✅ Дата публикации статьи: 2020-09-30| 📌 Категория: Полезные советы | 👁 92 просмотров

Из всех ошибок, которые допускаются начинающими сварщиками в период обучения, я бы хотел поставить акцент на одной самой существенной — спешке. То и понятно, что все мы спешим жить, хотим успеть сделать чего-то больше.
Однако спешка в сварке дело непредсказуемое, порой приводящее к травмам и разочарованиям от работы. В начала обучения сварке необходимо понять основы, которые в дальнейшем закрепляются на практике.
Спешка и неосторожность, вот самые главные враги начинающих сварщиков. От них лучше сразу избавиться, если вы хотите действительно научиться варить.
Типичные ошибки начинающих сварщиков
Незнание основ — это объёмная группа ошибок, которые относятся, прежде всего, к теории сварки. Да, никто начинающего сварщика не заставляет знать наизусть строение и природу происхождения сварочной дуги. Но самое элементарное, что касается параметров тока для сварки, длины дуги, прямой и обратной полярности, всё это знать надо.

Ошибка №1 — неправильная сила тока. Часто начинающий сварщик сетует на то, что электрод всё время прилипает к поверхности металла или наоборот, прожигает в нем дыры. Не разобравшись в причинах, он ищет замену будто бы плохим электродам, начинает ругать продавцов и консультантов сварочного оборудования, но только не себя любимого.
А ведь узнай он о том, какая именно для сварки нужна сила тока, ничего бы этого не произошло. Правильно подобранный сварочный ток, это почти треть успеха для нормальной сварки. Поэтому на первых порах обучения очень важно выучить и закрепить правила подбора сварочного тока в зависимости от толщины свариваемого металла и диаметра электродов.

Ошибка №2 — неправильное перемещение электрода. Трусятся руки, постоянно гаснет дуга, расплавленный металл брызжет из стороны в сторону… Всё это можно сказать о начинающем сварщике, который первый раз в руки взял держак с электродом. Здесь важно прогнать страх и настроиться на работу так, чтобы уловить самое главное и сокровенное, отделить шлак от металла.
Как правильно варить
Ошибка №3 — буду варить без отрыва, как это делают профессионалы! Это еще одна типичная ошибка начинающего сварщика, которая приводит к прожиганию металла и порче инвертора. Варить без отрыва — не очень хорошая идея, поскольку в большинстве случаев ничего нормального из этого не получится. В первую очередь это касается качества провара металла и его усиления.

Ошибка №4 — отсутствие зазора между заготовками. Для сварки двух деталей их нужно выложить с небольшим зазором, чтобы в момент расширения не произошло деформации. При этом зазор между заготовками не должен быть и слишком большим, поскольку это приведёт к расходу электродов и заметно утяжелит весь процесс сварки.
Ошибка №5 — плохо подобранный светофильтр. Если вы не хотите нахвататься зайчиков так, чтобы окончательно отпало желание варить, подберите для работы качественный светофильтр.
Различные виды сварки требуют применения разных светофильтров, поскольку воздействие ультрафиолета при той или иной сварке, также разное. Минимальным воздействием ультрафиолетового излучения обладает ручная дуговая сварка. Полуавтоматическая сварка имеет несколько большее воздействие, ну а аргонодуговая сварка, самое высокое ультрафиолетовое воздействие.

Сварка — это совокупность многих процессов, которые сварщик должен чётко знать и выполнять с закрытыми глазами. Как и в любом другом деле, здесь также важен опыт. Поэтому чем больше вы будете варить, тем лучше у вас будет получаться!
Сварка
металлов – это технологический процесс, обладающий некоторыми
особенностями, и его познание достигается в результате тренировок,
испытаний и преодоления трудностей. Суть процесса заключается в
нагревании сплава электрической дугой, происходит деформация металла, и
частицы электрода проникают в его строение.
Чрезмерная
уверенность приводит к неприятным последствиям, поэтому необходимо
обучаться сварочному делу очень внимательно. Серьезные работы можно
проводить после ознакомления с теоретическими знаниями и прохождения
практических занятий. Перед началом работы важно выполнить
предварительные пробные швы на отдельной металлической пластине и
проверить настройку оборудования, толщину электрода, чтобы не испортить
изделие.
Начинающие сварщики совершают следующие ошибки, которые важно не допускать и бороться с ними:
1.
Неподготовленная поверхность для сварки, имеющая грязь, ржавчину,
окалину и другие загрязнения ухудшает розжиг дуги, процесс сварки и
происходит непровар шва, распространенный дефект. Поэтому необходимо
очистить поверхность болгаркой или металлической щеткой для нормального
контакта.
2.
Несоблюдение техники безопасности просто недопустимо. Во время работы
необходимо использовать защитные средства от ожога, удара током,
отравления. Маска «Хамалеон», изготовленная из современных материалов,
удобна в эксплуатации, защищает глаза и лицо. Стекло автоматически
настраивается на световые изменения, что позволяет мастеру работать
длительное время без переутомления. Если автоматическая функция у других
моделей отсутствует необходимо перенастраивать перед каждой новой
работой. Важно приобрести и использовать специальные перчатки (краги) из
грубой ткани, одежду из негорючего, плотного материала, застегнутую на
все пуговицы, качественную обувь на толстой подошве, чтобы защититься от
брызг сварки.
3.
Неправильная настройка инвертора, современного электронного аппарата
постоянного и переменного тока, в результате образуются прожог, трещины.
Регулятор мощностей позволяет выставлять ток для сварки стальных
металлов разной толщины и плотности. Он дает возможность получить
качественный шов новичкам, без опыта и проводить работы самому на даче
или в частном доме. Большинство марок этих аппаратов работают от сети
220В, некоторые от 380В, имеют металлический корпус с вентиляционными
отверстиями, ремень для удобной переноски и передвижения. Они отличаются
компактными размерами, легким весом и популярны среди профессиональных
мастеров.
4.
Залипание электрода к поверхности является распространенной проблемой
среди новичков в сварочном деле. Самыми распространенными причинами
являются:
-
Электроды
отсырели (обмазка из специального порошка), находясь в помещении с
высокой влажностью и без герметичной упаковки. У продукции нет срока
годности и при соблюдении условий хранения (сухое, теплое место)
возможно использовать их в течение 20 лет. -
Отсутствие
предварительной прокалки для электродной продукции, которая обязательна
и рекомендована производителем, указывается на упаковке. Для этой
процедуры используются печь или пенал для прокалки, которые можно
приобрести. -
Плохое
качество электродов зависит от производителя. У нас вы можете выбрать
качественные электроды известных и надежных брендов, по марке,
назначению (для разных по составу сплавов), производителю, по типу
покрытия и использовать в различных условиях. -
Неправильный розжиг электрода, возможно избежать, если стукнуть им по металлу и быстро отвести в сторону, чтобы сохранить дугу.
5.
Неверно подобранный электрод для сварки способствует образованию
некачественного шва, образованию пор заполненных разными газами, которые
не успели выделиться на поверхность. Важно выбрать электрод
соответствующего диаметра, чтобы он не прожигал металл, правильно
удерживать его и медленно, плавно вести во время работы для получения
ровного, хорошо проваренного шва.
6. Правильный выбор диаметра и марки сврочной проволоки. Приобрести ее можно разного диаметра в
катушках, а толщина должна соответствовать возможностям сварочного
аппарата. Виды проволоки отличаются химическим составом, строением,
содержанием легирующего компонента и используется в качестве соединений
создаваемых конструкций. Правильный выбор даст положительный результат
сварки, которая получится прочной и прослужит долго.
7.
Сварочная горелка не соответствует виду работ и диаметру проволоки.
Горелка инверторного аппарата имеет вид пистолета с кнопкой на рукоятке
для управления процессом горения. Приобретая горелку, необходимо
учитывать ее мощность, предел силы тока, длину шланга и диаметр. Газовые
горелки полуавтоматического типа мобильны и используются в различных
условиях.
8.
Держатель электродов выбран неверно и появляются проблемы в
использовании. От правильно выбранной конструкции зависит качество
соединений, производительность труда, удобство и безопасность сварщика
во время работы. Выберите универсальный или специализированный
держатель, и сделайте сварочный процесс комфортным.
9.
Проблема разбрызгивания расплавленного металла, возникающая при сварке.
Удаление брызг проводится механическими методами (шлифовка, срубание)
или используются специальные средства в виде пасты, спрея, жидкости в
труднодоступных местах, которые обладают защитными свойствами от
налипания брызг.
10.
Перепады напряжения в сети губительно сказываются на сварке. В этом
случае электрод затухает и внезапно возгорается, в результате получается
некачественная сварка. Чтобы избежать этой проблемы, используйте
специальные устройства (стабилизаторы, реле контроля, источники
бесперебойного питания).
11.
Отсутствие профилактического осмотра оборудования, приводит к поломкам и
сокращает эксплуатационный срок. Важно своевременно проводить замену
частей горелки (сопло обеспечивающее хороший поток газа), обрезать и
установить каналы для проволоки, обеспечив отличную работу.
Многих
ошибок можно избежать, если использовать современное, исправное
оборудование, высококачественные материалы, дополнительные аксессуары от
проверенных и надежных производителей, способные улучшить рабочий
процесс. Делайте оптимальный выбор и получайте гарантию на товар.
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.

Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.

 Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки, поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.

Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) — получают приличного «зайца».
 Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не рекомендую использовать электроды УОНИ или дедовские запасы «лохматых годов», на первый раз возьмите свежие МР3-С или АНО-21.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика — угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».

Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
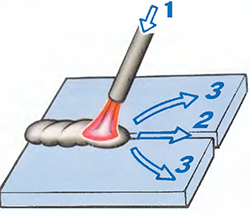 Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
 Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.

 После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
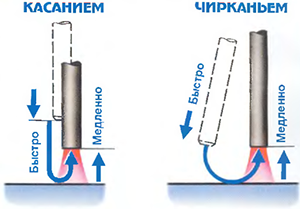
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате. Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
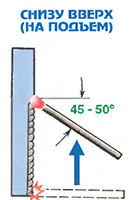
Следующий этап курса молодого бойца – вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» — в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь – обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!

Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.
Семь распространённых проблем при ручной дуговой сварке.
Как устранить неполадки при сварке в режиме SMAW и в дальнейшем избежать ошибок.
Использование надлежащей техники и следование некоторым передовым практикам может помочь Вам улучшить свои навыки в ручной дуговой сварке (SMAW). Но независимо от того, насколько Вы компетентны в своей работе, те или иные проблемы всё равно могут возникнуть.
Знание того, как быстро выявлять и устранять типичные проблемы для режима SMAW, может сократить ненужные простои, что особенно важно, поскольку этот режим и так является относительно медленным по сравнению с другими. Рассмотрим здесь семь распространённых проблем и их решения, которые помогут Вам в дальнейшем.
Проблема №1: брызги.
Двумя наиболее частыми причинами появления брызг при сварке являются слишком длинная дуга и грязная поверхность. Слишком большая длина дуги может привести к образованию шарика на конце электрода. Разбрызгивание происходит, когда этот шарик отрывается и падает в сварочную ванну. Если Вы предварительно не очистите материал, с которым работаете, что приводит к загрязнению сварного шва, то так же столкнётесь с проблемой возникновения брызг. Брызги могут появляться и из-за слишком высокого сварочного тока или при сварке мокрым, нечистым или поврежденным электродом.
Если Вы сталкиваетесь с проблемой возникновения брызг часто, попробуйте отрегулировать сварочный ток и поддерживать правильную длину дуги. Обязательно очистите основной материал перед сваркой и следуйте рекомендациям производителя присадочного материалла.
Проблема № 2: пористость.
Предварительно не очистить материал перед началом работы — так же частая причина пористости. Масло, жир, влага, ржавчина или прокатная окалина на металле могут загрязнить сварной шов примесями. Правильная очистка материала перед сваркой и правильное хранение сварочных электродов могут помочь предотвратить это.
Пористость также может быть вызвана неправильной длиной дуги (чрезмерно длинная или слишком короткая). Рекомендуемая длина дуги зависит от диаметра электрода. В технических паспортах сварных швов часто указывается рекомендуемая длина — обычно не больше диаметра сердечника электрода.
Слишком высокий сварочный ток перегревает деталь и шов кристализуется позже чем заканчивает действовать обмазка электрода, что так же приводит к пористости. Использование слишком высокой скорости движения может вызвать аналогичные проблемы — отрегулируйте скорость.
Проблема № 3: материал не плавится или плохое проплавление.
И то, и другое может произойти, когда сварочный ток установлен слишком низко и не обеспечивает достаточную силу тока для фактического проникновения в соединение, или когда соединение плохо установлено, или когда подготовка соединения неправильная.
Отсутствие плавления или плохое проплавление происходит, когда Ваша скорость слишком велика, если Ваш электрод слишком велик для соединения, если Вы используете электрод неправильного типа или электрод находится под неправильным углом. Чтобы решить проблемы, связанные как с отсутствием плавления и с плохим проплавлением, уменьшите скорость движения и увеличьте сварочный ток. Кроме того, убедитесь, что конструкция сварного шва обеспечивает доступ электрода ко всем поверхностям в соединении. Также может помочь использование электрода меньшего диаметра.
Проблема № 4: Подрез.
Подрез — это когда соединение не заполнено должным образом, что приводит к образованию бороздок или эрозии участка.
Использование слишком высокого сварочного тока или слишком высокая скорость движения — частая причина подрезов. Слишком высокая скорость движения означает, что Вы не остаетесь на месте достаточно долго, чтобы правильно заполнить соединение. Возникновение дуги и неправильная манипуляция с электродом также могут привести к подрезу.
Чтобы избежать этого, обязательно сделайте паузу с каждой стороны сварного шва при использовании техники плетения. Кроме того, используйте электроды под правильным углом, уменьшите скорость движения и используйте сварочный ток, соответствующий размеру электрода и положению сварки.
Проблема № 5: перекрытие (или нахлёст).
Перекрытие возникает, когда расплавленный металл шва проходит по поверхности основного материала. Обычно это вызвано низкой скоростью движения и слишком долгим пребыванием в ванне, в результате чего сварочный металл заполняет шов больше, чем необходимо. Неправильный угол наклона электрода или использование слишком большого электрода также может вызвать перекрытие. Чтобы предотвратить это, увеличьте скорость движения и используйте правильные рабочие углы, рекомендованные производителем присадочного металла. Кроме того, используйте небольшой электрод, чтобы предотвратить попадание слишком большого количества расплавленного металла в стык.
Проблема № 6: удар дуги.
Магнитная дуга появляется, когда во время сварки возникает несбалансированное магнитное поле или имеется чрезмерный магнетизм в детали или приспособлении. Это может произойти в электрической системе, когда она намагничивается. Удар дуги может произойти при сварке к заземляющему зажиму или от него. Чем ближе Вы подходитесь к земле, тем больше будет блуждать дуга. Это называется обратным дуговым разрядом. Передняя дуга возникает при наличии нестабильного магнитного поля при сварке вдали от земли.
Чтобы предотвратить возникновение дуги, измените расположение заземления на заготовке. Это также помогает снизить сварочный ток и длину дуги, а также использовать переменный ток.
Проблема № 7: проблемы с зажиганием дуги.
Если Вы только пробуете режим SMAW, часто возникают проблемы с прилипанием электрода к заготовке. При зажигании дуги обязательно ударяйте по заготовке и одновременно поднимайте электрод. Некоторые электроды могут показаться более легкими, чем другие. Например, электроды E7018 прилипают больше, чем электроды других типов, в то время как электроды с более глубоким проникновением, такие как E6010 и E6013, обычно не прилипают так сильно, потому что у них больше тяги к своей дуге. Будьте осторожны при использовании электродов E7018 с низким содержанием водорода. Их следует хранить в сухом и прохладном месте, чтобы предотвратить накопление влаги. Влага, поглощенная этими электродами, увеличивает содержание водорода в сварном шве и приводит к их растрескиванию.
Оригинал статьи: www.thefabricator.com
Содержание
-
Ошибка №1
-
Ошибка №2
-
Ошибка №3
-
Ошибка №4
-
Ошибка №5
Хотелось бы поговорить о самых часто встречающихся ошибках при выполнении сварочных работ. Особенно часто данные ошибки встречаются именно у начинающих сварщиков.

Итак:
Ошибка №1
Неправильный подбор силы тока. Либо больше чем нужно, либо меньше чем нужно. Если начинающий сварщик варит на больших токах, то он скорее всего прожигает металл. Если же он работает на малых токах, то чаще всего случается так, что электроды залипают.
Ошибка №2
Слишком быстрое перемещение электрода. Чаще всего данная ошибка возникает, как раз из-за неопытности сварщика и его боязни прожечь деталь. Это чревато тем, что в детали не будет качественной проварки и также не будет нужного усиления.
Ошибка №3
Сварка без отрыва. Данная ошибка также возникает из-за неопытности и приводит к прожиганию металла.

Ошибка №4
Сварка с маленьким зазором. Детали для сварки собирают с небольшим зазором для компенсации теплового расширения. Отсутствие зазора может привести к деформации детали во время сварки и даже к её разрушению. Большой зазор тоже не лучший выход, так как значительно возрастает расход сварочных материалов.
Ошибка №5
Неправильно подобранный светофильтр на сварочной маске. Назначение светофильтра — это защита глаз от ультрафиолетового излучения.
У разных способов сварки — воздействия различаются:
-
ручная дуговая сварка — минимальное воздействие;
-
полуавтоматическая СО2 — большое воздействие;
-
аргонодуговая — очень большое воздействие.

Поэтому надо нужно подбирать соответствующий номер светофильтра. Лучшим выходом является маска с автоматическим затемнением в зависимости от мощности излучения. Также надо обращать внимание на скорость срабатывания светофильтра: чем меньше время срабатывания — тем лучше.
Обновлено:
23.07.2019
4008
Узнавайте о новых статьях первыми! Подпишитесь на рассылку!
Галерея
Вам может быть интересно