ТОВЛЕНИЯ
ПЛАСТМАССОВЫХ, ЦЕЛЬНОЛИТЫХ И ЦЕЛЬНОЛИТЫХ
С ОБЛИЦОВКОЙ
КОРОНОК. СПОСОБЫ ИХ УСТРАНЕНИЯ
Ошибки
и осложнения
Причина
Способы устранения
1.
Вскрытие полости
зуба
2.
Вторичный
кариес
3.
Расцемен-
тирование
коронки
4.
Скол покрытия
Травматическое
препарирование Травма
пульпы при невозможности клинически
правильно судить о топографии полости
пульпы в связи с аномалией
размеров, формы положения зуба в
зубном ряду и ранее проведенным
препарированием.
Неполное удаление
распада твердых тканей;
Применение
густого цемента и неполная
фиксация коронок. Оголение шейки
зуба;
Некачественно
изготовленные ко-
ронки
(широкие).
Несоблюдение
правил препарирования
или фиксации коронки
Препарирование
с образованием
чрезмерной конусности,
деформа
ция металлического
каркаса, отсут-
ствие
пришеечного упора
Предварительное
тщательное
изучение рентгенограммы
препарируемых зубов, эндодониче-ское
лечение по показателям.
Соблюдение пра-вил
препарирования.
ЭОД
препарируемых зубов.
Соблюдение
технологии замешивания.
Визуальный контроль
Изготовление
новой конструкции; перефиксация.
Создание
уступа, нанесение
перлов
5.
Раскол пластмассо-вой
коронки
Неправильное
препарирование режущего края
Создание
площадки в области
режущего края.
Ошибки при
получении
слепков
Некачественный
слепочный материал;
Плохое
проснятие пришеечной зоны
Неправильно
замешал слепочный
материал
Недостаточная
ретракция десны; Травматическое
препарировние.
Переснятие
оттиска качественным
материалом.
Переснять оттиск
Ошибки
и осложнения
Причина
Способы устранения
1.
Отслоение уточняющего
слоя
Основной
слой термомасса: недостаточное
высушивание первого слоя;
отсутствие ретенционных пунктов
для удержания эластической
массы
Эластичный
материал; неправильное
смешивание компонентов и неполная
полимеризация первого слоя; плохо
высушенная поверхность оттиска
мало места для уточняющего слоя.
Оттиск
первым слоем до препарирования.
Соблюдение
технологии переснять
оттиск.
Деформация
оттиска
При
первом термопластическом слое — его
хранение вблизи источника
тепла при эластичном оттиске неполная
полимеризация его слоев. Плохая
ретенция первого слоя к от-тискной
ложке.
Соблюдение
технологии
Искажение
рельефа
на модели
Ошибки
при изготовлении
коронки: широкая
коронка
Заполнение
оттиска очень жидким супергипсом
— усадка. Густой супергипс — образование
пустот,
раковин, сдавливает эластический
слой; применение амальгамы в
качестве моделировочного материала;
Наличие воздушных
пор между слоями оттиска.
Избыточное
нанесение компенсационного
лака; моделирование колпачка каркаса
с использованием адапты без уточнения
пришеечной части воском, отслоение
пришееч-ного
воска при снятии с модели; наличие
поднутрений из-за некачественного
препарирования; деформация
оттиска или модели.
Соблюдение
технологии
не применять
Визуальный
контроль
после
выведения из по-
лости
рта оттиска.
Соблюдение
технологии.
Соблюдение
правил моделировки.
Переделка коронки
Допрепарирование
Переснятие
оттиска, отливка
новой модели.
узкая
коронка
Тонкий
слой компенсационного лака;
моделировка без лака; усадка слепка,
модели гравировка модели.
Соблюдение
технологии переснятие
оттиска, отливка
новой модели. Соблюдение
технологии
Ошибки
и осложнения
Причина
Способы устранения
Сколы,
трещины,
пустоты
раковины.
Гингивит,
эрозия твердых тканей зуба, частые
расцементи-рования,
неприятный
запах
изо рта при протезировании
пластмассовыми
коронками
Ошибки
при нанесении конденсации, рифлении,
высушивании или спекании
керамической массы; несоблюдение
режимов полимеризации
пластмассы;
Напряжение
в каркасе, тонкий кар
кас, перегрев
металла в готовом
протезе,
быстрое охлаждение после
полимеризации
процесса,
невыверенные
окклюзионные контакты
Пластмасса
акриловой группы набухает в среде
полости рта, микропроницаема
из-за микропористости.
Недостаточно
отмоделирован экватор,
контактные пункты коронок
Соблюдение
технологии изготовления, моделировка
каркаса, коронку без
острых углов, тонких краев, рытвин, пор,
углублений.
Пескоструйная обработка
металлического
каркаса.
Обезжиривание
поверхности перед нанесением
облицовки
материала.
Соблюдение
технологии изготовления
Выверение
окклюзион-
ных контактов в полости
рта.
Замена конструкции
Замена конструкции
Ущемление
десневого
сосочка
и травма
краевого
паро-донта
Травматический
периодонтит
Утолщен край
коронки.
Не
убраны излишки фиксирующего
материала
после фиксации в полос-
ти
рта.
Завышение
окклюзионных контактов
Истончить край
коронки
Визуальный контроль
Устранение
завышения, лечение по показаниям.
Ошибки
и осложнения
Причина
Способы устранения
Деформированная
коронка
Недоливы,
пустоты,
раковины,
наплывы
на коронках
Выявляемые
ошибки при припасовке
и фиксации
Несоответствие
цвета
Несоответствие
формы окклюзион-ной
поверхности
Установка
литниковой системы на
снятой
с модели восковой компози
ции;
поднутрения, недостаточная
конусность
опорных зубов
Тонкая моделировка
каркаса коронок
Недостаточное
обезжиривание восковой
композиции перед формовкой;
тонкий
слой обмазки и острые участки
в формовочной массе;
Неправильное
расположение штифтов
Слишком
быстрый подъем температуры до 250°С
при прогреве муфеля. Недостаточно
прогретый или успевший
остыть муфель. Недостаточное
распределения металлического сплава
или его перегрев.
Недостаточный
момент вращения
литьевой
центрифуги.
Подбор
эталонов расцветки при искусственном
освещении; сравнение цвета
неувлажненного эталона с цветом
увлажненного естественного зуба;
Тонкий
слой облицовочного мате
риала;
неправильно нанесен грунто
вый
слой; загрязнение материала
в
зуботехнической
лаборатории.
Неправильное
моделирование; неправильная загипсовка
в окклюда-тор
Соблюдение
технологи литья и препарировния
Контроль
толщино-
метром.
Толщина должна
быть
0,3-0,4 мм с учетом
на
обработку 0,5 мм.
Соблюдение
технологии
Индивидуальный
питатель
на каждую единицу 0
2,5 мм создание отводящих
каналов.
Соблюдение
технологи-, ческого
литья
Соблюдение
чистоты, проветривание
колекаты.
Ошибки
и осложнения
Причина
Способы устранения
7.
Вторичный
кариес
8. Расцемен-
тирование
коронки
9.
Скол покрытия
Ю.Раскол
пластмассо-вой
коронки
Неполное
удаление распада твердых тканей;
Применение
густого цемента и неполная
фиксация коронок. Оголение шейки зуба;
Некачественно
изготовленные ко-
ронки
(широкие).
Несоблюдение
правил препарирования
или фиксации коронки
Препарирование
с образованием
чрезмерной конусности,
деформа
ция
металлического каркаса, отсут-
ствие
пришеечного упора
Неправильное
препарирование режущего
края
ЭОД
препарируемых зубов.
Соблюдение
технологии замешивания.
Визуальный
контроль
Изготовление
новой конструкции;
перефиксация.
Создание
уступа, нанесение
перлов
Создание
площадки в области
режущего края.
Ошибки при
получении
слепков
Некачественный
слепочный материал;
Плохое
проснятие пришеечной зоны
Неправильно
замешал слепочный
материал
Недостаточная
ретракция десны; Травматическое
препарировние.
Переснятие
оттиска качественным
материалом.
Переснять оттиск
2.
Отслоение уточняющего
слоя
Основной
слой термомасса: недостаточное
высушивание первого слоя;
отсутствие ретенционных пунктов
для удержания эластической массы
Эластичный
материал; неправильное
смешивание компонентов и неполная
полимеризация первого слоя; плохо
высушенная поверхность оттиска мало
места для уточняющего слоя.
Оттиск
первым слоем до препарирования.
Соблюдение
технологии переснять
оттиск.
Деформация
оттиска
При
первом термопластическом слое — его
хранение вблизи источника
тепла при эластичном оттиске неполная
полимеризация его слоев. Плохая
ретенция первого слоя к от-тискной
ложке.
Соблюдение
технологии
|
Этап |
Материалы, |
Средства |
|
Подбор цвета |
Стандартная |
Визуальный |
|
Дезинфекция |
Спирт, Эфир |
|
|
Припасовка |
Копировальная |
Визуальный |
|
Стогмальгин, |
||
|
Обезжиривание |
Спирт, Эфир |
|
|
Фиксация |
Фиксирующий |
Излишки |
Возможные ошибки
врача и техника на этапах изготовления
пластмассовых, цельнолитых и цельнолитых
с облицовкой коронок.
|
Ошибки |
Причина |
Способы устранения |
|
6.
Травматическое
Предварительное |
Слишком
Недостаточный
Подбор Тонкий |
Соблюдение |
|
Выявляемые Несоответствие |
Соблюдение |
|
|
Сколы, |
Ошибки Напряжение |
Соблюдение
Обезжиривание
Соблюдение Выверение |
|
Искажение
Ошибки |
Заполнение
Наличие Избыточное |
Соблюдение не применять
Визуальный
Соблюдение
Соблюдение Допрепарирование |
|
узкая |
Тонкий |
Соблюдение |
|
Деформированная |
Установка |
Тонкая
Соблюдение Контроль |
|
Недоливы, |
Недостаточное
тонкий Неправильное |
Соблюдение Индивидуальный |
|
Гингивит, |
Пластмасса Недостаточно |
Замена конструкции |
|
Ущемление
Травматический |
Утолщен край
Не Завышение |
Истончить край
Визуальный Устранение |
Тестовый
контроль по
теме: «Восстановление разрушенных
зубов искусственными коронками».
1. Перечислите
методы ретракции десны:
а) хирургический;
б) коагуляционный;
в) механический;
г) механохимический;
д) комбинированный.
2. Сколько
времени выдерживают ретракционную нить
в десневом желобке:
а) 1-2
часа;
б) 15-20
мин.;
в) 30мин.-1час.
3. С
помощью методики отдельногр
прокладывания двойной нити
избегают
двойного
прокладывания:
а) медиальной
и дистальной десневой борозды;
б) вестибулярной
десневой борозды;
в) оральной
десневой борозд.
4.
При снятии двойного уточненного оттиска
с помощью двухслойной двухэтапнои
методики:
а) нити
из десневого желобка убирают до снятия
оттиска зубного ряда ориентировочным
(первым) слоем силиконовой массы;
б) нити
удаляют после снятия оттиска зубного
ряда первым слоем силиконовой массы;
в) нити
вообще не убирают, а вместе с ними
получают двойной уточненный оттиск,
после чего из оттиска нити удаляют.
5. Растворы,
применяемые для пропитывания нитей:
а) хлорида
алюминия, хлорида железа, сульфата
алюминия, адреналина;
б) хлорида
алюминия, нитрата серебра, сульфата
алюминия, адреналина;
в) сульфата
калия, сульфата алюминия, ртути,
адреналина.
6. По
функции коронки делятся:
а) опорные;
б) экваторные;
в) восстанавливающие;
г) фиксирующие.
7. По
конструкции коронки делятся:
а) коронки
с культей;
б) фиксирующие;
в) металлические;
г)
экваторные коронки; д)полукоронки.
8. Показания к
применению искусственных коронок
являются:
а) зубы
с пораженной пульпой, а также наличие
хронических воспалительных процессов;
б) для
фиксации съемных протезов;
в) при
аномалиях формы зубов;
г) при
подвижности 3
стелен;
д) при
поражении зуба кариозным процессом,
его травма, при которых восстановить
форму зуба не удается пломбированием
или протезирование вкладкой.
9. При
каком ИРОПЗ показано применение
искусственных коронок:
а) 0,1;
б) 0,3;
в) 0,6;
г) 0,7;
д) 0,8.
10. Перечислите
основные этапы препарирования зубов и
создание зазора между препарированными
зубами и антагонистами:
а) укорочение
коронки зуба и создание зазора между
зубами и антагонистами;
б) препарирование
вестибулярной поверхности;
в) сепарация
контактных поверхностей от соседних
зубов;
г) создание
предварительного уступа и сошлифовывание
оральной поверхности зубов;
д) закругление
углов, окончательное формирование
уступа.
11
.Перечислите ошибки, относящиеся к
группе ошибок допущенных врачом-стоматологом:
а) неправильно
отпрепарировал зуб под пластмассовую
коронку без уступа);
б) отлитая
модель из гипса имеет много больших
пор;
в) не
учел соотношения катализатора и
основной массы при замешивании
оттискного
материала;
г) поранил
десну пациенту;
д) при
изготовлении временной коронки прямым
методом использовал акриловую пластмассу.
Правильные
ответы:
1.А,В,Г,Д.
2.
Б. З.Б.
-
Б.
-
А.
-
В, Г.
-
А,
Г,
Д.8
.Б, В,
Д.
9. Е.
10. В,
А, Г, Б, Д.
И.А,В,Г,Д
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
09.02.201622.83 Mб42Орт Ортопедическая Стоматология Е.И.Гаврилов.pdf
- #
- #
- #
- #
- #
- #
Вкладки относятся к микропротезам и применяются для восстановления нарушенной формы и функции коронковой части зуба, а также в качестве опоры для промежуточной части мостовидного протеза и шинирующих приспособлений при пародонтозе. Для правильного выбора конструкции вкладки необходимо учитывать: топографию, форму, величину дефекта, анатомотопографическое соотношение тканей зуба, вид прикуса, направление действующих сил давления на вкладку, наклон зуба, данные рентгенологического исследования, витальность зуба.
Для определения топографического признака дефекта твердых тканей зуба широко используется классификация Блэка. С точки зрения формирования ретеицион- ных пунктов заслуживает внимания классификация В. С. Куриленко.
При препарировании зубов необходимо знать так называемые зоны безопасности (по Аболмасову). У резцов— по режущему краю, на оральной и апрокоималь- ных поверхностях коронки и шейки; у клыков — на оральной и апроксимальных поверхностях, в области экватора; у премоляров — середина жевательной, апро- ксимальные поверхности; у моляров — центральная часть жевательной поверхности, пространства между буграми, контактные стороны шейки, концы фиссур.
Наилучшие условия для изготовления вкладок — при ортогнатическом прикусе. Вертикальные и горизонтальные силы благоприятно влияют на вкладку и функциональную поверхность зуба, если сила встречает на пути только перпендикулярные и параллельные стенки полости по отношению к жевательной поверхности.
В. Ю. Курляндский (1963) приводит описание поворота и отклонения зуба в результате неправильного изготовления вкладки, когда перемещение произошло по направлению наклонной плоскости.
По определению Блэка, подготовка полости для вкладки включает следующие этапы: определение границ полости, выбор способа ретенции, препарирование полости подходящей формы, создание гладкой стенки
эмали. Требования к полости: вкладка при жевании не должна смещаться, стенки полости параллельны (или слегка расходящиеся), гладко эмалевые края, при необходимости — наличие дополнительных полостей, достаточная удаленность дна полости от пульповой камеры.
На клиническом этапе подготовки полости для вкладки при несоблюдении известных правил препаровки допускаются следующие ошибки: отсутствие параллельности стенок, сужение входа, в полость, недостаточные и (или) нерациональные ретенционные пункты, оставление в полости некротического дентина, близкое расположение дна полости к пульповой камере (вплоть до вскрытия последней). Допущенные ошибки вызывают ряд осложнений: деформацию восковой модели и последующую неточную отливку вкладки, это приводит к быстрой ее расцементировке, вторичному кариесу, от- лому стенок. При препарировании глубокой полости возможен ожог пульпы и ее дальнейшее воспаление. Это же возникает и в результате перехода термических воздействий через вкладку на близлежащий участок пульпы.
При моделировании вкладки воском наиболее частые ошибки: восковая модель не извлекается из полости,»4 воск при моделировании не удерживается в полости, на поверхности восковой модели — воздушные поры, недостаточно прогретый штифт отделяется от восковой модели.
Ошибки и осложнения при применении полукоронок и одиночных коронок. Металлические штампованные коронки должны: 1) восстанавливать анатомическую
форму зуба; 2) плотно охватывать шейку зуба по всей окружности ее; 3) заходить под десневой край не глубже чем на 0,6 мм; 4) быть в плотном контакте с антагонистами и соседними зубами; 5) не повышать прикус; 6) не выстоять в щечную сторону, не западать в язычную.
Коронки могут отвечать этим качествам при правильном и последовательном выполнении всех клинических и лабораторных этапов изготовления.
В процессе препарирования зубов под коронки могут быть допущены следующие ошибки, которые приводят к серьезным осложнениям: 1) недостаточно тща
тельно отпрепарированы все поверхности зуба (отсутствует параллельность стенок); 2) термический ожог пульпы при чрезмерном снятии ткани зуба; 3) прида
ние зубу формы, затрудняющей фиксацию коронки (не удален экватор зуба).
Во избежание этих ошибок следует помнить, что необходимо снимать твердые ткани зуба на толщину будущей коронки — 0,2—0,3 мм. После препаровки зуб должен иметь форму цилиндра с одинаковым диаметром у шейки и на всем протяжении коронки. Чтобы избежать термического повреждения пульпы, необходимо препаровку производить прерывисто, с периодическим охлаждением водой; без нажима абразивным инструментом.
В процессе препарирования зубов возможны* травмирование слизистой оболочки десны, губы, щеки, языка, неба. В целях защиты последних используют зубоврачебные зеркала, наконечники с защитной кареткой, шпателя, прибегают к помощи ассистента (медсестры).
Врачебные ошибки возможны во время снятия оттисков. Сюда относятся получение частичных оттисков даже при изготовлении одиночной коронки. При этом невозможно создание высококачественной коронки, так как гипсовые модели не могут быть сопоставлены и фиксированны с помощью окклюдатора в центральной окклюзии. Неполноценными являются оттиски с расплывчатым, нечетким отображением шейки зуба, с минимальным использованием гипса. К осложнениям можно отнести аспирацию частей гипсового оттиска в дыхательные пути во время выведения его из полости рта.
Наиболее частой технической ошибкой при изготовлении коронок является моделирование высоких бугров на жевательной поверхности моляров и премоляров у пациентов пожилого возраста. Ориентиром в данном случае должны служить одноименные зубы противоположной стороны челюсти. Штамповку коронки следует производить тщательно и аккуратно, обязательно используя для этого два металлических штампа. Самый ответственный клинический этап — припасовка коронки на зубе. Необходимо обратить внимание на форму коронки, плотность прилегания к шейке, степень введения в десневой карман, состояние прикуса, контакт с антагонистами и рядом стоящими зубами. Недопустимо погружение края коронки под десну более чем на 0,2—
0,
3 мм, так как это приводит к травме циркулярной связки зуба, вызывает воспаление маргинального пародонта. После устранения выявленных недостатков коронку надо тщательно шлифовать и полировать.
Завершающий этап изготовления коронки — укрепление ее на зубе висфат(фосфат) -цементом. Наиболее распространенные ошибки: недостаточное обезжиривание и высушивание поверхностей зуба и внутренней поверхности коронки; несоблюдение точных пропорций порошка цемента и жидкости; придание коронке неправильного положения на зубе, не уточнив, где щечная, где язычная ее поверхность.
При изготовлении штампованных коронок с пластмассовой облицовкой через 1—2 года изменяется цвет пластмассы, просвечивается металлический каркас, коронка меняет первоначальную форму, вызывает воспаление прилежащего участка десны, появление «траурной» (черной) каймы вокруг пластмассы, запах.
При протезировании цельнолитыми металлическими коронками клинические требования те же, что и к штампованным, но существует ряд особенностей при препаровке опорного зуба.
1.
Препарированный зуб должен иметь форму усеченного конуса.
2.
Сформировать соответствующим режущим инструментом (диски, камни, торцевой бор и т. д.) уступ в пришеечной части зуба глубиной до 0,3 мм.
3.
Добиться создания промежутка между зубами- антагонистами до 0,4 мм по жевательной их поверхности (корундовым либо алмазным камнем).
Выполняя все перечисленное выше, следует помнить, что опорный зуб должен быть девитализирован, иначе препаровка его более травматична. При препаровке зуба возможен ожог пульпы или вскрытие рога пульповой камеры, если зуб не был девитализирован.
При формировании пришеечного уступа возможно травмирование слизистой оболочки, окружающей опорный зуб, что чревато осложнениями (воспаление слизистой оболочки, присоединение инфекции, входные ворота для вторичного инфицирования).
Ошибкой врача будет недостаточная защита слизистой оболочки при препаровке зуба под коронку — необходимо отвести край слизистой оболочки лигатурой; во избежание кровоточивости и болезненности манипуляции слизистую оболочку вокруг зуба обрабатывают раствором адреналина гидрохлорида.
Частыми ошибками при протезировании литыми коронками являются «щадящая» препаровка жевательной поверхности опорного зуба, малый зазор между антагонистами, в результате окажется повышенный прмкус
на этом зубе за счет толщины коронки, впоследствии — травматический периодонтит.
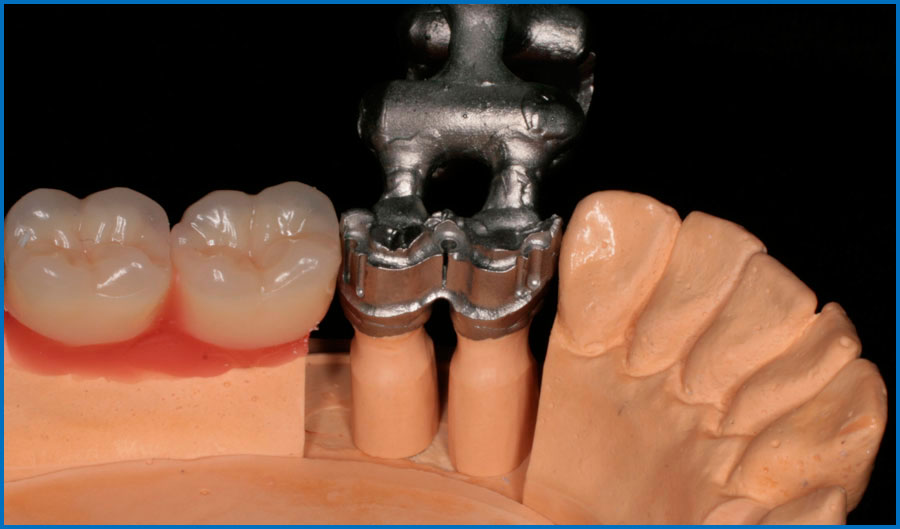
Ошибкой при техническом исполнении цельнолитых коронок является неточное литье (наплывы металла во внутрь коронки, утолщение апроксимальных поверхностей ее, не учтен процент усадки материала). В результате этого затрудняется припасовка и сдача коронки.
Цельнолитая коронка должна быть как можно тоньше, иначе когда необходимо будет ее снять, эта процедура будет очень тяжелой как для врача, так и для пациента.
Сдача коронки завершается цементировкой ее (фиксацией); висфат (фосфат)-цемент сметанообразной консистенции вносится в отполированную коронку, смазывают им ее внутренние края на 1/3; размещают на зубе, плотно прижав и прикусив ватный валик. Цемент затвердевает в течение 5—7 мин.
Возможные ошибки при этом: коронка не дошла до уступа либо между десневым краем и краем коронки образовался зазор, что повлечет за собой скопление в нем пищи и постепенную расцементировку коронки. Частой ошибкой при сдаче коронки является втягивание волокон ваты из ватного валика в коронку вместе с цементом, в результате по волокну, как по фитилю, под коронку попадает слюна и происходит расцементи- ровка.
Воспаление прилежащего участка десны. Клинические, исследования В. И. Копейкина (1984) показали,что применение пластмассы акриловой группы для изготовления протезов следует ограничить, особенно у лиц в возрасте до 16—18 лет, так как эти конструкции вызывают много осложнений (гингивит, эрозию слизистой оболочки, расцементировку, неприятный запах изо рта). В связи с необходимостью сошлифовки значительного слоя твердых тканей зуба коронки с облицовкой нельзя накладывать на зуб с живой пульпой.
Ошибки и осложнения при применении фарфоровых коронок. Фарфоровые коронки имеют ряд преимуществ перед пластмассовыми: не изменяют цвет с течением времени, не стираются, не вызывают воспаление десны, не набухают во влажной среде полости рта. Фарфор обладает химической стойкостью, слабой теплопроводностью, имеет высокие эстетические достоинства. Возможен точный подбор цвета.
Однако (фарфоровые коронки должны применяться
по показаниям со строгим соблюдением всех правил клинико-лабораторных этапов. В противном случае возникают различные осложнения: термический ожог пульпы, ее асептическое воспаление, изменение в верхушечном периодонте, поломка фарфоровой коронки, искажение цвета.
Противопоказания к изготовлению коронки:
1)
зубы с живой пульпой у лиц до 16 лет;
2)
глубокий прикус (глубокое перекрытие);
3)
патологическая стираемость зубов с тенденцией к снижению прикуса;
4)
болезни пародонта, сопровождающиеся значительной подвижностью зубов.
В процессе препарирования зубов и изготовления фарфоровых коронок любая, даже самая незначительная неточность может явиться причиной дальнейших осложнений и вызвать необходимость повторного изготовления протеза. Наиболее распространенные ошибки встречаются на этапе препаровки зуба.
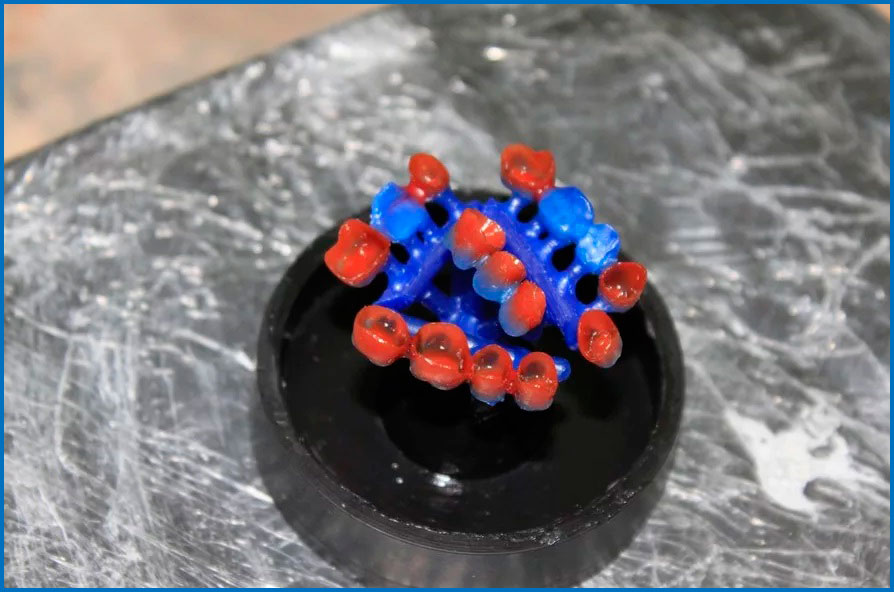
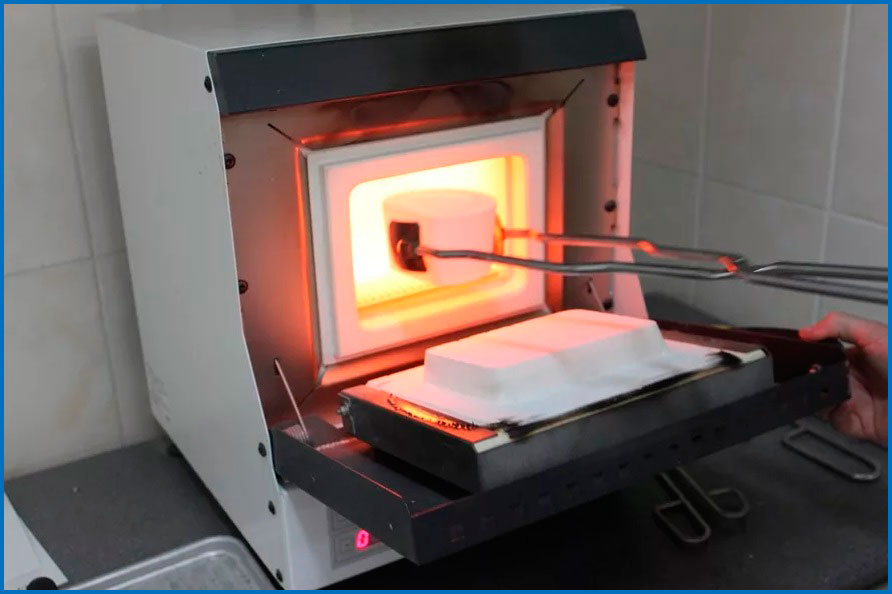
При изготовлении фарфоровой коронки производят сошлифовку твердых тканей зуба на 1—1,5 мм, так как фарфоровая коронка гораздо толще металлической. Особенность препаровки — создание циркулярного уступа в пришеечной области (подцесневого или на уровне с десной). Для соблюдения всех требований следует пользоваться алмазными инструментами. В процессе создания уступа возможно травмирование краевого пародонта, создание уступа большей или меньшей ширины. Зубу следует придавать форму усеченного конуса, так как это способствует лучшей механической фиксации коронки. При получении оттисков с отпрепарированных зубов следует пользоваться материалами, не дающими усадки и точно отображающими шейку зуба и уступ. Для этого изготавливают двойной оттиск. При этом наиболее частая ошибка — использование под базисный оттиск материала, который расширяется после повторного отснятия оттиска корригирующей массой. Чтобы этого не произошло, используют гипс, накрытый марлей, черную гуттаперчу и другие материалы. В качестве корригирующей массы используют сиэласт, тио- дент, ксантопрен. В лаборатории изготовляется разборная (комбинированная) модель, а затем — платиновые колпачки (толщиной — 0,025 мм), на которые послойно наносится фарфоровая масса и производится обжиг в вакуумной печи с микропроцессорным управлением при
определенном режиме. После охлаждения коронку с платиновой матрицей надевают на модель обточенного 8уба\ матрица должна плотно прилегать к уступу. При наличии в коронке трещин на данном этапе или при неплотном прилегании к уступу их заполняют фарфоровой массой м производят повторный обжиг. Если указанные дефекты останутся незамеченными, то трещины приведут к поломке коронки, а неплотное прилегание в области уступа — к постоянному попаданию слюны и пищи, воспалительным явлением, быстрой расцементи- ровке протеза.
Перед последним обжигом (или глазурованием) врач делает контрольную припасовку коронки в полости рта, производит ее последнюю коррекцию (только алмазными инструментами). Малейшее повышение прикуса приведет в дальнейшем к функциональной перегрузке, повышенной стираемости зуба, травмированию периодонта, расшатыванию зубов-антагонистов.
В процессе глазурования следует соблюдать предельную чистоту, так как загрязнение коронки приводит к изменению ее цвета. Фиксировать коронку следует висфат-цементом или композитными материалами, предварительно хорошо обезжирив и высушив поверхность зуба.
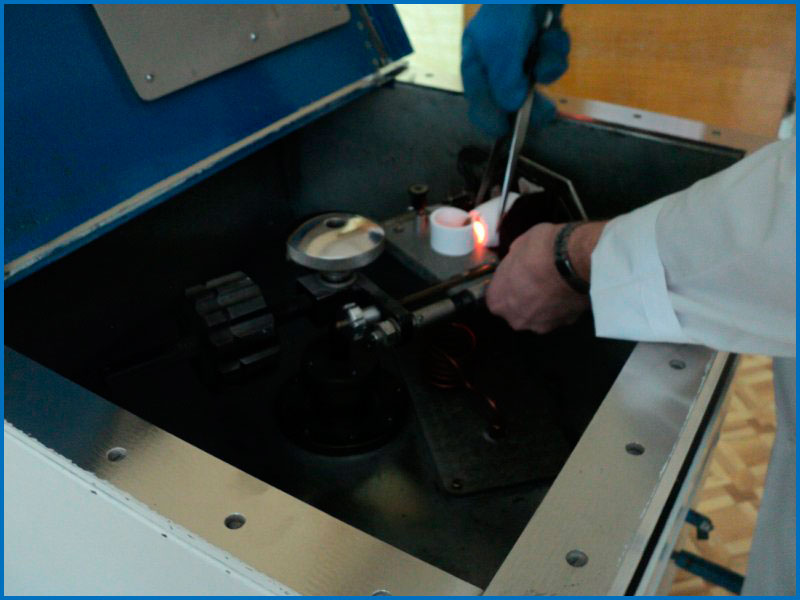
Литье конструкций из металла является сложным
технологическим процессом, при запуске которого материал подвергается различным
воздействиям:
— термическое;
— химическое;
— механическое.
Каждый из аспектов меняется с течением времени, они влияют и
друг на друга. В результате сырье трансформируется структурно, претерпевают
изменения физико-механические параметры. Все аспекты сложно учитывать, но
возможно, тем более с ростом опыта специалиста. Предлагаем ознакомиться с
происходящими метаморфозами и способами избежать дефектов в готовом изделии.

Общие особенности
Имеется прямая зависимость происходящих изменений с
выбранным материалом.
Техники работают с различными сплавами:
- полу- и драгоценными, на основе золота, серебра, палладия;
- нержавеющей сталью;
- кобальт-хромом и прочими.
В каждом конкретном случае меняется поведение вещества,
техпроцесс. Конкретный же выбор зависит от особенностей пациента и клинического
случая.

На поведение металла влияют его физические, механические,
химические и технологические параметры.
Кристаллизация и связанные недостатки
Структура сплава формируется при кристаллизации, то есть
переходе из жидкого состояния в твердое. Образуется кристаллическая решетка,
параллельно заполняется литьевая форма.
На данном этапе может проявиться ряд
дефектов:
— раковины;
— напряжения внутренней структуры;
— крупные зерна сплава.

Способствует подобным процессам усадка, которая происходит
при литье. Деформироваться может как сама форма, так и изделие, претерпевая
естественные изменения. Например, при остывании сплав сжимается, если остывание
происходит неравномерно, то внешние слои начинают давить на более жидкие
внутренние. Внутренние в свою очередь стремятся разорвать внешнюю оболочку,
появляются напряжения. Они повышают хрупкость изделия, могут привести к
появлению трещин и даже поломок уже на этапе литья.
Из-за появления уязвимых зон, снижается коррозийная
стойкость конструкции.
Неравномерное остывание может способствовать ликвации, когда
разные участки деталей приобретают разную структуру, а значит химические и
физико-механические характеристики.
Выделяют несколько видов ликвации:
- зональная;
- внутрикристаллическая;
- по удельному весу.
Способы борьбы
Бороться с усадкой необходимо для получения качественного
литья, причем, работать необходимо, как с металлическими композициями, так и
восковыми. Для этих целей служат практически все промежуточные этапы
техпроцесса, разработанные нормативы и материалы. Компенсировать деформации позволяет
подбор формовочных масс, обладающих компенсационными свойствами, строгое
соблюдение техники построения литника, а так же требований к плавлению сплавов.

Чтобы исключить отклонения восковой композиции, применяют
карпатский, мотанный воск, а так же другие варианты с аналогичными
характеристиками. Так же необходимо проводить моделирование с разогретым до
пластичного состояния веществом, а не с полностью расплавленным.
В зависимости от типа материала, усадка меняется:
— моделировочный воск для мостов при твердении садится до
0,1%;
— для вкладок – 0,65%.
При моделировании наслаиванием расплавленного вещества
необходимо наслоить избыточный слой. Далее выжидают необходимый промежуток
времени до полного застывания и удаляют избыток.
Усадка металла компенсируется за счет специальных масс, из
которых изготавливается литьевая форма.

Такие вещества обладают двойным коэффициентом расширения:
- при затвердевании 0,8-1%;
- при нагревании – 0,6-0,7.
За счет этого уравновешиваются перепады изменения объема,
чем меньше оказывается разница в итоге, тем качественнее готовое изделие.
Раковины, зернистость, полости
Проявление дефектов в готовом изделии нивелируется
несколькими способами, которые связаны с самим сплавом:
— вводятся добавки в расплав, которые формируют
мелкозернистую структуру;
— строго соблюдается температурный режим при
расплавлении/охлаждении изделия;
— за пределами отливки формируются расширения на местах
соединения литниковых каналов. Это позволяет создать запас металла, компенсирующий
сжатие.

Последний аспект работает за счет того, что твердение
начинается на периферии, где металл касается стенок формы. Образуется корка,
притягивающая еще не успевшие остыть частицы, в центре заготовки образуется
разрежение, способствующее появлению полостей. Депо позволяют увеличить запас
металла, который поступает в данные полости и восстанавливает монолитную
структуру.
Раковины
Появления раковин напрямую связано с параметрами:
- диаметр литника;
- начальная температура, при которой осуществлялась заливка;
- подготовка депо для расплава;
- интенсивность остывания.
Если охлаждение будет значительно замедлено, то можно
исключить появление микроскопических пор в районе внешнего слоя. При этом они
будут равномерно распределены во внутреннем объеме. Такая однородности позволит
получить изделие с одинаковыми характеристиками на всей протяженности детали.

Компенсировать усадочные деформации можно за счет увеличения
диаметра литниковых каналов. Необходимо максимально близко к основе размещать
депо. Заполнение должно происходить полностью расплавленным металлом, но без
его перегрева.
Важно поддерживать и сами формы в разогретом состоянии,
иначе перепад температур будет слишком резким и внешние слои металла начнут
быстро охлаждаться. В результате начинают появляться напряжения структуры.
Технологически литье в холодную форму недопустимо!
Значительную долю успеха гарантирует грамотный подбор
материалов для всех этапов производства.
Факторы
Ожидаемо, что качество протезов из металла техник может
гарантировать только по прошествии определенного времени. Ряд факторов зависит
от квалификации специалиста и его уровня подготовки. Специализированного
обучения профессии нет, как такового, потому литейщики обучаются
самостоятельно, либо посещают курсы. Последний вариант не всегда дает высокие
результаты, так как часто преподаватели и сами не обладают необходимыми
знаниями (например, прошли только краткосрочные курсы).
При таких условиях не исключены ошибки. Значительное
улучшение качества литья техники демонстрируют минимум через пару лет работы в
сфере. Разумеется, при этом необходимо регулярно осваивать именно выпуск литых
компонентов. Собственно, этот аспект характерен и для прочих вариантов конструкций, даже если это высокоточные методики, например, при которых используется циркониевые диски.
Важно наличие современного оборудования. Например, чтобы
строго поддерживать оптимальные температурные режимы, необходима точная электроника,
устройства с минимальными погрешностями настроек.
Не менее важную роль играют паковочные материалы, так как
каждый из представленных на рынке вариантов компенсирует усадку с различной
интенсивностью. Так же подбирается сырье под конкретные сплавы и металлы.
Распространены два типа:
— фосфатные;
— силикатные, в состав которых вводится кремнийсодержащий
компонент.

Гипс, напротив, наименее востребован. Это вызвано тем, что
при работе с современными высокотемпературными материалами, форма разрушается.
Высоким спросом пользуются немецкие и бельгийские марки. В
сравнении с российскими они демонстрируют лучшие результаты.
Если сравнивать процентное соотношение дефектов, то чаще всего встречается 4:
- поры;
- усадка;
- недолив материала;
- шлаки.
Если в лаборатории используются современные производственные
системы, то качество значительно возрастает.

Оснащенность обладает
преимуществами:
— характеристики сплавов не меняются на всех этапах выпуска
изделий;
— отливки стабильны, что дает предсказуемый результат и
контроль;
— пневматические устройства позволяют прессовать сплав после
заполнения формы;
— расход металла сокращается вплоть до 40%, потому можно
повысить качество конструкций, используя лучшее сырье;
— кристаллическая решетка не претерпевает деструктивных
изменений;
— не происходит перегрева металла.

При работе с дешевыми сплавами повышается риск возникновения
электрохимических реакций в полости рта пациента. Борется с такой проблемой
вакуумная среда и качественные сплавы, которые нужно экономно расходовать из-за
дороговизны.
Нарушение режимов полимеризации приводит к возникновению дефектов готовых изделий (пузырьки, пористость, разводы, участки с повышенным внутренним напряжением и др.).
1. Газовая пористость — за счет закипания перекиси бензоила возникает при нарушении режима полимеризации, например, при опускании кюветы с пластмассовым тестом в гипсовой форме в кипящую воду. Газовые поры образуются в толще протеза. Протез подлежит переделке.
2. Гранулярная пористость (мраморность) вследствие избыточного количества порошка полимера, испарения мономера с поверхности пластмассы или недостаточного перемешивания пластмассового теста.
3. Мелкая множественная пористость на поверхности протеза. Появляется в результате избытка мономера. Зубной техник протирает мономером поверхность базиса. Эта пористость не сошлифовывается, протез подлежит переделке.
4. Дефект или поры от недостатка пластмассового теста во время паковки.
5. Внутреннее остаточное напряжение — приводит к растрескиванию. Возникает при нарушении режима полимеризации (длительное, более 1 часа нахождение в кипящей воде). Протез подлежит переделке.
6. Растрескивание вследствие различного коэффициента термического расширения металла и пластмассы (армирование), быстрого охлаждения кюветы, действия органических растворителей (спирт, эфир).
7. Комплекс процессов, приводящих к ухудшению механических свойств полимерных материалов, имеет общее название — старение полимеров. В основе лежит процесс разрыва микромолекулярных цепей и образование более низкомолекулярных продуктов. Процессы эти называются деструкцией, возникают под воздействием биологических сред, механических напряжений, значительных перепадов температур. Деструкция приводит к появлению хрупкости и гибкости полимера.
8. Мономер полностью не вступает в реакцию, и его часть остается в свободном состоянии. Полимеризат всегда содержит остаточный мономер.
Свободный мономер, перемещаясь к поверхности протеза, выходит в ротовую жидкость и растворяется в ней.
Пластмассы горячей полимеризации при правильном режиме полимеризации содержат 0,5 %, пластмассы холодной полимеризации — 3 — 5 % остаточного мономера.
При изготовлении протезов из пластмассы возможно развитие:
1. Токсического стоматита — как результат воздействия остаточного мономера.
2. Аллергического стоматита — результат аллергической реакции на любой составляющий компонент пластмассы.
3. Механического стоматита — вследствие несоответствия базиса протеза протезному ложу.
Ошибкой следует считать, когда врач, заведомо зная о непереносимости пластмассы, делает пластмассовый протез, не применяя при этом профилактических мер (дополнительную полимеризацию, обработку в растворе перманганата калия, покрытие протеза защитными пленками). Такие больные становятся постоянными посетителями стоматологических учреждений, постоянно жалуются на жжение слизистой оболочки под протезом, изменение цвета и появление на слизистой оболочке патологических элементов, извращение вкуса.
Прежде чем изготовить протез, больных нужно тщательно обследовать и провести у них специфические пробы, чтобы убедиться в отсутствии повышенной чувствительности к пластмассе.
Некоторые больные не переносят даже одиночные пластмассовые коронки. Им нужно вместо пластмассовых коронок изготавливать фарфоровые или в крайнем случае золотые, но не стальные.
Правильный выбор материала для протезирования является залогом предупреждения ряда ошибок в протезировании. На это особенно нужно обращать внимание при обучении студентов и курсантов.
Допускается ошибка, когда изготавливают коронку на зуб из золота при наличии в нем или в соседних зубах пломбы из амальгамы. В этих случаях коронка быстро портится и ее приходится снимать, так как ртуть, входящая в состав пломб, неблагоприятно воздействует на золото.
Ошибочным следует считать применение при протезировании разных металлов. Они обладают различными потенциалами, вследствие чего создаются токи, вредно действующие на слизистую оболочку полости рта и пародонт. При этом у больных возникает чувство жжения, обостряются хронические процессы, возникают гингивиты, стоматиты, а в отдельных случаях развивается аллергия. Как правило, у большинства больных стоит устранить разность потенциалов, заменить протезы на однометаллические, как патологические явления в полости рта быстро исчезают. Применение разных металлов в полости рта допускается только тогда, когда один из них покрыт пластмассой или фарфором.
У лиц с заболеванием слизистой оболочки полости рта при наличии металлических протезов и пломб развиваются гиперкератозы, лейкоплакии, глоссалгии слизистой оболочки. Локализуются они преимущественно там, где слизистая оболочка соприкасается с металлом.
В протезировании зубов главную роль играет врач. Показания к протезированию, выбор вида протеза, подготовка полости рта, снятие слепка, примерка, определение прикуса, сдача протеза — вот те основные манипуляции, которые выполняет врач, т. е. все основные этапы изготовления протеза. Тем не менее некоторые врачи не заставляют исправлять ошибки, допущенные зубным техником, и сами их усугубляют. Например, зубной техник допустил ошибку в моделировании зубов, из-за этого коронки «не садятся» на зуб, и врач вместо того, чтобы заставить его переделать работу, начинает исправлять ошибки техника, тем самым допуская свои врачебные ошибки. Допущены ошибки в литье протеза. Врач путем дополнительного препарирования зуба и другими средствами старается «исправить» это и сдать протез во что бы то ни стало.
Наши проверки подобных случаев показывают, если бы врач сразу отослал протез на переделку технику, то не было бы потеряно много напрасного времени, и больной получил бы полноценный протез.
В нередких случаях врач, отсылая слепки в лабораторию, не указывает зубному технику на особенности изготавливаемого протеза, которые бы позволили обратить внимание на них уже в процессе технического изготовления протеза. Таким образом, возникают ошибки как в процессе изготовления протеза, так и при сдаче его больному.
Немало ошибок допускается ортопедами тогда, когда они приступают к протезированию и не проводят рентгенологических исследований. Прежде всего, не зная состояния периапикальных тканей, решают изготавливать опорные коронки или мостовидные протезы; ошибочно и мнение, что при изготовлении съемных протезов рентгенологическое исследование делать не нужно. Не имея представления о состоянии костной ткани, о вероятности наличия ретинированных зубов или опухоли, изготавливается съемный протез, который вскоре становится негодным. Ретинированные зубы впоследствии под воздействием протеза вызывают эрозии, язвы и пролежни слизистой оболочки.