Правильно
изготовленный металлический каркас не
должен иметь острых углов во избежание
откола керамики. Кроме того керамика
должна хорошо покрывать металлический
каркас и все его выпуклые и вогнутые
участки. Это обеспечивает устойчивую
связь между каркасом и керамикой. Чем
меньше изгибы металлического каркаса,
тем лучше распределяется действующая
на протез нагрузка, увеличивая прочность
механического соединения металла и
керамики. Наиболее уязвимым местом
металлокерамической системы является
пограничная зона между металлом и
керамикой, где встречаются оба материала.
Здесь не должно быть контактов с зубами
антагонистами. Каркас в этой области
не должен иметь V-
подобных углов, а только закругленные
края, кроме того, необходимо место для
создания треугольной формы керамической
конструкции. Тогда верхушка треугольника
должна находиться на точке пересечения
опаково- дентинной границы и металлической
кромке.
При
таком оформлении опаковый слой не
остается открытым и отсутствует опасность
образования зубной бляшки вследствие
появления пор при обжиге керамики.
Точное оформление вестибулярных краев
зависит от вида подготовки зуба. При
препарировании уступа краевую область
коронки можно покрыть керамикой в
других случаях делается небольшая
металлическая гирлянда или коронку
полностью облицовывают керамикой. После
моделирования каркаса и отливки его из
сплава проводится припасовка коронок
на рабочей модели. Коронки и каркас
шлифуют твердосплавными фрезами – эта
обработка нужна для устранения предыдущих
ошибок. Но работая фрезами следует
избегать образования борозд, насечек,
так как в них в процессе обжига могут
скапливаться и застаиваться газы.
Поэтому каркас обрабатывают с помощью
шлифовального инструмента на керамической
связке – очень плавно, тщательно и в
одном направлении. Из-за сильного
давления на металл увеличивается риск
возникновения случайных сколов из-за
образования пузырьков в этом месте.
После пескоструйной обработки остатки
песка удаляются в паровой кастрюле или
путем кипячения в дистилярованной воде.
Если этого не сделать, то металл
загрязниться и на керамике образуется
трещина или пузырьки.
Получение
окисного слоя.
Окисный
слой должен иметь однородный цвет. Самый
наибольший интерес представляет оксид
цинка в окисной пленке. Он улучшает
покрываемость металлического каркаса
керамической массой и это единственный
оксид нерастворимый в соляной кислоте.
Он присутствует в опаковой массе. Для
получения светлой окисной пленки и
нейтрализации остатков соляной кислоты,
каркас промывают карбонатом натрия.
Прочность химических связей не снижается.
Другими ошибками могут быть ошибки
связанные с разными КТР (коэффициент
теплового расширения). Нужно иметь
ввиду, что чем выше КТР сплава, тем
длительнее должно быть время охлаждения
протеза после каждого обжига.
Ошибки
возможны при нарушении инструкции по
обжигу, т.е. по температуре и времени.
Также они возможны при применении разных
масс, разных изготовителей. Если не
проверена печь, если не правильно
нанесена керамика. Снижение скорости
нагрева. Если используется другие
системы для обжига. Прежде чем приступить
к обжигу необходимо проверить систему.
Существует
таблица наиболее часто встречающихся
ошибок при работе с различными
керамическими массами.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
1.
Министерство образования и науки Самарской области
ГБПОУ «Самарский медицинский колледж им. Н. Ляпиной»
Наиболее часто встречающиеся ошибки при
изготовлении металлокерамических протезов
Выполнил студент группы № 1351
Сашинский Сергей Борисович
Научный руководитель
Айдарова Юлия Викторовна
Самара 2016
2.
Актуальность
Металлокерамика сейчас самый популярный вид
несъемного зубного протезирования:
металлокерамика наиболее близка по своим
физико-механическим свойствам к эмали
естественных зубов.
Эти виды протезов сочетают в себе преимущества
высокой точности цельнолитых
металлокерамических конструкций с весьма
высоким эстетическим эффектом керамического
покрытия. Она сочетает в себе надежность,
долговечность и прекрасные эстетические качества
3.
Объект исследования: металлокерамические
протезы.
Предмет исследования: изготовление
металлокерамических протезов.
4.
Цель исследования: определение наиболее часто
встречающихся ошибок металлокерамического
протезирования.
Задачи исследования:
1. Изучить научную медицинскую и специальную литературу по
теме исследования и дать определение основным понятиям.
2. Изучить технологию изготовления металлокерамических
протезов и выявить преимущества металлокерамики.
3. Выявить основные принципы технологических приемов
изготовления металлокерамических протезов и наиболее часто
встречающиеся ошбики при изготовлении металлокерамики на
базе зуботехнической лаборатории ООО «ПрофМедЦентр».
4. Проанализировать полученные результаты и сделать выводы.
5.
Методы исследования:
1. Аналитический.
2. Статистический.
3. Графический.
4 Метод наблюдения.
Практическая значимость: определяется
обобщением опыта по изучаемой проблеме,
результаты исследования позволят лучше
освоить технику изготовления
металлокерамических протезов.
6.
Сейчас эпоха металлических коронок навсегда ушла в
прошлое. С развитием технологий появилась
возможность облицовывать металлический каркас
коронки керамикой или фарфором — так появилась
металлокерамика.
7.
Но даже металлокерамические коронки имеют
недостатки. Несмотря на их прекрасный внешний вид,
в эстетическом отношении многие стоматологи все же
отдают предпочтение коронкам из цельного фарфора.
Фарфоровая часть металлокерамических коронок может
ломаться и скалываться.
8.
Многообразие клинических методов реставрации
сколов керамического покрытия свидетельствует об
актуальности данной проблемы и о сложности ее
решения.
9.
Экспериментальная часть
работы проводилась на базе
практики ООО
«ПрофМедЦентр» расположена
по адресу ул. Революционная,
д. 126 в Железнодорожном
районе г. Самара.
10.
Практическая работа
Изготовление металлокерамических коронок.
Лабораторные этапы:
1.Изготовление рабочей и вспомогательной модели
челюстей.
11.
2. Распил модели на сигменты и
гравировка штампиков.
3.Составление гипсовых моделей
челюстей в положении
центральной окклюзии,
фиксация моделей в окклюдатор.
12.
4. Изготовление восковой репродукции
каркаса металлокерамического
протеза.
4.
5.
6.
7.
5. На восковой или пластмассовой
заготовке колпачка моделируется
литниковая система и по
общепринятой методике конструкция
заменяется на металл.
13.
6.Припасовка каркаса
металлокерамического протеза и
обработка.
7. Дегазация.
14.
8. Нанесение керамических
масс.
Нанесение бондинга
Обжиг.
Вакуумный обжиг проводят при
температуре в интервале,
указанном в инструкции для
каждой соответствующей массы.
Первый этап техники наслоения
— нанесение опакового слоя на
поверхность
15.
Моделирование анатомической формы коронки с
поэтапным нанесением слоев:
дентинной массы,
обжиг
эмалевой и дентинной массы
обжиг
транспарентной массы.
обжиг
16.
9. Глазурование керамического покрытия.
Глазурование направлено на придание керамическому
покрытию блеска, характерного для эмали естественных
зубов
17.
Протез медленно выводят из печи и охлаждают до
комнатной температуры. Металлическую часть, не
имеющую керамического покрытия, полируют
обычным механическим способом, удаляют окалину
внутри коронки и передают протез в клинику.
18.
Заключение
Появление в стоматологии металокерамических коронок привело
к настоящему эстетическому прорыву в протезировании зубов.
Наконец, множество пациентов получили возможность скрыть
от посторонних глаз разрушение своих зубов, установив на
место испорченных зубов красивые и
устойчивые..искусственные.
Врачи-стоматологи в большинстве случаев рекомендуют именно
металлокерамические коронки, а пациенты остаются довольны
как их эстетическими параметрами, так и качеством. Как и сам
материал, использованный для изготовления коронок. Сегодня
металлокерамические коронки являются наиболее удачным
компромиссом между эстетикой, надежностью и стоимостью.
Но к сожалению ошибок при изготовлении и установке
металлокерамических коронок может быть очень много они
могут привести к сколам керамики, микротрещинам,
потемнением, скалывание керамического покрытия у режущего
края не только в процессе изготовления, но и в начале их
использования.
19.
Поэтому очень важно соблюдать все этапы изготовления
металлокерамики необходимо внимательно изучать
все допущенные ошибки так как даже самые
незначительные могут привести к полной переделки
протеза. Серьезной ошибкой приводят в последствии
к самым разнообразным осложнениям слизистой
оболочки полости рта, и могут причинить большой
вред здоровью пациента. поэтому так важно изучать и
анализировать все возможные ошибки при
изготовлении металлокерамики.
20.
Спасибо за внимание!
Full Text
Актуальность.
Металлокерамические конструкции применяются с середины XX века и, несмотря на стремительное развитие зуботехнического материаловедения и современные технологии выполнения безметалловых конструкций, они по-прежнему широко используются в ортопедической стоматологии [1]. Данные конструкции основаны на принципе объединения прочности металлической основы, выполненной методом литья, что выгодно влияет на точность отлитого каркаса и эстетики керамической облицовки, что позволяет им приблизится к естественным зубам, а в некоторых случаях и превзойти их [2]. Значительное время сцепление стоматологической керамики и металлического каркаса оставалось серьезной проблемой, затрудняющее использование данного вида протезирования, его реализацию с большей эффективностью [3, 4]. В современной стоматологии синтропия основных видов соединения металлической поверхности каркаса и керамического покрытия положительно оказали влияние на технологические аспекты протезирования [5] . Однако, основываясь на данных научной литературы, большой процент случаев конфликтных ситуаций при лечении несъемными ортопедическими конструкциями связан с изготовлением металлокерамических зубных протезов (около 70%) [6].
На сегодняшний день данный вид комбинированных конструкций несъемного протезирования в ортопедической стоматологии остается наиболее оптимальным решения многих клинических случаев, поэтому считается необходимым рассмотрение и систематизация возможных ошибок, их причины при изготовлении металлокерамики с целью повышения качества ортопедического лечения в современных условиях.
Цель: повышение количества ортопедического лечения металлокерамическими конструкциями путем анализа ошибок и способов устранения на этапах их изготовления.
Материалы и методы:
Предметом исследования является систематизация ошибок на этапах изготовления металлокерамических конструкций зубных протезов на организационные, клинические, лабораторные, и формирование рекомендаций для сведению к минимуму ошибок на технических этапах выполнения реставрации зубными техниками.
Для решения поставленных задач в работе были учтены следующие аспекты:
- ГОСТ «О мерах по повышению эффективности оказания ортопедической стоматологической помощи населению» и требования «Металлокерамика стоматологическая для зубного протезирования», которым должна отвечать готовая конструкция, объединяя функциональные, высокоэстетические и биологические характеристики;
- Рассмотрение показаний и противопоказаний к применению металлокерамических конструкций, принципы препарирования с анатомо-физиологических и морфо- функциональных особенностей зубочелюстной системы
- Изучение ошибок и осложнений, возникающих в процессе изготовления металлокерамических протезов. Определение способов устранения неточностей, ошибок и осложнений на лабораторных этапах в зуботехнической лаборатории. систематизация на клинические,
Результаты исследования
Ошибки и осложнения, возникающие в процессе изготовления металлокерамических конструкций, условно делят на три группы: ошибки на клинических этапах, не являющиеся целью, ошибки на лабораторных этапах и ошибки на этапах литья. Ошибки на лабораторных этапах встречаются, как правило, на этапах моделирования и отливки каркаса, а также на этапах нанесения и обжига керамических масс. При изготовлении комбинированной разборной модели даже незначительные отклонения от последовательных этапов технологии приведут к серьезным производственным ошибкам.
Ошибки на этапе изготовления разборной модели:
- Неправильная установка штифта. Следствие: невозможность извлечения гипсового штампика после распила. Метод устранения: При выполнении этапа установки игольчатые штифты должны быть установлены с учётом параллельности оси штифта (зуба) и параллельны в разных плоскостях.
- Несоблюдение условий использования гипса необходимого класса по (ISO) приведет к непрочности модели. Заполнение слепка очень жидким супергипсом приводит к увеличению его усадки, а следовательно, к изготовлению узких коронок. Несоблюдение условий замешивания гипса для изготовления рабочей части модели. Метод устранения: При выполнении этапа замешивания гипса, необходимо производить замешивание гипса IV класса в вакуумном смесителе. Заливку гипса IV класса в отпечатки зубов челюсти необходимо проводить на вибрационном столике. Выполнение этих условий, обеспечит гомогенную структуру материала без включений пузырьков воздуха и прочность рабочей части комбинированной разборной модели
- Неустановленные ретенционные приспособления в области промежуточного дефекта зубного ряда приводят к отсутствию фиксации между несъемными сегментами в цоколе модели после распиливания. Метод устранения: К началу фазы «схватывания» гипса в области промежуточных и концевых участков модели необходимо установить специальные ретенционные приспособления для последующей фиксации несъемных сегментов в цоколе модели.
- Отсутствие изолирующей жидкости на рабочей части разборной модели в области фиксирующих штифтов привело к невозможности отделения гипсового штампика от цоколя модели. Метод устранения: После отвердевания гипса IV класса необходимо нанести на его поверхность, в области штифтов, изолирующую жидкость для разделения гипса IV класса от гипса III класса и дальнейшего легкого извлечения штампика из модели.
- Несоблюдение условий правильного распила рабочей части на сегменты приводит к нарушению целостности модели и невозможности изготовить металлический каркас несъемного протеза. Метод устранения: Необходимо гипсовую модель распиливать с помощью специального лобзика и пилок разного размера, толщины, длины; зуботехнического мотора и отрезных дисков с алмазным покрытием (диски различаются диаметром, толщиной, перфорацией).
- Ошибка при обработке штампика приводит к истончению основы штампика и последующий перелом. Неправильное нанесение компенсационного лака: широкие коронки — следствие чрезмерного нанесения слоев компенсационного лака. Узкие коронки при использовании очень тонкого слоя компенсационного лака или же вообще без лака, компенсирующего литейную усадку металлического сплава.
Ошибки при моделировании воскового каркаса МК конструкции:
- Деформация восковой композиции возможна в том случае, если на опорных зубах имеются поднутрения или недостаточная конусность опорных зубов.
- Неправильно установлена температура плавления воска.
- Зубной техник не производит контроль микрометром.
- Деформация восковой заготовки возможна при использовании для моделировки промежуточной части мостовидного протеза легкоплавкого эластичного нежесткого воска.
- Восковую заготовку снимают с модели только после присоединения распределяющего (объединяющего) питателя.
Ошибки на этапах литья, мешающие выполнить высококачественную работу, и их устранение:
- Баланс работы, Воск, как известно, дает собственную усадку, после того, как смоделировали каркас, необходимо: проверить его на баланс и укрепить конструкцию, то есть все фрагменты склеить липким воском. Многие техники отвозят свое литье в поликлиники, где есть литейные лаборатории, и при транспортировке может произойти деформация. Этого можно избежать, для чего необходимо подклеить края коронки к штампикам рабочей модели. Литейщик перед штифтовкой должен тоже проверить работу на баланс и, если таковой есть, исправить его. Только после этого приступать к штифтовке. После штифтовки конструкцию снять с модели, опять припасовать на модель и проверить на баланс. Если все в норме, приступить к формовке работы.
- Усадочная раковина. Причина 1. Она появляется в литках в том случае, если неправильно подобраны литниковые штифты по диаметру или по высоте. Если штифт тонкий или длинный, то кристаллизация металла начнется именно в нем, и тогда литник начнет тянуть в себя металл из прибыли и литка. Метод устранения: Чтобы этого избежать, надо четко помнить, что высота литника не должна превышать 5 мм, а диаметр на фронтальную группу — не больше 2 мм и на жевательную группу — не менее 3-4 мм. Прибыль, как компенсатор усадки, является тоже важным звеном в работе, поэтому диаметр восковой проволоки на прибыль должен быть не менее 6 мм. Причина 2. Перегрев металла. В этом случае усадочная раковина появляется в местах сепарации, то есть в межзубных поверхностях. Тогда при обработке каркаса происходит разлом конструкции, и место разлома как бы зашлаковано. Это происходит из-за того, что металл продолжает кипеть в форме и охлаждение и кристаллизация протекают неравномерно. Метод устранения: Внимательно следить за температурой металла.
- «Жемчужины»или перлы на рабочей поверхности металлических конструкций – не гладкая поверхность литья. Причина 1. Остатки увлажняющего агента. Причина 2. Паковочный материал замешан без или при недостаточном вакууме. Причина 3. Слишком высокая температура литья. Метод устранения: Первый момент — после штифтовки восковой композиции и установки на литниковый конус необходимо восковую композицию обезжирить, чтобы впоследствии формовочная масса равномерно и плотно покрыла заготовку. Для этого применяется специальная жидкость. Вторым моментом является правильная подготовка и замес формовочной массы. Сегодня имеется огромный арсенал формовочных материалов. Массу, практически любую, обязательно необходимо замешивать в вакуумном смесителе, тогда она становится однородной и без воздушных пузырьков, что обеспечивает чистую поверхность. Необходимо четко соблюдать инструкции, приложенные к формовочной массе, любое нарушение которых ведет к нежелательным последствиям. Заливка формовочной массы в опоку должна проводиться только на вибростолике. После того, как формовочная масса застыла, необходимо верхнюю пленку, которая образуется после кристаллизации формовочной массы, срезать, что улучшит газообмен при отливке нашей работы и качество отлитой заготовки.
- Литейная усадка. Причина 1. Если не пользоваться противоусадочными средствами, то литье обязательно даст литейную усадку даже при наличии хорошей формовочной массы.
Метод устранения: использовать компенсационный лак. Причина 2. Основную усадку металл дает по периметру окклюзионной поверхности и по режущему краю. Поэтому покрывной лак надо наносить с учетом этих особенностей. Метод устранения: Первый слой наносится на 2-3 мм ниже шейки зуба, а второй — от шейки зуба на всю поверхность культи. При большом пролете между зубами можно нанести третий слой по периметру окклюзионной поверхности или режущего края. Таким образом, лаком можно скомпенсировать объемную и литейную усадку.
Ошибки на этапах нанесения керамики и методы их устранения
— Выбор правильной температуры обжига керамики.
При выборе нужной температуры обжига нужно руководствоваться инструкцией производителя керамики. Далее при необходимости температуру следует откорректировать исходя из полученных результатов. Если видно, что керамика получилась молочного цвета и поверхность неоднородна, значит температура слишком низкая. Повышаем температуру на 10 градусов. Если коронка все еще мутная, значит следует повысить температуру еще на 10 градусов. Керамика должна слегка блестеть. Если углы оплыли или керамика стала слишком прозрачной – температура слишком высокая.
— Нанесение и обжиг опака. При правильной температуре после первого обжига поверхность должна быть блестящей.
— Трещины на поверхности. Причина 1. КТР сплава ниже допустимого. Метод исправления: Проверить, является ли сплав совместимым с данной керамикой. Причина 2. КТР керамики слишком высок из-за использования замедленного охлаждения или закалки. Метод устранения: Не использовать замедленное охлаждение и закалку: установить открывание камеры сразу после выдержки температуры обжига. Причина 3. Толщина стенок каркаса слишком мала. Метод устранения: Учитывать минимальную толщину стенок каркаса.
— Трещины из-за напряжения сжатия. Причина 1. Слишком высокий КТР сплава. Требуется замедленное охлаждение или закалка (томление): слишком короткая фаза охлаждения или слишком низкая температура закалки. Метод устранения: Проверить КТР сплава. Установить замедленное охлаждение или закалку с учетом требований производителя массы.
Причина 2. КТР сплава выше допустимого. Метод Устранения: Проверить, является ли сплав совместимым с данной керамикой.
— Керамика шероховатая, сероватая, непропеченная в глубине, неблестящая. Причина 1. Слишком короткое время выдержки. Метод устранения: Увеличить время выдержки в 1.5- 2 раза. Причина 2. Увеличение времени выдержки не дало результатов – недостаточная температура обжига. Метод устранения: Увеличить температуру обжига.
— Поверхность керамики слишком блестящая, края и контуры закруглены Причина 1. Слишком высокая температура обжига. Метод устранения: Снизить температуру обжига.
-Образование пузырей в керамике. Причина 1. Загрязнение металла или керамики из-за несоответствующих шлифовальных инструментов. Метод устранения: Использовать инструменты, предназначением только для обработки металла или керамики соответственно.
Причина 2. Завальцовка полостей на поверхности металла из-за использования тупых фрез.
Метод устранения: Заменить фрезу на новую. Тупые фрезы завальцовывают металл в местах обработки, образуя газонаполненные пустоты. Причина 3. Паста-опак нанесена слишком толстым слоем и подверглась недостаточной предсушке. Метод устранения: Увеличить время предварительной сушки. Причина 4. В слои керамики попали воздушные включения.
Метод устранения: Обеспечить тщательное промешивание керамической массы перед нанесением (особенно засохшей массы при нанесении второго дентина).
— Керамика молочного цвета, непрозрачная, пористая. Причина 1. Низкий уровень вакуума.
Метод устранения: Проверить исправность вакуумнасоса и герметичность соединений. Причина 2. Температура обжига слишком низкая (на 30˚С и более). Метод устранения: Убедитесь, что коэффициент ручной коррекции температуры соответствует паспортному и параметры программ обжига верны. Произвести тепловую настройку печи. Причина 3. Температура предварительного нагрева завышена. Метод устранения: Снизить температуру преднагрева. Причина 4. Вакуум достигается слишком поздно. Метод устранения: Установить включение вакуума при более низкой температуре.
Заключение.
Изготовление металлокерамических зубных протезов остаётся актуальным на сегодняшний день. Большой клинический опыт, отработанные технологии, надёжность и относительная простота изготовления дают им неоспоримые преимущества. Однако, анализ работы над возможными ошибками возникающих при их изготовлении, изучение способов их устранения и предотвращения показал на проблемные вопросы данного вида протезирования. С сожалением, приходится констатировать факт, что металлокерамические коронки и протезы не являются совершенными конструкциями и процент ошибок, возникающих и на клинических, и лабораторных этапах, остается достаточно высоким, несмотря на все современные возможности стоматологического материаловедения, ортопедической стоматологии и зуботехнического производства. От правильного планирования, грамотного проведения этапов изготовления металлокерамических протезов, с учетом всех профессиональных тонкостей, с четким и ясным представлением о выполняемой работе и в клинике, и в зуботехнической лаборатории, зависит качество сотрудничества врача — стоматолога и зубного мастера, эффективность проводимого ортопедического лечения и сведение, вышеизложенных в работе, ошибок к минимуму.
ОШИБКИ ПРИ ИЗГОТОВЛЕНИИ МЕТАЛЛОКЕРАМИЧЕСКИХ ПРОТЕЗОВ
ОШИБКИ ПРИ ИЗГОТОВЛЕНИИ МЕТАЛЛОКЕРАМИЧЕСКИХ ПРОТЕЗОВ
Правильно изготовленный металлический каркас не должен иметь острых углов во избежание откола керамики. Кроме того, керамика должна хорошо покрывать металлический каркас и все его вогнутые и выпуклые участки. Это обеспечивает устойчивую связь между каркасом и керамикой. Чем мягче изгибы металлического каркаса, тем лучше распределяются действующие на протез нагрузки, увеличивая прочность механического соединения керамики и металла. Наиболее уязвимым местом металлокерамической системы является пограничная зона между металлом и керамикой, где встречаются оба материала. Здесь не должно быть контактов с зубам и-антагонистами, Металлический каркас в этой области не должен иметь V-подобиых углов, а только закругленные края. Кроме того, необходимо место для создания треугольной формы керамической конструкции. Верхушка треугольника должна находиться на точке пересечения опаково-дент`Инной границы и металлической кромки. При таком оформлении опаковый слой не остается открытым и отсутствует опасность образования зубной бляшки вследствие появления пор при обжиге керамики. Все это в целом обеспечивает хороший эстетический результат работы.
Точное оформление вестибулярных краев зависит от вида подготовки зуба. При препарировании плеча в 90″ краевую область коронки можно покрыть керамикой. В других случаях делают небольшую металлическую гирлянду или коронку полностью облицовывают керамикой, После окончания моделнрованин каркаса и отливки его из сплава проводят припасовку коронок па рабочей гипсовой модели и тщательно обрабатывают его поверхность. Для шлифования металлического каркаса лучше всего использовать твердосплавные фрезы. Эта обработка нужна для устранения предыдущих ошибок. При работе фрезами следует избегать образования борозд или насечек, в которых в процессе обжига керамики могут скапливаться и застаиваться газы. Поэтому металлический каркас обрабатывают с помошью шлифовальных инструментов на керамической связке очень тщательно, плавно и в одном направлении. Из-за сильного давления на металл увеличивается риск появлении случайных сколов из-за образования пузырьков в этом месте.
Поверхность каркаса увеличивается благодаря пескоструйной обработке алюмоксидом. Одновременно каркас очищается от возможных загрязнений. Остатки песка после пескоструйной обработки могут быть удалены в паровой кастрюле или путем кипячения в дистиллированной воде. Этот этап подготовки каркаса считается очень важным, поскольку связан с риском загрязнения металла, следствием чего является образование трещин и пузырьков. Только когда есть уверенность, что каркас чистый, можно перейти к получению окисной пленки для обеспечения химического соединения металлического каркаса и керамической массы, которое вместе с механической ретенцией усиливает компрессионное схватывание металла и керамики, возникающее благодаря различным коэффициентам термического расширения этих материалов.
Окисный слой должен иметь однородный цвет. Если применяемый сплав быстро темнеет, его можно обработать 30% соляной кислотой, что способствует частичному растворению окислов. Единственный оксид, нерастворимый в соляной кислоте. — оксид цинка. Среди окислов, образующихся на металлическе>м каркасе, последний представляет для нас наибольший интерес. Он улучшает покрываемость металлического каркаса керамической массой. В незначительном количестве он присутствует и в опаковой массе. Для нейтрализации остатков соляной кислоты каркас промывается бикарбонатом натрия. Этот метод позволяет получить светлую металлическую поверхность, не снижающую при этом прочность химических связей.
Таблица 4
Ошибки при изготовлении металлокерамических протезов, их причины и способы устранения

Проблема получения прочного соединения между керамикой и металлическим каркасом тесно связана с соотношением между значением КТР металлического каркаса и режимом охлаждения металлокерамической конструкции после обжига Согласно стандарту ISO 9693, КТР, например, для керамической массы ИПС-Классих (ф. Ivoclar) указывается для области 25—500`C и измеряется мосле 2 и обжигов. В дальнейшем это значение должно быть указано на упаковке материала.
Массы ИПС-Юшссын предназначены для сплавов, имеющих КТР 13,7-15,5×10 ° К` при 25-500Х. В зависимости от типа и состава сплава на прочность соединения наряд}` с другими параметрами обжига влияет время охлаждения.
Таблица 5
Ал1 оритм решения возможных проблем при работе с керамической массой Duceram Plus
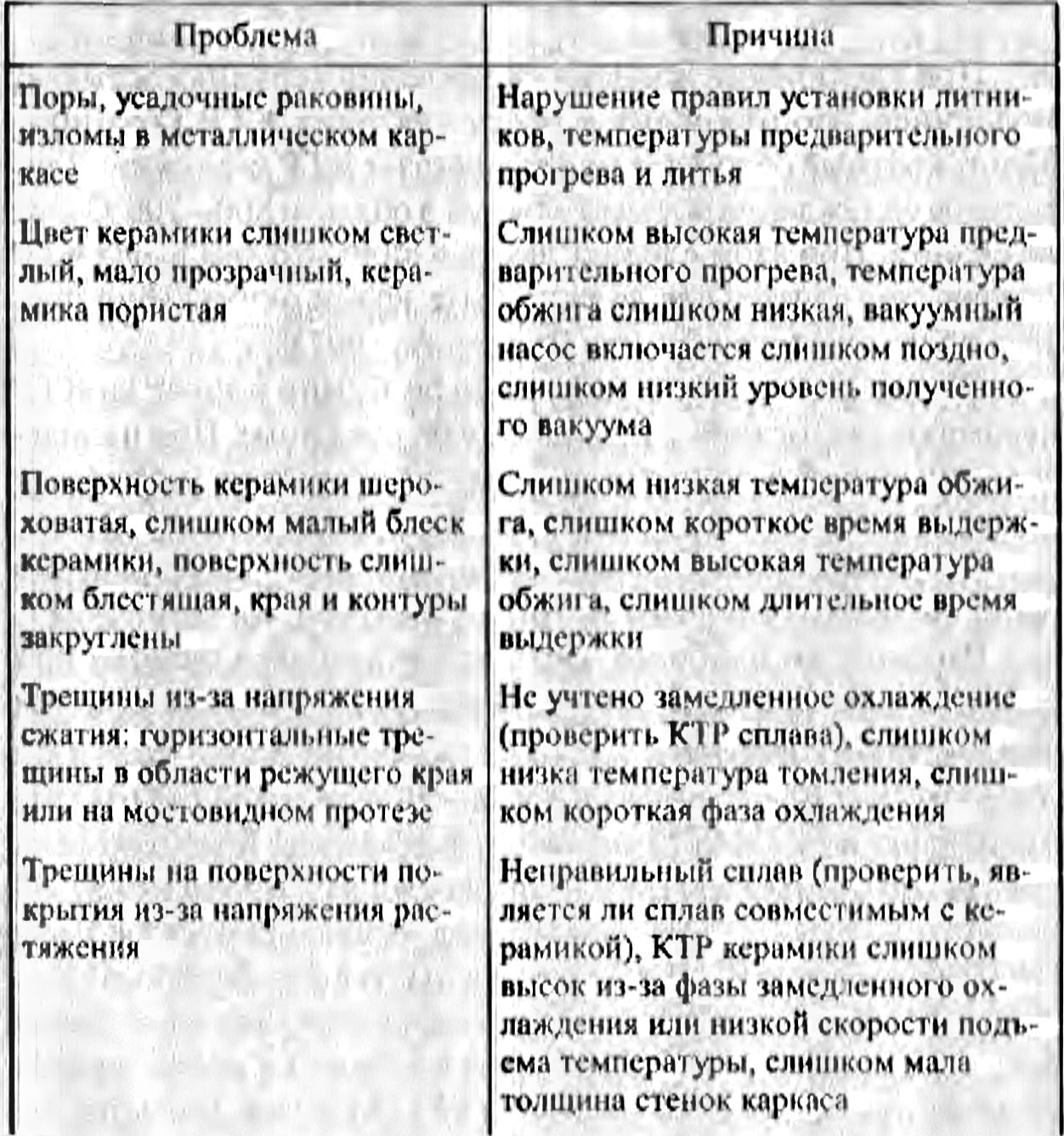
При увеличении времени охлаждения керамика остывает медленнее, что приводит к росту значения КТР керамики. Многократный обжиг также увеличивает КТР керамики. Длительное охлаждение осуществляется в области 800—700*С после обжига. При этом следует иметь в виду, что чем выше КТР сплава тем длительнее должно быть время охлаждении протеза после каждого обжига (Виллер А.. 1997).
Снижение скорости нагрева до 50*С/мнн влияет на КТР керамики аналогично длительному охлаждению. При использовании печей с другими системами открытия (например, ли(|гг) используются другие правила обжига.
Возможные ошибки, их причины и способы устранения были систематизированы А. Виллером (табл. 4).
Рассмотрим наиболее часто встречающиеся ошибки при работе с керамической массой Duceram Plus и выясним, чем они вызваны (табл. 5).
- Авторы
- Резюме
- Файлы
- Ключевые слова
- Литература
Зыкина М.А.
1
1 Волгоградский государственный медицинский университет
В России качеству стоматологической помощи всегда уделялось и уделяется большое внимание, поскольку она является важной составляющей качества жизни населения, так как у людей с частичным или полным отсутствием зубов, чаще всего возникают жалобы не только на нарушение функций жевания и речи, но и на эстетику. Уровень стоматологической помощи остается главным вопросом в деятельности государства по обеспечению здоровья нации. Но, несмотря на высокую квалифицированность врачей – стоматологов — ортопедов, наблюдается большое количество ошибок и осложнений при протезировании населения металлокерамическими протезами [9,10]. В данной статье будут рассмотрены возможные ошибки, которые может допустить врач – стоматолог — ортопед на различных этапах изготовления металлокерамических протезов, а также представлена классификация этих ошибок, в зависимости от характера осложнений, к которым они могут привести.
протезирование
металлокерамический протез
врачебная ошибка
1. Данилина Т.Ф., Наумова В.Н., Жидовинов А.В., Порошин А.В., Хвостов С.Н. Качество жизни пациентов с гальванозом полости рта//Здоровье и образование в XXI веке. 2012. Т. 14. № 2. С. 134.
2. Жидовинов А.В., Головченко С.Г., Денисенко Л.Н., Матвеев С.В., Арутюнов Г.Р. Проблема выбора метода очистки провизорных конструкций на этапах ортопедического лечения//Современные проблемы науки и образования. -2015. -№ 3.
3. Михальченко Д.В. Психофизиологические аспекты прогнозирования адаптации человека к ортопедическим стоматологическим конструкциям. Автореферат диссертации на соискание ученой степени кандидата медицинских наук/Волгоградский государственный медицинский университет. Волгоград, 1999
4. Михальченко Д.В., Гумилевский Б.Ю., Наумова В.Н., Вирабян В.А., Жидовинов А.В., Головченко С.Г.Динамика иммунологических показателей в процессе адаптации к несьёмным ортопедическим конструкциям//Современные проблемы науки и образования. 2015. № 4. С. 381.
5. Михальченко Д.В., Засядкина Е.В. Этические риски во взаимоотношениях врача стоматолога и пациента./Биоэтика. -2011. -Т. 2, № 8. -С. 42-43.
6. Михальченко Д.В., Михальченко А.В., Порошин А.В. Модифицированная методика оценки адаптации к ортопедическим стоматологическим конструкциям//Фундаментальные исследования. -2013. -№3 (часть 2). -С.342-345.
7. Михальченко Д.В., Михальченко А.В., Порошин А.В. Роль симуляционного обучения в системе подготовки врача-стоматолога на примере фантомного центра волгоградского медицинского университета//Фундаментальные исследования. -2013. -№ 3 (часть 1). -С. 126-128.
8. Михальченко Д.В., Порошин А.В., Шемонаев В.И., Величко А.С., Жидовинов А.В. Эффективность применения боров фирмы «Рус-атлант» при препарировании зубов под металлокерамические коронки//Волгоградский научномедицинский журнал. Ежеквартальный научнопрактический журнал. 2013. № 1. С. 45-46.
9. Фирсова И.В., Михальченко В.Ф., Михальченко Д.В. Врачебная тактика при диагностике предраковых заболеваний слизистой оболочки полости рта и красной каймы губ//Вестник Волгоградского государственного медицинского университета. -2013. -№ 1 (45). -С. 3 -6.
10. Mikhalchenko D.V., Zhidovinov A.V., Mikhalchenko A.V., Danilina T.F. Тhe local immunity of dental patients with oral galvanosis//Research Journal of Pharmaceutical, Biological and Chemical Sciences. -2014. -Vol. 5. -No. 5. -p. 712-717.
ВВЕДЕНИЕ
Протезирование зубов – сегодня достаточно распространенная процедура,[2,3,6]так образ жизни современного человека невозможно представить без красивой улыбки. Для восстановления зубов, наиболее часто применяются металлокерамические протезы. Они представляют собой прочнейший металлический каркас, покрытый тонким слоем керамики. Такой протез обладает высокими эстетическими свойствами: коронку порой сложно отличить от окружающих естественных зубов, а по прочности превышает их.[4]
При изготовлении протезов, нередко встречаются врачебные ошибки, что объясняется многоэтапностью и технологической сложностью этого процесса, требующих от врача высокого мастерства и безукоризненной точности выполнения.[5,10] Иногда, даже высококвалифицированные специалисты совершают ошибки на любом из этапов.[2]
Цель исследования: изучить, какие ошибки при изготовлении металлокерамических протезов может совершить врач-ортопед.
ОБЗОР ЛИТЕРАТУРЫ
Для более точного понимания проблемы нам необходимо разобраться с терминологией, что позволит более глубоко понять тему исследования.
Итак, начнем с определения термина металлокерамический протез. Металлокерамический протез – конструкция для замещения дефектов зубных рядов, каркас которой изготовлен их металла, покрытого тонким слоем керамической массы.
Теперь обратимся к понятию врачебная ошибка. По мнению Понкиной А.А., врачебная ошибка – это случившееся или эвентуальное событие (вид ятрогенного дефекта медицинской помощи), вызванное и характеризующееся невиновными действиями, бездействием или несвоевременным действием врача при оказании им пациенту медицинской помощи или медицинских услуг, результативно повлекшее за собой неблагоприятное для пациента событие.[8].
По мнению Копейкина следует четко разграничивать ошибки, допущенные при лечении, и осложнения в процессе и после лечения, не связанные с врачебными ошибками. К врачебным ошибкам следует относить непреднамеренные действия врача, которые могли нанести или невольно нанесли больному устранимый ущерб. Особого отношения требуют ошибки, допущенные в процессе протезирования и своевременно не исправленные. Проведенный анализ конфликтных ситуаций стоматологическом приеме показал, что около 75 % из их числа связаны именно с изготовлением дорогостоящих конструкций. При детальном рассмотрении каждой конкретной ситуации, все жалобы пациентов условно разделены на абсолютные (причины – несомненно врачебные ошибки) и относительные, связанные с неудовлетворенностью цветом искусственных зубов, длительным периодом адаптации к съемным конструкциям, несоответствием ожидаемого и конечного результата протезирования, необоснованности финансовой стоимости лечения и др. Соотношение абсолютных и относительных жалоб составляло 3 : 1. [4,10]
Врачебные ошибки могут возникать на любом этапе изготовления металлокерамических протезов. В зависимости от характера последствий различают:
1.Ошибки, не вызывающие клинические осложнений;
2.Ошибки, приводящие к обратимым клиническим осложнениям;
3.Ошибки, обусловливающие необратимые клинические осложнения (потеря опорного зуба или группы зубов, как опорных, так и антагонирующих, поражение пародонта).[5,9]
Рассмотрим некоторые этапы, и перечислим ошибки, которые могут возникнуть.
На этапе составления плана лечения, на основе тщательного всестороннего обследования больного и установлении диагноза, возможны следующие ошибки:
1.Неправильный выбор показаний к изготовлению металлокерамических мостовидных протезов:
2.Выбор неправильной конструкции мостовидных протезов;[4,5]
Например:
- Применение металлокерамических мостовидных протезов при наличии хронического верхушечного периодонтита является грубой врачебной ошибкой, которая может привести к обострению патологического процесса.
- Протезирование людей, с бруксизмом или глубоким прикусом, это может привести к сколу керамики;
- Изготовление металлокерамических протезов при больших дефектах зубных рядов также может привести к отколу фарфора от металлического каркаса.
3.Неправильное снятие оттисков.[10]
Второй этап, это препарирование твердых тканей зуба. Здесь могут возникнуть ошибки, такие как:
- травма или ожог пульпы при препарировании
- препарированием зубов с кариозным поражением твердых тканей, ранее пломбированных или препарированных зубов (в случаях повторного протезирования). Возможны осложнения в виде вторичного кариеса или некроза твердых тканей зубов под мостовидными протезами. Вторичный кариес может возникнуть при неполном удалении распада твердых тканей, подверженных кариесу, и в тех случаях, когда не проводится ревизия качества пломбы[5,8,9]
На этом этапе также возможны ошибки при создании формы и размеров культи, а именно:
- снятие большого количества твердых тканей или же наоборот, снято недостаточно тканей — коронка будет либо слишком тонкой, либо будет выступать за границы зубного ряда;
- неправильное создание конусности культи: при малой конусности могут возникнуть затруднения при наложении протеза или для наложения протеза потребуется большое усилие, что приводит к возникновению в каркасе металлокерамического протеза внутреннего напряжения и, вследствие этого, к отколу керамического покрытия. Малая конусность культи препарированного зуба может привести к недостаточно точному наложению протеза при фиксации, вследствие того что выход излишка цемента из опорной коронки затруднен. При чрезмерной конусности культя зуба приобретает клиновидную форму, что значительно ослабляет фиксацию протеза и может приводить к частым расцементировкам;
- Чрезмерное или недостаточное укорочение культи.[2]
На следующем этапе, при фиксации мостовидных протезов, неправильное замешивание цемента (густой консистенции или цемент средней густоты при большой (излишней) массе) ведет к недостаточному осаживанию коронок при фиксации и оголению пришеечной препарированной части зуба.
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЯ
В результате проведенного нами обзора, можно заключить, что большая доля ошибок (75%)[4] приходится на те, которые совершил врач, а не из-за неправильного использования протезов и не соблюдения рекомендаций. И такие погрешности допускаются в основном при выборе конструкции и на этапе препарирования.
ВЫВОД
На основании всего вышеизложенного можно заключить, что врачебные ошибки иногда случаются в повседневной практике врача-стоматолога. В данной работе мы представили наиболее часто встречающиеся из них. И так как, врачебные погрешности в технике препарирования и тактические промахи на этапах протезирования могут приводить к различным осложнениям,[2] необходимо повышение квалификации врачей-ортопедов, что позволит добиться высоких результатов в протезировании, снизить количество повторных обращений пациентов, повысить качество зубного протезирования.
Библиографическая ссылка
Зыкина М.А. ВРАЧЕБНЫЕ ОШИБКИ ПРИ ИЗГОТОВЛЕНИИ МЕТАЛЛОКЕРАМИЧЕСКИХ ПРОТЕЗОВ // Международный студенческий научный вестник. – 2016. – № 2.
;
URL: https://eduherald.ru/ru/article/view?id=15882 (дата обращения: 30.01.2023).
Предлагаем вашему вниманию журналы, издающиеся в издательстве «Академия Естествознания»
(Высокий импакт-фактор РИНЦ, тематика журналов охватывает все научные направления)
Правильно
изготовленный металлический каркас не
должен иметь острых углов во избежание
откола керамики. Кроме того керамика
должна хорошо покрывать металлический
каркас и все его выпуклые и вогнутые
участки. Это обеспечивает устойчивую
связь между каркасом и керамикой. Чем
меньше изгибы металлического каркаса,
тем лучше распределяется действующая
на протез нагрузка, увеличивая прочность
механического соединения металла и
керамики. Наиболее уязвимым местом
металлокерамической системы является
пограничная зона между металлом и
керамикой, где встречаются оба материала.
Здесь не должно быть контактов с зубами
антагонистами. Каркас в этой области
не должен иметь V-
подобных углов, а только закругленные
края, кроме того, необходимо место для
создания треугольной формы керамической
конструкции. Тогда верхушка треугольника
должна находиться на точке пересечения
опаково- дентинной границы и металлической
кромке.
При
таком оформлении опаковый слой не
остается открытым и отсутствует опасность
образования зубной бляшки вследствие
появления пор при обжиге керамики.
Точное оформление вестибулярных краев
зависит от вида подготовки зуба. При
препарировании уступа краевую область
коронки можно покрыть керамикой в
других случаях делается небольшая
металлическая гирлянда или коронку
полностью облицовывают керамикой. После
моделирования каркаса и отливки его из
сплава проводится припасовка коронок
на рабочей модели. Коронки и каркас
шлифуют твердосплавными фрезами – эта
обработка нужна для устранения предыдущих
ошибок. Но работая фрезами следует
избегать образования борозд, насечек,
так как в них в процессе обжига могут
скапливаться и застаиваться газы.
Поэтому каркас обрабатывают с помощью
шлифовального инструмента на керамической
связке – очень плавно, тщательно и в
одном направлении. Из-за сильного
давления на металл увеличивается риск
возникновения случайных сколов из-за
образования пузырьков в этом месте.
После пескоструйной обработки остатки
песка удаляются в паровой кастрюле или
путем кипячения в дистилярованной воде.
Если этого не сделать, то металл
загрязниться и на керамике образуется
трещина или пузырьки.
Получение
окисного слоя.
Окисный
слой должен иметь однородный цвет. Самый
наибольший интерес представляет оксид
цинка в окисной пленке. Он улучшает
покрываемость металлического каркаса
керамической массой и это единственный
оксид нерастворимый в соляной кислоте.
Он присутствует в опаковой массе. Для
получения светлой окисной пленки и
нейтрализации остатков соляной кислоты,
каркас промывают карбонатом натрия.
Прочность химических связей не снижается.
Другими ошибками могут быть ошибки
связанные с разными КТР (коэффициент
теплового расширения). Нужно иметь
ввиду, что чем выше КТР сплава, тем
длительнее должно быть время охлаждения
протеза после каждого обжига.
Ошибки
возможны при нарушении инструкции по
обжигу, т.е. по температуре и времени.
Также они возможны при применении разных
масс, разных изготовителей. Если не
проверена печь, если не правильно
нанесена керамика. Снижение скорости
нагрева. Если используется другие
системы для обжига. Прежде чем приступить
к обжигу необходимо проверить систему.
Существует
таблица наиболее часто встречающихся
ошибок при работе с различными
керамическими массами.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
ОШИБКИ ПРИ ИЗГОТОВЛЕНИИ МЕТАЛЛОКЕРАМИЧЕСКИХ ПРОТЕЗОВ
ОШИБКИ ПРИ ИЗГОТОВЛЕНИИ МЕТАЛЛОКЕРАМИЧЕСКИХ ПРОТЕЗОВ
Правильно изготовленный металлический каркас не должен иметь острых углов во избежание откола керамики. Кроме того, керамика должна хорошо покрывать металлический каркас и все его вогнутые и выпуклые участки. Это обеспечивает устойчивую связь между каркасом и керамикой. Чем мягче изгибы металлического каркаса, тем лучше распределяются действующие на протез нагрузки, увеличивая прочность механического соединения керамики и металла. Наиболее уязвимым местом металлокерамической системы является пограничная зона между металлом и керамикой, где встречаются оба материала. Здесь не должно быть контактов с зубам и-антагонистами, Металлический каркас в этой области не должен иметь V-подобиых углов, а только закругленные края. Кроме того, необходимо место для создания треугольной формы керамической конструкции. Верхушка треугольника должна находиться на точке пересечения опаково-дент`Инной границы и металлической кромки. При таком оформлении опаковый слой не остается открытым и отсутствует опасность образования зубной бляшки вследствие появления пор при обжиге керамики. Все это в целом обеспечивает хороший эстетический результат работы.
Точное оформление вестибулярных краев зависит от вида подготовки зуба. При препарировании плеча в 90″ краевую область коронки можно покрыть керамикой. В других случаях делают небольшую металлическую гирлянду или коронку полностью облицовывают керамикой, После окончания моделнрованин каркаса и отливки его из сплава проводят припасовку коронок па рабочей гипсовой модели и тщательно обрабатывают его поверхность. Для шлифования металлического каркаса лучше всего использовать твердосплавные фрезы. Эта обработка нужна для устранения предыдущих ошибок. При работе фрезами следует избегать образования борозд или насечек, в которых в процессе обжига керамики могут скапливаться и застаиваться газы. Поэтому металлический каркас обрабатывают с помошью шлифовальных инструментов на керамической связке очень тщательно, плавно и в одном направлении. Из-за сильного давления на металл увеличивается риск появлении случайных сколов из-за образования пузырьков в этом месте.
Поверхность каркаса увеличивается благодаря пескоструйной обработке алюмоксидом. Одновременно каркас очищается от возможных загрязнений. Остатки песка после пескоструйной обработки могут быть удалены в паровой кастрюле или путем кипячения в дистиллированной воде. Этот этап подготовки каркаса считается очень важным, поскольку связан с риском загрязнения металла, следствием чего является образование трещин и пузырьков. Только когда есть уверенность, что каркас чистый, можно перейти к получению окисной пленки для обеспечения химического соединения металлического каркаса и керамической массы, которое вместе с механической ретенцией усиливает компрессионное схватывание металла и керамики, возникающее благодаря различным коэффициентам термического расширения этих материалов.
Окисный слой должен иметь однородный цвет. Если применяемый сплав быстро темнеет, его можно обработать 30% соляной кислотой, что способствует частичному растворению окислов. Единственный оксид, нерастворимый в соляной кислоте. — оксид цинка. Среди окислов, образующихся на металлическе>м каркасе, последний представляет для нас наибольший интерес. Он улучшает покрываемость металлического каркаса керамической массой. В незначительном количестве он присутствует и в опаковой массе. Для нейтрализации остатков соляной кислоты каркас промывается бикарбонатом натрия. Этот метод позволяет получить светлую металлическую поверхность, не снижающую при этом прочность химических связей.
Таблица 4
Ошибки при изготовлении металлокерамических протезов, их причины и способы устранения
Проблема получения прочного соединения между керамикой и металлическим каркасом тесно связана с соотношением между значением КТР металлического каркаса и режимом охлаждения металлокерамической конструкции после обжига Согласно стандарту ISO 9693, КТР, например, для керамической массы ИПС-Классих (ф. Ivoclar) указывается для области 25—500`C и измеряется мосле 2 и обжигов. В дальнейшем это значение должно быть указано на упаковке материала.
Массы ИПС-Юшссын предназначены для сплавов, имеющих КТР 13,7-15,5×10 ° К` при 25-500Х. В зависимости от типа и состава сплава на прочность соединения наряд}` с другими параметрами обжига влияет время охлаждения.
Таблица 5
Ал1 оритм решения возможных проблем при работе с керамической массой Duceram Plus
При увеличении времени охлаждения керамика остывает медленнее, что приводит к росту значения КТР керамики. Многократный обжиг также увеличивает КТР керамики. Длительное охлаждение осуществляется в области 800—700*С после обжига. При этом следует иметь в виду, что чем выше КТР сплава тем длительнее должно быть время охлаждении протеза после каждого обжига (Виллер А.. 1997).
Снижение скорости нагрева до 50*С/мнн влияет на КТР керамики аналогично длительному охлаждению. При использовании печей с другими системами открытия (например, ли(|гг) используются другие правила обжига.
Возможные ошибки, их причины и способы устранения были систематизированы А. Виллером (табл. 4).
Рассмотрим наиболее часто встречающиеся ошибки при работе с керамической массой Duceram Plus и выясним, чем они вызваны (табл. 5).
Антон Анискевич,
исполнительный директор компании Анис-Дент,
специалист по системе керамик «Profi»
Мы все знаем, что на конечный результат изготовления металлокерамических коронок и мостов влияют сразу несколько факторов: печь, сплав, способы обработки каркаса, нанесение опакера, технология наслоения, температура обжига и пр. Однако, очень часто сложно понять истинную причину трещин, пузырей или сколов.
Для удобства зубных техников мы провели анализ различных проблем при работе на керамике и в удобном виде представили способы их устранения. Таблица, представленная ниже, будет хорошим помощником для техника в его каждодневном труде.
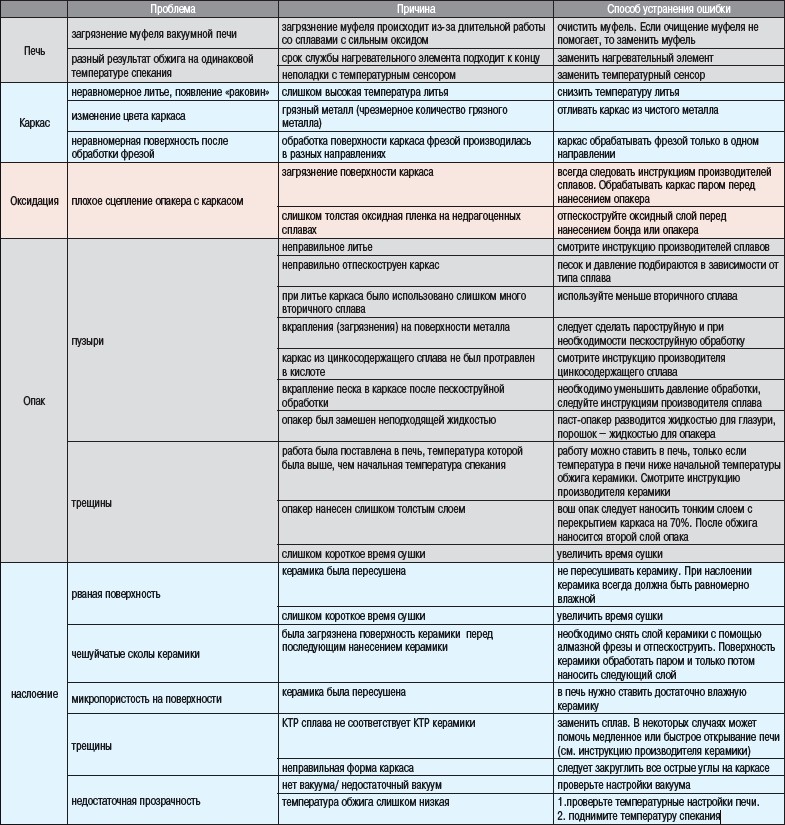
Отдельные вопросы, такие как калибровка печи, выбор правильной температуры спекания, нанесение и обжиг керамики были рассмотрены с иллюстрациями для лучшей наглядности и понимания:
1. Калибровка печи. Калибровка печи производится серебряной пробой. Очень важно калибровать свою печь не менее одного раза в полгода.
.jpg)
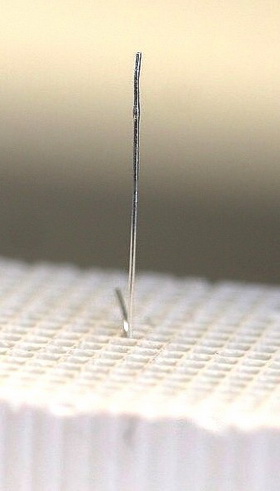
Рис. 1. Калибровка печи с помощью серебряной пробы
2. Выбор правильной температуры обжига керамики. При выборе нужной температуры обжига сперва руководствуйтесь инструкцией производителя керамики. Далее при необходимости температуру следует откорректировать исходя из полученных результатов.
Если Вы видите, что керамика получилась молочного цвета и поверхность неоднородна (Рис. 2, коронка номер 1), значит температура слишком низкая. Повышаем температуру на 10 градусов. Если коронка все еще мутная (Рис. 2, коронка номер 2), значит следует повысить температуру еще на 10 градусов. Керамика должна слегка блестеть как коронка под номером 3. Если углы оплыли или керамика стала слишком прозрачной – температура слишком высокая (Рис. 2, коронка номер 4 и 5).

Рис. 2. Внешний вид спеченной при разных температурах керамики
3. Нанесение и обжиг опака. При правильной температуре после первого обжига поверхность должна быть блестящей как на коронке по центру (Рис. 3).

Рис. 3. Поверхность опакера, спеченного при разных температурах
Примеры неправильного нанесения и обжига опака:

Рис. 4. Слишком высокая начальная температура спекания

Рис. 5. Слишком короткое время сушки

Рис. 6. Опакер был нанесен слишком толстым слоем
4. Проблемы при обжиге керамики. При обжиге керамики всегда следует помнить о совместимости КТР керамики и сплава, начальной температуре спекания, скорости набора температуры, вакууме, конечной температуре, времени сушки. Если мы поставим слишком короткое время сушки, то на поверхности керамики образуются сколы как на рис. 7.

Рис. 7. Слишком короткое время сушки
Если у печи есть проблема с вакуумом, то это обязательно отразится на прозрачности спеченной керамики (Рис. 8).

Рис. 8. Левый мост спекался при нормальном вакууме, правый при 50%
И очень частой причиной сколов и трещин является несовместимость КТР керамики и сплавов (Рис. 9).

Рис. 9. КТР сплава не соответствует КТР керамики
Для того, чтобы у техника не было проблем в работе с керамикой, необходимо следовать нескольким правилам: Во-первых, очень важно следить за состоянием своей печи. Загрязнение муфеля или сбой в работе вакуума может очень сильно отразиться на конечном результате работы. Также необходимо раз в полгода калибровать свою печь. Во-вторых, всегда нужно использовать сплавы, КТР которых подходят под КТР керамики. Старайтесь использовать меньше вторичного металла. В третьих, всегда смотрите инструкции производителей керамики и четко следуйте всем требованиям, которые там написаны. При этом конечная температура обжига может быть изменена в зависимости от получаемых результатов. Две печи разных производителей даже после калибровки могут иметь разную температуру внутри камеры (несмотря на то, что на экране будет показываться одинаковая температура). Правильной температурой спекания является не та, которая показана на экране печи, а та, при которой получается правильный результат. Соблюдая эти правила, а также используя таблицу, которая была представлена в данной статье, Вы будете меньше сталкиваться с какими-либо проблемами, связанными с работой на металлокерамике.
Статья предоставлена компанией «Анис-Дент»
1.
Министерство образования и науки Самарской области
ГБПОУ «Самарский медицинский колледж им. Н. Ляпиной»
Наиболее часто встречающиеся ошибки при
изготовлении металлокерамических протезов
Выполнил студент группы № 1351
Сашинский Сергей Борисович
Научный руководитель
Айдарова Юлия Викторовна
Самара 2016
2.
Актуальность
Металлокерамика сейчас самый популярный вид
несъемного зубного протезирования:
металлокерамика наиболее близка по своим
физико-механическим свойствам к эмали
естественных зубов.
Эти виды протезов сочетают в себе преимущества
высокой точности цельнолитых
металлокерамических конструкций с весьма
высоким эстетическим эффектом керамического
покрытия. Она сочетает в себе надежность,
долговечность и прекрасные эстетические качества
3.
Объект исследования: металлокерамические
протезы.
Предмет исследования: изготовление
металлокерамических протезов.
4.
Цель исследования: определение наиболее часто
встречающихся ошибок металлокерамического
протезирования.
Задачи исследования:
1. Изучить научную медицинскую и специальную литературу по
теме исследования и дать определение основным понятиям.
2. Изучить технологию изготовления металлокерамических
протезов и выявить преимущества металлокерамики.
3. Выявить основные принципы технологических приемов
изготовления металлокерамических протезов и наиболее часто
встречающиеся ошбики при изготовлении металлокерамики на
базе зуботехнической лаборатории ООО «ПрофМедЦентр».
4. Проанализировать полученные результаты и сделать выводы.
5.
Методы исследования:
1. Аналитический.
2. Статистический.
3. Графический.
4 Метод наблюдения.
Практическая значимость: определяется
обобщением опыта по изучаемой проблеме,
результаты исследования позволят лучше
освоить технику изготовления
металлокерамических протезов.
6.
Сейчас эпоха металлических коронок навсегда ушла в
прошлое. С развитием технологий появилась
возможность облицовывать металлический каркас
коронки керамикой или фарфором — так появилась
металлокерамика.
7.
Но даже металлокерамические коронки имеют
недостатки. Несмотря на их прекрасный внешний вид,
в эстетическом отношении многие стоматологи все же
отдают предпочтение коронкам из цельного фарфора.
Фарфоровая часть металлокерамических коронок может
ломаться и скалываться.
8.
Многообразие клинических методов реставрации
сколов керамического покрытия свидетельствует об
актуальности данной проблемы и о сложности ее
решения.
9.
Экспериментальная часть
работы проводилась на базе
практики ООО
«ПрофМедЦентр» расположена
по адресу ул. Революционная,
д. 126 в Железнодорожном
районе г. Самара.
10.
Практическая работа
Изготовление металлокерамических коронок.
Лабораторные этапы:
1.Изготовление рабочей и вспомогательной модели
челюстей.
11.
2. Распил модели на сигменты и
гравировка штампиков.
3.Составление гипсовых моделей
челюстей в положении
центральной окклюзии,
фиксация моделей в окклюдатор.
12.
4. Изготовление восковой репродукции
каркаса металлокерамического
протеза.
4.
5.
6.
7.
5. На восковой или пластмассовой
заготовке колпачка моделируется
литниковая система и по
общепринятой методике конструкция
заменяется на металл.
13.
6.Припасовка каркаса
металлокерамического протеза и
обработка.
7. Дегазация.
14.
8. Нанесение керамических
масс.
Нанесение бондинга
Обжиг.
Вакуумный обжиг проводят при
температуре в интервале,
указанном в инструкции для
каждой соответствующей массы.
Первый этап техники наслоения
— нанесение опакового слоя на
поверхность
15.
Моделирование анатомической формы коронки с
поэтапным нанесением слоев:
дентинной массы,
обжиг
эмалевой и дентинной массы
обжиг
транспарентной массы.
обжиг
16.
9. Глазурование керамического покрытия.
Глазурование направлено на придание керамическому
покрытию блеска, характерного для эмали естественных
зубов
17.
Протез медленно выводят из печи и охлаждают до
комнатной температуры. Металлическую часть, не
имеющую керамического покрытия, полируют
обычным механическим способом, удаляют окалину
внутри коронки и передают протез в клинику.
18.
Заключение
Появление в стоматологии металокерамических коронок привело
к настоящему эстетическому прорыву в протезировании зубов.
Наконец, множество пациентов получили возможность скрыть
от посторонних глаз разрушение своих зубов, установив на
место испорченных зубов красивые и
устойчивые..искусственные.
Врачи-стоматологи в большинстве случаев рекомендуют именно
металлокерамические коронки, а пациенты остаются довольны
как их эстетическими параметрами, так и качеством. Как и сам
материал, использованный для изготовления коронок. Сегодня
металлокерамические коронки являются наиболее удачным
компромиссом между эстетикой, надежностью и стоимостью.
Но к сожалению ошибок при изготовлении и установке
металлокерамических коронок может быть очень много они
могут привести к сколам керамики, микротрещинам,
потемнением, скалывание керамического покрытия у режущего
края не только в процессе изготовления, но и в начале их
использования.
19.
Поэтому очень важно соблюдать все этапы изготовления
металлокерамики необходимо внимательно изучать
все допущенные ошибки так как даже самые
незначительные могут привести к полной переделки
протеза. Серьезной ошибкой приводят в последствии
к самым разнообразным осложнениям слизистой
оболочки полости рта, и могут причинить большой
вред здоровью пациента. поэтому так важно изучать и
анализировать все возможные ошибки при
изготовлении металлокерамики.
20.
Спасибо за внимание!
Слайды и текст этой презентации
Слайд 1
Описание слайда:
Наиболее часто встречающиеся ошибки при изготовлении металлокерамических протезов
Выполнил студент группы № 1351
Сашинский Сергей Борисович
Научный руководитель
Айдарова Юлия Викторовна
Слайд 2
Описание слайда:
Актуальность
Металлокерамика сейчас самый популярный вид несъемного зубного протезирования: металлокерамика наиболее близка по своим физико-механическим свойствам к эмали естественных зубов.
Эти виды протезов сочетают в себе преимущества высокой точности цельнолитых металлокерамических конструкций с весьма высоким эстетическим эффектом керамического покрытия. Она сочетает в себе надежность, долговечность и прекрасные эстетические качества
Слайд 3
Описание слайда:
Объект исследования: металлокерамические протезы.
Объект исследования: металлокерамические протезы.
Предмет исследования: изготовление металлокерамических протезов.
Слайд 4
Описание слайда:
Цель исследования: определение наиболее часто встречающихся ошибок металлокерамического протезирования.
Задачи исследования:
1. Изучить научную медицинскую и специальную литературу по теме исследования и дать определение основным понятиям.
2. Изучить технологию изготовления металлокерамических протезов и выявить преимущества металлокерамики.
3. Выявить основные принципы технологических приемов изготовления металлокерамических протезов и наиболее часто встречающиеся ошбики при изготовлении металлокерамики на базе зуботехнической лаборатории ООО «ПрофМедЦентр».
4. Проанализировать полученные результаты и сделать выводы.
Цель исследования: определение наиболее часто встречающихся ошибок металлокерамического протезирования.
Задачи исследования:
1. Изучить научную медицинскую и специальную литературу по теме исследования и дать определение основным понятиям.
2. Изучить технологию изготовления металлокерамических протезов и выявить преимущества металлокерамики.
3. Выявить основные принципы технологических приемов изготовления металлокерамических протезов и наиболее часто встречающиеся ошбики при изготовлении металлокерамики на базе зуботехнической лаборатории ООО «ПрофМедЦентр».
4. Проанализировать полученные результаты и сделать выводы.
Слайд 5
Описание слайда:
Методы исследования:
1. Аналитический.
2. Статистический.
3. Графический.
4 Метод наблюдения.
Практическая значимость: определяется обобщением опыта по изучаемой проблеме, результаты исследования позволят лучше освоить технику изготовления металлокерамических протезов.
Методы исследования:
1. Аналитический.
2. Статистический.
3. Графический.
4 Метод наблюдения.
Практическая значимость: определяется обобщением опыта по изучаемой проблеме, результаты исследования позволят лучше освоить технику изготовления металлокерамических протезов.
Слайд 6
Описание слайда:
Сейчас эпоха металлических коронок навсегда ушла в прошлое. С развитием технологий появилась возможность облицовывать металлический каркас коронки керамикой или фарфором — так появилась металлокерамика.
Сейчас эпоха металлических коронок навсегда ушла в прошлое. С развитием технологий появилась возможность облицовывать металлический каркас коронки керамикой или фарфором — так появилась металлокерамика.
Слайд 7
Описание слайда:
Но даже металлокерамические коронки имеют недостатки. Несмотря на их прекрасный внешний вид, в эстетическом отношении многие стоматологи все же отдают предпочтение коронкам из цельного фарфора.
Но даже металлокерамические коронки имеют недостатки. Несмотря на их прекрасный внешний вид, в эстетическом отношении многие стоматологи все же отдают предпочтение коронкам из цельного фарфора.
Фарфоровая часть металлокерамических коронок может ломаться и скалываться.
Слайд 8
Описание слайда:
Многообразие клинических методов реставрации сколов керамического покрытия свидетельствует об актуальности данной проблемы и о сложности ее решения.
Многообразие клинических методов реставрации сколов керамического покрытия свидетельствует об актуальности данной проблемы и о сложности ее решения.
Слайд 9
Описание слайда:
Экспериментальная часть работы проводилась на базе практики ООО «ПрофМедЦентр» расположена по адресу ул. Революционная, д. 126 в Железнодорожном районе г. Самара.
Экспериментальная часть работы проводилась на базе практики ООО «ПрофМедЦентр» расположена по адресу ул. Революционная, д. 126 в Железнодорожном районе г. Самара.
Слайд 10
Описание слайда:
Практическая работа
Изготовление металлокерамических коронок.
Лабораторные этапы:
1.Изготовление рабочей и вспомогательной модели челюстей.
Слайд 11
Описание слайда:
2. Распил модели на сигменты и гравировка штампиков.
2. Распил модели на сигменты и гравировка штампиков.
3.Составление гипсовых моделей челюстей в положении центральной окклюзии,
фиксация моделей в окклюдатор.
Слайд 12
Описание слайда:
4. Изготовление восковой репродукции каркаса металлокерамического протеза.
4. Изготовление восковой репродукции каркаса металлокерамического протеза.
5. На восковой или пластмассовой заготовке колпачка моделируется литниковая система и по общепринятой методике конструкция заменяется на металл.
Слайд 13
Описание слайда:
6.Припасовка каркаса металлокерамического протеза и обработка.
6.Припасовка каркаса металлокерамического протеза и обработка.
7. Дегазация.
Слайд 14
Описание слайда:
8. Нанесение керамических масс.
8. Нанесение керамических масс.
Нанесение бондинга
Обжиг.
Вакуумный обжиг проводят при температуре в интервале, указанном в инструкции для каждой соответствующей массы.
Первый этап техники наслоения — нанесение опакового слоя на поверхность
Слайд 15
Описание слайда:
Моделирование анатомической формы коронки с поэтапным нанесением слоев:
Моделирование анатомической формы коронки с поэтапным нанесением слоев:
дентинной массы,
обжиг
эмалевой и дентинной массы
обжиг
транспарентной массы.
обжиг
Слайд 16
Описание слайда:
9. Глазурование керамического покрытия.
9. Глазурование керамического покрытия.
Глазурование направлено на придание керамическому покрытию блеска, характерного для эмали естественных зубов
Слайд 17
Описание слайда:
Протез медленно выводят из печи и охлаждают до комнатной температуры. Металлическую часть, не имеющую керамического покрытия, полируют обычным механическим способом, удаляют окалину внутри коронки и передают протез в клинику.
Протез медленно выводят из печи и охлаждают до комнатной температуры. Металлическую часть, не имеющую керамического покрытия, полируют обычным механическим способом, удаляют окалину внутри коронки и передают протез в клинику.
Слайд 18
Описание слайда:
Заключение
Появление в стоматологии металокерамических коронок привело к настоящему эстетическому прорыву в протезировании зубов. Наконец, множество пациентов получили возможность скрыть от посторонних глаз разрушение своих зубов, установив на место испорченных зубов красивые и устойчивые..искусственные.
Врачи-стоматологи в большинстве случаев рекомендуют именно металлокерамические коронки, а пациенты остаются довольны как их эстетическими параметрами, так и качеством. Как и сам материал, использованный для изготовления коронок. Сегодня металлокерамические коронки являются наиболее удачным компромиссом между эстетикой, надежностью и стоимостью. Но к сожалению ошибок при изготовлении и установке металлокерамических коронок может быть очень много они могут привести к сколам керамики, микротрещинам, потемнением, скалывание керамического покрытия у режущего края не только в процессе изготовления, но и в начале их использования.
Слайд 19
Описание слайда:
Поэтому очень важно соблюдать все этапы изготовления металлокерамики необходимо внимательно изучать все допущенные ошибки так как даже самые незначительные могут привести к полной переделки протеза. Серьезной ошибкой приводят в последствии к самым разнообразным осложнениям слизистой оболочки полости рта, и могут причинить большой вред здоровью пациента. поэтому так важно изучать и анализировать все возможные ошибки при изготовлении металлокерамики.
Поэтому очень важно соблюдать все этапы изготовления металлокерамики необходимо внимательно изучать все допущенные ошибки так как даже самые незначительные могут привести к полной переделки протеза. Серьезной ошибкой приводят в последствии к самым разнообразным осложнениям слизистой оболочки полости рта, и могут причинить большой вред здоровью пациента. поэтому так важно изучать и анализировать все возможные ошибки при изготовлении металлокерамики.
Слайд 20
Описание слайда:
Спасибо за внимание!