывать детали равномерным, но тонким слоем – так, чтобы его излишки не появлялись наружу.
- Перегрев. При перегреве флюс обгорает, образуя окалину и налёт оксида на поверхности трубы или фитинга. Горелку следует держать только до первого потемнения флюса.
- Недостаточный нагрев. Флюс расплавится, но не образует нужной сцепки.
- Несоблюдение техники безопасности. Проведение работ без защитной одежды приводит к травмированию.