Добрый день уважаемое сообщество 3D Today! Я бы хотел представить вам перевод статьи Troubleshooting Guide to 20 Common 3D Printing Problems, который будет разбит на 2 части.
Проблемы с печатью бывают у каждого. У нас их было достаточно много, чтобы проанализировать и найти решения для 20 наиболее типичных проблем с 3D печатью. В этой статье мы делимся нашим опытом и надеемся, что вам теперь не придется тратить лишнее время на диагностику и решение возникших проблем.
Если вы не можете определить в чем заключается неисправность, сравните ее с описанием.
")
Проблема с 3D печатью #1: Деформация — Отклеивание первого слоя
")
Описание проблемы
В основе модели распечатка приподымается и не прилипает к платформе. Эта проблема также может спровоцировать горизонтальные трещины в верхних секциях распечатки.
Почему проблема возникла?
Деформация основы распечатки проиходит из-за особенностей пластика. ABS и PLA платик охлаждается очень быстро и именно это может привести к отлипанию первого слоя.
Решение проблемы 3D печати: Деформация распечатки
1. Используйте платформу c подогревом. Самое простое решение для этой проблемы — использование платформы с подогревом (heatbed) и установка температуры, чуть ниже температуры плавления пластика. Если вы правильно установите температуру, первый слой не будет отлипать от платформы. Температура платформы принтера зачастую устанавливается слайсером автоматически. Рекомендуемая температура для вашего пластика указана сбоку на упаковке или катушке.
2. Используйте клей. Если ваша распечатка проиподымается по краям, нанесите тонкий слой клея (или лака для волос) на платформу, чтобы увеличить сцепление(адгезию).
3. Попробуйте другую платформу. Смените платформу на платформу с бОльшей адгезией. Такие производители как Lulzbot используют покрытие PEI (Polyetherimide), которое обеспечивает хорошее сцепление даже без использования клея. XYZPrinting в некоторые принтеры кладут несколько кусков термоскотча для подложки. Это хорошее решение для ненагревающихся платформ. Zortrax 3D выбирают другое решение — перфорированую подложку, к которой распечатка прилипает, тем самым избавляя пользователя от проблемы деформации у основы.
4. Откалибруйте платформу. Неправильная калибровка платформы также может влиять на качество печати первого слоя. Проверьте уровень платформы и откорректируйте высоту, если это необходимо.
5. Увеличьте контакт между распечаткой и платформой. Часто эта проблема также возникает из-за недостаточно плотного контакта модели и подложки. Ее легко исправить с помощью ПО принтера, добавляя юбку или подложку.
6. Оптимизируйте настройки температуры. Если ни один метод не сработал, проверьте расширенные настройки ПО принтера и самого принтера. Попробуйте увеличить тепературу платформы на 5 градусов.
7. Обратите внимание на настройки вентилятора. Как правило, вентиляторы должны переключаться на полную мощность как только распечатка достигает высоты 0.5 миллиметров, но вы можете увеличить высоту до 0.75 милиметров, чтобы дать слоям остыть естветсвенным путем.
8. Даже если у вашего принтера нагревающаяся платформа, рекомендовано использовать клей (или лак) и постоянно регулировать уровень платформы.
Деформация 3D распечатки: чеклист для избежания проблем
- Используйте платформу с подогревом
- Используйте клей (лак) для большего сцепления
- Вместо стеклянной платформы используйте каптон/термоскотч/клей/лак
- Откалибруйте платформу
- Добавьте платформу или подложку
- Отрегулируйте настройки температуры и вентилятора
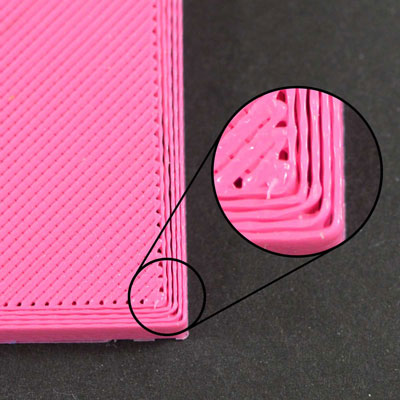
Проблема с 3D печатью #2: Смещение первого слоя (Слоновья нога)
")
Описание проблемы
Основа модели немного смещена.
Почему проблема возникла?
Как правило, основа модели смещается из-за веса распечатки, который давит на первый слой когда нижние слои еще не успели остыть. Часто случается с принтерами с подогревающейся платформой.
Решение проблемы 3D печати: Смещение первого слоя
1. Правильный баланс. Чтобы избавиться от проблемы смещения первого слоя, печатаемые модели должны быть достаточно охлаждены, чтобы выдерживать вес всей структуры. Здесь следует быть осторожным: чрезмерзное переохлаждение может привести к деформации первого слоя. Найти баланс достаточно сложно. Начните с понижения температуры платформы на 5 градусов (но не больше чем на 20 градусов от рекомендованой температуры). Если Bottom / Top Thickness установлена на 0.6 миллиметров, включайте вентилятор сразу на высоте чуть ниже.
2. Уровень платформы. Большинство проблем 3D печати связаны с неправильным уровнем платформы. Для каждого принтера существует особенный подход для калибровки уровня платформы. Чтобы определить необходимый вам, изучите рекомендации производителя. Распечатайте калибровочный кубик и посмотрите на качество подачи пластика. Калибровочный кубик поможет вам определить был ли пластик уложен ровно, и если сопло находится слишком близко к платформе и скребет расплавленный пластик или слишком высоко из-за чего пластик пузырится.
3. Поднимите сопло. Зачастую подъем сопла на небольшую высоту может помочь. Главное, не поднимать его слишком высоко.
4. Сделайте углы модели более плавными. Если ничего не помогает, попробуйте скосить углы основы модели. Конечно, это возможно сделать только в том случае, если вы создали модель самостоятельно или у вас есть доступ к исходному файлу. Начните с 5 миллиметров и 45º скоса и эксперементируйте, чтобы достичь лучшего результата.
Смещение первого слоя в 3D печати: чеклист для избежания проблем
- Сбалансируйте температуру платформы и скорость вентилятора
- Поднимите платформу принтера
- Проверьте высоту спола
- Сделайте углы модели более плавными
Проблема с 3D печатью #3: Другие проблемы с первым слоем
")
Описание проблемы
Первый слой выглядт неправильно, некоторые фрагменты отсутсвуют. Снизу есть ненужные линии.
Почему проблема возникла?
Такие проблемы с 3D печатью как правило указывают на то, что уровень платформы не был правильно установлен. Если сопло находится слишком далеко от платформы, внизу распечатки часто появляются ненужные линии или первый слой не прилипает. Если же сопло находится слишком близко к платформе, это может спровоцировать пузырение пластка.
Также обратите внимание не то, что платформа должна быть чистой. Отпечатки пальцев на платформе могут привести к тому, что первый слой не будет приставать к платформе.
Решение проблемы 3D печати: Другие проблемы с первым слоем
1.Установите уровень платформы. У каждого принтера есть свой процесс настройки уровня платформы. Например, последние модели Lulzbots используют автокалибровку, в то время как Ultimaker предлагают пошаговую инструкцию ручной калибровки. А вот чтобы настроить уровень платформы Prusa i3, вам понадобится потратить много времени на изучение вопроса.
2. Установите высоту сопла. Если сопло расположено слишком высоко, пластик не будет приставать к платформе, если слишком низко — сопло будет скрести распечатку.
3. Очистите платформу. Обязательно регулярно чистите платформу принтера, особенно если вы пользуетесь клеем. Отпечатки пальцев, пыль и остатки клея влияют на качество приставания модели к платформе.
4. Используйте клей(лак). Нанесите тонкий слой клея на платфому, чтобы увеличить сцепление модели с платформой. Не забывайте регулярно очищать платформу, т.к. излишки клея могут спровоцировать обратный эффект.
5. Используйте текстурируванную подложку для неподогреваемых платформ принтеров.
Другие проблемы с 3D печатью: чеклист для избежания проблем
- Проверьте уровень платформы
- Проверьте высоту сопла
- Очистите платформу
- Используйте клей
- Используйте текстурированые подложки для холодных платформ
Проблема с 3D печатью #4: Смещение слоев в модели
")
Описание проблемы
Слои смещаются в средине распечатки.
Ремни принтера не достаточно туго закреплены. Верхняя пластина не прикреплена и двигается независимо от нижней пластины. Один из стержней в оси Z не идеально ровный
Решение проблемы 3D печати: Смещение слоев в модели
1. Проверьте ремни. Прежде всего, проверьте насколько туго натянуты ремни: они не должны висеть свободно, но и не должны быть слишком затянуты. Если вы потянете за ремни, то должны почувствовать легкое сопротивление. Если же вы почувствуете, что верхний ремень туже, чем нижний, это верный знак того, что они не достаточно хорошо натянуты.
2. Проверьте крышку. Проверьте крышку, стержни и другие детали сверху принтера (если у вас coreXY). Убедитесь, что все детали правильно закреплены.
3. Проверьте винты по оси Z. Многие производители принтеров чаще используют резьбовые шпильки чем трапецеидальный винты и хотя оба выполняют свою работу, резьбовые шпильки имеют тенденцию со временем гнуться. Не надо разбирать принтер, чтобы проверить, ровные ли стержни. Просто используйте ПО, например Printrun, чтобы передвигать печатающую головку распечатку вврех и вниз. Если один из стержней Z оси погнут, вы обязательно это заметите. К сожалению, практически невозможно выпрямить погнутую шпильку, но с другой стороны, это отличный повод заменить старые резьбовые стержни на трапецидальные винты.
Смещение слоев: чеклист
- Проверьте натяжение ремней
- Проверьте не двигается ли верхняя крышка
- Убедитесь, что шпильки по оси Z ровные
Проблема с 3D печатью #5: Отсутствующие слои
")
Описание проблемы
Пробелы в модели появляются из-за того, что некоторые слои отсутвуют (частично или полностью).
Принтер не смог произвести необходимое количество пластика для пропечатки отсутвующих слоев. В 3D печати эта проблема также известна как недостаточное эксрудирование. Суть проблемы может заключаться в самом пластике (например, разный диаметр материала),в катушке, в подающем механизме (экструдере) или в забитом сопле.
Трение может спровоцировать застревание пластика. Также причина может быть в том, что винты(шпильки) по оси Z неправильно выровняны линейными подшипниками.
Также возможна проблема винтов(шпилек) по оси Z и с самими подшипниками.
Решение проблемы 3D печати: Отсутствующие слои
1. Механическая проверка. Если вдруг вы обнаружили отсутсвующие слои в печати — самое время немного позаботиться о вашем принтере. Начните с проверки винтов(шпилек) и убедитесь, что они плотно прикреплены к подшипниками или зажимами.
2. Проверка выравнивания стрежней. Убедитесь, что все винты(шпильки) выровняны и не смещены. Выключите питание и аккуратно передвиньте печатающую головку по осям X и Y. Если есть какое-либо сопротивление, значит что есть какие-то проблемы. Достаточно легко понять в чем именно заключается проблемы — в слегка погнутом стержне или подшипниках.
3. Изношенные подшипники. Изношенные подшипники издают шум. Также вы сможете почувствовать дребезжание печатающей головки, при этом принтер слегка вибрирует. В этом случае, отключите питание и подвигайте печатающую головку по осям X и Y чтобы обнаружить где находится изношенный подшипник.
4. Проверьте масло. Не забывайте регулярно смазывать подвижные механизмы принтера. Для смазки идеально подходит масло для швейных машинок — его можно купить в любом хозяйственном магазине по приемлемой цене. Перед тем как нанести масло, убедитесь что шпильки(винты) чистые. Если на шпильках(винтах) есть грязь или остатки материалов печати, очистите их.
Потом подключите к принтер через программу (например, Pronterface), чтобы поперемещать печатающую головку по осям Х и Y и проверить, что шпильки равномерно смазаны. Если вы нанесете немного больше масла, просто вытрите излишки.
5. Недостаточное экструдирвание. Последней причиной проблемы может быть недостаточное экструдирование. Решений этой проблемы может быть много и все они описаны в 9 разделе.
Чеклист
- Проверьте механизм принтера, чтобы убедиться, что подвижные элементы туго закреплены.
- Перепроверьте конструкцию принтера и выравнивание
- Проверьте нет ли изношенных подшипников и погнутых шпилек
- Используйте немного масла для смазки деталей
Проблема с 3D печатью #6: Трещины в высоких объектах
")
Описание проблемы
Трещины по бокам модели, чаще всего в высоких моделях.
Проблема может возникнуть неожиданно, и чаще всего возникает в больших принтерах, особенно если вы не следите за их работой.
На верхних слоях материал охлаждается быстрее, так как тепло от платформы не достигает необходимой высоты. Из-за этого адгезия верхних слоев ниже.
Решение проблемы 3D печати: Трещины в высоких объектах
1. Температура экструдера. Начните с увеличения температуры экструдера — лучше всего поднять ее на 5-10ºC. Сбоку на коробке от пластика вы найдете наивысшую температуру для пластика, постарайтесь не подымать температуру до этого значения.
2. Направление и скорость вентилятора. Перепроверьте ваши вентиляторы и убедитесь, что они направлены на модель. Если направление правильное, уменьшите их скорость.
Чеклист
- Проверьте максимально возможный нагрев экструдера и повышайте текущую температуру на 10ºC за одну попытку.
- Проверьте направление и скорость охлаждающих вентиляторов.
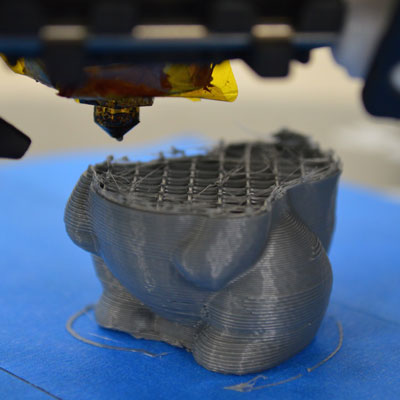
Проблема с 3D печатью #7: Дыры на верхнем слое
")
Описание проблемы
Дыры и щели на верхней поверхности распечатки.
Две наиболее распространенные причины этой проблемы — неправильное охнаждение верхнего слоя и недостаточно толстый верхний слой.
Решение проблемы 3D печати: Дыры на верхнем слое
1. Диаметр нити ( филамента). Зачастую проблема случается с пластиком диаметра 1.75 mm. Дыры в верхнем слое — это проблема всех 3D принтеров, но, чаще всего она случается с принтерами, которые используют пластик диаметром 1.75 mm, чем на принтерах, котоыре печатают нитью больше 2.85mm.
2. Проверьте расположение вентилятора. Охлаждение может спровоцировать эту проблему, так что прежде всего проверьте вентиляторы. Когда принтер начинает печать, вентиляторы установлены на минимальную скорость или вообще выключены. После печати первого слоя, вентиляторы начинают работать. Проверьте, начинают ли они работать, а также проверьте продолжают ли они работу когда печать закончена. Если все хорошо, перепроверьте правильно ли установлено направление вентилятора — они должны обдувать модель.
3. Установите скорость вентилятора в G-Code. Еще одна проблема охлаждения связана с чрезмерным количеством пластика при печати верхнего слоя. Он должен остывать быстро, чтобы не проваливаться между уже распечатанными поддерживающими элементами. Скорость обдува может быть отрегулирована с помощью G-Code (как правило, G-Code для Fan On это M106 и M107 Fan Off). Также установите скорость вентилятора на максимум для верхних слоев.
Например, для кубика 1см x 1см высота верхего слоя будет 0.1 мм. В этом случае при формировании G-кода через CURA для Prusa i3, G-код указывает, что количество слоев для кубика 100. Учитывая то, что для верхнего и нижнего слоя мы указали высоты 0.6 мм, стоит редактировать значение на LAYER:94
4. Увеличьте толщину верхнего слоя. Одно из самых простых решений проблемы — это увеличение толщины верхнего слоя. В большинстве приложений вы сможете настроить толщину с помощью расширенных настроек ‘Bottom / Top Thickness setting’. Вам необходимо увеличить толщину верхнего и нижнего слоя до 6 раз(крат) по сравнению с другими слоями и до 8 для меньших сопел и пластика. Если высота слоя равняется 0.1mm, то высота верхнего и нижнего слоев должна быть 0.6mm. Если в верхнем слое все равно есть дыры и проплешины, увеличьте тощину до 0.8mm.
Чеклист:
- Используйте филамент большего диаметра
- Убедитесь, что направление и скорость вентиляторов правильные
- Вручную установите скорость вентиляторов
- Увеличьте толщину верхнего слоя
Проблема с 3D печатью #8: Волоски, паутина
")
Описание проблемы
При печати образуются «паутинки» или «волоски» между элементами модели.
Когда головка принтера перемещается по открытой повехности (без экструдирования), то есть переходит с одного объекта на другой, пластик стекает из сопла.
Решение проблемы 3D печати: Волоски, паутина
1. Включите втягивание(откат/retract). Втягивание — важный фактор для качества готовой модели и он может быть включен в слайсере. Он функционирует достаточно просто и работает по приципе втягивания нити назад в сопло перед тем как головка начинает двигаться. Суть заключается в том, что он предотвращает вытекание пластика из сопла, которые и создают «паутинку» между объектами.
2. Активация втягивания в настройках. Большинство приложений, таких как Cura, предлагают активацию втягивания в настройках, и это настроено по умолчанию. Тем не менее, если вы хотите больше опций, вы можете настроить их дополнительно. Например вы можете настроить минимальный путь головки перед активацией втягивания.
3. Минимальная дистанция (мм). Если втягивание не работает правильно, самый простой способ это исправить — это уменьшить минимальную дистанцию. Снижайте ее на 0.5mm пока ворсистость не исчезнет. Активируйте втягивание (ретракт) чтобы увеличить скорость печати.
4. Просто обрежьте их. Не самое изысканное решение, но оно имеет право на жизнь. Аккуратно обрежьте паутинку.
Чеклист:
- Включите втягивание
- Настройте минимальную дистанцию перед втягиванием
- Обрежьте паутинку скальпелем
Проблема с 3D печатью #9: Недостаточное экструдирование
")
Описание проблемы
Недостаточное экструдирование возникает, когда экструдер не может выдавливать достаточно материала (или не может делать это достаточно быстро). Это приводит к тому, что слои слишком тонкие, в слоях появляются нежелательные проплешины или слои полностью отсутсвуют).
У этой проблемы есть несколько причин. Прежде всего, диаметр нити может не соответсвовать диаметру, установленному в слайсере. Также, количество экструдированого материала может быть ниже из-за неправильного настроенной прошивки. Другая проблема — сопло может быть засорено и это будет провоцировать недостаточное экструдирование.
Решение проблемы 3D печати: Недостаточное экструдирование
1. Проверьте диаметр филамента. Начните с самого простого решения — проверьте настройки диаметра нити в слайсере. Если вы неуверены в диаметре нити и рекомендованной температуре, проверьте информацию на упаковке.
2. Измерьте нить. Если вы так и не смогли получить ожидаемый результат и выделение филамента остается проблемой, воспользуйтесь штангенциркулем, чтобы проверить диаметр филамента. После измерения откорректируйте настройти слайсингового ПО. (примечание автора — если у вас боуден хотэнд, то необходимо выкрутить фитинг из хотэнда, ввести команду (к примеру в Pronterface) M302: Allow cold extrudes и выдавить метр пластика. Если выдавится больше или меньше, то у вас неверно указано число шагов (steps per mm) для экструдера. Если у вас директ хотэнд, то тогда необходимо выкрутить сопло (сопло выкручивается только на горячую!). Так же стоит отметить, что даже при корректно выставленном значении steps per mm при втягивании пройденное расстояние будет меньше, чем при выдавливании. Это обусловлено тем, что при втягивании испытывается большее сопротивление)
3. Проверьте печатающую головку. После начала печати большинство принтеров приподымают печатающую головку над основой модели. Проверьте чистое ли сопло.
4. Установите коэфициент экструдирования. Если нет разницы между реальным диаметром экструзии и настройками ПО, проверьте настройки множителя экструзии (или скорость потока или компенсацией потока), возможно, они слишком низкие. Каждое слайсинговое приложение решает проблему по-своему, но попробуйте увеличить коэфициент на 5% и перезапустите процесс печати.
5. Откройте окно Edit Process Settings в Simplify3D и перейдите во вкладку Extruder — коефициент экстредирования должен быть установлен на 1.0 что соответует 100%. Откройте вкладку Material в Cura и увеличьте настройки Flow (вам может понадобится включить Flow в окне Preferences).
Чеклист:
- Проверьте диаметр филамента
- Используйте штангенциркуль, чтобы перепроверить диаметр филамента
- Проверьте, чистый ли
- Увеличивайте коэфициент экструдирования на 5% за раз
Проблема с 3D печатью #10: Избыточное экструдирование
")
Описание проблемы
Избыточное экструдирование означает, что принтер поставляет больше материала, чем необходимо. Это сказывается на том, что на распечатке есть излишки филамента.
Решение проблемы 3D печати: Избыточное экструдирование
Как правило, причина этой проблемы в том, что коэфициент экструдирования или потока в слайсере слишком высокий.
1. Коэфициент экструдирования. Откройте слайсер и проверьте, что вы правильно выбрали коэфициент экструдирования.
2. Настройки (flow) потока. Если с коэфициентом экструдирования все верно, уменьшите параметр Flow в настройках ПО вашего принтера.
Чеклист:
- Проверьте правильно ли установлен коефициент экструдирования
- Уменьшите настойки flow (потока) филамента
Перевод второй части статьи будет представлен в ближайшее время.
Ждем ваших комментариев к переводу.
Всех с наступающим новым годом!
Данное руководство станет для вас хорошим подспорьем в улучшении качества 3D-распечаток. Мы составили большой список наиболее часто встречающихся проблем, не забыв и о настройках программного обеспечения, и все это поможет вам все эти проблемы решить. Что особенно ценно — в этом руководстве много реальных картинок, которые позволяют легко идентифицировать те или иные проблемы 3D-принтера. Итак, приступим.
Посмотрите на приведенные ниже картинки. На них показаны наиболее часто встречающиеся при 3D-печати дефекты. Вы можете кликнуть на картинку, чтобы сразу попасть в ту часть руководства, где даны непосредственные рекомендации по решению данной проблемы. Если у вас не получается определить по картинке возникающий у вас при печати дефект, просто проматывайте дальше и подробно читайте каждый раздел. Там есть много полезных советов о том, как улучшить ваши 3D-распечатки!
Проблемы качества 3D-печати в картинках
Здесь и далее по тексту в качестве примера использовано меню программы-слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
Посмотрите на приведенные ниже картинки. На них показаны наиболее часто встречающиеся при 3D-печати дефекты. Вы можете кликнуть на картинку, чтобы сразу попасть в ту часть руководства, где даны непосредственные рекомендации по решению данной проблемы. Если у вас не получается определить по картинке возникающий у вас при печати дефект, просто проматывайте дальше и подробно читайте каждый раздел. Там есть много полезных советов о том, как улучшить ваши 3D-распечатки! Проблемы качества 3D-печати в картинках
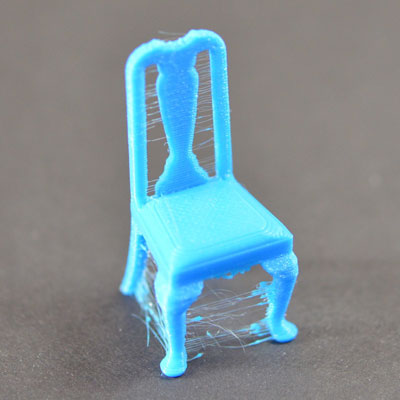
Распечатка не прилипает к платформе
Недостаточное экструдирование

3D принтер не печатает — нет экструдирования при начале печати
Эта проблема довольно часто возникает у пользователей новых 3D-принтеров, но, к счастью, ее очень просто разрешить! Если ваш экструдер не начинает с началом выполнения задания продавливать пластик, на это есть 4 возможных причины. Ниже мы пройдемся по каждой из них и объясним, какими настройками можно устранить эту проблему.
Экструдер не был подготовлен (заполнен) перед началом печати
У большинства экструдеров есть дурная привычка протекать пластиком, когда они не работают, но при этом находятся при высокой температуре. Горячий пластик внутри сопла просачивается через хот-энд, в результате чего внутри сопла возникают пустоты, откуда пластик вытек.
Протечка в состоянии покоя может возникнуть перед началом печати, когда идет предварительный прогрев экструдера, а также в конце печати, когда экструдер начинает постепенно остывать. Если часть пластика из экструдера вытекла, при следующем экструдировании, скорее всего, понадобится несколько секунд, прежде чем пластик снова начнет выходить из сопла. Когда вы попытаетесь начать печатать после того, как пластик вытек из экструдера, вы можете заметить некоторую задержку перед началом экструдирования.
Чтобы решить эту проблему, непосредственно перед началом работы убедитесь, что вы подготовили экструдер таким образом, чтобы сопло было заполнено пластиком и готово к экструдированию. Стандартный прием состоит в том, чтобы напечатать так называемую «юбку» (skirt). Эта «юбка» — кольцо, обводка, контур вокруг вашей будущей детали, и пока оно печатается, экструдер заполняется пластиком. Если вы чувствуете, что требуется дополнительная подготовка, можно увеличить количество печатаемых «юбок», соответствующие настройки имеются в ряде программ для 3D-печати.
Некоторые пользователи предпочитают предварительно экструдировать филамент «вручную». Такой процесс в панели управления часто называется Jog Control.
Сопло начинает работать слишком близко к платформе
Если сопло находится слишком близко к платформе печати, пространства для выходящего из экструдера пластика может оказаться недостаточно. Отверстие на конце сопла по сути оказывается блокированным, так что пластику некуда деваться. Явным образом на такого рода проблему указывает ситуация, когда пластик не экструдируется на первый, а то и на второй слой, а где-то с третьего или четвертого, по мере того как платформа опускается по вертикальной оси, все нормализуется. Эта проблема очень просто решается настройкой G-Code, который находится под одноименной вкладкой программы 3D-печати. Там вы можете очень тонко подстроить позицию по оси Z без того, чтобы менять какие-то настройки непосредственно в железе. Например, если вы введете значение 0,05 мм для смещения G-Code по оси Z, перед печатью сопло будет отведено на расстояние 0,05 мм от платформы. Продолжайте с небольшим шагом увеличивать это значение до тех пор, пока между соплом и платформой не окажется достаточного пространства для выхода пластика.
Филамент сточился о приводную шестеренку
В большинстве 3D-принтеров для проталкивания филамента вперед или назад используется небольшая зубчатая шестеренка подачи. Ее зубцы цепляются за филамент, что позволяет точно контролировать положение нити. Однако если вы заметили возле принтера большое количество пластиковой стружки или есть ощущение, что какой-то участок филамента «потерялся», возможно, что приводная шестеренка «сгрызла» слишком много пластика. Если такое случилось, шестеренке, когда она пытается протолкнуть филамент вперед или назад, не остается ничего другого, как продолжать вгрызаться всё глубже и глубже. Пожалуйста, обратитесь к разделу Филамент стачивается, где даны указания о том, как решить эту проблему.
Экструдер засорен
Если ни один из вышеописанных вариантов для вашего случая не подходит, тогда, вероятнее всего, у вас засорился экструдер. Это может случиться тогда, когда в сопло попадает всякого рода мусор, когда горячий пластик слишком долго находился внутри экструдера, или если экструдер недостаточно охлаждается и филамент начинает размягчаться не там, где следует. Прочистить сопло можно механически, для этого многие магазины предлагают специальные иглы и сверла для прочистки сопла экструдера, так же рекомендуем воспользоваться методом холодной протяжки, поищите в интернете как это сделать: прочистка сопла экструдера 3D-принтера. Последняя мера, если ничего не помогает, проблема с забившимся экструдером решается путем его разборки, и перед тем, как взяться за это дело, полезно связаться с производителем или продавцом вашего принтера. Сопло и термобарьер можно погрузить в растворитель, тем самым химически прочистить налипший пластик, затем механически вычестить из него весь нагар.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Распечатка не прилипает к платформе 3D-принтера
Очень важно, чтобы первый слой распечатки надежно прикрепился к платформе принтера так, чтобы все остальные слои использовали бы его как фундамент. Если первый слой к платформе не прилип, в дальнейшем возникнут проблемы. Решить это недоразумение можно массой различных способов, так что мы укажем лишь на самые типичные причины и объясним, как их устранить.
Платформа печати не выровнена
Многие принтеры позволяют подстраивать положение платформы печати с помощью нескольких винтов или ручек. Если это ваш случай и у вас проблемы с прилипанием первого слоя, самое первое, что надо сделать, — убедиться, что ваша платформа печати ровная и не перекошена. Если наблюдается перекос, одна из сторон платформы может оказаться слишком близко к соплу, тогда как другая будет слишком далеко. Чтобы получить как можно более качественный первый слой, платформу печати следует соответствующим образом подогнать. В большинстве программ для 3D-печати есть соответствующий мастер установки, который проведет вас по всем этапам выравнивания платформы. Обычно его, Bed Leveling Wizard, можно найти где-то в меню Tools.
Сопло начинает работать слишком далеко от платформы
После того как вы надлежащим образом выровняли платформу, вы должны еще убедиться, что сопло начнет работать на правильной высоте от платформы. Ваша задача — установить экструдер на идеальном расстоянии от платформы печати: не слишком далеко и не слишком близко. Чтобы печатаемый объект лучше держался на платформе, полезно, чтобы филамент слегка в нее вминался. Вы, конечно, можете всё настроить непосредственно на принтере, но, как правило, гораздо проще (и гораздо точнее!) это получается через программу. Обычно соответствующие параметры можно найти в меню наподобие Edit Process Settings → G-Code. Там можно выставить глобальное значение для смещения G-Code по оси Z, подстроив его исключительно точно. Например, если вы установите это смещение в -0,05 мм, сопло начнет печатать на 0,05 мм ближе к платформе. Не перестарайтесь, задавайте только совсем небольшие смещения. Каждый слой вашего объекта обычно имеет толщину около 0,2 мм, так что «небольшие» смещения следует понимать в таких масштабах.
Первый слой распечатывается слишком быстро
Когда вы распечатываете на платформу первый слой пластика, вам надо, чтобы этот первый слой, перед тем как на него будет выложен второй, хорошо прикрепился к поверхности. Если вы печатаете первый слой слишком быстро, пластик может не успеть прикрепиться к платформе. По этой причине, как правило, оказывается очень полезным печатать первый слой на более низкой скорости. У большинства слайсеров такая опция имеются. Найти ее можно ориентировочно в меню Edit Process Settings → First Layer Speed. Например, если установить этот параметр в 50%, то первый слой будет печататься на 50% медленнее остальных. Если вам кажется, что и этого недостаточно, попытайтесь изменить его еще.
Настройки температуры или охлаждения
Пластик по мере охлаждения сжимается. Для наглядности представьте себе, что вы печатаете ABS или PETG-пластиком объект, имеющий 100 мм в поперечнике. Если экструдер печатает пластиком при температуре 230 °С, а пластик этот выкладывается на холодную платформу, он, выйдя из хот-энда, скорее всего, остынет довольно быстро. У некоторых принтеров есть специальные охлаждающие вентиляторы, которые позволяют ускорить этот процесс. Если объект из ABS остывает при комнатной температуре в 30 °С, ребро длиной в 100 мм сожмется почти на 1,5 мм! Платформа печати при этом таких линейных искажений не претерпевает, она вообще обычно поддерживается при постоянной температуре. В силу этих обстоятельств пластик по мере остывания будет стремиться отсоединиться от платформы. И это важный момент, который следует иметь в виду при печати первого слоя. Если вы замечаете, что сначала слой как будто и прилипает к платформе, но потом, остывая, начинает отставать, возможно, причина именно в настройках температуры и охлаждения.
Многие принтеры, которые предназначены для печати материалами, разогретыми до высоких температур (например, ABS), имеют функцию подогрева платформы, которая помогает бороться с этими проблемами. Если платформа подогрета до 110 °С и эта температура поддерживается в течение всего процесса печати, это обеспечит нагрев первого слоя, и он не будет сжиматься. Поэтому, если у вашего принтера платформа с подогревом, вы можете попробовать его включить, чтобы первый слой не остывал. В целом надо иметь в виду, что PLA хорошо прилипает в том случае, если он подогрет до 60-70 °С, а ABS лучше работает при подогреве до 100-120 °С. В программах управления печатью всё это настраивается. В соответствующем меню, например Edit Process Settings → Temperature, надо выбрать из списка нужную платформу и указать для нее температуру первого слоя. Значение температуры обычно можно изменить после двойного клика на этот параметр.
Если у вашего принтера есть охлаждающий вентилятор, вы можете попробовать его выключить на время печати нескольких первых слоев, чтобы они не остывали слишком быстро. Это тоже, как правило, находится в меню Edit Process Settings, во вкладке Cooling. Здесь можно выставить скорость работы вентилятора для выбранных уровней. Например, вы можете захотеть, чтобы первый слой печатался при выключенном вентиляторе, но чтобы по достижении пятого слоя он включился на полную мощность. Тогда вам потребуется установить две метки в соответствующем списке. Слой 1 — при 0% скорости вентилятора, слой 5 — при 100% скорости. Если вы используете пластик ABS, то вентилятор обычно отключается на все время печати, так что одной метки (слой 1 — 0%) будет достаточно. Если вы по какой-то причине работаете в очень ветреных условиях, вам может также понадобиться защитить принтер от ветра. При печати мостов и нависающих элементов ABS-ом охлаждение лучше включить, так пластик будет быстрее охлаждаться и затвердевать.
Поверхность платформы печати (лента, клей, другие материалы)
Разный пластик по-разному прилипает к разным покрытиям. Поэтому у многих принтеров в комплекте идут специальные материалы, которыми предлагается покрывать платформу для печати. Например, в комплекте некоторых принтеров есть лист FIXPAD — к которому очень хорошо прилипает PLA, ABS, HIPS, SBS. Другие производители предлагают специальные самоклеящиеся пленки для стола 3D-принтера. Если вы собираетесь печатать прямо на эти поверхности, перед началом работы всегда полезно убедиться в том, что на них нет пыли, жира или масла. Достаточно промыть их водой или изопропиловым спиртом — и эффект будет весьма ощутим.
Если у вашего принтера нет такого специального материала для усиления сцепления с платформой печати, у вас все равно есть масса вариантов! Существует много разных типов лент, к которым хорошо прилипают распространенные в 3D-печати пластики. Полоски таких лент просто наклеиваются на платформу, а потом легко удаляются или заменяются по мере надобности, если вы захотите печатать другими материалами. Например, PLA довольно неплохо прилипает к синей малярной ленте, а ABS любит каптон, который известен также как полиамидная пленка. Многие пользователи добились больших успехов, работая с временно наносимым на платформу клеем или разного рода спреями. Это может быть лак для волос, клей-карандаш или более хитрые липкие субстанции, которые позволят решить проблему, если больше ничего не помогает. Просто экспериментируйте и найдите то, что в вашем случае будет работать лучше всего.
Если ничего не помогает, используйте поля: рафт (raft) или брим (brim)
Бывает так, что нужно распечатать очень маленький объект, поверхность которого просто слишком крошечная для того, чтобы прилипнуть к платформе. В программах для 3D-печати часто имеются настройки, которые позволяют эту поверхность увеличить, чтобы было, чему прилипать. Одна из таких опций называется brim (поля). Эти поля представляют собой дополнительные круги, печатаемые вокруг вашего объекта, так что получается нечто в виде шляпы с полями. Опция включается в меню Additions → Use Skirt/Brim. Еще программы печати иногда предлагают напечатать под деталью «плот» (raft), который служит для тех же целей, что и поля. Если вы заинтересовались этими возможностями, загляните в соответствующее руководство — там все разъясняется подробно.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
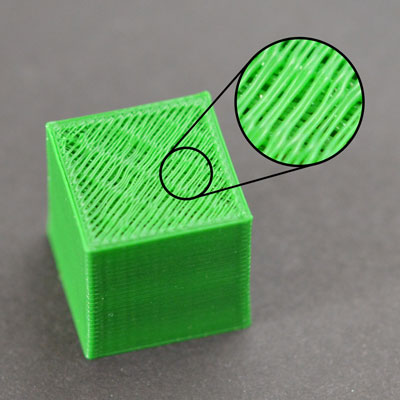
Пластика экструдируется недостаточно
В каждом из профилей программ для 3D-печати есть настройки, в которых указывается, сколько пластика 3D-принтер должен экструдировать. Однако, поскольку сам 3D-принтер не дает никаких сигналов относительно того, сколько пластика он экструдировал на самом деле, может случиться, что филамента было выдавлено меньше, чем это предполагает программа (это называется недоэкструдированием). Если возникла такая проблема, вы можете обнаружить щели между соседними слоями. Самый надежный способ, которым можно проверить, достаточное ли количество пластика экструдирует ваш принтер, — это распечатать простой кубик с ребром 20 мм и как минимум 3 контурами. Посмотрите на верхний слой — хорошо ли соединены между собой все 3 контура? Если есть щели, имеет место недоэкструдирование. Если все периметры как положено соприкасаются и щелей нет, проблема в чем-то другом. Если вы установили факт недоэкструдирования, есть несколько причин этой проблемы, и их можно свести к следующим:
Неверный диаметр нити филамента
Первое, что вам следует проверить, — это то, знает ли программа печати о диаметре используемого вами филамента. Эти настройки обычно живут в меню Edit Process Settings → Other. Убедитесь, что выставленная там величина соответствует используемому филаменту. Вы можете даже самостоятельно измерить этот диаметр с помощью микрометра или другого прецизионного прибора и убедиться, что он совпадает с настройками программы. Наиболее распространенные значения диаметра нити филамента — 1,75 мм и 2,85 мм. На многих катушках пластика указывается точный диаметр нитей.
Слишком мал коэффициент экструдирования
Если диаметр вашего филамента правильный, а экструдирование по-прежнему недостаточное, вам нужно подстроить коэффициент экструдирования. Это очень полезный параметр (его иногда называют показателем расхода и т.п.), который позволяет легко изменять количество экструдируемого пластика. Соответствующие настройки живут где-то под Edit Process Settings → Extruder. Для каждого экструдера на вашем принтере может быть установлен собственный коэффициент экструдирования, поэтому, если их у вас несколько, нужно выбрать из соответствующего списка правильный. Например, вы можете поменять указанный коэффициент с 1,0 на 1,05, и тогда пластика будет продавливаться на 5% больше, чем раньше. Для PLA коэффициент экструдирования обычно выставляют в 0,9, для ABS — ближе к 1,0. Попробуйте увеличивать этот параметр с шагом в 5%, распечатывая заново тестовый кубик, чтобы видеть, есть ли еще щели по периметру.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Пластика экструдируется слишком много
Программное обеспечение постоянно общается с вашим принтером, чтобы обеспечить экструдирование правильного количества филамента. Это очень важно для обеспечения хорошего качества печати. Но большинство 3D-принтеров не имеет возможности определять, сколько пластика выдавилось на самом деле. Если ваши настройки экструдирования выставлены неправильно, принтер может продавливать больше пластика, чем этого ожидает программа. Такого рода переэкструдирование приводит к тому, что избыточные количества пластика катастрофически скажутся на внешних размерах печатаемого объекта. Для решения этой проблемы надо обратить внимание на несколько параметров в установках программы печати. Посмотрите раздел Пластика экструдируется недостаточно — там подробно рассказано о том, что надо делать. Хотя это инструкции на случай недоэкструдирования, вы можете настраивать те же самые параметры, только в другую сторону. Например, увеличение коэффициента экструдирования помогает при недоэкструдировании, следовательно, этот коэффициент нужно уменьшить при переэкструдировании.
↑ В начало
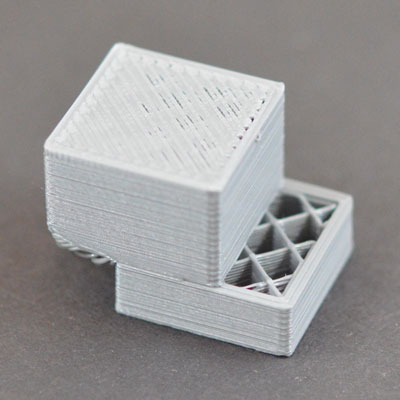
Дыры или щели на верхнем слое распечатки
Для экономии пластика большинство распечатываемых 3D-деталей представляют собой сплошную оболочку вокруг пористого, частично полого наполнения. Например, при создании внутреннего объема детали может использоваться только 30% наполнения, что означает, что внутри она только на 30% будет состоять из пластика, все остальное — воздух. Раз внутренности детали могут быть частично полыми, нам надо, чтобы поверхность была сплошной и прочной. Для этого программы 3D-печати позволяют указать, сколько сплошных слоев надо выложить снизу и сверху объекта. Например, если вы печатаете простой кубик с 5 сплошными слоями снизу и сверху, программа ровно так и сделает, а все то, что внутри, окажется частично пустым. Такой прием позволяет сэкономить впечатляющее количество пластика, притом что сами объекты останутся достаточно прочными благодаря выверенным настройкам заполнения. Однако в зависимости от того, какие именно настройки вы выставили, вы можете обнаружить, что верхние слои вашей распечатки, которые должны быть сплошными, не совсем сплошные. Там могут быть щели и дыры, хотя, судя по всему, быть их там не должно. Если вы столкнулись с такой проблемой, есть несколько простых настроек, которые помогут ее решить.
Недостаточно сплошные верхние слои
Первая настройка, на которую следует обратить внимание, — это количество верхних сплошных слоев. Когда вы пытаетесь напечатать на 100% сплошной слой поверх частично пустой внутренней части, верхний слой должен перекрыть лежащую под ним пустоту. Но одиночный слой будет стремиться стекать и провисать. Поэтому, как правило, поверх пустоты печатают несколько слоев, чтобы обеспечить плоскую и вполне твердую поверхность. Золотое правило здесь такое: сплошная часть распечатки должна быть не менее 0,5 мм в толщину. Поэтому, если у вас слои по 0,25 мм, их потребуется как минимум 2. Если вы печатаете тонкими слоями, например в 0,1 мм, вам может понадобится 5 сплошных верхних слоев, чтобы добиться удовлетворительного эффекта. Если вы заметили щели на верхней поверхности, в первую очередь нужно увеличить количество сплошных слоев, из которых она состоит. Например, если такая проблема имеет место при 3 сплошных слоях, попытайтесь выложить 5 и посмотрите, не стало ли лучше. Обратите внимание, что эти сплошные слои печатаются внутри вашего объекта, т.е. его внешние размеры не меняются. Изменить количество сплошных слоев можно в меню Edit Process Settings → Layer или аналогичном, в соответствии с используемой программой управления печатью.
Слишком низкий процент заполнения
Внутреннее заполнение вашего объекта играет роль фундамента для вышележащих слоев. Сплошные слои наверху распечатки требуют, чтобы фундамент под ними был достаточно прочным. Если у вас процент заполнения слишком мал, значит внутри будет слишком много пустого пространства. Так, если заполнение установлено в 10%, остальные 90% будут пустотой, т.е. могут быть очень большие незаполненные пространства, поверх которых вы потом попытаетесь напечатать сплошной слой. Если вы увеличиваете и увеличиваете количество сплошных верхних слоев, а щели на них всё не уходят и не уходят, вам может понадобиться увеличить процент заполнения, чтобы избавиться от этого недоразумения. Например, если процент заполнения был 30%, попробуйте установить его в 50%, в результате чего опора под сплошными верхними слоями станет более надежной.
Недостаточное экструдирование
Если вы увеличиваете и увеличиваете количество сплошных верхних слоев, а щели на них всё не уходят и не уходят, процесс может страдать от недостаточного экструдирования. Это значит, что через сопло вашего принтера пластика продавливается меньше, чем этого ожидает программа. Полное описание этой проблемы и способов ее решения приведены в разделе Пластика экструдируется недостаточно.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Волоски или паутина
Волоски (паутина, «волосатая», «усатая» печать) появляются тогда, когда при печати 3D-модели образуются тонкие, нежелательные нити пластика. Как правило, это связано с тем, что такие нити вытягиваются из сопла, когда экструдер перемещается на новую позицию. К счастью, у слайсеров есть несколько параметров, которые можно настроить, чтобы избавиться от этой незадачи. Самая стандартная настройка, которая борется с описываемой проблемой, называется обычно Retraction (втягивание). Если она включена, то экструдер, завершив печать определенного участка модели, втягивает филамент в сопло, что является хорошим способом избавления от «волосатости». Когда надо продолжить печать, филамент проталкивается обратно в сопло, и пластик начинает экструдироваться. Чтобы посмотреть, выставлено ли втягивание, нужно кликнуть на Edit Process Settings, а там выбрать вкладку Extruder. Эта опция должна быть включена для каждого из имеющихся экструдеров. Ниже мы рассмотрим важные параметры втягивания, а также некоторые другие настройки, которые пригодятся для того, чтобы избавиться от паутины, — в частности, настройки температуры экструдера.
Дистанция втягивания
Самая важная настройка у втягивания — это дистанция. Она определяет, сколько пластика втягивается обратно в сопло. Обычно, чем больше пластика втягивается, тем менее вероятно, что сопло будет протекать во время перемещения. Для большинства безредукторных экструдеров достаточно дистанции втягивания в 0,5-2,0 мм, хотя для некоторых экструдеров Bowden может понадобиться целых 15 мм, потому что у них большое расстояние между приводной шестеренкой и хот-эндом. Если вы столкнулись в вашей работе с проблемой «волосатости», попробуйте увеличить втягивание на 1 мм и посмотрите, не стало ли лучше.
Скорость втягивания
Следующий параметр втягивания, который нужно проверить, — это скорость, на которой филамент втягивается в сопло. Если она слишком мала, пластик будет медленно стекать вниз и может начать капать еще до того, как экструдер завершил перемещение на новую позицию. Если она слишком высока, филамент может оторваться от горячего пластика в сопле, или же в результате резкого движения приводная шестерня может «выгрызть» часть пластиковой нити. Золотая середина обычно находится где-то между 1200 и 6000 мм/мин (20-100 мм/с), тогда втягивание проходит наилучшим образом. Обычно в программах печати предлагаются уже заранее сконфигурированные профили, которые можно взять за исходные, и понемногу варьировать значения параметров, чтобы лучше подогнать их, например, к характеристикам используемого материала. Так что полезно поэкспериментировать и с разными значениями скорости втягивания и посмотреть, не уменьшится ли «волосатость».
Слишком высокая температура
Если с настройками параметров втягивания все хорошо, следующей по распространенности причиной возникновения паутины является избыточная температура экструдера. PLA особенно чувствителен к температуре. Если она слишком высока, пластик внутри сопла становится чрезмерно жидким и ему гораздо легче вытекать через сопло. Если же температура слишком низка, пластик будет слишком твердым и его будет трудно продавить через хот-энд. Если, на ваш взгляд, с настройками втягивания у вас все в порядке, а описываемая проблема не решена, можно попытаться снизить температуру экструдера на 5-10 градусов. Это может значительно сказаться на качестве готового объекта. Температура настраивается, как легко догадаться, где-то здесь: Edit Process Settings → Temperature. Выберите из списка соответствующий экструдер и укажите его желаемую температуру для конкретной точки процесса печати.
Перемещение на большие открытые расстояния
Как мы уже говорили, паутина появляется тогда, когда экструдер перемещается на новую позицию, а пластик в это время вытекает через сопло. То, насколько такого рода протечка может оказаться существенной, в значительной мере связано с расстоянием, на которое перемещается печатающая головка. Небольшие расстояния преодолеваются достаточно быстро, так что пластик просто не успевает просочиться. А вот если расстояния значительные, вероятность появления паутины гораздо выше. У многих программ 3D-печати есть исключительно полезная фича, которая позволяет минимизировать расстояние перемещения сопла над пустотой. Делается это за счет того, что траектория меняется с прямой и кратчайшей, на более длинную и извилистую — зато над поверхностью. В большинстве случаев можно вообще подобрать траекторию, которая ни разу не окажется «мостиком». То есть, для возникновения паутины просто не будет возможностей, потому что сопло всегда будет находиться над чем-то. Такая опция живет где-нибудь в Advanced и может называться, например, Avoid crossing outline for travel movement, т.е. «избегать выхода за границы контура при перемещении».
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
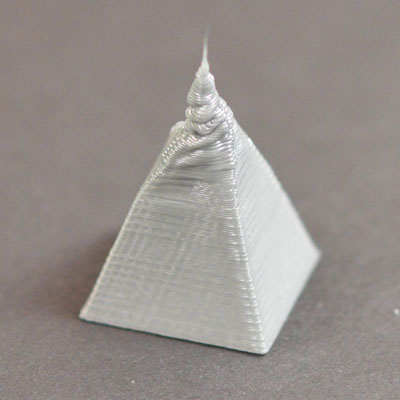
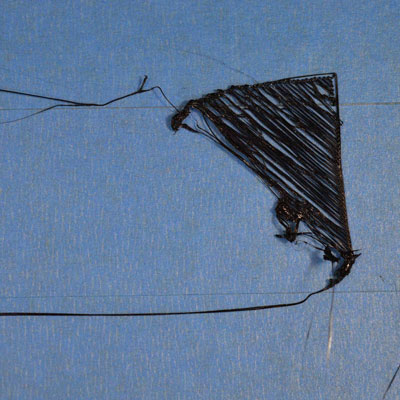
Перегрев пластика
Пластик, который выходит из экструдера, имеет температуру в интервале 190-240 °С. Поскольку пластик горячий, он мягкий и ему легко придавать различные формы. Но когда он остывает, он быстро становится твердым, и форму его так просто уже не изменить. Вам нужно добиться баланса между температурой и охлаждением так, чтобы пластик мог свободно течь через сопло, но быстро затвердевал, обеспечивая точные размеры распечатываемой 3D-детали. Если такого баланса нет, могут возникнуть проблемы с качеством печати, когда, например, внешние размеры объекта окажутся не такими, как вы планировали. Как видно на фото, филамент, который был экструдирован на вершину пирамиды, не смог достаточно быстро застыть, чтобы сохранить форму. Вот некоторые распространенные причины перегрева и способы их устранения.
Недостаточное охлаждение
Наиболее распространенная причина перегрева — это если пластик остужается недостаточно быстро. Когда такое происходит, горячий пластик, охлаждаясь, успевает принимать самые разные формы. Для многих видов пластика гораздо лучше, когда филамент, будучи выложен в слой, быстро охлаждается, чтобы форма не успела измениться. Если у вашего принтера есть охлаждающий вентилятор, попытайтесь увеличить мощность охлаждения, чтобы пластик остывал быстрее. Мощность охлаждения, она же скорость вращения, изменяется во вкладке Edit Process Settings → Cooling. Двойной клик на соответствующей метке, изменение значения — и дело в шляпе. Дополнительное охлаждение поможет пластику сохранить форму. Если у вашего принтера нет родного вентилятора, можно какой-нибудь приспособить или вообще использовать небольшой ручной, обдувая им объект в процессе печати.
Печать ведется при слишком высокой температуре
Если вы уже задействовали вентилятор, а проблема еще не решена, вы можете попытаться вести саму печать при более низкой температуре. Когда пластик экструдируется при более низкой температуре, он быстрее застывает и лучше держит форму. Попробуйте снизить температуру на 5-10 градусов и посмотрите, что получится. Это можно сделать в меню Edit Process Settings → Temperature. Двойной клик на соответствующей метке, изменение значения — готово. Не перестарайтесь, иначе пластик не разогреется достаточно для того, чтобы его можно было продавить через малюсенькую дырочку на конце сопла.
Печать ведется на слишком большой скорости
Если каждый слой вашего объекта печатается очень быстро, времени на то, чтобы каждый предыдущий слой достаточно остыл, может оказаться недостаточно, и печать будет вестись поверх горячего слоя. Это особенно важно для очень мелких деталей, когда на печать каждого слоя требуется всего несколько секунд. Даже при наличии охлаждающего вентилятора вам может потребоваться снизить скорость печати маленьких слоев, чтобы предоставить им достаточное время для остывания. В большинстве программ 3D-печати это делается очень просто. Во вкладке Cooling меню Edit Process Settings, скорее всего, имеется раздел Speed Overrides. Там выставляется параметр автоматического снижения скорости печати для маленьких слоев, чтобы дать им время на то, чтобы остыть и застыть, перед тем как поверх них начнет печататься новый слой. Например, можно разрешить программе автоматически снижать скорость печати для слоев, которые выкладываются менее чем за 15 секунд. Это очень полезная опция для борьбы с перегревом.
Если ничего не помогает, попробуйте печатать сразу несколько деталей
Если вы попробовали все три перечисленных варианта, но проблемы с недостаточным охлаждением остаются, можно вот еще что попробовать. Создайте в слайсере копию объекта, который собираетесь напечатать (Edit → Copy/Paste), или импортируйте другой объект, чтобы он печатался одновременно. Печатая два объекта одновременно, вы можете обеспечить большее охлаждение для каждого из них. Нагретому соплу придется перемещаться на другую позицию над платформой, чтобы выложить слой второй детали, и это дает короткую передышку, за время которой первая деталь может немного остыть. Это простой, но очень эффективный метод решения проблемы перегрева.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Смещение слоев или отсутствие выравнивания
Большинство 3D-принтеров использует систему управления без обратной связи, иными словам, как бы странно это ни показалось, они не имеют представления о реальном положении печатающей головки. Принтер просто пытается переместить головку в определенную позицию и надеется, что она там и окажется. В большинстве случаев это работает, потому что шаговый мотор принтера достаточно мощный и какой-то такой нагрузки, которая могла бы помешать его работе, обычно не случается. Но если что-то идет не так, принтер никак не сумеет это определить. Например, если вам удалось достаточно сильно ударить по принтеру в тот момент, когда он занят делом, его печатающая головка может резко изменить положение. Поскольку аппарат не имеет представления, о том, на что вы сподобились, он продолжит печатать как ни в чем не бывало. Если вы обнаружили в вашей распечатке смещенные слои, это обычно вызвано одной из нижеуказанных причин. К сожалению, если такая ошибка возникает, сам принтер выловить ее не в состоянии, и тут на помощь должен прийти человек и решить одну из следующих проблем.
Печатающая головка движется слишком быстро
Если вы печатаете на очень высокой скорости, моторы вашего 3D-принтера могут испытывать проблемы с тем, чтобы ее поддерживать. Если вы пытаетесь заставить принтер печатать быстрее, чем это могут обеспечить моторы, вы можете услышать характерный щелкающий звук, когда приводу не удается достигнуть заданного положения. Когда такое случается, оставшаяся часть печатаемого объекта получится смещенной относительно того, что было напечатано ниже. Если вам кажется, что печатающая головка перемещается слишком быстро, попробуйте снизить скорость на 50% и посмотрите, что получится. Для этого в меню Edit Process Settings имеется вкладка Other. Настройте Default Printing Speed и X/Y Axis Movement Speed. Первый параметр определяет скорость любого перемещения, когда экструдер активно продавливает пластик, второй определяет скорость быстрых перемещений, когда экструдирования не происходит. Если значение одного их этих параметров слишком велико, это может привести к смещению слоев. Если вы не испытывайте смущения, когда меняете расширенные настройки, вы можете попробовать также уменьшить в параметрах прошивки вашего принтера значение ускорения, чтобы скорость увеличивалась и уменьшалась не так резко.
Механические или электрические проблемы
Если слои остаются смещенными и после снижения скорости печати, тогда, вероятнее всего, у принтера есть какая-то механическая или электрическая проблема. Например, в большинстве 3D-принтеров для того, чтобы мотор управлял положением печатающей головки, применяются ременные передачи. Эти ремни обычно делаются из резины, которая укреплена каким-нибудь волокном. С течением времени ремни могут растягиваться, что сказывается на их натяжении и на способности точного позиционирования. Если натяжение слишком мало, ремень может соскочить со шкива привода, т.е. привод будет вращаться, но ремень не будет ничего передавать. Если ремень был изначально натянут слишком сильно, это тоже может привести к проблемам. Перетянутый ремень создает избыточное трение в подшипниках, что мешает двигателям вращаться. Идеальная сборка предполагает, что ремень натянут достаточно сильно, чтобы не соскочить, но не настолько сильно, чтобы блокировать вращение системы. Если вы начинаете замечать появление смещенных слоев, вы должны убедиться, что все ремни приводного механизма натянуты должным образом, не слишком слабо и не слишком сильно. Если вы думаете, что проблема в этом, пожалуйста, обратитесь за советом к изготовителю вашего принтера.
Во многих 3D-принтерах есть также ремни, которые натянуты на шкивы, закрепленные на валу шагового двигателя. Крепление там выполнено с помощью маленьких регулировочных винтов, называемых также установочными. Так обеспечивается синхронное вращение шкива и вала. Но если регулировочные винты ослабли, синхронность может оказаться нарушенной. Может оказаться, что мотор вращается, а шкив — нет. Когда такое случается, печатающая головка не попадает в требуемую позицию, что сказывается на выравнивании всех печатаемых после сбоя слоев. Поэтому, если смещение слоев возникает регулярно, вы должны убедиться, что винтики на шкивах затянуты хорошо.
Бывают также некоторые распространенные сбои по электричеству, которые тоже приводят к тому, что мотор сбивается с позиции. Например, если сила тока, подаваемого на двигатель, слишком мала, его мощности может оказаться недостаточно для вращения. Бывает также, что электроника электропривода перегрелась, из-за чего мотор может временно остановиться и не работать до тех пор, пока температура не придет в норму. Это, конечно, не всё, здесь описаны только несколько распространенных электрических и механических моментов, на которые следует обратить внимание, если смещение слоев представляет часто возникающую проблему.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
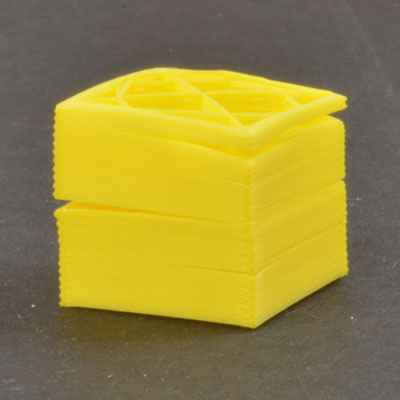
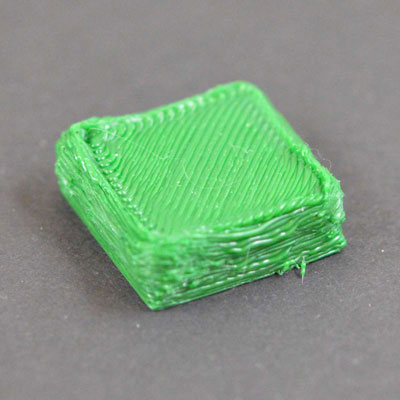
Слои разделяются и расщепляются
3D-печать устроена таким образом, что в один конкретный момент печатается один конкретный слой объекта. Каждый последующий слой печатается поверх предыдущего, и в конце концов получается заданная 3D-модель. Но для того, чтобы получившийся объект был достаточно прочным и надежным, требуется сделать так, чтобы каждый слой был надлежащим образом связан с тем, который находится под ним. Если слои связаны друг с другом недостаточно хорошо, получившийся объект может расколоться и развалиться. Вот несколько типичных причин этого и предложений о том, как все можно исправить.
Слишком большая высота слоя
Диаметр сопла большинства 3D-принтеров составляет 0,3-0,5 мм. Пластик проталкивается через это малюсенькое отверстие, чтобы в результате можно было напечатать очень мелкие детали. Но эти маленькие размеры сопла накладывают также определенные ограничения на то, какой может быть высота (или, если угодно, толщина) слоя. Когда вы распечатываете один слой пластика поверх другого, вы хотите, чтобы верхний слой был прижат к нижнему, чтобы они оказались сцеплены друг с другом. Железное правило здесь такое: выбираемая вами высота слоя должна быть на 20% меньше диаметра сопла. Например, если у вас сопло на 0,4 мм, вы не можете слишком отклониться от высоты слоя в 0,32 мм — в противном случае слои пластика не будут надлежащим образом прилипать друг к другу. Поэтому, если вы заметили, что ваша распечатка расслаивается, слои не сцепляются, первое, что нужно проверить, — соотношение высоты слоя и диаметра отверстия сопла. Попробуйте уменьшить высоту слоя и посмотрите, не стало ли сцепление слоев лучше. Это можно сделать в меню Edit Process Settings, во вкладке Layer.
Слишком низкая температура печати
Горячий пластик всегда лучше соединяется, чем холодный. Если вы заметили недостаточное сцепление слоев и уверены, что высота слоя не слишком велика, возможно, вашему филаменту, чтобы соединение слоев было надежным, для печати требуется более высокая температура. Например, если вы пытаетесь печатать пластиком ABS при 190 °С, вы, скорее всего, обнаружите, что слои печатаемого объекта слишком легко расщепляются. Это происходит потому, что для печати ABS требуется температура 220-235 °C, тогда слои склеиваются надежно. Поэтому, если вы столкнулись с описываемой проблемой, убедитесь, что вы печатаете при правильной температуре, которая соответствует вашему филаменту. Попробуйте увеличить температуру на 10 градусов и посмотрите, не улучшилось ли сцепление. Это можно сделать в меню Edit Process Settings → Temperature. Двойной клик на соответствующей метке, изменение значения — готово.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
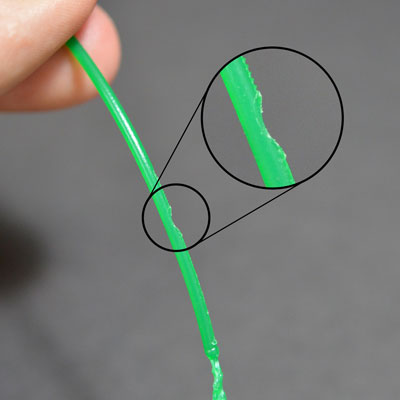
Филамент стачивается, пластик крошится
В большинстве 3D-принтеров используется небольшая приводная шестеренка, которая цепляет филамент и направляет его туда, куда надо. У приводной шестеренки острые зубцы, которые позволяют ей вгрызаться в филамент и проталкивать его вперед или назад, в зависимости от направления вращения. Если филамент не может двигаться, а шестеренка вращается, она может настолько его «изгрызть», что ей уже будет не за что цепляться, чтобы проталкивать нить. На такого рода проблему жалуются многие: филамент оказывается сточенным, в результате чего экструдер не может работать так, как должен был бы. Если это произошло с вашим принтером, вы обычно обнаруживаете под ним кучку пластиковой стружки, которую сточила приводная шестеренка. Вы также можете обратить внимание на то, что мотор работает, но филамент в экструдер не проталкивается. Мы объясним, как проще всего избавиться от этой беды.
Увеличьте температуру экструдера
Если вы столкнулись со стачиванием филамента, попробуйте на 5-10 градусов увеличить температуру экструдера, чтобы пластик лучше тек. Это можно сделать в меню Edit Process Settings → Temperature. Выберите из списка соответствующий экструдер и укажите его желаемую температуру для конкретной точки процесса печати. При более высокой температуре пластик всегда течет легче, так что указанная настройка может оказаться весьма полезной.
Печать ведется на слишком большой скорости
Если стачивание филамента продолжается даже после увеличения температуры, следующее, что нужно сделать, — это снизить скорость печати. Тогда, поскольку филамент будет продавливаться в течение большего времени, мотору экструдера не придется вращаться так быстро. Меньшая скорость вращения мотора может помочь избежать стачивания. Эти настройки обычно живут в меню Edit Process Settings → Other. Настройте параметр Default Printing Speed, который определяет скорость любого перемещения, когда экструдер активно продавливает пластик. Например, если раньше печать велась на скорости 3600 мм/мин (60 мм/с), попробуйте ее уменьшить на 50% и посмотрите, не исчезло ли стачивание.
Проверьте, не забито ли сопло
Если и после увеличения температуры, и после снижения скорости печати приводная шестеренка продолжает грызть филамент, скорее всего, сопло вашего принтера частично засорено. Пожалуйста, обратитесь к разделу Засорился экструдер, где даны указания о том, как решить эту проблему.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало

Сопло засорилось, пластик застрял в экструдере 3D-принтера
Вашему 3D-принтеру за время его службы приходится расплавлять и экструдировать много килограммов пластика. Чтобы жизнь медом не казалась, ему приходится еще и проталкивать весь этот пластик через малюсенькую дырочку диаметром с песчинку. И неизбежно наступает момент, когда с этим процессом что-то идет не так и экструдеру больше не удается проталкивать пластик через сопло. Эти забивания или засоры обычно случаются потому, что что-то внутри сопла мешает пластику свободно проходить. В первый раз это особенно огорчает, и мы опишем несколько последовательных шагов, которые помогут решить проблему с забитым соплом.
Протолкните филамент в экструдер вручную
Самое первое, что можно попробовать сделать, — вручную протолкнуть филамент в экструдер. Для начала полезно прогреть экструдер до соответствующей пластику температуры. Это делается через панель управления программы 3D-печати. Также на панели управления надо найти меню Jog Controls или аналогичное, с помощью которого можно подать пластик вперед или назад. Подайте его в экструдер, на, например, 10 мм. Когда привод начнет вращаться, легонько подтолкните филамент руками. В большинстве случаев небольшого дополнительного усилия оказывается достаточно, чтобы пластиковая нить миновала проблемное место.
Переустановите филамент
Если филамент все равно не двигается, следующее, что надо сделать, — это извлечь его из принтера. Убедитесь, что экструдер нагрет до нужной температуры, а затем через контрольную панель программы печати вытяните филамент из экструдера. Как и в предыдущем случае, придется приложить разумную физическую силу: если нить застряла, аккуратно потяните ее. После того как филамент извлечен, с помощью ножниц отрежьте расплавившийся или поврежденный кусок. Заправьте филамент снова и проверьте, удается ли теперь печатать новым, неповрежденным отрезком пластиковой нити.
Прочистите сопло
Если же и новым куском печатать не получается, скорее всего, требуется прочистка сопла. Многие пользователи 3D-принтеров весьма успешно решали эту задачу, нагревая экструдер до 100 °С и вручную протягивая филамент через сопло (в надежде, что он вытянет оттуда весь мусор). Другие отдавали предпочтение струне «ми» (очевидно, первой, для шестиструнной гитары. — Прим. перев.), протягивая ее через сопло туда-сюда. Рекомендуем воспользоваться методом холодной протяжки, поищите в интернете как это сделать. Можно придумать массу разных методов, да и все экструдеры разные, но за точными указаниями лучше всего обратиться к изготовителю принтера.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
3D–принтер перестает печатать в произвольный момент, в процессе печати
Если в начале работы ваш принтер экструдировал нормально, а потом внезапно перестал, то такая проблема обычно связана с всего лишь несколькими причинами. Мы объясним каждую из них и предложим способ устранения неполадки. Если такого рода проблема случается в самом начале печати, обратитесь к разделу Нет экструдирования при начале печати.
Кончился филамент
Это очевидно: перед тем как искать причину того, почему принтер не печатает, чрезвычайно полезно убедиться, есть ли ему чем печатать. Если катушка кончилась, надо заправить новую, после чего продолжить.
Филамент сточился о приводную шестеренку
Во время печати мотор экструдера непрерывно вращается, пытаясь протолкнуть филамент в сопло, чтобы принтер мог экструдировать пластик. Если вы пытаетесь печатать слишком быстро или экструдировать слишком много пластика, мотор может начать вгрызаться в филамент вплоть до того, что сточит все, и шестеренке не за что будет цепляться. Если мотор экструдера вращается, а филамент не движется, вероятно, причина именно в этом. Пожалуйста, обратитесь к разделу Филамент стачивается, где даны указания о том, как решить эту проблему.
Экструдер засорен
Если все из вышеописанного не ваш случай, очень вероятно, что засорился экструдер. Если это произошло в процессе печати, вы можете проверить на предмет загрязнений сам филамент, а также убедиться, что катушка не запылилась. Если в сопло подается пыльный филамент, все кончается засором. Есть еще несколько возможных причин засорения экструдера, так что, пожалуйста, обратитесь за подробностями в раздел Нет экструдирования при начале печати.
Перегрелся мотор экструдера
Когда идет печать, мотору экструдера приходится очень несладко. Он постоянно вращается вперед и назад, тянет и толкает пластик туда и обратно. Быстрые движения связаны с высоким расходом (и выделением) энергии, так что, если у электроники принтера недостаточное охлаждение, она запросто может перегреться. Обычно у моторов имеется термозащита, которая их отключает, если температура становится слишком высокой. В таком случае может оказаться, что моторы по осям X и Y продолжают работать и перемещать головку экструдера, но мотор самого экструдера стоит. Единственный способ решить эту проблему — выключить принтер и дать электронике остыть. Также может оказаться полезным установить дополнительный вентилятор охлаждения, если у проблемы наблюдаются рецидивы.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
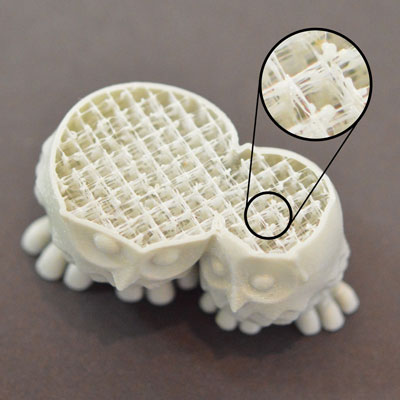
Плохое наполнение
Наполнение вашей 3D-модели играет очень важную роль в плане ее прочности. Оно отвечает за то, чтобы скреплять внешнюю оболочку 3D-объекта и поддерживать те его плоскости, которые печатаются поверх него. Если наполнение получается слабым или «волосатым», вам следует изменить несколько настроек программы управления печатью, чтобы придать дополнительную прочность этой части вашего объекта.
Попробуйте изменить шаблоны наполнения
Один из первых параметров, на которые вам нужно обратить внимание, — это используемый при печати наполнения шаблон. Шаблон описывается параметром Internal Fill Pattern. Некоторые шаблоны более сплошные и прочные, некоторые менее. Например, Grid, Triangular и Solid Honeycomb, т.е. «Решетка», «Треугольники» и «Сплошные соты», — это прочные наполнения. Другие, такие как Rectilinear или Fast Honeycomb, т.е. «Прямолинейный» или «Быстрые соты», жертвуют прочностью ради скорости. Если у вас проблема с созданием прочного и надежного наполнения, изучите эффект от разных шаблонов.
Уменьшите скорость печати
Наполнение обычно печатается быстрее, чем другие части вашей 3D-модели. Если вы будете пытаться печатать наполнение слишком быстро, экструдер с этим может не справиться и вы увидите эффект недоэкструдирования во внутренней части вашего объекта. В результате этого наполнение будет непрочным и паутинообразным, потому что экструдеру не удалось протолкнуть такое количество пластика, на которое рассчитывала программа печати. Если вы испробовали различные шаблоны наполнения, но проблема с его прочностью сохраняется, попробуйте уменьшить скорость печати. Для этого в меню Edit Process Settings есть вкладка Other. Настройте скорость печати по умолчанию, Default Printing Speed, от которой непосредственно зависит скорость, с которой печатается наполнение. Например, если раньше печать велась на скорости 3600 мм/мин (60 мм/с), попробуйте ее уменьшить на 50% и посмотрите, не стало ли наполнение более прочным и сплошным.
Увеличьте ширину экструдирования наполнителя
С помощью другой очень мощной опции, которая есть в некоторых программах 3D-печати, можно изменить ширину экструдирования при печати наполнения. Например, вы можете печатать внешний контур при ширине экструдирования всего 0,4 мм, но переходить на 0,8 мм, когда идет печать внутренних частей. В результате внутренние перегородки станут более толстыми и крепкими, что непременно скажется на прочности печатаемого 3D-объекта. Эти настройки можно найти в меню Edit Process Settings → Infill. Ширина экструдирования наполнения, Infill Extrusion Width, задается в процентах от нормальной. Если, например, вы установите ее в 200%, экструдируемый при печати наполнения пластик будет выкладываться вдвое более широкими полосками, чем при печати периметров. При такого рода настройке следует учитывать возможность программы печати поддерживать указанный вами процент наполнения. Если вы установите ширину внутреннего экструдирования в 200%, при печати каждой полоски наполнения будет использоваться вдвое больше пластика. Чтобы обеспечить такой процент наполнения, образующие его нити пластика должны быть соответствующим образом пространственно разведены. По этой причине многие увеличивают процент наполнения после увеличения ширины экструдирования наполнения.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
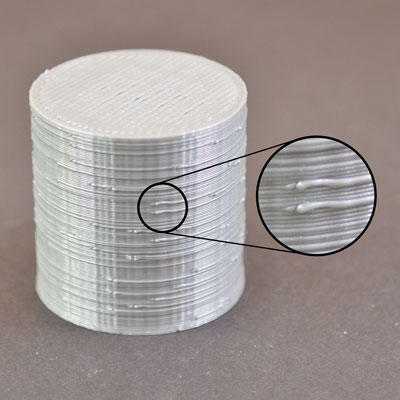
Наплывы, натёки, сопли и прыщи
В ходе 3D-печати экструдеру приходится постоянно останавливать и снова начинать продавливание филамента по мере того, как он перемещается от одной позиции к другой. Большинство экструдеров очень хорошо справляется с равномерным экструдированием в процессе перемещения, однако всякий раз, когда экструдер выключается, а затем снова включается, возникают небольшие отклонения. Например, если вы присмотритесь к внешней поверхности вашей 3D-распечатки, вы можете заметить небольшую отметину, и это именно то место, откуда экструдер начал работу с конкретным фрагментом пластика. Экструдер же должен был с какого-то места начать печатать оболочку вашей 3D-модели, а затем, когда печать оболочки завершается, он в эту исходную точку возвращается. Такого рода отметки обычно называются натеками или соплями. Как вы легко можете догадаться, соединить две детали, у которым имеются натеки, может оказаться проблематичным. К счастью, во многих программах 3D-печати есть простой инструмент, позволяющий минимизировать такого рода косметические дефекты.
Настройки втягивания и хода накатом
Если вы стали замечать небольшие дефекты на поверхности распечатки, самый лучший способ поставить диагноз — внимательнее приглядеться к каждому из распечатанных периметров. Не появляется ли этот дефект в тот момент, когда начинается печать периметра? Или же она появляется позже, когда периметр завершен и экструдер остановился? Если дефект появляется в самом начале цикла, возможно, вам следует слегка подстроить втягивание. Зайдите в Edit Process Settings → Extruders. Сразу под дистанцией втягивания имеется настройка, обозначенная как Extra Restart Distance. Речь идет о разнице между дистанцией втягивания филамента, когда экструдер останавливается, и длиной, на которую он заполняется перед тем, как снова продолжить работу. Если вы обнаруживаете поверхностный дефект в начале периметра, в экструдере, скорее всего, остается слишком много пластика перед началом печати контура. В таком случае нужно уменьшить длину заполнения, введя отрицательное значение в поле Extra Restart Distance. Например, если дистанция втягивания была 1,0 мм, а параметр Extra Restart Distance установлен в -0,2 мм (обратите внимание на минус), то каждый раз, когда экструдер будет останавливаться, он будет втягивать 1,0 мм пластика. Но каждый раз, когда он будет снова приступать к работе, в сопло будет подано только 0,8 мм пластиковой нити. Подстраивайте этот параметр до тех пор, пока дефект при начале экструдирования периметра не исчезнет.
Если же дефект не проявляется до окончания печати периметра, когда экструдер останавливается, надо заняться другим параметром. Он называется Coasting, т.е. «Движение накатом». Его значение выставляется, как правило, прямо под настройками втягивания во вкладке Extruder. Он позволяет выключить экструдер за несколько мгновений до того, как тот дойдет до конца периметра, что позволит сбросить давление внутри сопла. Включите эту опцию и увеличивайте значение до тех пор, пока дефекты в конце каждого периметра, когда экструдер останавливается, не исчезнут. Обычно 0,2-0,5 мм движения по инерции дают ощутимый результат.
Избегайте ненужного втягивания
Вышеупомянутые настройки втягивания и хода накатом могут помочь избежать дефектов в случаях, когда сопло отводится назад, но иногда гораздо лучше просто попытаться избежать такого движения печатающей головки. Иными словами, сделать так, чтобы экструдер никогда не менял бы направления своего движения на противоположное и продолжал работать спокойно и равномерно. Это особенно важно для принтеров с экструдерами Bowden, поскольку большое расстояние между их мотором и соплом делает втягивание более проблематичным. Чтобы настроить параметр, который определяет, когда включается втягивание, надо перейти во вкладку Advanced и найти там раздел Ooze Control Behavior, что переводится примерно как «действия по управлению протечкой». В этой секции много полезных настроек, которыми можно изменить соответствующее поведение вашего 3D-принтера. Как было сказано ранее, в разделе про волоски и паутину, Stringing or Oozing, втягивание задается главным образом для того, чтобы сопло не протекало в тот момент, когда оно, при этом не печатая, перемещается от одной части объекта к другой. Если же сопло не пересекает открытых пространств, все то, что из него вытекает, останется внутри печатаемой модели и снаружи видно не будет. Поэтому у многих программ управления печатью во избежание излишнего втягивания имеется галочка, которая указывает, что втягивать филамент следует только над открытыми пространствами — Only retract when crossing open spaces.
Другая полезная вещь обитает в разделе Movement Behavior. Если принтер настроен так, что втягивает филамент только над открытыми пространствами, будет чрезвычайно полезно всячески таких пространств избегать. У некоторых программ управления 3D-печатью имеется такая полезная функция, которая позволяет изменить траекторию движения экструдера, минимизировав число случаев выхода за периметр. Если это удается, необходимость во втягивании вообще отпадает. Такая опция называется Avoid crossing outline for travel movement, т.е. «избегать выхода за границы контура при перемещении».
Нестационарное втягивание
Другая очень полезная возможность, которая есть в ряде программ 3D-печати, — нестационарное втягивание. Оно особенно полезно для экструдеров Bowden, в соплах которых во время печати создается высокое давление. Обычно, когда такие принтеры заканчивают работу, избыточное давление в остановившемся экструдере может приводить к тому, что в нем начнут образовываться сгустки пластика. Для этой ситуации у некоторых программ 3D-печати есть опция, включив которую, можно позволить соплу втягивать филамент во время движения. Это снижает вероятность образования сгустков пластика в покоящемся экструдере, потому что втягивание производится на ходу. Чтобы включить эту опцию, надо сначала настроить несколько параметров. Для начала зайдите в Edit Process Settings → Extruders. Убедитесь, что Wipe Nozzle («подтирка сопла») включена. Это будет означать, что принтер будет прочищать сопло в конце каждого фрагмента модели, когда он останавливает процесс печати. Установите для начала «расстояние подтирки», Wipe Distance, в 5 мм. Далее перейдите в Advanced и включите Perform retraction during wipe movement — «втягивание во время подтирки». Это заблокирует стационарное втягивание, поскольку принтеру теперь сказано, чтобы он прочищал сопла на противоходе. Это очень мощная опция, и есть очень большой шанс, что она поможет вам избавиться от поверхностных дефектов.
Выберите место начала печати
Если мелкие дефекты все-таки остаются, имеется возможность указать принтеру, где допустимо оставлять такого рода точечки. Это можно сделать в меню Edit Process Settings, во вкладке Layer. В большинстве случаем место начала печати выбирается таким образом, чтобы оптимизировать скорость. На вы можете также сделать выбор этой точки начала случайным, рандомизировать его, или же указать конкретную позицию. Например, если вы печатаете статую, вы можете дать инструкцию, чтобы печать всегда начиналась с тыльной стороны фигуры, так что спереди ничего видно не будет. Для этого надо включить опцию Choose start point that is closest to specific location, и печать будет начинаться максимально близко к заданной точке, координаты которой надо указать.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
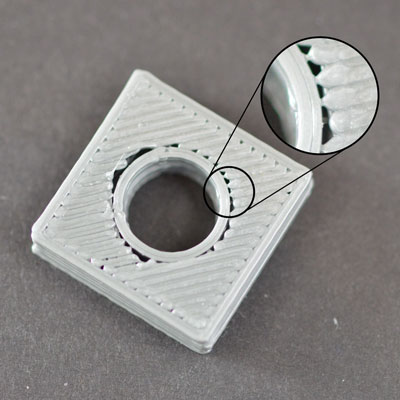
Щели между наполнением и контуром
Каждый слой печатаемого 3D-объекта создается в результате комбинации внешнего периметра и наполнения. Периметры слоев следуют контуру модели, создавая прочную и аккуратную поверхность. Наполнение, которое печатается внутри этих периметров, составляет остальную часть слоя. Оно обычно исполняется в виде шаблонов, которые получаются в результате возвратно-поступательного движения печатающей головки и позволяют печатать на высокой скорости. Поскольку при печати канвы наполнения используются другие шаблоны, чем при печати контура, важно, чтобы эти две части прочно соединялись друг с другом. Если вы замечаете небольшие щели по краям вашего наполнения, то проблемы, которые устраняются соответствующими настройками, могут быть следующими:
Недостаточное перекрытие контура
В некоторых программах управления 3D-печатью имеется параметр, который позволяет регулировать прочность сцепления внешнего контура и наполнения. Параметр этот называется Outline overlap, он указывает, насколько наполнение будет накладываться на периметр, чтобы эти две части лучше сцеплялись. Эту настройку можно найти в меню Edit Process Settings → Infill. В ней указывается процент от ширины экструдирования, что облегчает масштабирование для разных диаметров сопел. Например, если у вас указано 20% перекрытия контура, это значит, что программа передаст на принтер инструкции, по которым наполнение будет на 20% перекрывать внутреннюю часть периметра. Перекрытие позволяет обеспечить более надежное сцепление этих двух частей модели. Если вы раньше печатали с нахлестом в 20%, попробуйте увеличить его до 30% и посмотрите, не исчезли ли зазоры между периметром и внутренней частью распечатки.
Печать ведется на слишком большой скорости
Наполнение модели обычно печатается значительно быстрее, чем контуры. Между тем, если наполнение печатается слишком быстро, времени на то, чтобы оно сцепилось с периметром, может оказаться недостаточно. Если вы попытались увеличить перекрытие контура, но щели между периметром и наполнением не исчезли, вы можете попробовать снизить скорость печати. Для этого в меню Edit Process Settings есть вкладка Other. Настройте параметр Default Printing Speed, который определяет скорость любого перемещения, когда экструдер активно продавливает пластик. Например, если раньше печать велась на скорости 3600 мм/мин (60 мм/с), попробуйте ее уменьшить на 50% и посмотрите, не исчезли ли щели между периметром и наполнением. Если зазоры при более низкой скорости исчезли, начинайте понемногу ее увеличивать, пока она не станет максимальной, но не приводящей к дефектам.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
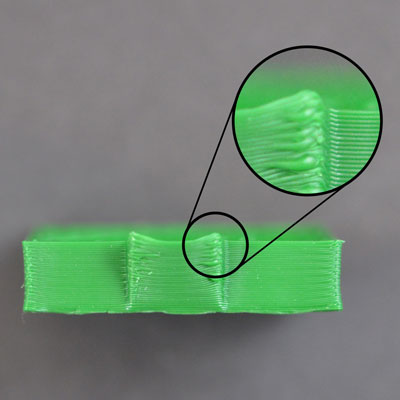
Загибающиеся или неровные углы и края
Если через какое-то время вы замечаете, что какие-то части вашей распечатки начинают загибаться, проблема обычно в перегреве. Пластик экструдируется при очень высокой температуре, и, если он быстро не остывает, с течением времени он может изменить форму. Этой проблемы можно избежать, если быстро остужать каждый слой таким образом, чтобы у него не оставалось времени на деформацию до того, как он застынет. Для более подробного описания вопроса и способов его решения обратитесь, пожалуйста, к разделу Перегрев. Если вы замечаете, что деталь начинает загибаться в самом начале печати, то здесь вам поможет раздел Распечатка не прилипает к платформе, в котором рассматриваются проблемы, связанные с первым слоем.

Царапины на верхней плоскости
Одним из преимуществ 3D-печати является то, что каждый объект в каждый отдельно взятый момент времени формируется послойно. Это значит, что при печати каждого конкретного слоя сопло может свободно перемещаться в любое место платформы, если под этим местом уже есть напечатанный слой. Поскольку это позволяет достигать очень высоких скоростей печати, вы можете заметить, что сопло оставляет метку, когда перемещается на поверхность только что распечатанного слоя. Как правило, это наиболее заметно на сплошных верхних плоскостях печатаемого объекта. Царапины и отметины возникают тогда, когда сопло пытается переместиться в новую позицию, но при этом задевает за уже распечатанный пластик. Ниже мы укажем на некоторые возможные причины этого и дадим рекомендации по поводу того, какими настройками можно выйти из положения.
Пластика экструдируется слишком много
Одна из первых вещей, которую следует проверить, — это количество экструдируемого пластика: не слишком ли оно велико. Если оно слишком велико, каждый слой будет немного толще, чем запланировано. Это значит, что когда сопло будет над ним перемещаться, оно может зацепиться за пластик. Перед тем как проверять различные другие настройки, следует сначала обратить внимание на эту. Почитайте раздел Пластика экструдируется слишком много.
Вертикальный подъем (Z-hop)
Если вы уверены, что пластика экструдируется столько, сколько нужно, а проблема с перемещением сопла над поверхностью сохраняется, возможно, имеет смысл обратить внимание на такую настройку в программе печати, как «вертикальный подъем». Она указывает соплу на то, что оно должно подниматься над только что распечатанным слоем, перед тем как начать перемещение в новую позицию. Когда сопло достигает нужных для продолжения печати координат, оно опускается обратно. Благодаря тому, что перемещение осуществляется немного выше, можно избежать того, чтобы сопло задевало за уже напечатанный слой. Эту настройку можно найти в меню Edit Process Settings → Extruder. Убедитесь, что включено втягивание, после чего установите значение Retraction Vertical Lift в соответствии с той высотой, на которую вы хотите, чтобы сопло при обратном ходе приподнималось. Например, если вы зададите 0,5 мм, сопло всегда будет приподниматься на 0,5 мм перед перемещением на новую позицию. Обратите, пожалуйста, внимание что эта опция работает только вместе с втягиванием. Если вы хотите, чтобы втягивание включалось при каждом перемещении печатающей головки, нажмите на вкладку Advanced и убедитесь, что опции Only retract when crossing open spaces и Minimum travel for retraction выключены, т.е. втягивание осуществляется не только при перемещении над открытым пространством, и расстояние обратного хода не минимизируется.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало

Дыры и щели между углами слоев
При печати 3D-объекта каждый слой использует в качестве основания слой предыдущий. При этом, однако, важно и то, сколько экструдируется пластика, поэтому нужно добиться баланса между прочностью основания и количеством используемого пластика. Если основание получается недостаточно прочным, у вас будут образовываться дыры и щели между слоями. Как правило, это наиболее отчетливо проявляется на углах, когда меняется размер детали (например, если вы печатаете кубик с ребром 20 мм поверх кубика на 40 мм). Когда происходит переход на меньший размер, вы должны убедиться, что имеется достаточно опоры для поддержания боковых стенок меньшего кубика. Есть несколько типичных причин, которые приводят к тому, что основание получается недостаточно прочным, и мы обсудим каждую из них и покажем наиболее полезные настройки программ 3D-печати, которые помогут улучшить качество конечной модели.
Недостаточно периметров
Если добавить к печатаемому контуру периметров, это значительно укрепит фундамент следующих слоев. Поскольку внутренняя часть печатаемого объекта, как правило, частично пуста, толщина окружающих стенок играет очень большую роль. Настроить этот параметр можно в меню Edit Process Settings, во вкладке Layer. Например, если раньше вы печатали два периметра, попробуйте напечатать то же самое с четырьмя и посмотрите, не исчезли ли щели.
Недостаточно сплошные верхние слои
Другая распространенная причина слабых опорных слоев, т.е. таких, поверх которых печатаются другие детали, — это когда слои недостаточно сплошные. Тонкий потолок не может нормально поддерживать выкладываемые на него структуры. Это решается в меню Edit Process Settings, во вкладке Layer. Если раньше вы печатали только два сплошных слоя, попробуйте напечатать то же самое с четырьмя и посмотрите, стало ли лучше.
Слишком низкий процент наполнения
Наконец, следует также проверить процент наполнения, который устанавливается в Process Settings → Infill. Верхний сплошной слой выкладывается поверх наполнения, так что важно, чтобы этого наполнения оказалось достаточно. Например, если вы раньше печатали с наполнением в 20%, попробуйте увеличить его до 40% и посмотрите, не улучшилось ли качество.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
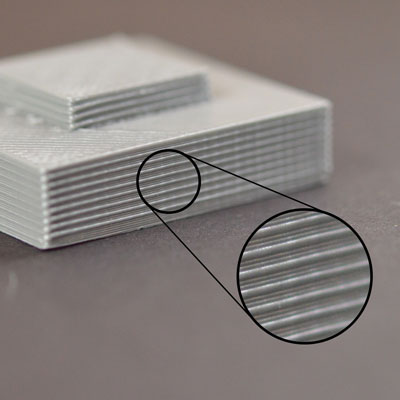
Линии на боках распечатки, лесенка из слоев
Боковые поверхности вашей 3D-распечатки составлены из сотен отдельных слоев. Если все идет по плану, эти слои образуют единую, гладкую поверхность. Но если что-то не так хотя бы с одним из слоев, это обычно четко проявляется на внешней поверхности объекта. Такой «бракованный» слой может выглядеть как линия или бороздка на боковой поверхности распечатки. Зачастую данный дефект проявляется циклично, т.е., например, линия может возникать каждый 15-й слой. Вот несколько наиболее типичных причин этой проблемы.
Неравномерное экструдирование
Самая распространенная причина данного дефекта — плохое качество филамента. Если допуски филамента недостаточно малы, эти отклонения тут же отразятся на стенках объектов. Так, если диаметр вашего филамента колеблется в пределах всего 5% на длину катушки, ширина экструдируемого пластика может различаться на 0,05 мм. То есть некоторые слои могут получиться толще остальных, что будет выглядеть, как линия на боковой поверхности распечатки. Чтобы стенки получались гладкими, принтер должен обеспечивать исключительно равномерное экструдирование, а для этого нужен высококачественный пластик. Другие возможные причины неравномерного экструдирования описаны в разделе Неравномерное экструдирование.
Колебания температуры
В большинстве 3D-принтеров для регулировки температуры экструдера используется т.н. PID-контроллер (пропорциональный, интегральный и дифференциальный регулятор). Если этот контроллер настроен неправильно, температура экструдера будет в процессе работы колебаться. В силу устройства PID-контроллера, флуктуации часто носят циклический характер, и температура колеблется по синусоидальному закону. Когда температура повышается, пластик начинает течь иначе, чем когда он более холодный. Это приводит к тому, что слои экструдируются по-разному, на боках объекта образуются своеобразные волны. Правильно настроенный принтер должен поддерживать температуру печати с допустимыми колебаниями в ±2 °С. В процессе работы можно наблюдать за температурой экструдера через панель управления программой печати — в большинстве программ такая возможность есть. Если вы видите, что колебания температур превышают 2 градуса, следует откалибровать PID-контроллер. За более подробными инструкциями обратитесь, пожалуйста, к изготовителю принтера.
Механические проблемы
Если вы уверены, что причина не в неравномерном экструдировании или вариациях температуры, возможно, имеет место какая-нибудь механическая проблема, которая вызывает эти линии и неровности. Например, если основание, на котором установлен ваш принтер, колеблется или вибрирует во время печати, тогда будет колебаться или вибрировать и сопло. Это приведет к тому, что некоторые слои окажутся немного толще, чем другие. Такие толстые слои будут проявляться в виде неровностей на боковых поверхностях печатаемого объекта. Другая распространенная причина — это когда направляющая вертикального движения печатающей головки установлена с отклонениями. Также причинами могут быть толчки при резкой смене направления движения механических частей или неверные настройки микрошагового контроллера мотора. Даже небольшое изменение в положении платформы печати оказывает большое влияние на качество слоев.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
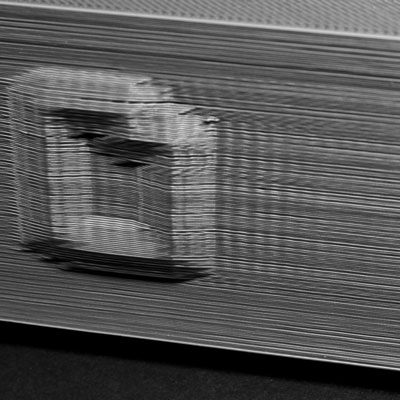
Вибрации и волны
Поверхность распечатки может выглядеть волнообразно, если при печати имели место вибрация или раскачивание принтера. Обычно на это обращают внимание, когда экструдер внезапно меняет направление, например, возле острых углов. Так, если вы печатаете 20-миллиметровый кубик, то всякий раз, когда экструдер начинает печатать часть контура очередной стороны, он должен изменить направление движения. Вибрации могут возникать из-за инерции экструдера, когда ему нужно резко изменить направление, — и это отражается на распечатке. Мы рассмотрим самые стандартные причины этой проблемы, которые выглядят следующим образом.
Печать ведется на слишком большой скорости
Наиболее распространенная причина появления волнообразных неровностей — это когда принтер пытается печатать слишком быстро. Когда направление печати внезапно меняется, возникает дополнительная сила, которая приводит к длящейся некоторое время вибрации. Если вам кажется, что печатающая головка перемещается слишком быстро, попробуйте снизить скорость печати. Для этого в меню Edit Process Settings есть вкладка Other. Вам понадобится изменить Default Printing Speed и X/Y Axis Movement Speed. Первый параметр определяет скорость любого перемещения, когда экструдер активно продавливает пластик, а второй — скорость быстрых перемещений в то время, когда пластик не экструдируется. Для получения эффекта следует поиграть обеими настройками.
Ускорение, обусловленное заводской прошивкой
Заводская прошивка, которая управляет электроникой вашего 3D-принтера, обычно имеет такие настройки ускорения, чтобы изменения направления движения механики были не слишком резкими. Притер, таким образом, медленно наращивает скорость и, когда приходит время менять направление, постепенно ее сбрасывает. Нюансы этого процесса являются определяющими в плане возникновения неровностей. Если у вас нет проблем с тем, чтобы копаться в деталях прошивки электроники, вы можете даже попробовать уменьшить ускорение, так что скорость будет меняться более плавно. Это оставит неровностям еще меньше шансов.
Механические проблемы
Если ничто из вышеописанного не помогает и «волны» по бокам распечатки продолжают появляться, возможно, вы столкнулись с механической проблемой, которая вызывает чрезмерную вибрацию. Это может быть какой-нибудь ослабший винтик или сломавшаяся скоба. Осмотрите принтер в процессе его работы и попытайтесь установить источник вибрации. Мы знаем немало случаев, когда пользователи в конце концов находили причину дефектов печати в механических проблемах, так что, если больше ничего не помогает, имеет смысл попробовать подойти к решению проблемы с этой стороны.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало

Щели между тонкими стенками
Поскольку у вашего 3D-принтера сопло имеет фиксированный размер, могут возникнуть проблемы при печати очень тонких стенок, которые всего в несколько раз толще, чем диаметр сопла. Например, если вы пытаетесь распечатать стенку толщиной в 1,0 мм экструдированием полосок шириной 0,4 мм, вам может понадобиться дополнительно подстроить принтер, чтобы стенки получались сплошными, без щелей посередине. У программ управления 3D-печатью для этого есть несколько специальных настроек, которые помогут при печати тонких стенок. Настройки эти следующие:
Настройки при тонких стенках
Самые главные относящиеся к данному вопросу настройки — это те, которые определяют толщину стенок. Их можно найти в меню Edit Process Settings → Advanced. Там есть очень полезный параметр, который называется Gap Fill. Он, как и следует из названия, управляет заполнением промежутков и разрешает программе заполнять небольшие щели между тонкими стенками. Чтобы разрешить такое заполнение, надо поставить галочку у опции наподобие Allow gap fill when necessary. Если и после такого рода указания щели остаются, имеется и другая настройка, которую полезно проверить. Зайдите во вкладку Infill и увеличьте Outline Overlap. Это позволит наполнению в большей степени перекрывать потенциальные зазоры между ним и контуром. Если, скажем, вы раньше печатали с перекрытием в 20%, попробуйте увеличить его до 30% и посмотрите, не стали ли тонкие стенки более сплошными.
Настройки ширины экструдирования
В некоторых случаях вы можете обнаружить, что результат оказывается лучше, если изменить ширину полоски экструдируемого пластика. Если, например, вы печатаете стенку в 1,0 мм толщиной, быстрый и прочный результат можно получить, если настроить сопло на выкладывание 0,5 мм филамента. Это даст хороший результат для деталей, все стенки которых имеют одинаковую толщину. Ширина экструдирования настраивается в меню Edit Process Settings, во вкладке Extruders. Выберите ручной режим и задайте значение.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало

Очень мелкие детали не пропечатываются
У вашего принтера имеется сопло определенного размера, которое позволяет вам с большой точностью воспроизводить очень мелкие детали. Например, у многих принтеров есть сопло с дырочкой диаметром 0,4 мм. В большинстве случаев оно работает отлично, но когда вы пытаетесь пропечатать ну очень мелкие детали, которые меньше диаметра сопла, возникают проблемы. Допустим, вы хотите напечатать стенку толщиной 0,2 мм при помощи сопла на 0,4. Ничего хорошего из этого не выйдет, потому что продавливать полоску пластика шириной 0,2 мм через дырочку в 0,4 мм и надеяться, что она получится аккуратной, — неразумно. Ширина экструдирования всегда должна быть больше или равна диаметру сопла. Именно по этой причине, когда вы хотите увидеть превью будущей модели и нажимаете в программе печати на Prepare to Print или что-то аналогичное, программа убирает из предпросмотра подобные мелкие детали. Таким образом программа вам говорит, что данным соплом вашего 3D-принтера вы не сможете напечатать слишком мелкие детали. Если вы часто пытаетесь печатать мелочевку, эта проблема вам хорошо знакома. Есть, впрочем, несколько приемов, которые позволят вам успешно справиться с такими сложностями. Приемы такие:
Измените дизайн объекта, чтобы его детали были более крупными
Первый и наиболее очевидный — изменить дизайн печатаемого объекта таким образом, чтобы в нем присутствовали только детали, которые крупнее диаметра сопла. Обычно это связано с редактированием 3D-модели в CAD-программе. Когда вы укрупнили мелкие детали модели, вы заново импортируете ее в слайсер, чтобы убедиться, что принтер сможет воспроизвести созданную вами форму. Если все мелочи на превью видны, принтер должен быть в состоянии напечатать переделанный объект.
Установите сопло меньшего диаметра
Во многих случаях изменить дизайн объекта не представляется возможным. Например, он может быть составной частью разработанной кем-нибудь другим модели или же вы загрузили его из интернета. В таком случае вам следует рассмотреть возможность приобретения другого сопла для вашего 3D-принтера, которое бы позволило печатать более мелкие нюансы. Для многих принтеров на рынке запчастей предлагаются сменные наконечники сопел, что позволяет с легкостью осуществлять такие манипуляции. Многие пользователи, например, приобретают, помимо уже имеющегося сопла на 0,5 мм, сопло на 0,3. За подробными инструкциями по поводу того, как установить наконечник сопла меньшего размера, обратитесь к изготовителю принтера. Принуждать принтер печатать детали размером меньше, чем сопло, имеет смысл только в крайнем случае.
Если вы не можете изменить дизайн оригинальной 3D-модели, а также установить сопло меньшего диаметра, остается только один вариант. Это, как уже говорилось, заставить принтер печатать мелкие детали насильно, что, скорее всего, будет иметь определенные последствия в плане качества. Зайдите в Edit Process Settings → Extruders и вручную выставьте ширину экструдирования. Если у вас, предположим, сопло на 0,4 мм, вы можете вручную задать ширину 0,3 мм, тогда принтер, подчиняясь программе, попытается печатать арабески такого масштаба. Однако — повторим еще раз — большинство сопел не в состоянии обеспечить качественное экструдирование при таких соотношениях своего диаметра и ширины выкладываемого филамента, поэтому ответственность полностью лежит на вас.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
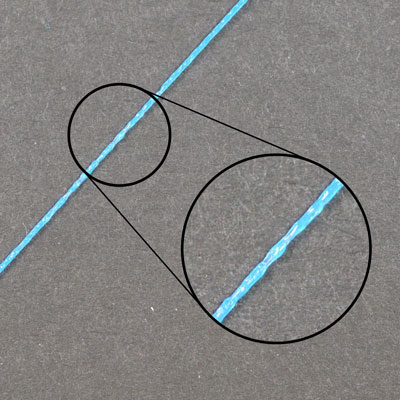
Неравномерное экструдирование
Для того чтобы ваш принтер мог распечатывать аккуратные объекты, он должен быть в состоянии экструдировать очень равномерные количества пластика. Если эти количества в разных частях печатаемого объекта различны, это тут же скажется на конечном результате. Неравномерное экструдирование можно обнаружить, просто внимательнее присмотревшись к процессу печати. Например, если принтер печатает прямую линию длиной 20 мм и вы видите, что экструдирование идет какими-то бугорками, полоска пластика получается разных размеров, — у вас проблема. Ниже мы собрали наиболее часто встречающиеся причины неравномерного экструдирования и предложили способы, как с ним бороться.
Филамент застрял или запутался
Первое, что нужно проверить, — это катушка с пластиком. Надо убедиться, что она свободно вращается, и что пластик с нее сматывается без проблем. Если филамент запутался или катушка вращается не вполне свободно, это скажется на том, насколько ровно будет филамент экструдироваться через сопло. Если к вашему принтеру прилагается трубка Боудена (маленькая трубка, через которую направляется филамент), вы должны убедиться и в том, что филамент через нее проходит свободно и без лишнего трения. Если трение слишком велико, трубку следует почистить или воспользоваться какой-нибудь смазкой.
Засорился экструдер
Если филамент не запутался и легко просовывается в экструдер, следующее, что нужно проверить, — это само сопло. Возможно, там застряли какие-то фрагменты пластика и мешают нормальному экструдированию. Такую проверку проще всего провести с помощью панели управления программы печати, дав команду на ручное экструдирование некоторого количества пластика. Пластик должен выходить ровно и равномерно. Если обнаружена проблема, может потребоваться прочистить сопло. Проконсультируйтесь, пожалуйста, у изготовителя по поводу того, как это сделать лучше всего.
Слишком тонкий слой
Если и филамент свободно вращается, и экструдер не засорен, проблема может быть в нескольких простых настройках программы управления 3D-печатью. Например, если вы пытаетесь печатать экстремально тонкими слоями, вроде 0,01 мм, пластику на выходе из сопла остается слишком мало места. Зазор под соплом составляет всего 0,01 мм, и это может составить проблему для экструдирования. Внимательно проверьте, правильную ли высоту слоя вы установили для печати. Посмотреть это можно в меню Edit Process Settings → Layer. Если заданная высота слоя слишком мала, попытайтесь ее увеличить, — возможно, полегчает.
Некорректная ширина экструдирования
Другая интересная нам сейчас настройка программы управления печатью — это ширина экструдирования. Она живет в Edit Process Settings → Extruder. У каждого экструдера есть своя уникальная ширина экструдирования, так что надо убедиться, что в списке настроек выбран правильный экструдер. Если ширина экструдирования значительно меньше, чем диаметр сопла, это может стать причиной проблем. Золотое правило гласит: ширина экструдирования должна составлять 100-150% диаметра сопла. Если ширина экструдирования существенно меньше диаметра сопла (скажем, 0,2 мм при сопле на 0,4), экструдеру не удастся продавливать равномерный поток филамента.
Плохое качество филамента
Одна из наиболее распространенных причин неравномерного экструдирования, о которой мы еще не упомянули, — это качество филамента, которым вы печатаете. В филаменте низкого качества могут содержаться вкрапления, которые делают его неоднородным. Другие конкреции сказываются на диаметре филамента, что тоже приводит к неравномерному экструдированию. Многие виды пластика со временем просто разлагаются. Так, PLA склонен впитывать влагу из воздуха, и с течением времени это начнет влиять на качество печати. Именно по этой причине к многим катушкам с пластиком прилагается десиккант — обезвоживающее средство, влагопоглотитель. Если вам кажется, что причина ваших неприятностей — в филаменте, попробуйте его заменить на высококачественный новый, в упаковке, — возможно, это поможет.
Механические проблемы экструдера
Если все, что описано выше, вы проверили, а экструдирование получается все равно неоднородным, возможно, имеет смысл изучить экструдер на предмет механических неполадок. Например, во многих экструдерах работает приводная шестеренка с острыми зубцами, которые цепляются за филамент, что позволяет экструдеру проталкивать нить в любом направлении. В экструдерах обычно имеются настройки, которыми можно задать, насколько плотно шестеренка прижимается к филаменту. Если она прижимается недостаточно, зубья будут плохо цепляться за филамент и экструдеру будет сложно контролировать его положение. Поинтересуйтесь у производителя принтера, есть ли у вашей модели такие настройки.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
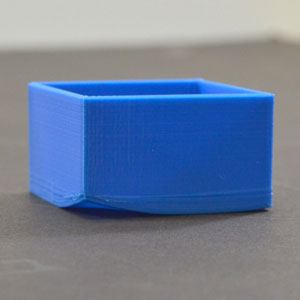
Деформация
Когда вы начнете печатать более крупные модели, может оказаться, что, хотя первые несколько слоев успешно приклеились к основанию, потом объект начинает скручиваться и деформироваться. Это скручивание может быть настолько серьезным, что приведет к отделению части вашей модели от платформы, т.е. к неудачной печати. Такое особенно часто встречается при печати очень больших или очень длинных деталей из высокотемпературных материалов, таких как ABS. Основной причиной этой проблемы является то, что пластик при охлаждении сжимается. Например, если вы печатали деталь из ABS при температуре 230 °С, а затем дали ей остыть до комнатной температуры, она сожмется почти на 1,5%. Для многих крупных деталей это может соответствовать нескольким миллиметрам усадки! По ходу печати каждый последующий слой будет деформироваться немного больше, пока вся деталь не скрутится и не отделится от платформы. Такую проблему может оказаться непросто решить, но у нас есть несколько полезных предложений, которые помогут вам начать самостоятельные изыскания.
Используйте платформу печати с подогревом
Многие принтеры имеют платформу печати с подогревом, которая помогает поддерживать в процессе печати температуру нижних слоев. Для таких материалов, как ABS, температуру подогрева обычно выставляют на 100–120 °C, что значительно снижает степень усадки пластика в нижних слоях. Настройки подогрева меняются в меню Edit Process Settings, во вкладке Temperature, где нужно выбрать слева из списка Heated Bed. Чтобы изменить значение нужно на него дважды кликнуть.
Отключите вентиляторы охлаждения
Вы, наверно, поняли, что охлаждение может быть проблемой для деталей, которые имеют тенденцию деформироваться. По этой причине многие предпочитают полностью отключать внешние вентиляторы при печати такими материалами, как ABS. Тогда все слои дольше остаются теплыми, а шансы на успешный исход процесса растут. Вы можете проверить скорость вентилятора во вкладке Cooling настроек Simplify3D.
Используйте обогреваемый корпус
Платформа печати с подогревом заботится только о нижних слоях и почти ничего не может сделать с более высокими объектами, которые также может начать перекашивать. В такой ситуации может оказаться полезным установить принтер внутри корпуса и регулировать температуру всего объема сборки. Как раз по этой причине у некоторых аппаратов такой корпус имеется с самого начала. Если у вашего его нет, старайтесь во время печати держать хотя бы дверцу закрытой, чтобы не выходило тепло.
Поля и плоты
Если вы уже всё перепробовали, а искажения остаются, можно еще добавить на печатаемый объект кромки и плоты. Это такие опции, которые помогают фиксировать края, чтобы они меньше коробились, причем они почти не требуют материала. Подробнее узнать о плотах, юбках и полях можно здесь.

Плохая поверхность над опорными конструкциями
Одним из важных преимуществ Simplify3D является возможность создания нового типа опорных структур, позволяющих печатать невероятно сложные детали, которые иначе были бы крайне сложны в исполнении. Например, если у вас крутой выступ или под частью модели ничего нет, опорная конструкция создаст основу. Опорные конструкции, создаваемые Simplify3D, – временные и легко отделяются от конечной детали. Однако в зависимости от модели вы можете обнаружить, что для улучшения качества поверхности на нижней стороне детали, прямо над основанием опорной конструкции, могут потребоваться некоторые настройки. Давайте разберемся в этих настройках и поймем, как они могут влиять на конечный результат.
Уменьшите высоту слоя
Качество свесов, печатаемых на принтере, можно значительно улучшить, уменьшив высоту слоя. Например, если вы уменьшите эту высоту с 0,2 мм до 0,1 мм, принтер будет создавать вдвое больше слоев, что позволит печатать выступ более мелкими шагами. Вы можете обнаружить, что при высоте слоя 0,2 мм вам нужны опорные конструкции для любого свеса круче 45 градусов, но свес может быть и 60 градусов, если вы уменьшите высоту слоя до 0,1 мм. Здесь очевидное преимущество в сокращении времени печати и уменьшении количества опор для печати, но дело еще и в более гладкой поверхности нижней стороны деталей. Если вам необходимо повысить качество печати именно там, это одна из первых настроек, которые нужно попробовать изменить.
Процент заполнения опорных структур
Процент заполнения опорных структур можно менять так же, как и процент заполнения при печати самой детали. Обычно используется значение 20–40%, но может оказаться, что этого мало, если нижние слои детали слишком провисают. Многие также предпочитают использовать опцию Dense Support Structures, когда опорные конструкции в целом заполняются меньше, но совсем рядом с печатаемым объектом начинают уплотняться.
Вертикально разделяющие слои
Работа с опорными конструкциями подразумевает баланс между их количеством и тем, насколько легко их будет удалять. Если опор будет слишком много, они могут держаться слишком хорошо. Если же их будет слишком мало, то удалять-то их будет легче, но не для всех частей детали их будет хватать. Simplify3D позволяет настраивать параметры разделения опор и детали, чтобы между описанными выше факторами можно было найти правильный баланс. Первая настройка, которую вы захотите проверить, – это Upper Vertical Separation Layers, верхние вертикально разделяющие слои. Этот параметр определяет, сколько пустых слоев остается между опорными конструкциями и деталью. Например, при печати опорных конструкций тем же материалом, что и деталь, обычно используется не менее 1–2 вертикальных разделяющих слоев. В противном случае, если таких слоев 0 и всё печатается одним материалом, опоры могут приклеиться к детали и их будет трудно удалить. Так что это одна из первых настроек, которые могут улучшить качество печати.
Горизонтальное смещение
Следующая настройка разделения, которую нужно проверить, – это горизонтальное смещение, Horizontal Offset. Данный параметр определяет расстояние между деталью и опорными конструкциями по бокам. Если вертикальные разделяющие слои могут помочь предотвратить приклеивание верхней части опор к нижней части детали, то горизонтальное смещение не позволит боковым сторонам опор приклеиться к боковым частям детали. Обычно для этой настройки используется значение от 0,2 до 0,4 мм, но, возможно, придется поэкспериментировать и посмотреть, что лучше для конкретного экструдера и филамента.
Используйте второй экструдер
Если у принтера два или больше экструдеров, можно добиться значительного улучшения, используя для опорных конструкций другой материал. Например, довольно часто детали печатаются в PLA с использованием водорастворимого PVA для опор. Поскольку модель и опорные конструкции из разных материалов, они не будут так легко прилипать друг к другу, и работать с опорами станет проще. Если опорные конструкции из другого материала, можно уменьшить верхние вертикальные разделяющие слои до нуля и горизонтальное смещение примерно до 0,1 мм. Подробнее о такой технике можно узнать из этого видео.

Точность размеров
Точность размеров может иметь очень большое значение, если вы создаете подробные сборки или детали, которые должны точно совмещаться друг с другом. Существует множество факторов, которые могут повлиять на эту точность, например, недостаточное или чрезмерное экструдирование, термическая усадка, качество филамента и даже выравнивание сопла при печати первого слоя. Simplify3D имеет несколько инструментов, помогающих справиться с такими проблемами, и мы более подробно расскажем о каждом из них.
Влияние первого слоя
Настройки для первого слоя могут повлиять на точность конечных размеров. Если сопло при его печати расположено слишком высоко или слишком низко, это может заметно отразиться на следующих 10–20 слоях. Например, если вы печатаете слой толщиной 0,2 мм, а сопло расположено всего в 0,1 мм от платформы, этот дополнительный пластик может создать первый слой, который будет немного великоват. На последующие слои лишний пластик тоже может повлиять, создав несколько негабаритных слоев в нижней части детали. Поэтому, прежде чем пытаться повысить точность размеров печатаемых объектов, нужно убедиться, что всё дело не в первом слое. Один из распространенных способов сделать это – напечатать модель в 50–100 слоев и замерить около 20 верхних. Эти верхние слои находятся далеко от самого первого, который был напечатан на платформе, поэтому здесь позиционирование сопла уже не сказывается. Прежде чем перейти к следующим разделам, убедитесь, что ваши измерения проведены по этим рекомендациям.
Недостаточное или чрезмерное экструдирование
Теперь, когда всё замерено точно и на результат не влияет первый слой, нужно проверить коэффициент экструзии. Этот параметр влияет на скорость потока расплавленного филамента для всего процесса печати. Если коэффициент экструзии слишком мал, по периметру модели могут образовываться щели, на верхних поверхностях – отверстия, а детали могут внезапно получаться меньше предполагаемых размеров. Если коэффициент экструзии слишком велик, верхние слои могут начать выпячиваться, а детали получаться неожиданным образом больше. Поэтому, прежде чем двигаться дальше, нужно убедиться, что с этим параметром всё нормально. Подробнее эти вопросы обсуждаются в разделах о недоэкструдировании и переэкструдировании.
Систематическая погрешность в размерах
Если вы выполнили все описанные выше действия, а с размерами по-прежнему беда, Simplify3D предлагает возможность точного смещения краев модели, чтобы учесть эти различия. Этот параметр назван Horizontal size compensation и находится в Process Settings, во вкладке Other. Если выставить здесь, например, -0,1 мм, модель станет на 0,1 мм меньше по X и Y. Лучше всего это работает, когда погрешность систематическая, одинаковая даже при печати моделей разных размеров. Например, если деталь стабильно шире на 0,1 мм, хоть она сама 20, хоть 100 мм, эта настройка позволяет учесть такую разницу.
Накапливающаяся погрешность в размерах
Если геометрическая погрешность имеет тенденцию увеличиваться при печати деталей большего размера, то можно поиграть другой настройкой. Если, допустим, модель шириной 20 мм получилась меньше на 0,1 мм, а модель шириной 100 мм имеет погрешность 0,5 мм, скорее всего, это связано с термической усадкой. Это распространенная проблема высокотемпературных материалов, таких как ABS, поскольку пластик при охлаждении заметно сжимается. У Simplify3D есть несколько опций для борьбы с этим. Для начала, однако, нужно определить процент усадки. В приведенном выше примере деталь сжимается на 0,1 мм при размерах 20 мм, поэтому усадка составляет 0,1/20 = 0,5%. Самый простой способ исправить эту беду – дважды кликнуть по модели в интерфейсе Simplify3D и установить масштаб 100,5%. Если это приходится делать постоянно, процесс можно автоматизировать в момент импорта каждой новой модели. На этом видео такая автоматизация показана подробно.
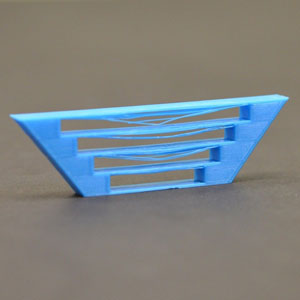
Плохие мостики
Мостики – это про пластик, который необходимо экструдировать между двумя точками без какой-либо поддержки снизу. Для больших мостов могут потребоваться опорные конструкции, но короткие мостики обычно печатают просто так – для экономии материала и времени. При соединении двух точек между ними выдавливается пластик и быстро охлаждается. Чтобы это получалось как можно лучше, нужно правильно откалибровать принтер, подобрав для таких особых участков правильные настройки. В особенности они нужны, если получаются провисания и зазоры. Ниже мы рассмотрим все неприятные варианты.
Проверить, активирован ли Bridging – настройки для мостиков
Эти сегменты на превью Simplify3D выделяются специальным цветом. Нажмите Prepare to Print, чтобы перейти к превью, а затем измените слева режим раскраски – Feature Type. Для каждого типа объектов будет использоваться свой цвет, а мостики будут показаны желтым. Используйте ползунки под превью, чтобы перейти к слою, на котором можно ожидать мостиков, и убедитесь, что они показаны желтым цветом. Если выделения желтым нет, нужно обратить внимание на два параметра. Выйдите из превью, нажмите Edit Process Settings и перейдите на вкладку Other – там меняется Bridging. Первый параметр здесь – Unsupported area threshold. Речь идет о пороге неподдерживаемой области, который позволяет программе игнорировать мелкие мостики и сосредоточиться на более крупных, для которых могут понадобиться отдельные настройки. Если какая-то важная на ваш взгляд область не окрасилась, убедитесь, что мостик там больше порогового значения. Второй параметр, который нужно проверить, находится в нижней части этого окна. По умолчанию Simplify3D использует специальные параметры для любых периметров, которые печатаются как часть мостиков, но эти параметры можно при желании изменить. Для этого включите Apply bridging settings to perimeters, сохраните настройки, а затем вернитесь к превью, чтобы посмотреть, что получилось.
Проверьте угол заполнения мостиков
Simplify3D автоматически рассчитывает оптимальное направление заполнения на таких участках. Например, если соединяются две колонны, выровненные по оси X, программа автоматически изменит направление заполнения для этой области, чтобы заполнение также шло вдоль оси X. Это значительно повышает шансы на успех, поэтому, если вы заметили, что с мостиками получается что-то не то, нужно убедиться, что направление их заполнения правильное. Если мостик распознан Simplify3D и окрашен желтым, всё должно произойти автоматически. Если вы захотите попробовать другой угол заполнения, это можно сделать, включив в настройках Use fixed bridging angle.
Отрегулируйте настройки для оптимальной производительности
Мостики в Simplify3D в целях оптимальной производительности печатаются при особых настройках экструдирования, скорости и охлаждения. Настройки экструдирования и скорости для этих областей можно найти во вкладке Other. Параметр Bridging extrusion multiplier часто выставляют на 100% и более, так как при более низких значениях могут возникнуть проблемы с нижней частью этих поверхностей. Выбор данного значения может потребовать некоторых экспериментов: какие-то принтеры будут работать лучше при медленном «наведении мостов», какие-то – при более быстром перемещении головки печати. А еще можно поиграть настройками скорости вентилятора во вкладке Cooling. Как правило, увеличивают Bridging fan speed override, чтобы мостики охлаждались быстрее. Поэкспериментируйте с этими параметрами, чтобы найти их наилучшее сочетание для вашего конкретного 3D-принтера и филамента. Существует множество доступных тестовых моделей мостиков, которые могут помочь в калибровке.
Для более длинных мостов используйте опоры
Если не помогает и подбор параметров, ситуацию может спасти печать опорных структур. Они создадут для мостов дополнительную поддержку, что в нашей ситуации крайне полезно. Генерацию опорных структур можно включить для всей модели, но можно использовать и дополнительные настраиваемые структуры Simplify3D. В этом видео вопрос рассматривается подробнее.
↑ В начало
Поздравляем! Вы добрались до конца нашего списка наиболее часто встречающихся проблем 3D-печати
Перевод статьи с сайта https://www.simplify3d.com/
Часто во время работы 3D принтера могут возникнуть проблемы из-за которых на готовой модели возникают дефекты. Или вместо аккуратного изделия, на столе внезапно оказывается пластиковая лапша.
По сути, причины возникновения дефектов, можно условно разделить на 2 вида — это физические и программные.
Физические — это те которые возникают из-за проблем с механикой или любых других причин которые можно устранить физически. К ним относятся проблемы с механизмами принтера (натяжение ремней, люфты), забитое или деформированное сопло, неправильная геометрия стола и т.д.
Программные — это дефекты которые возникают из-за неправильных настроек слайсера или реже ошибками в прошивке принтера. Например неправильно подобранная скорость печати, настройка ретрактов, неправильно выбранная температура для пластика и т.д.
Очень редко проблема может крыться в неправильной или “слетевшей” прошивке принтера (хотя обычно принтер тогда просто не запустится), перегреве некоторых плат в процессе печати т.д. Это скорее частные случаи, поэтому их мы рассматривать не будем.
Модель отклеивается от печатного стола или не липнет к нему
Это самая распространенная проблема 3D печати. У каждого 3D печатника был случай когда первый слой предательски скатывается цепляясь за экструдер или самое обидное — когда отрывает от стола частично напечатанную модель. Первый слой должен прилипнуть намертво иначе ничего не напечатается.

Слишком большой зазор между столом и соплом
Это самая распространенная причина. Нужно просто выставить правильный зазор между столом и соплом.
В современных принтерах часто используется система автокалибровки (автовыравнивания) стола или вспомогательная программа выравнивания стола. Для калибровки таких принтеров воспользуйтесь инструкцией. Если инструкции нет, ее можно скачать на сайте производителя.
Если у вас простой принтер без автокалибровки, самосборный или KIT набор, для калибровки используйте щуп или сложенный пополам кусочек бумажки. Щуп должен быть слегка прижат соплом к столу. Перед калибровкой стол и экструдер нужно нагреть. Поочередно выровняйте поверхность стола над каждым регулировочным винтом (их может быть 3 или 4) и только потом проверяйте центральную точку.
Если у вас не получается идеально выровнять поверхность стола попробуйте печатать на рафте. Рафт — это толстая подложка в несколько слоев которая печатается под моделью. Она поможет сгладить небольшую кривизну стола.

Небольшая шпаргалка для определения правильности зазора по первому слою
Пластик с плохой адгезией
Некоторые виды пластика из-за разных причин, например большая усадка, плохо прилипают к поверхности печатной платформы. В этом случае попробуйте использовать наклейки или специальные 3D клеи для улучшения адгезии между столом и первым слоем пластика.
На заре 3D печати проводились эксперименты с разными домашними рецептами 3D клеев. ABS разведенный в ацетоне, клей БФ, сахарный сироп и даже пиво. Некоторые эксперименты были удачны. До сих пор некоторые энтузиасты в качестве 3D клея используют некоторые виды лаков для волос или клеев карандашей. Но все же они уступают по своим свойствам промышленным 3D клеям.
Некоторые виды высокотемпературных пластиков с большим процентом усадки (ABS, Нейлон и т.д) могут отклеиваться от стола во время печати. Это происходит из-за неравномерного остывания и “сжимания” модели (нижние слои уже остыли, а верхние еще нет). Для таких пластиков нужно обязательно использовать 3D принтер с подогреваемым столом и закрытым корпусом.
Слишком низкая температура пластика
Чем сильнее разогрет пластик при выходе из сопла тем лучше он прилипнет к печатной платформе. Первые 5-10 слоев лучше печатать на более высокой температуре (+ 5-10 градусов) и отключить вентилятор обдува.
Неправильные настройки первого слоя (скорость и толщина)
Более толстый слой прилипает проще, поэтому стандартно первый слой имеет толщину 0,3мм. При увеличении скорости печати нагревательный блок может просто не успевать нагревать пластик до нужной температуры и он будет хуже прилипать к столу. Перед печатью проверьте в слайсере настройки скорости и толщины первого слоя.
От того как 3D принтер напечатает первый слой зависит очень многое. Старайтесь контролировать печать первого слоя и только потом оставлять принтер работать в одиночестве.
Пластик не давится из сопла
Принтер уже вроде начал печатать, но печатный стол остается пустым. Или часть модели не напечаталась.

Забитое сопло
В 3D печати сопло — это расходник. Сопла забиваются или изнашиваются (частота зависит от типа пластика). Самое простое — это заменить сопло. Но если под рукой не оказалось запасного — можно попробовать почистить старое. Для этого существует целый набор тонких иголок. Или можно разогреть забитое сопло выше температуры плавления пластика и “выжечь” засор. Но впоследствии все равно сопло лучше заменить.
Низкая температура сопла
Нужно повысить температуру экструдера в настройках слайсера или проверить исправность термистора и нагревательного блока. Иногда термистор может некорректно считать температуру из-за неисправности или неправильных настроек прошивки 3D принтера.
Если проблема возникла после замены термистора — обратитесь к производителю или почитайте статьи про PID тюнинг.
Пустой экструдер
При нагревании экструдера из сопла начинает сочится пластик. Из-за этого печатать экструдер может начинать полупустым. Из-за этого часть первого слоя не печатается. Можно продавить пластик вручную, просто протолкнув пруток в сопло. Или решить эту проблему программно — в слайсере добавить печать контура вокруг модели (одна линия).
Некоторые производители и 3D энтузиасты в начало каждого GCode добавляют печать линии на краю стола. Это сделано для того чтобы в сопле был пластик к началу печати модели.
Механизм подачи не проталкивает пластик
Пластик проталкивает к экструдеру механизм подачи — мотор с надетой на вал специальным шкивом. Если пластик по какой то причине не проталкивается (забито сопло, низкая температура экструдера и т.д) то шкив “прогрызает” пруток. Нужно протолкнуть пластиковый пруток руками или отрезать поврежденный кусок.
Слоновья нога
Первые слои модели получаются более широкими выступают за границы модели. Это происходит из-за того что верхние слои давят на первые, еще не остывшие и расплющивают их.

Высокая температура стола
Из за слишком высокой температуры стола нижние слои долго остаются мягкими. Попробуйте снизить температуру стола. Снижать лучше постепенно (с шагом в 5 градусов). Можно попробовать включить обдув при печати первых слоев.
Маленький зазор между соплом и печатным столом
Если, при печати первого слоя, сопло находится слишком близко к столу то лишний пластик будет вытесняться. После нескольких слоев это будет уже не так заметно, но может привести к эффекту “слоновьей ноги”.
Переэкструзия пластика
Когда материала выдавливается из сопла слишком много стенки модели получаются не гладкими, а бугристыми, с наплывами.

Решение программное — в настройках слайсера нужно выставить коэффициент подачи материала (текучесть) на меньшее значение. Среднее значение — 95-98%.
Стоит проверить диаметр прутка. Если его размер больше 1,75 то пластика будет выдавливаться больше чем нужно.
Недоэкструзия пластика
Пластика выдавливается слишком мало, из-за этого между слоем могут появляться щели. Готовая модель получится непрочной и хрупкой.

Неправильный диаметр нити
Проверьте в настройках слайсера диаметр нити. Иногда вместо популярного 1,75 по умолчанию установлен 2,85.
Неправильные настройки коэффициента подачи
Проверьте настройки текучести в слайсере. Среднее значение должно быть 95-98%.
Забитое сопло
Что то могло попасть в сопло и частично перекрыть выход пластику. Визуально пластик будет давиться из сопла, но в меньшем количестве чем нужно для печати.

Волосатость или паутинка на готовой модели
Из внешней стенки модели (чаще всего с одной стороны) торчат тоненькие ниточки пластика. Дефект появляется из за вытекания пластика из сопла при холостом перемещении.

Недостаточный ретракт
Ретракт — это небольшое вытягивание пластиковой нити из экструдера. Благодаря ретракту при холостом перемещении экструдера (от слоя к слою или от модели к модели) нагретый пластик не капает из сопла. Для некоторых текучих видов пластика (например PETG) скорость и величину ретракта нужно увеличить.
«Волосатость» легко можно удалить шлифовкой или срезать ниточки острым скальпелем.
Высокая температура экструдера
Чем выше температура экструдера, тем более жидким становится пластик. Важно найти баланс что бы пластик не был слишком жидким и хорошо «слипался» по слоям.
В подборе оптимальной температуры экструдера хорошо помогает тестовая модель — башня. На ней наглядно видно как ведет себя пластик при печати на разной температуре.

.
Температурный тест
Верх модели «дырчатый» или неровный
Верх модели получается бугристый или с отверстиями. Проблема может возникнуть если верхняя часть модели плоская. Например как у кубика.

Недостаточный обдув
При печати верхней плоскости (крышки) пластик не успевает остывать и остаётся слишком жидким. Из-за этого нити рвутся и образуются дыры. Увеличьте скорость вращения вентиляторов обдува на последних слоях.
Мало верхних слоев
Верх отпечатка может получится слишком тонким и из за этого деформироваться. Проверьте настройки слайсера. Количество верхних слоев не рекомендуется ставить меньше 6.
Маленький процент заполнения
Если процент заполнения слишком маленький, то верхнему слою будет просто не на что опереться. Увеличьте процент заполнения в настройках слайсера.
Деформация модели
Некоторые части модели как будто оплавились в некоторых местах или с одной стороны. Проблема чаще всего возникает при печати PLA пластиком. Дефект появляется из-за того что пластик не успевает остывать и деформируется.

Недостаточный обдув модели
Включите вентиляторы обдува на максимум. Если их мощности не хватает (в некоторых принтерах вентилятор расположен только с одной стороны) можно поставить обычный настольный вентилятор и направить его на стол 3D принтера.
Маленькая модель
Маленькие модели сложно хорошо обдувать. Старайтесь печатать небольшие изделия вместе с большими или разместите несколько одинаковых моделей в разных углах стола. Так у пластика будет больше времени на остывание.
Смещение слоев
Во время печати слои смещаются по оси x или y.

Заедание печатной головы
Выключите принтер и руками попробуйте подвигать экструдер по оси х и y. Экструдер должен перемещаться свободно. Если есть заедания — проверьте механику принтера.Возможно виноват износ подшипников или кривизна валов.
Перегрев электроники
Иногда в смещении слоев могут быть виноваты проблемы с электроникой. Самая частая причина это перегрев драйверов или слишком низкий ток выставленный на них.
Поверхность стола плохо закреплена
Чаще всего это встречается у 3D принтеров со стеклом. Во время печати сопло может задеть модель и немного сдвинуть стекло. Перед печатью проверяйте хорошо ли закреплено стекло или другая печатная поверхность на нагревательном столе..
Пропуск слоев
На отпечатке видны небольшие дыры или оболочка модели получается не сплошная.

Тефлоновая трубка деформировалась
Термобарьеры существуют 2 видов — цельнометаллические и с тефлоновой трубкой. При перегреве тефлоновая трубка может деформироваться. Пластик будет проходить через нее, но в меньшем количестве.
Низкая температура экструдера или высокая скорость печати
Если экструдер недостаточно нагрет, то пластик будет недостаточно жидким и просто не будет успевать продавливаться через сопло. Чем выше скорость печати тем выше выше должна быть температура экструдера.
Иногда внешние стенки печатаются хорошо, а заполнение получается “рваным”. В этом случае снизьте скорость печати заполнения в слайсере.
Расслоение модели
На поверхности отпечатка во время или после печати образуются трещины. Трещины могут быть значительные или совсем небольшие. Чаще всего такая проблема возникает у пластиков с большим процентом усадки — ABS или Нейлон.

Резкий перепад температур (если модель расслаивается во время печати)
При резком перепаде температур (например сквозняк) часть модели остывает быстрее. Это приводит к неравномерности усадки и неправильному распределению внутреннего напряжения. Для пластиков с низкой усадкой это не критично. Но если процент усадки больше нескольких процентов модель может лопнуть по слоям.
Для печати такими пластиками рекомендуется использовать принтер с закрытым корпусом. Если такой возможности нет — постарайтесь максимально исключить сквозняки и резкие перепады температур в комнате где печатает 3D принтер.
Температура печати
Из-за слишком низкой температуры печати слои могут плохо “склеиваться” друг с другом. Повысьте температуру печати в настройках слайсера.
Закалка (если модель трескается после печати)
Иногда трещины на модели появляются через несколько дней после печати. Это происходит из-за неравномерного распределения внутреннего напряжения после остывания. Можно попробовать “закалить” готовое изделие.
Для закалки модель помещают, например в духовку, и нагревают до температуры размягчения пластика. После этого нагрев выключают и оставляют медленно остывать духовку с моделью внутри. Благодаря этому напряжение внутри отпечатка распределится более равномерно. Но в этом методе очень важна точность — стоит немного ошибиться с температурой и готовое изделие может “поплыть”.
Звон
В местах где экструдер менял направление видна рябь. Чаще всего это выглядит как тень вокруг “остро” выступающих элементов модели.

Проблемы с механикой
Иногда проблема возникает из-за люфта экструдера. Проверьте не разболталось ли крепление экструдера к направляющим. Обязательно проверьте натяжку всех ремней.
Высокая скорость печати или большие ускорения
Слишком быстрое перемещение экструдера может привести к вибрациям из-за которых и возникает рябь на стенке модели. Чем меньше вес экструдера тем менее заметной будет рябь. Чтобы избавится от звона просто уменьшите скорость печати в настройках слайсера.
Щели у тонкостенных моделей (не сплошная оболочка)
Тонкая стенка модели получается не сплошная, а состоящая из двух тонких стенок с узкой щелью между ними. С этой проблемой часто сталкиваются любители печатать “вырубки” для выпечки.

Левая модель с дефектом стенки, правая без
Несоответствие толщины стенки и диаметра сопла
Если толщина стенки 1мм, а диаметр сопла 0,4 получается что для сплошной стенки 2 проходов сопла мало, а 3 уже много. Результат будет зависеть от алгоритма слайсера, но чаще всего получится 2 стенки с тонкой щелью посередине (слайсер не может изменить толщину стенки). Решением проблемы может быть небольшая доработка 3D модели или использование другого слайсера.
Алгоритмы расчета 3D моделей постоянно совершенствуются и дорабатываются и сейчас эта проблема встречается уже реже.
При моделировании учитывайте не только толщину сопла, но и процент “наложения” линий друг на друга. Если у вас стоит сопло диаметром 0,4 — сделайте стенку в вашей модели не 0,8, а 0,7 — 0,75.
Неправильная геометрия модели
Когда вместо круга получается овал, а у вместо квадрата получается подобие ромба.

Основная причина — неисправности в механике принтера. Обязательно проверьте:
Ремни
Проверьте натяжение ремней по оси x и y. Со временем ремни растягиваются и может потребоваться их подтянуть или заменить. В каждом 3D принтере свой способ натяжки ремня. Если ремни растянуты незначительно можно донатянуть их при помощи «пружинки».
Незатянутые шкивы и т.д
Проверьте все ли болты и гайки затянуты. Нет ли люфтов. Особое внимание уделите затяжке шкивов расположенных на моторах по осям x и y.
Провисание некоторых частей модели
Некоторые части не напечатались, сломались или вместо аккуратной поверхности получается оплывшая сопля из пластика.

Нет поддержки для нависающих элементов
3D принтер не умеет печатать в воздухе, поэтому если в модели есть нависающие элементы нужно выставлять опоры — поддержки. Слайсер может сам выставить необходимые поддержки, нужно в настройках поставить соответствующую галочку.

При печати с растворимой поддержкой можно выставить зазор между моделью и поддержкой — 0. Так поверхность получится более гладкой. Если материал поддержки и модели одинаковый — нужно добавить небольшой зазор. Иначе будет сложно отделить поддержку от модели.
Разделить модель
Иногда на поддержки может уйти больше пластика чем на модель. В таком случае для экономии материала и времени будет удобнее модель порезать. Если у вас не один 3D принтер то модель получится напечатать в несколько раз быстрее.
При резке модели можно оставлять пазы или закладные, что бы кусочки модели соединялись без смещения.
Итоги
В этой статье мы рассказали о самых популярных дефектах 3D печати и вариантах их решения. Не стоит пугаться такого длинного списка. Некоторые проблемы встречаются редко и вряд ли вы с ними столкнетесь.
Есть перечень проблем возникающих из-за конструктивных особенностей 3D принтера, поэтому старайтесь выбрать принтер который подойдет для ваших задач. Для этого нужно понимать какие изделия и каким материалом нужны именно вам.
Проблемы связанные с алгоритмами печати быстро устраняются разработчиками ПО.
Пусть вас не пугают возможные трудности и каждая печать будет удачной.
Эта статья должна помочь вам определить различные проблемы, связанные с 3D-печатью. Найдите в этом списке изображение или описание, которое лучше всего описывает проблему, с которой вы столкнулись. Мы предлагаем несколько советов, которые должны помочь вам решить эту проблему.
Как вы знаете, 3D-печать — это эмпирический процесс, и именно через ошибки вы учитесь понимать, настраивать и использовать свою машину. С помощью этого списка вы должны быть в состоянии решить основные ошибки. Если вы все еще испытываете проблемы или у вас есть дополнительные советы, чтобы добавить к этому списку, не стесняйтесь связаться с нами и сообщить нам об этом!
#1 Слюнотечение
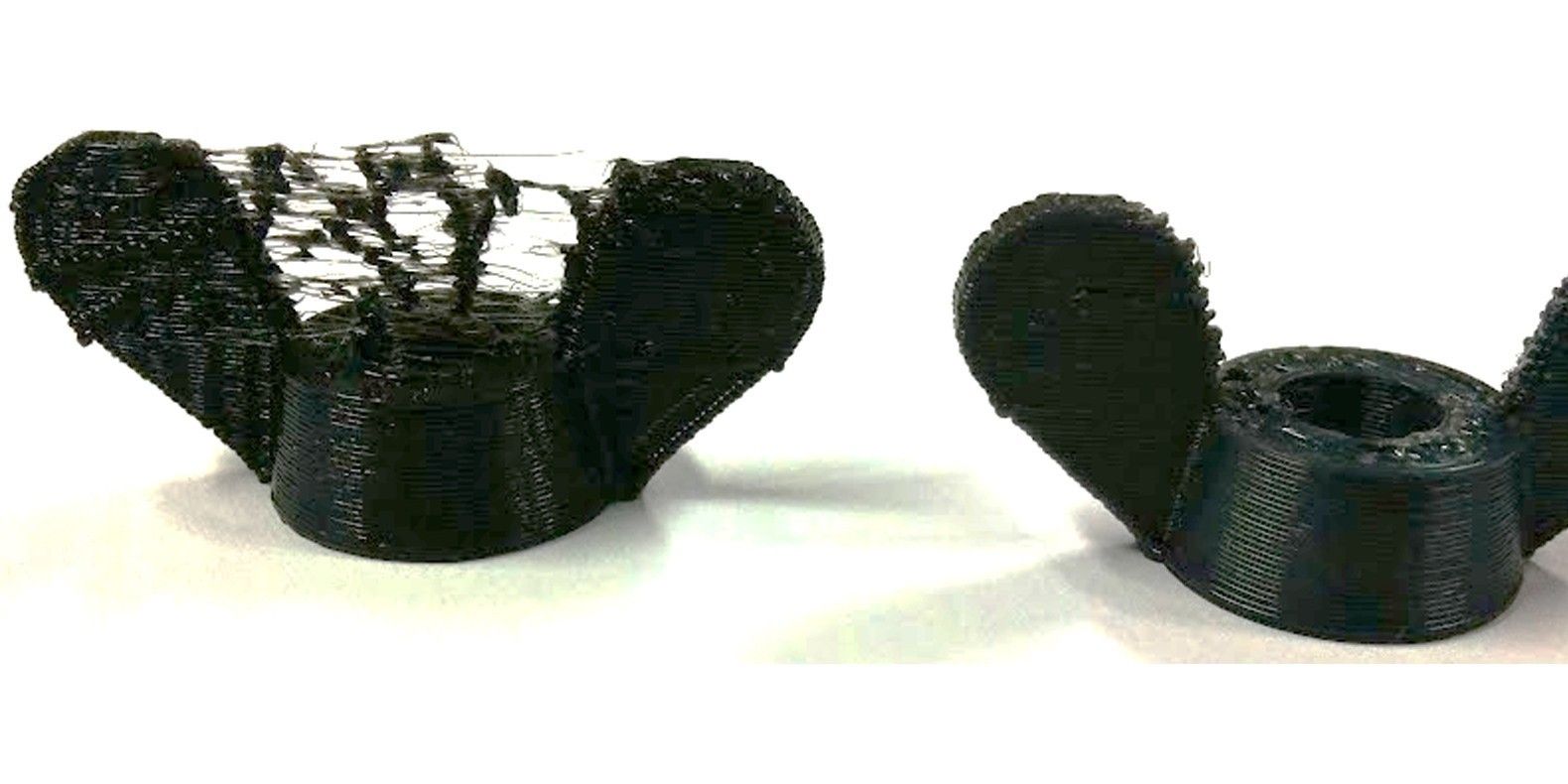
Симптом
Тонкие нити вплетаются в зазоры между различными частями 3D-печатной детали.
Общее название: сочащийся
Возможная причина
Пластик продолжает вытекать из головки при ее перемещении из-за остаточного давления в нагревателе и текучести расплавленного пластика.
Предлагаемые средства
Увеличить длину втягивания нити в Slic3r, расстояние втягивания в CuraEngine. Втягивание нити приведет к падению давления в нагревателе печатающей головки. Эффект можно модулировать, регулируя скорость втягивания непосредственно в слайсере.
Увеличьте скорость печатающей головки. Это позволяет расплавленному пластику меньше времени растекаться и оставлять следы между напечатанными деталями.
Уменьшите температуру экструзии вашего пластика. Если он слишком высок, пластик становится более текучим и быстрее вытекает из экструдера.
#2 Он рушится
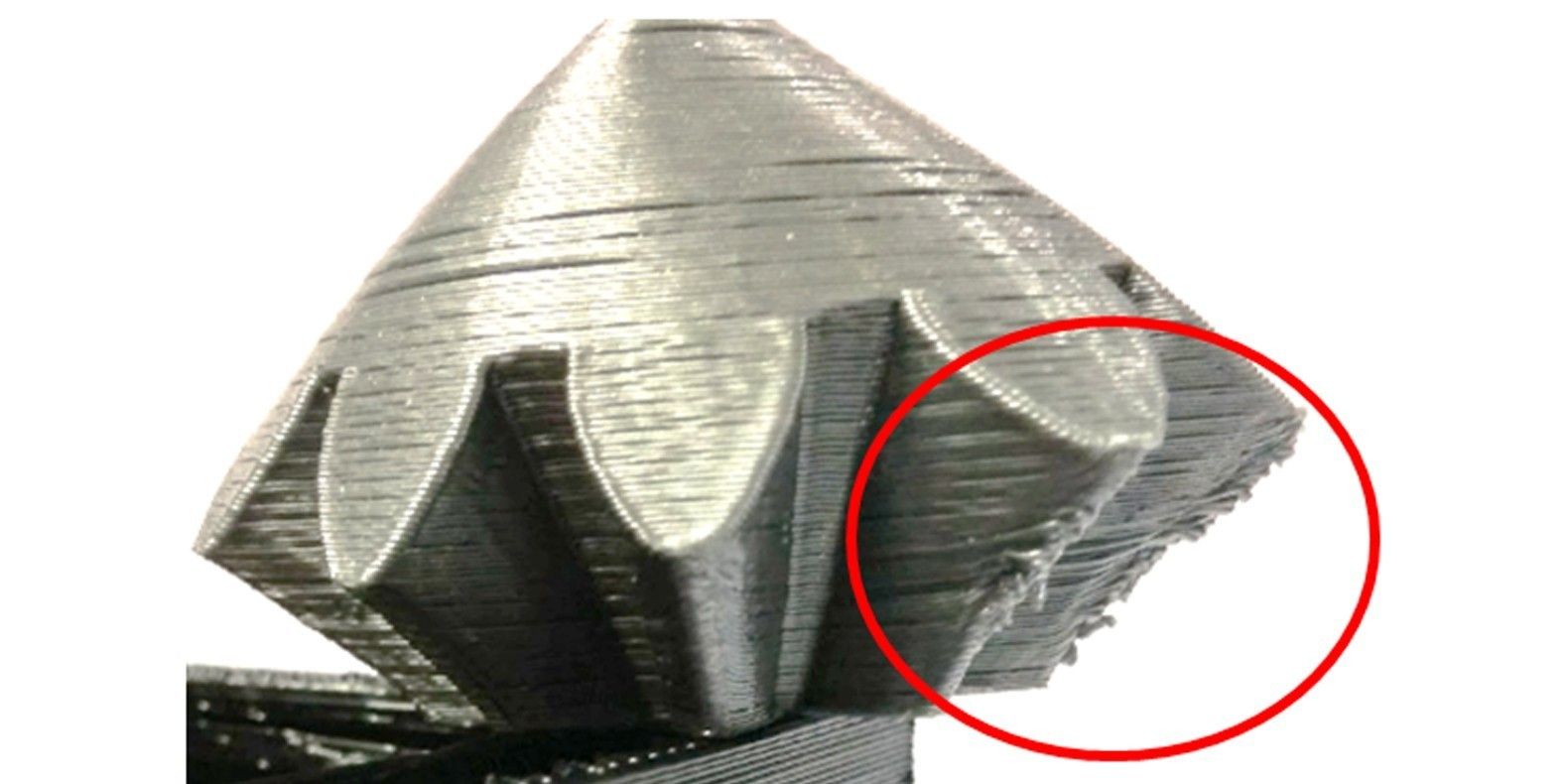
Симптом
Обрушение или плохое качество нависающей поверхности, она оставляет небольшие выпуклости.
Общее название: нависание
Возможная причина
Затвердевание пластика, осажденного на периферии выступа, происходит недостаточно быстро, поэтому осажденная нить перемещается до того, как она затвердеет. Явление повторяется или подчеркивается от одного слоя к другому.
Предлагаемые исправления
Вентилируйте осажденный пластик более эффективно, например, добавив вентилятор к экструдеру или непосредственно с помощью портативного вентилятора.
Создайте опоры для печати под свесами.
Измените ориентацию детали, чтобы избежать выступов.
#3 Расслаивается по бокам или сверху
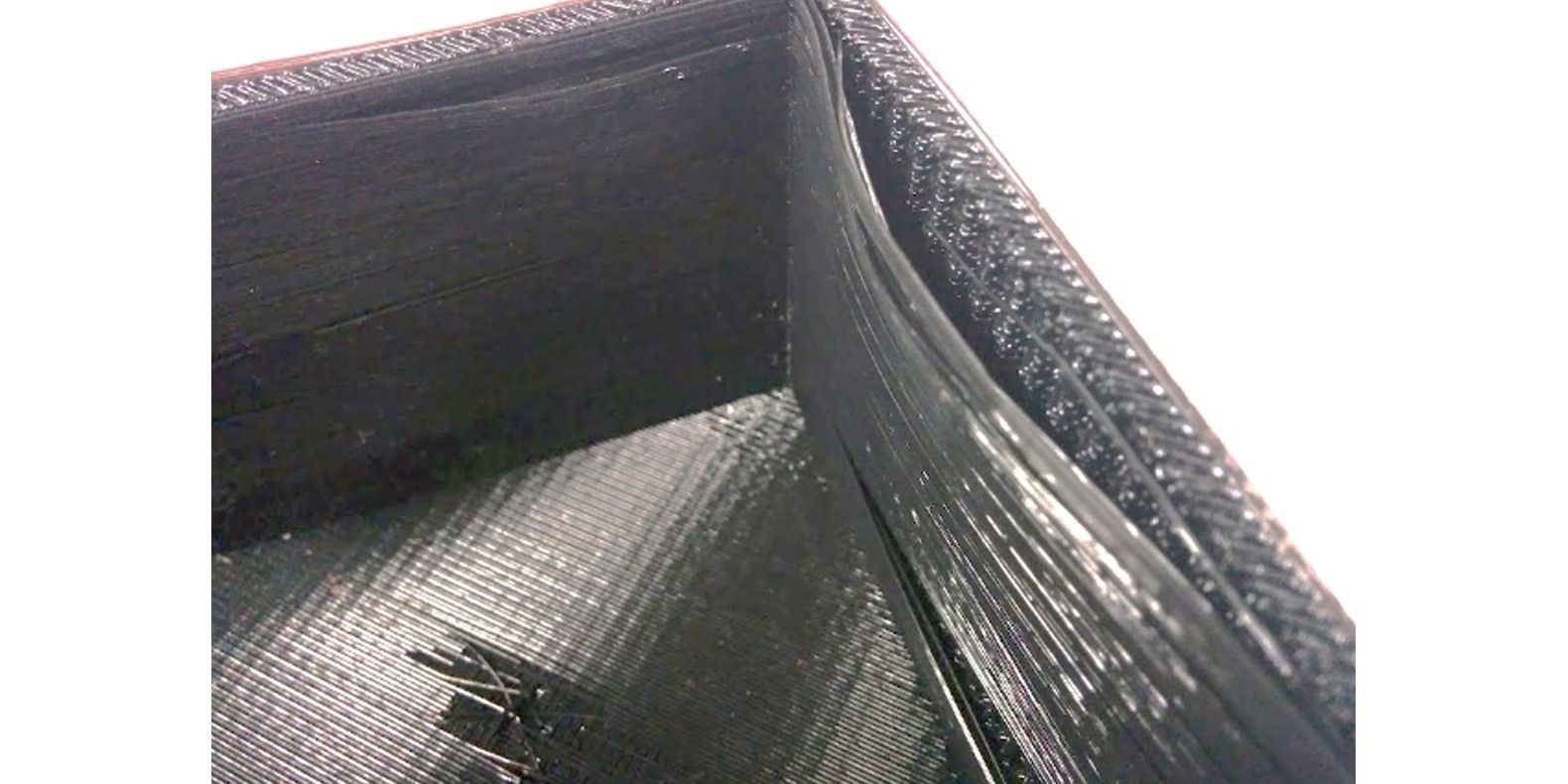
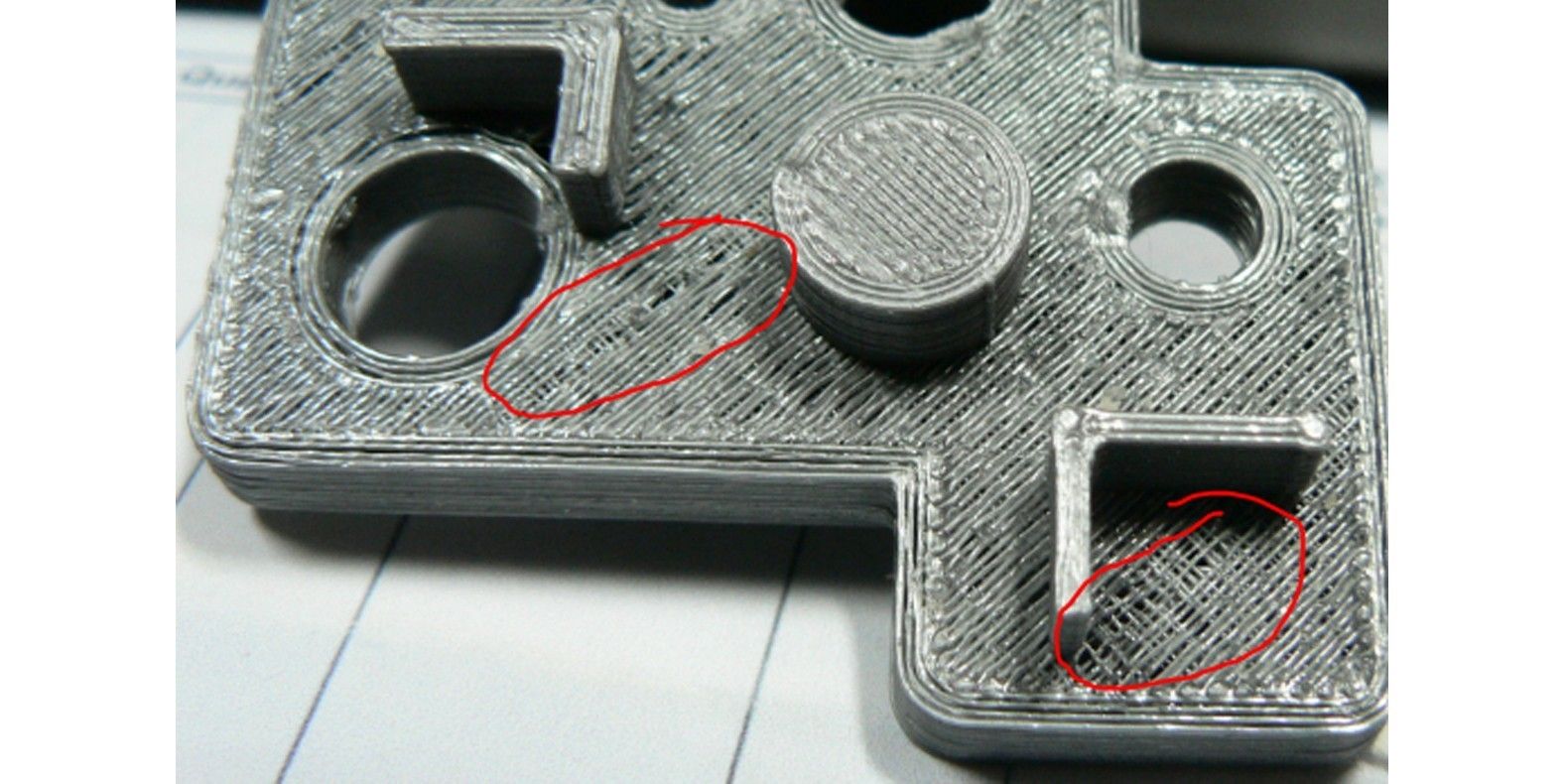
Симптомы
Контуры недостаточно скреплены между собой.
Плоские поверхности покрываются не полностью.
Возможная причина
Осаждается недостаточное количество материала. Слишком узкие, осажденные проволоки недостаточно соприкасаются друг с другом и поэтому не прилипают к соседней проволоке.
В сопле имеется грязь, которая препятствует прохождению расплава.
Температура экструзии слишком низкая, проволока высыхает слишком быстро или сжимается и поэтому не прилипает к соседней проволоке.
Предлагаемые средства
Калибровка экструдера для получения расхода материала в соответствии с данными, полученными от слайсера.
Разблокируйте экструзионное сопло.
Увеличьте температуру экструзии.
Увеличьте скорость наложения в вашем слайсере.
#4 На тонких частях недостаточно материала
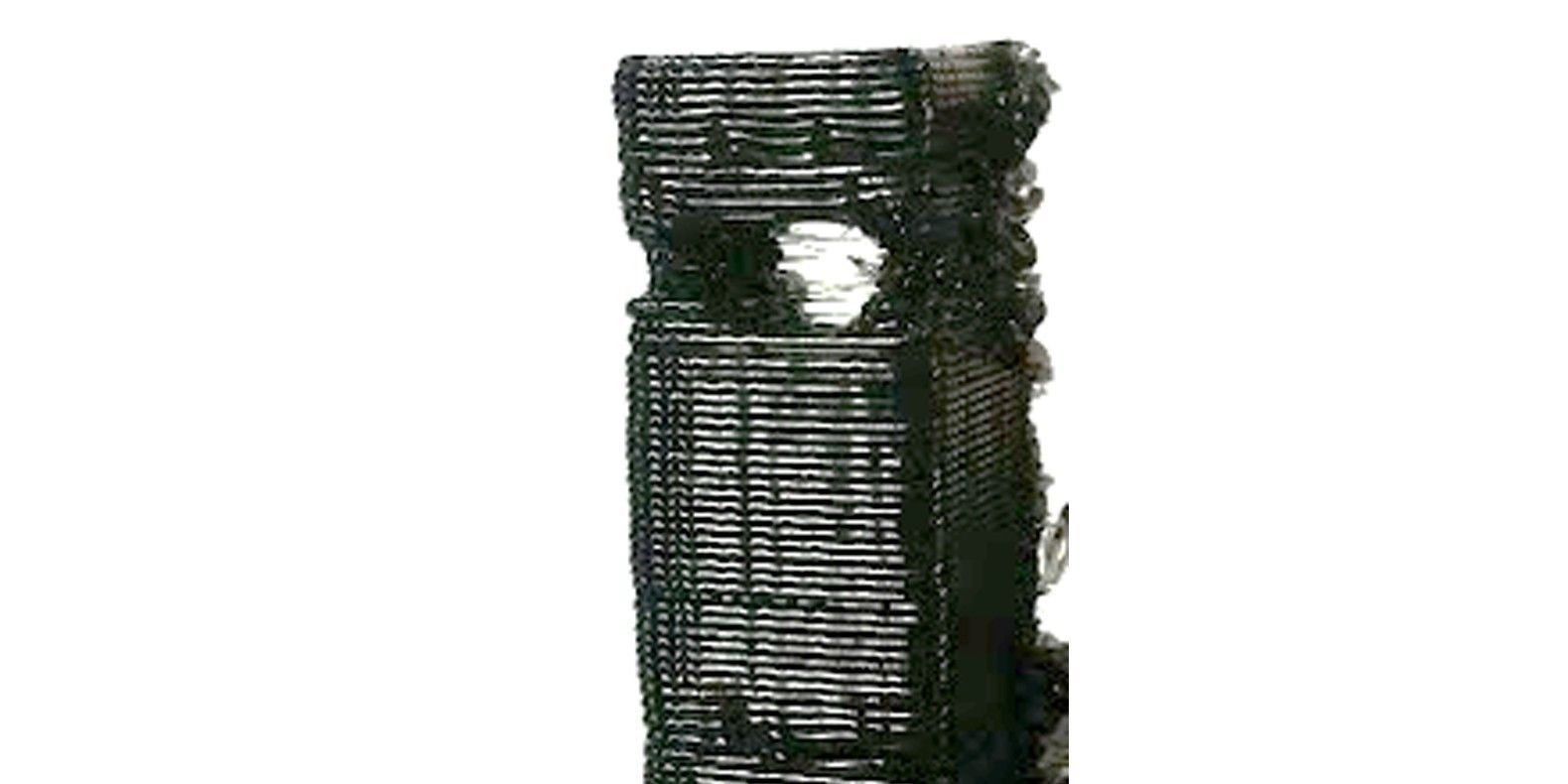
Симптом
Края очень тонкого участка недостаточно прочны, не хватает материала.
Возможная причина
Обратная переработка или переделка недостаточно эффективны.
Неправильное затвердевание нити.
Проскальзывание привода нити во время втягивания.
Предлагаемые средства
Уменьшите скорость и длину втягивания во время печати.
Увеличьте «дополнительную длину ноги при втягивании» при использовании Slic3r.
Увеличьте давление пружины на ведомую шестерню.
#5 Волдыри
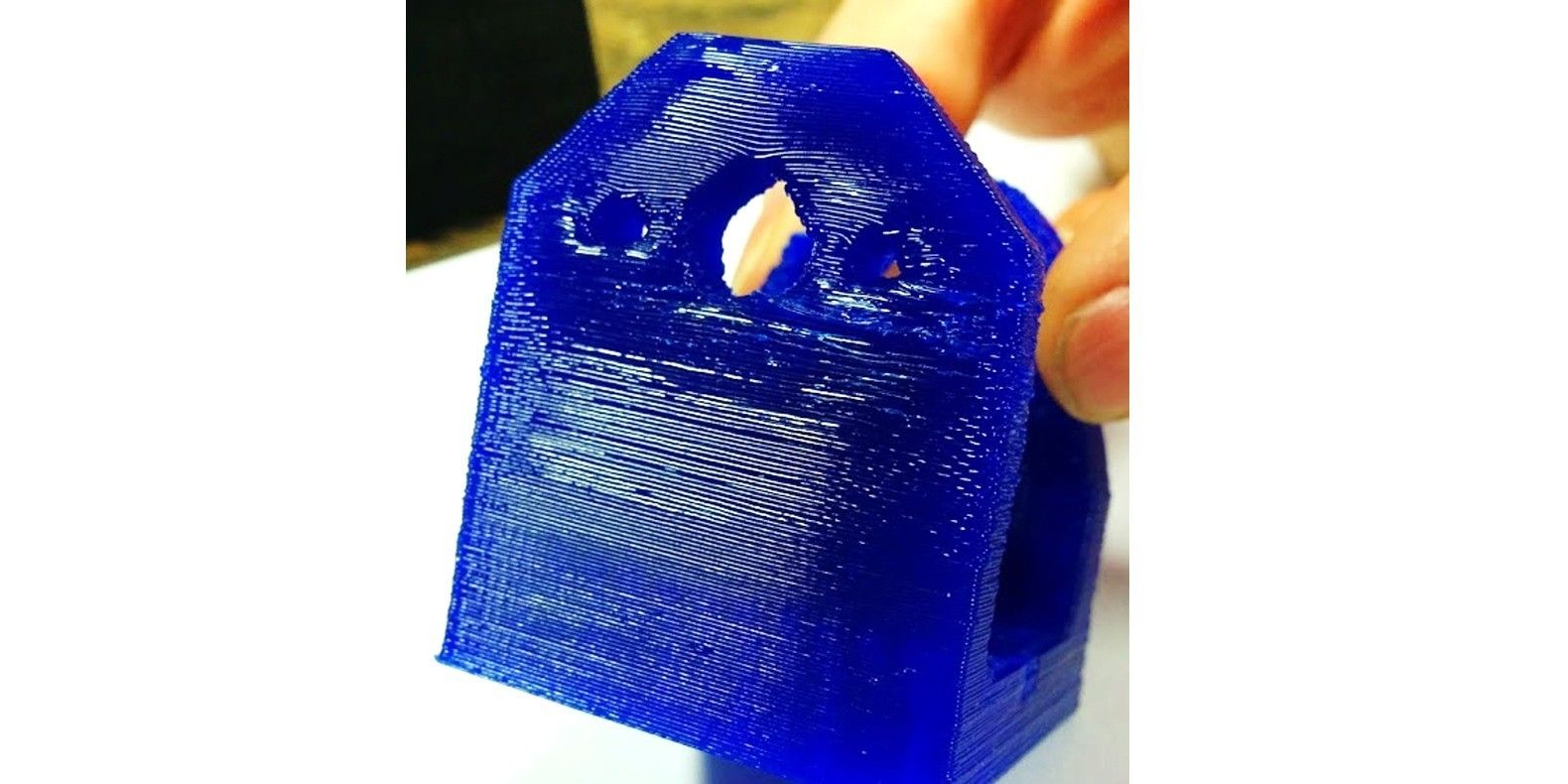

Симптом
Волдыри, несоответствующая геометрия, например, небольшие выпуклости, которые видны в основном на участках с небольшой площадью поверхности.
Возможная причина
Нить слишком горячая при экструзии или система охлаждения нити недостаточно эффективна.
Предлагаемые средства
Поместите больше деталей на пластину во время печати. В этом случае сопло будет печатать больше объектов и, следовательно, даст больше времени на охлаждение детали перед повторным проходом по ней.
Улучшите охлаждение 3D-печатного объекта, добавив системы охлаждения.
#6 Тонкие стенки расслаиваются

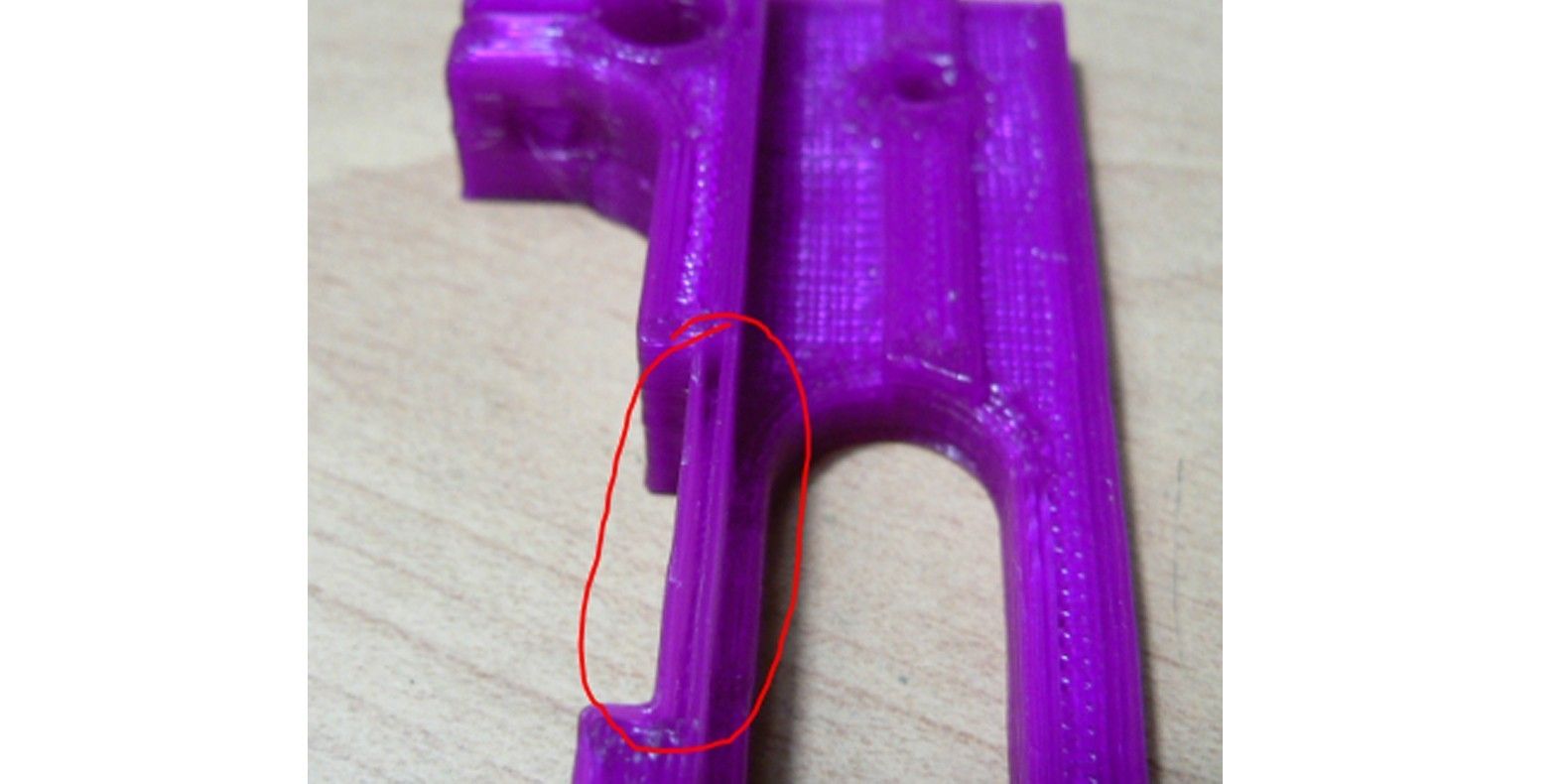
Симптом
У тонкой стенки без наполнителя нити расходятся, они не склеены между собой по бокам.
Возможная причина
Стенки вашей 3D-печати слишком тонкие или они не приспособлены к такому маленькому размеру.
Предлагаемые средства
Рисуйте более толстые стенки, чтобы адаптироваться к толщине нити.
В настройках слайсера задайте ширину осадка, которая является суб-многократной ширине стенки, оставаясь совместимой с диаметром экструзии и высотой слоя.
Смените ломтерезку.
#7 Слой смещается по горизонтали

Симптом
Слой смещается по оси X или Y (или по обеим).
Возможная причина
Проблема с движением печатающей головки или пластины.
Предлагаемое исправление
Уменьшите ускорение на оси, на которой возникла проблема.
#8 Слои смещаются равномерно
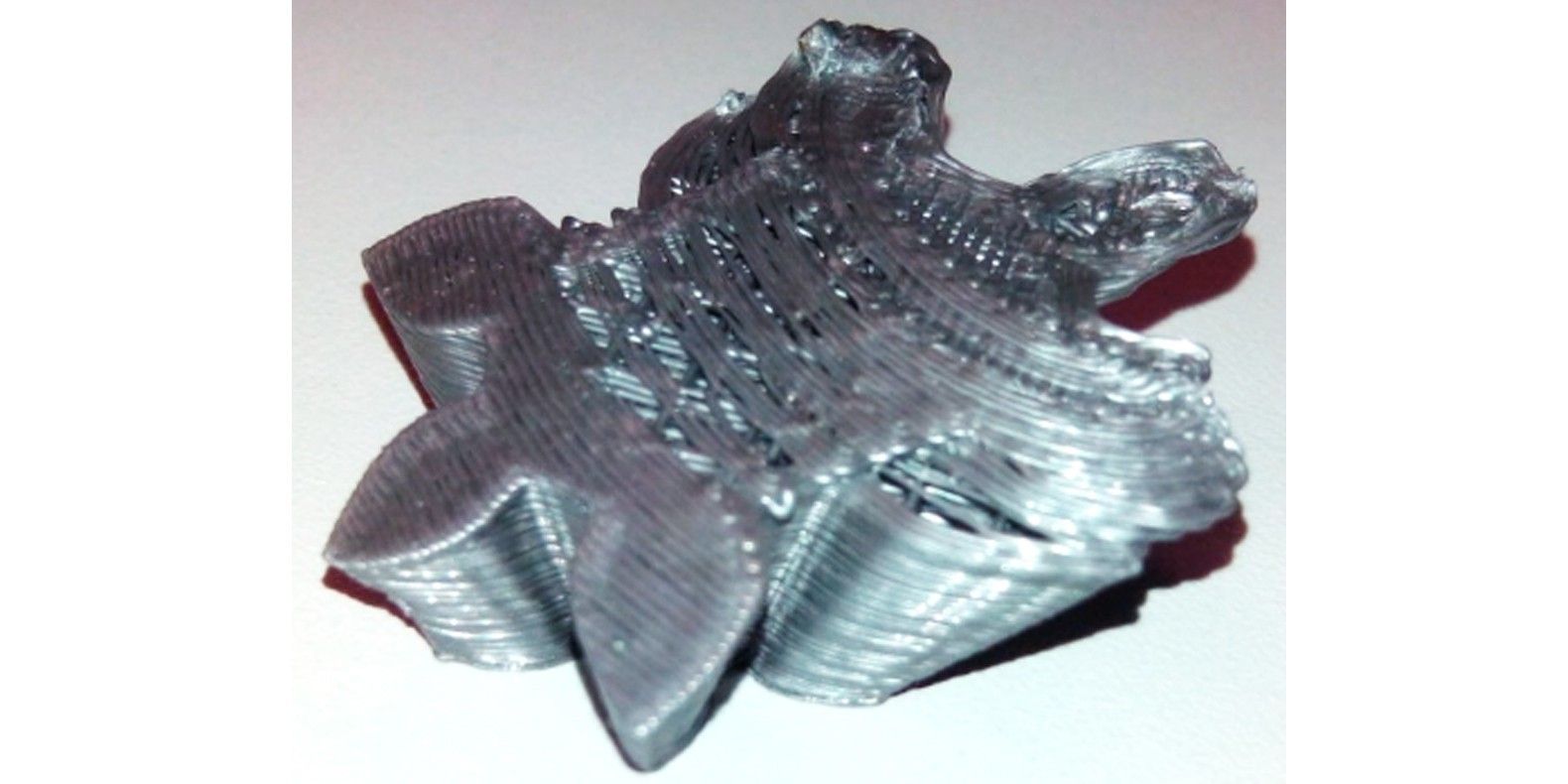
Симптом
Слои почти всегда смещаются вдоль оси X и/или Y после определенной высоты печати.
Возможная причина
Неисправность смещения головки или пластины из-за перегрева двигателей, которые переходят в безопасный режим.
Предлагаемое исправление
Охлаждайте двигатели с помощью систем охлаждения (вентиляторов).
#9 Углы загибаются вверх

Симптом
Деформация в направлении Z во время 3D-печати. Этот показатель увеличивается в случае сильного свеса.
Общее название: завивка
Возможная причина
Плохое затвердевание, эффект усадки из-за разницы температур проволоки, осажденной на предыдущий охлажденный слой.
Предлагаемые средства
Увеличьте наклон в 3D-модели детали, чтобы уменьшить свес.
Дальнейшее охлаждение осажденного пластика с помощью системы вентиляции.
Добавьте опоры для печати на пораженные участки.
#10 Уголки отваливаются
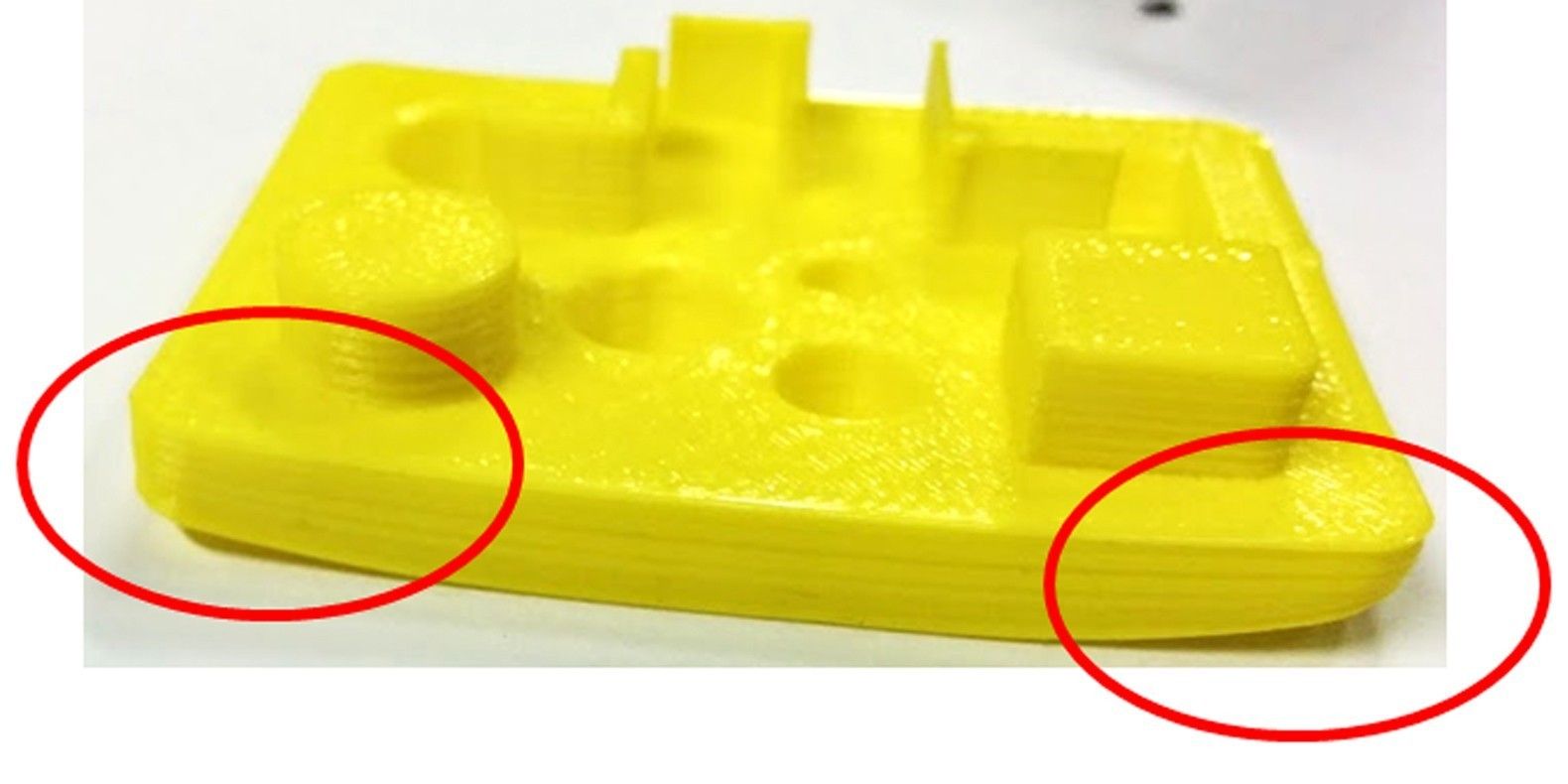
Симптом
Углы напечатанного объекта отслаиваются от пластины, создавая неровную основу.
Общее название: искривление
Возможная причина
Плохое прилегание заготовки к пластине.
Слишком высокий коэффициент усадки материала.
Первый слой недостаточно прижат к плите.
Предлагаемые средства
Смените материал для печати, поскольку вероятность деформации при использовании PLA меньше.
Нанесите клей на печатную форму (клей, лента, лак и т.д.).
Перед печатью правильно отрегулируйте высоту пластины.
Наложите более тонкий первый слой, чтобы сильнее раздавить осажденную проволоку.
Добавьте ободок под первый слой.
Нагрейте плиту.
Очистите и обезжирьте основание.
Измените стратегию заполнения. Заполняйте нижнюю часть концентрически, а не линейно, а затем заполняйте внутреннюю часть в виде сот, чтобы избежать эффекта усадки.
Уменьшите плотность внутренней заливки вашего 3D-печатного объекта.
#11 Плотность экструзии слишком низкая
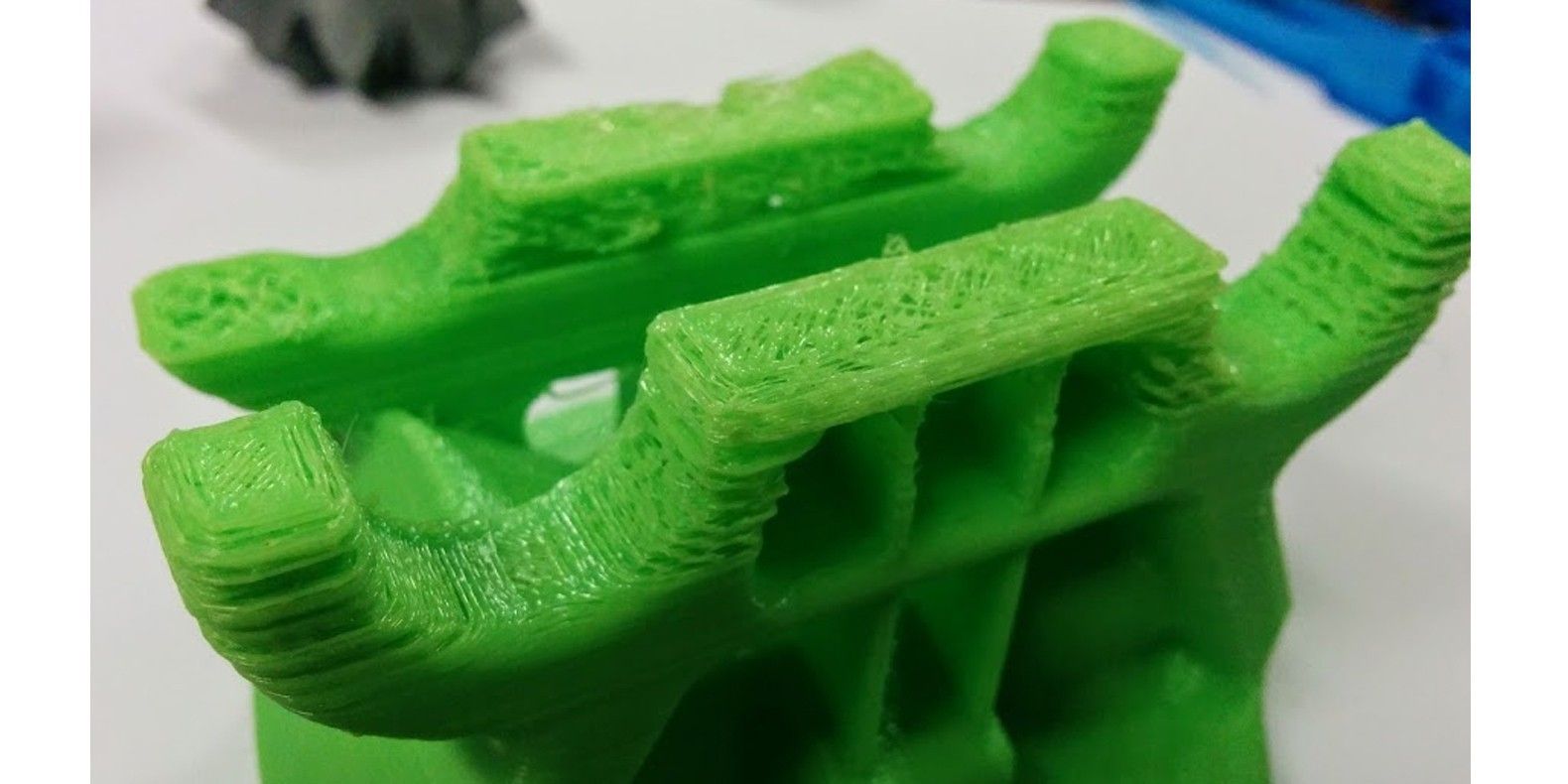
Симптом
Неправильная плотность материала.
Возможная причина
Слишком низкий расход материала
Предлагаемые средства
Разблокируйте экструзионное сопло.
Филамент заблокирован перед экструдером (например, узел в катушке)
Проверьте привод резьбы (например, проблема с винтом с накаткой)
Углы #12 формируются неправильно
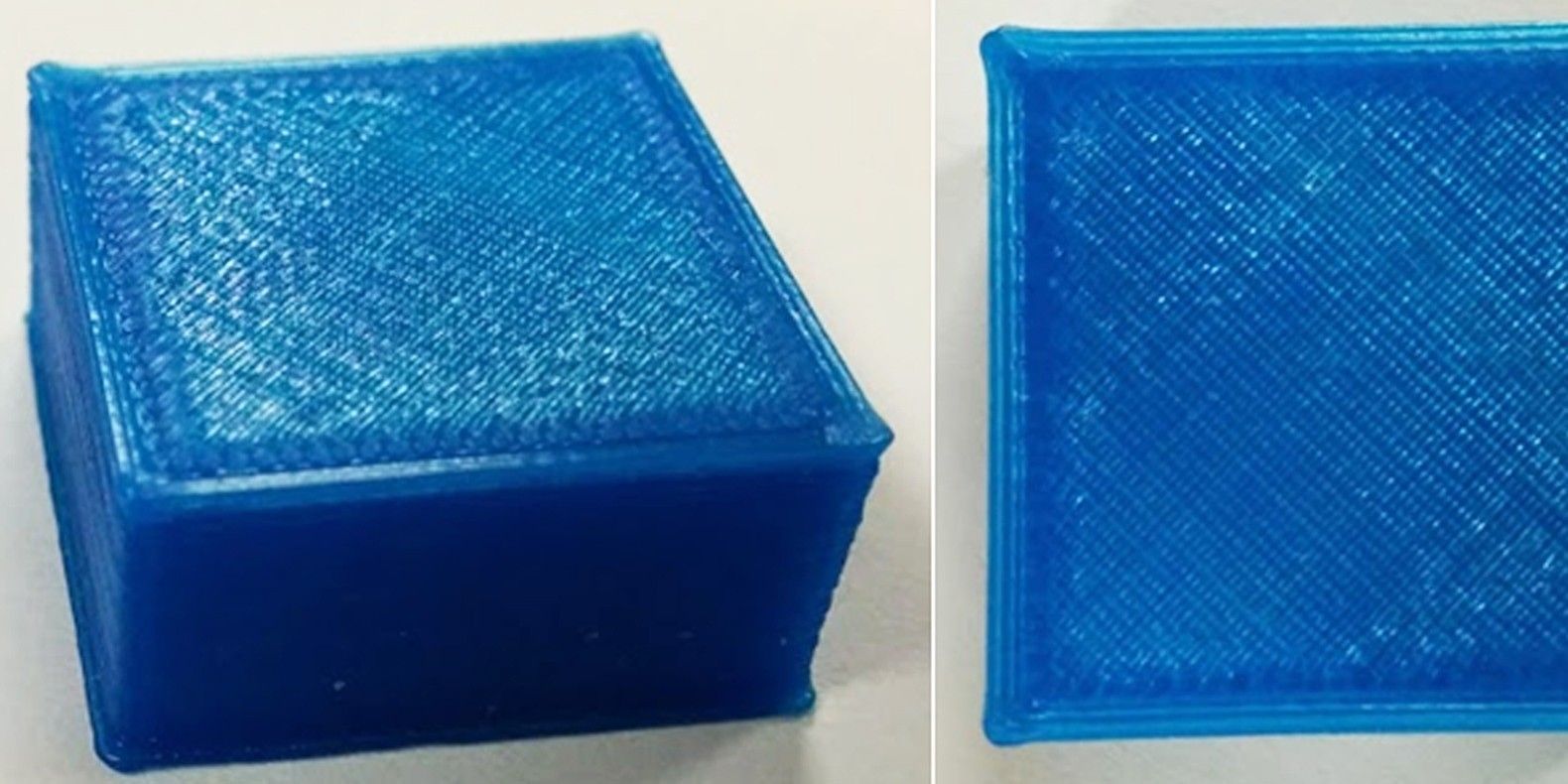
Симптом
Углы не достаточно прямые, они могут даже торчать и увеличивать размер детали.
Возможная причина
Слишком много материала оседает в углу из-за того, что сопло слишком сильно замедляется при прохождении через угол.
Предлагаемые средства
Намеренно смягчите угол детали в программе 3D-моделирования.
Увеличьте «рывок» на регуляторе оси вашего 3D-принтера.
#13 Есть черные капли
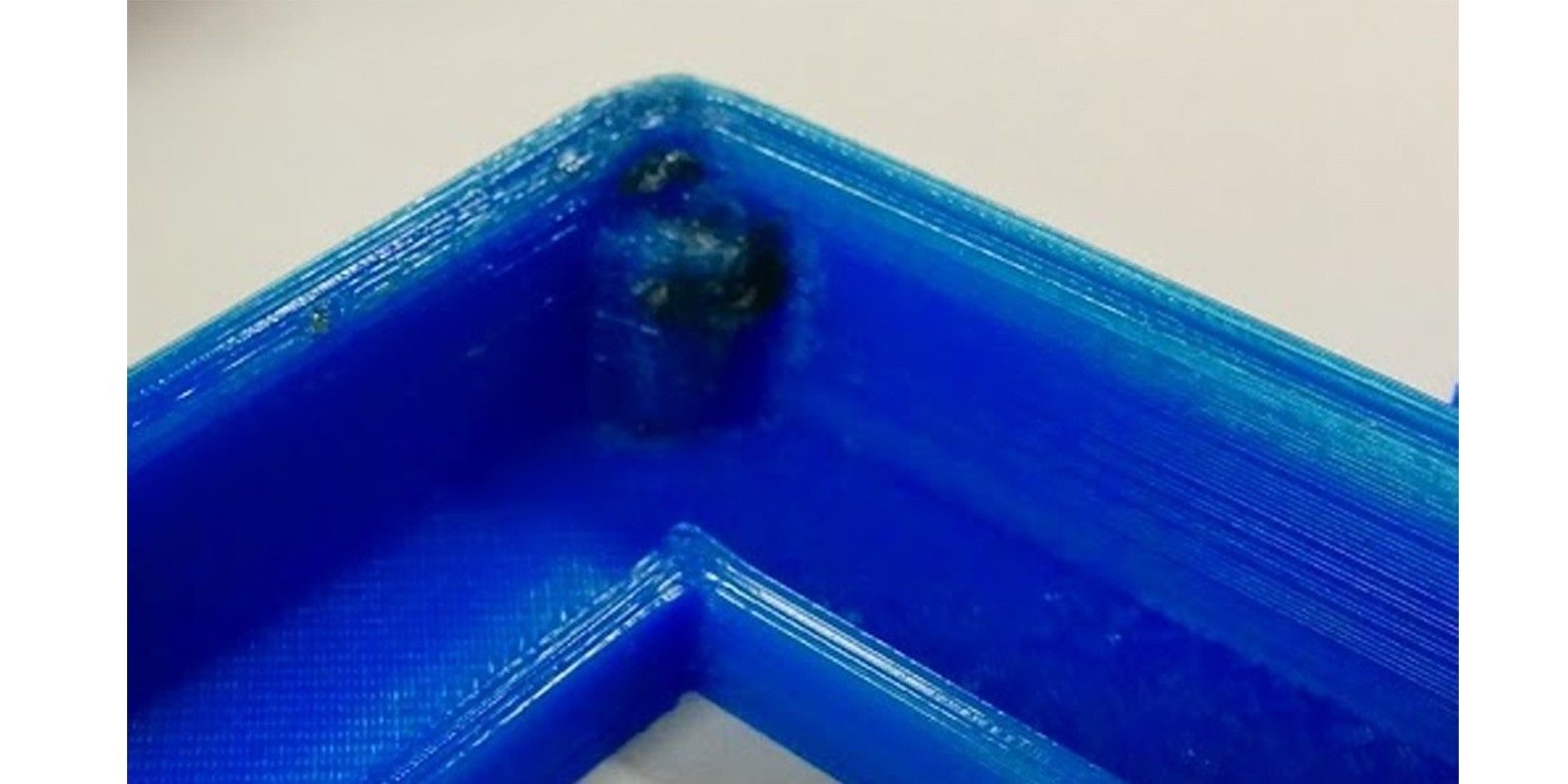
Симптом
Обгоревший (почерневший) пластик на некоторых участках напечатанного объекта.
Возможная причина
Плохая герметичность сопла приводит к тому, что сгоревший PLA или ABS стекает вокруг сопла.
Предлагаемое исправление
Демонтируйте форсунку и снова закройте ее.
#14 Слои плохо сварены

Симптом
Деталь ломается в месте крепления между двумя печатными слоями.
Возможная причина
Слишком сильное охлаждение, осажденный слой плохо прилипает к предыдущему слою, так как при осаждении он был недостаточно горячим.
Предлагаемые средства
Уменьшите скорость вращения вентилятора во время печати.
Увеличьте минимальную скорость печати в слайсере.
#15 На первом слое образуются пузырьки
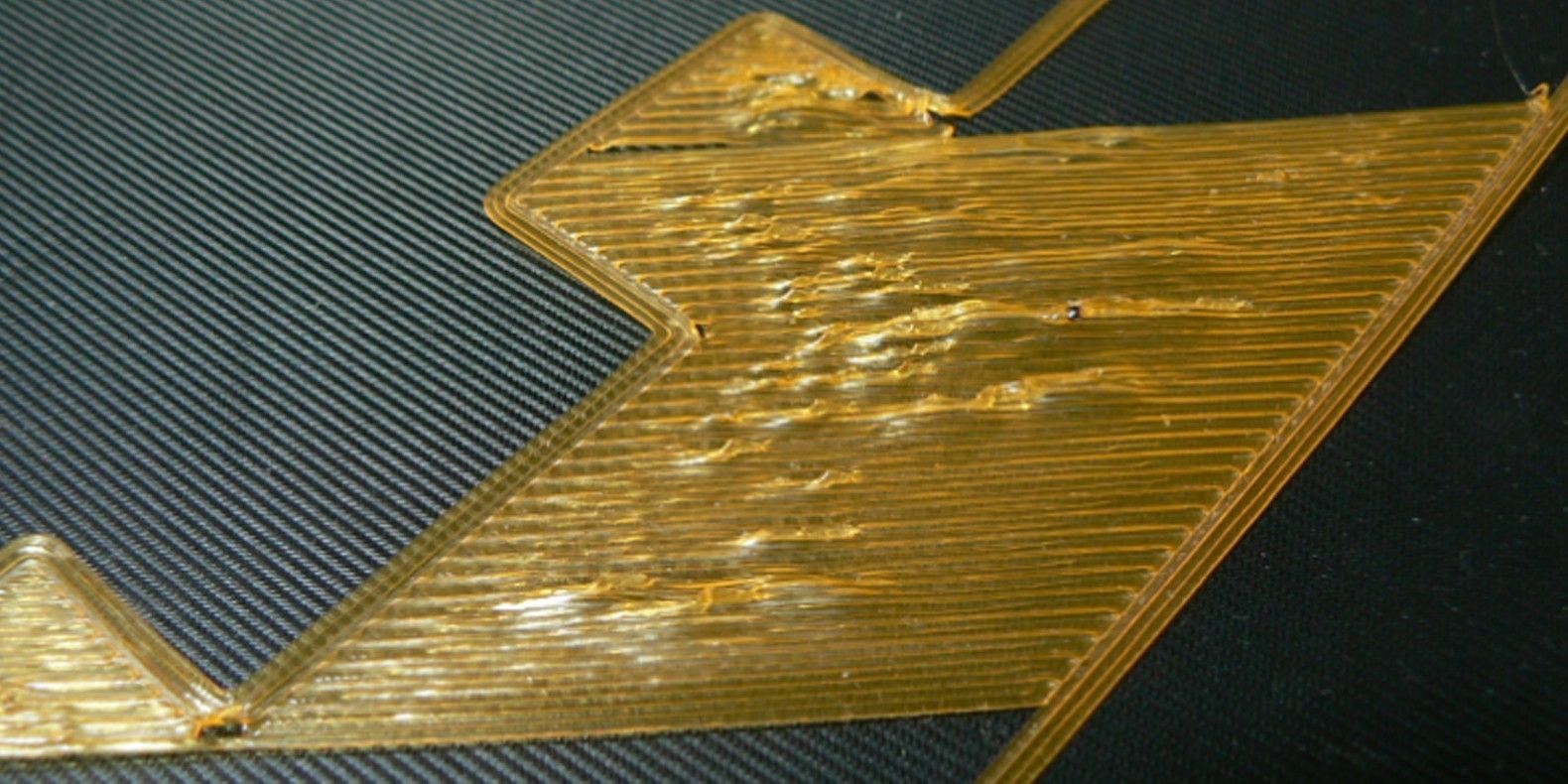
Симптом
Первый слой сходит с пластины локально в виде пузырьков.
Возможные причины
Наличие влаги в материале, которая постепенно испаряется при контакте с нагревательной пластиной.
Недостаточная температура нагревательной пластины для используемого материала.
Предлагаемые средства
Храните рулоны сырья в сухом месте, в закрытой упаковке, с мешком влагопоглотителя.
Высушите поврежденный материал: поместите его во вращающуюся духовку при температуре 40°C примерно на 3 часа. Будьте осторожны и не нагревайте выше 45°C или 50°C: это может привести к слипанию нитей в бобине и даже к потере их цилиндрической формы.
Увеличьте температуру нагревательной пластины.
Печать на ленте или специальном клее.
#16 Хрупкий сверху и снизу

Симптом
Горизонтальные стороны слишком тонкие и хрупкие.
Возможные причины
Недостаточная толщина материала над и под печатным объектом с тонкой заливкой. Уложенные нити имеют слишком мало точек опоры и разрушаются между заправочными ребрами.
Предлагаемые средства
Поместите как минимум 2 или 3 полностью заполненных слоя (параметр «Solid layers» в Slic3r) для «верхней» и «нижней» граней.
Увеличьте заливку вашего объекта.
#17 Верхние части отверстий разрушаются

Симптом
Верхние провода горизонтального осевого отверстия обрушиваются во время строительства.
Возможные причины
Слишком горизонтальная зона отвеса.
Несоответствие между температурой сопла, охлаждением проволоки и скоростью.
Предлагаемые исправления
Уменьшите или устраните эту зону свеса, изменив геометрию 3D-файла. Пример на большом отверстии на фотографии, в форме капли воды, а не цилиндра.
Добавьте опоры для печати под этой областью, если выступ слишком труден для 3D-принтера.
Избегайте слишком большого замедления в этой области, даже если время печати слоя невелико.
#18 Цвет или прозрачность варьируется

Симптом
Цвет или прозрачность материала меняется на разных участках во время 3D-печати.
Возможные причины
Различная кристаллизация материала из-за разной скорости охлаждения. Это может быть связано, например, со временем печати отдельных частей объекта или с мощностью вентилятора.
Излучение из сопла может повлиять на термический цикл предыдущего слоя и тем самым изменить его внешний вид.
Нанесенный слой слишком горячий, потому что расположенный ниже слой не успел остыть.
Будьте внимательны, физико-механические свойства детали могут меняться в зависимости от этих различий в кристаллизации!
Предлагаемые исправления
Лучше управлять охлаждением с помощью параметров слайсера: изменять мощность вентилятора в зависимости от времени охлаждения пластины или замедлять скорость печати пропорционально поверхности пластины.
Уменьшите температуру экструзии для более быстрого и равномерного фазового перехода.
#19 Слои расслаиваются

Симптом
Некоторые слои изгибаются, и между различными печатными слоями появляются трещины.
Возможные причины
Явление скручивания из-за эффекта, упомянутого в пункте №9
выше происходит между слоями.
Проволока слишком быстро охлаждается на выходе из сопла, она не сваривается должным образом с предыдущим слоем.
Сильное сжатие материала при охлаждении или смене фазы.
Некоторые материалы, экструдированные при высокой температуре (ABS, PC…), могут представлять собой значительное явление сжатия.
Предлагаемые средства
Измените температуру экструзии.
Измените материал для печати.
Избегайте дутья на отложенный провод, уменьшения мощности вентилятора или размещения принтера в помещении, где могут быть сквозняки.
Закройте зону сборки в контролируемом шкафу при температуре, близкой к температуре стеклования материала.
#20 Появление капель
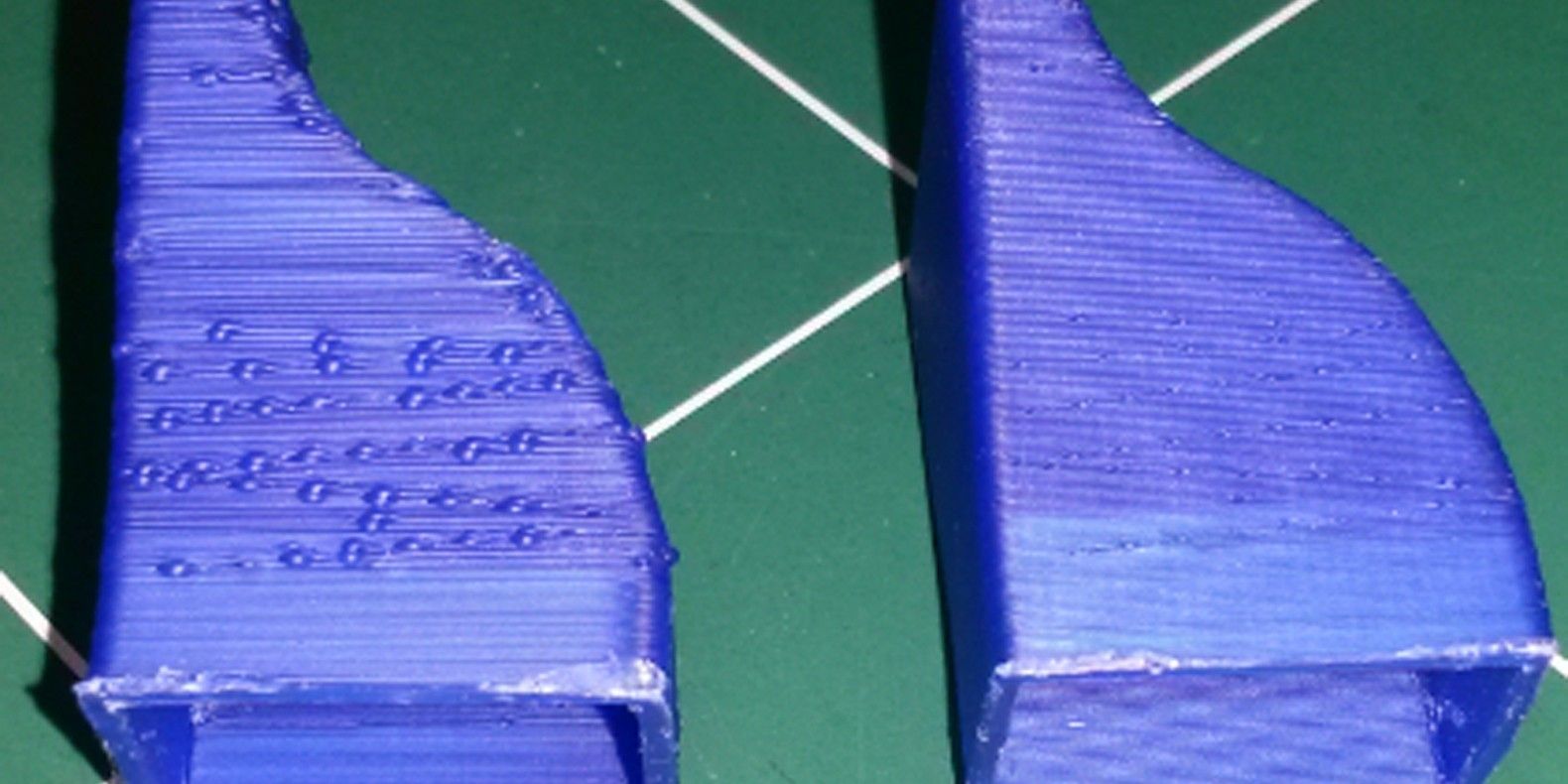
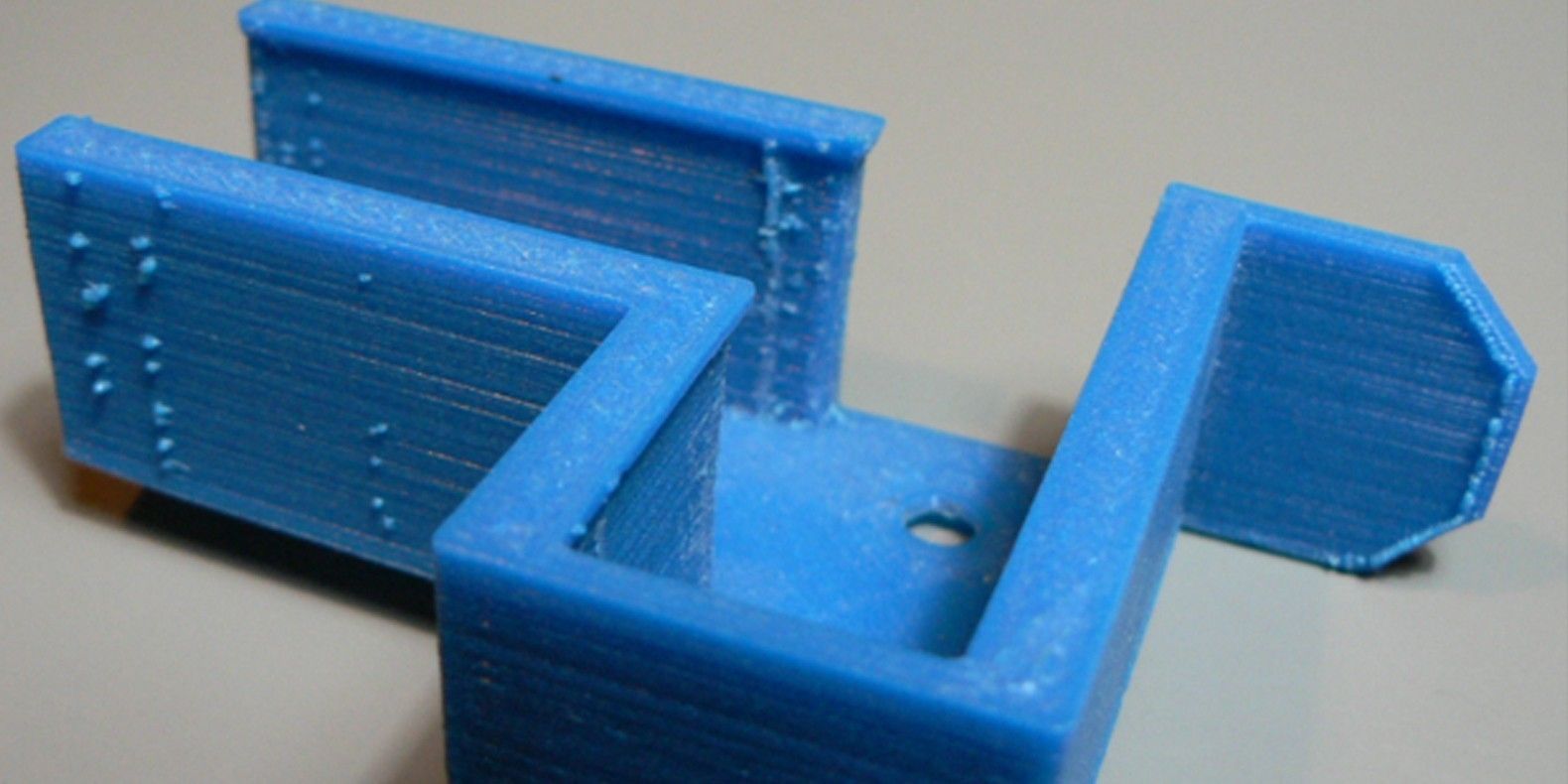
Симптом
Капли материала осаждаются в различных точках на боковой поверхности 3D-печатного объекта.
Возможные причины
Чрезмерное выдавливание при возобновлении экструзии после остановки экструзии при перемещении от одной точки детали к другой или при смене слоев.
Предлагаемые средства
В некоторых слайсерах имеется настройка, позволяющая после паузы в печати запросить, чтобы перед возобновлением нормальной печати было задвинуто больше, чем было удалено при втягивании.
#21 Слюноотделение экструдера Боудена
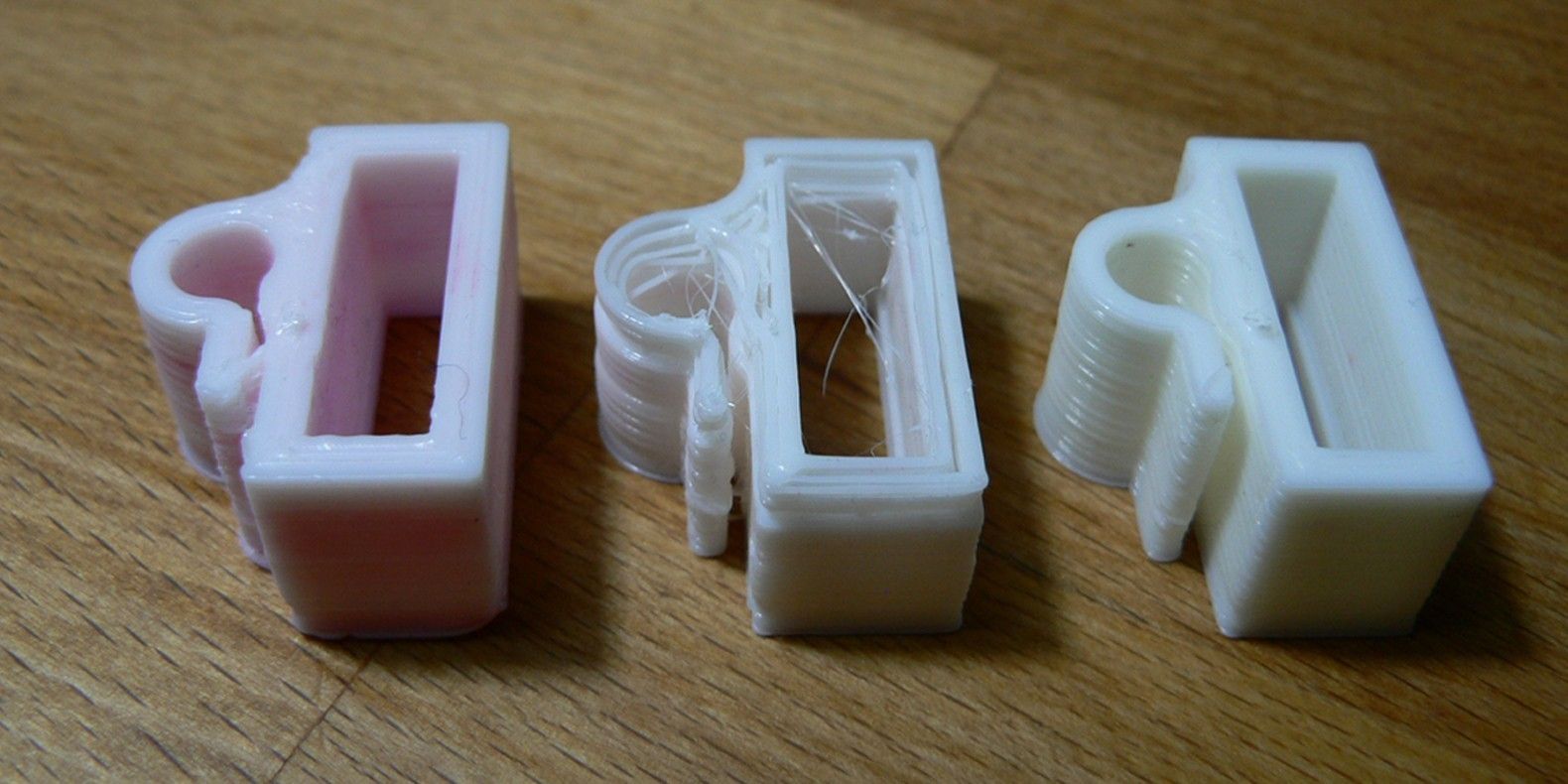
Симптом
Экструдер Bowden работает либо слишком интенсивно, либо недостаточно. Первые впечатления от вашего экструдера не очень хорошие, слишком много экструдированного материала, мосты между различными областями в движениях, где экструзия должна остановиться.
Возможная причина
Недостаточная усадка нити для компенсации зазора в трубке Боудена. В зависимости от диаметра трубки и нити, а также длины корпуса, двигатель должен протянуть определенную длину нити через изгибы трубки, прежде чем нить втянется из нагревательной головки.
Предлагаемые исправления
Увеличьте расстояние «втягивания» в слайсере. Деталь слева была напечатана с 1,5 мм отступа, что было явно недостаточно. Когда расстояние втягивания было увеличено до 6 мм, центральная часть была отпечатана. Слишком большая усадка приводит к попаданию горячего материала в терморазрыв, температура терморазрыва постепенно повышается, и плавящаяся нить в итоге застревает в терморазрыве. Двигатель больше не в состоянии эффективно толкать его. При уменьшении расстояния втягивания до 4 мм получается деталь, показанная справа.
#22 Полосы или регулярный рисунок на экструзии

Симптом
Появление повторяющегося рисунка на стенках 3D-отпечатков.
Рисунок может меняться в зависимости от направления движения двигателей.
Возможная причина
Неправильная настройка привода экструдера
Эта проблема может возникнуть, если экструдер настроен на неправильный ток. Если экструдер имеет недостаточную мощность, экструзия не будет постоянной.
Предлагаемые средства
Отрегулируйте драйвер экструдера с помощью мультиметра. Будьте осторожны, чтобы во время измерения не произошло короткого замыкания, используйте керамическую отвертку.
Работа, выполненная Филиппом, Пьеро и Франком и первоначально размещенная на LOGre
Есть проблемы с 3D печатью? Ознакомьтесь с нашим руководством по всем распространенным проблемам 3D-печати и их решениям. Мы постарались охватить как можно больше различных неприятных ситуаций, который возникают во время печати.
Замечательно, что ваш 3D-принтер способен хорошо печатать. Но у всех нас были такие ужасные моменты, когда, казалось бы, простая модель просто отказывается печататься.
У нас было довольно много проблем печати. Итак, непосредственно из нашего опыта устранения неполадок с 3D-принтерами мы собрали, как мы надеемся, наиболее полное руководство по диагностике и устранению распространенных проблем 3D-печати.
Проблемы, связанные с адгезией к рабочему столу, неисправными поддержками и т.п., не являются уникальными для FDM. 3D-печать SLA тоже подвержена подобным проблемам. Мы будем расширять это руководство, чтобы показать доступность настольной FDM печати, предлагая советы по устранению неполадок.
Содержание
- Закончился пластик
- Сопло слишком близко к столу принтера
- Забитое сопло
- Печатающая голова выходит за пределы рабочей области печати принтера
- Обрыв пластика
- Задир на пластике
- Прекратилась подача пластика в процессе печати
- Пластик не прилипает к рабочему столу
- Поддержка рухнула
- Плохой первый слой
- Слоновья нога
- Загиб краев модели
- Заполнение выглядит грязным и неполным
- Разрывы между заполнением и внешней стеной
- Заполнение просвечивается через стенки
- Трещины в высоких моделях
- Сдвиг слоев
- Пропуск слоев
- Наклоненные слои вместо вертикальных
- Дефекты на свесах
- Основание после поддержек выглядит плохо
- Модель выглядит неправильно
- Проблемы с печатью мелких деталей
- Рябь и эхо (звон) на стенках
- Диагональные швы на стенках
- Чрезмерная экструзия
- Недостаточная экструзия
- Модель выглядит оплавленной и деформированной
- Провалы и отверстия на верхнем слое
- Паутина между вертикальными стенами
- Размеры модели не соответствуют заявленным
- Смещение печати в некоторых местах
- Дефекты мостов
- Модель не снимается со стола
ПРОБЛЕМЫ 3D-ПЕЧАТИ FDM: ПРИНТЕР НЕ ПЕЧАТАЕТ
Как ни старайся, филамент не выдавливается из хотэнда. Возможные причины такого типа проблем 3D-печати многочисленны.
1. Закончился пластик

В чем проблема?
Принтер не печатает модель была настроена в слайсере правильно, но при всех попытках печати выходит немного филамента из сопла и подача пластика прекращается. Возможно, печать начинается нормально, но в какой-то момент подача пластика прекращается, но принтер продолжает перемещать сопло.
Что является причиной этой проблемы?
Это очевидная проблема, которую нельзя пропустить на многих принтерах, таких как PRUSA i3, где катушка филамента на виду. Но на других принтерах, таких как серии Bizon 2, Ultimaker итп проблема не всегда очевидна. А них катушка с филаментом находится внутри принтера или спрятана за ним.
Данная проблема связана с отсутствием филамента.
Конечно, некоторые принтеры оснащены датчиками, которые передают данные в программное обеспечение и сигнализируют о проблемах подачи пластика. Однако нам всем нравится переделывать и использовать нашу собственную кастомную прошивку или стороннее программное обеспечение, и они не всегда обладают таким функционалом. Кроме того, существуют принтеры, которые просто не оснащены такими датчиками и не могут сообщить о проблеме.
Во всех случаях, особенно с экструзионными системами в стиле Боудена, вам нужно будет извлечь немного оставшейся нити и затем подать новую.
Устранение неполадки
Посмотрите на катушку с пластиком и проверьте, не осталось ли еще филамента. Если нет, установите новую катушку. Это просто.
Чек-лист решения этой проблемы
- Проверьте катушку с нитью
2. Сопло слишком близко к столу принтера

В чем проблема?
Это выглядит странно, но не смотря на наличие филамента и движение сопла, пластик на столе не остается.
Что является причиной этой проблемы?
Проще говоря, ваше сопло находится слишком близко к рабочему столу принтера. Если Вы настроили слишком маленькое расстояние от сопла до стола, то стол препятствует выдавливанию нити. В лучшем случае, пластика не будет только на первом слое, но будет большая вероятность, что на последующем пластик не прилипнет. В худшем, нить скопится в хотэнде, перегреется и образует непроходимую пробку
Устранение неполадки
Небольшое увеличение высоты сопла часто может помочь. Большинство 3D-принтеров в своих системных настройках позволят вам установить смещение по оси Z. Чтобы поднять сопло от печатной поверхности, вам нужно увеличить смещение до положительного значения. Это также работает и в обратном направлении, с отрицательным смещением, помогающим устранить проблему плохого прилипания пластика к поверхности.
Но будьте осторожны, слишком большое смещение, и пластик не будет прилипать к столу.
В качестве альтернативы, если ваш принтер позволяет это сделать, вы можете добиться того же эффекта, опустив сам рабочий стол принтера. Однако это более проблематичное решение, поскольку оно требует повторной калибровки и выравнивания.
Чек-лист решения этой проблемы
- Настройка смещения оси Z
- Опускание стола
3. Забитое сопло

В чем проблема?
Вы запускаете задание на печать, но как бы ни пытались, из сопла ничего не выходит. Извлечение нити и повторная установка не помогают.
Что является причиной этой проблемы?
Небольшой кусок филамента остается в сопле после замены катушек. Когда новая нить заправлена, кусок старой нити, оставшийся в сопле, не позволяет проталкивать новую нить.
Небольшое техническое обслуживание принтера может значительно снизить вероятность возникновения таких проблем. Фактически, вы можете обнаружить, что еще до того, как появляется засор, внутри вашего сопла находится обугленный кусочек старого филамента. Он может находиться там неделями или даже месяцами не давая о себе знать, но будут небольшие признаки в качестве вашей печати.
Эти признаки часто упускаются из виду; например, небольшие зазубрины на наружных стенах, небольшие темные пятна или небольшие изменения качества печати между моделями. Эти недостатки часто просто объясняются небольшими ожиданиями от качества 3D-принтеров, но на самом деле проблема может быть куда серьезнее. Метод очистки, известный как «Атомная вытяжка» или «Холодная вытяжка» (о котором мы подробно расскажем ниже), может помочь в этом.
Эта проблема может появиться, например, если будете часто переходить с PLA на ABS. Небольшое количество PLA остается в сопле и нагревается выше своей нормальной температуры плавления. Это может означать, что PLA будет обугливаться и гореть.
Точно так же при переходе с ABS на Nylon, вы снова увидите что-то подобное.
Устранение неполадки
Очистка иглой
Если вам повезет, очистка засора может быть быстрым и легким процессом. Начните с удаления нити. Затем с помощью панели управления вашего принтера (если она есть) выберите настройку «нагрев сопла» и увеличьте температуру плавления застрявшей нити. Либо подключите принтер к компьютеру, на котором имеется совместимое управляющее программное обеспечение (например, Lulzbot и их ответвление Cura) и нагрейте сопло. Например, для PLA установите температуру равной 220 C. Когда форсунка достигнет нужной температуры, используйте маленький штифт, специальное сверло, иглу или зубочистку, чтобы очистить отверстие (будьте осторожны, не обожгите пальцы). Если ваше сопло 0,4 мм, тогда вам нужен штифт меньшего размера; хорошо подойдет комплект для прочистки сопел аэрографа.
Проталкивание старой нити
Если вы обнаружите, что сопло заблокировано, вы можете протолкнуть нить с помощью еще другого куска нити. Начните с удаления филамента, как раньше, а затем снимите трубку подачи с печатающей головки. Нагрейте хотэнд до 220 ° С для PLA, а затем, с помощью другого куска нити, протолкните его сверху, чтобы попытаться вытолкнуть оставшийся в сопле пластик. Дополнительное давление, которое вы можете оказать вручную, может прочистить сопло.
Замените сопло
В крайних случаях, когда сопло остается заблокировано, вам нужно будет сделать небольшую операцию и демонтировать это сопло. Начните с удаления филамента из хотэнда, затем посмотрите инструкцию вашего принтера, чтобы точно узнать, как демонтировать сопло.
Чек-лист решения этой проблемы
- Нагреть насадку и почистить иглой
- Снять трубку подачи и попробовать протолкнуть пластик с помощью другого куска пластика
- Демонтируйте хотэнд и посмотрите, сможете ли вы устранить засор
- Попробуйте Атомную вытяжку (Холодную вытяжку)
Качественные и недорогие сопла для 3d-принтера можно купить в нашем магазине.
4. Печатающая голова выходит за пределы рабочей области печати принтера

В чем проблема?
Не заметить это сложно. Сильный шум обратит внимание на наличие проблемы.
Когда печатающая головка не попадает в стол, а также достигает предела положения X или Y, когда головка пытается выйти за пределы своей крайней точки, шум будет создаваться через проскальзывающие ремни, шестерни или головку, пытающуюся разорвать боковую часть принтера и уехать за его пределы.
Маловероятно, что вашему принтеру удастся произвести печать в таком состоянии. И хотя это легко исправить, это не та проблема, которую можно пропустить или решить позже.
Что является причиной этой проблемы?
Неправильная конфигурация, неправильный выбор принтера или сломанные концевики — все это общие проблемы.
Если проблема проявляется у нового принтера, то, скорее всего, что-то не так с конфигурацией. Запустите процесс установки еще раз и убедитесь, что у вас установлена правильная версия прошивки для вашего принтера.
Случайный выбор неправильного принтера из выпадающего списка в вашем слайсере может быть частой причиной этой проблемы 3D-печати. Например, попытка печати на Ultimaker Go с использованием настроек для Ultimaker 2.
Когда настраиваете принтер, убедитесь, что вы указали правильный объем печати в прошивке принтера. Если принтер считает, что его поле печати больше, чем на самом деле, он попытается использовать его, даже если это не так.
Если с вашим принтером все в порядке и проблема возникает внезапно, начните с проверки настроек слайсера. Что-то может быть сброшено или изменено обновлением! Для слайсера обычно, либо вернуться к настройкам по умолчанию, либо автоматически выбрать последнюю версию принтера, даже если это не та версия, которую вы используете в настоящий момент.
И если все остальное выглядит правильным, возможно, один из ваших концевиков в принтере перестал работать.
Устранение неполадки
ПРОВЕРЬТЕ ПРАВИЛЬНОСТЬ ПРИНТЕРА В СЛАЙСЕРЕ.
Прежде чем что-либо предпринять, убедитесь, что в вашем слайсере выбран правильный принтер. Все принтеры отличаются друг от друга, поэтому, даже если рабочий стол двух принтеров одинаков, маловероятно, что другие размеры и настройки будут точно совпадать.
ОБНОВЛЕНИЕ ПРОШИВКИ
Если вы только что приобрели принтер, и эта проблема возникает, убедитесь, что у вас установлена последняя версия прошивки. После обновления запустите процесс установки и проверьте правильность всех настроек, особенно в отношении размера области печати.
ПРОВЕРЬТЕ КОНЦЕВИКИ
Это займет немного больше усилий для диагностики. Смотрите движение печатающей головки. Если она пытается пройти за крайнюю точку одной из своих осей, убедитесь, что концевик не отсоединен. Если все выглядит нормально (и ни один из вышеперечисленных шагов не устранил проблему), то следующим шагом будет замена концевиков проблемной оси новыми.
Чек-лист решения этой проблемы
- Проверьте настройки принтера в слайсере
- Обновите прошивку принтера
- Проверьте концевики
5. Обрыв пластика

В чем проблема?
Катушка с пластиком выглядит полной и в трубке подачи пластик тоже имеется, но из сопла ничего не выходит. Это проблема больше относится к принтерам с Боуден-подачей, чем с директом, так как нить скрыта в трубке, что мешает сразу определить в чем дело.
Что является причиной этой проблемы?
В основном, причиной обрыва филамента является старый или дешевый пластик. Хотя большинство пластиков, таких как PLA и ABS, служат долго. Но если они находятся в неправильных условиях, например под прямыми солнечными лучами, они могут стать хрупкими.
Другой проблемой является диаметр нити, который может варьироваться в зависимости от производителя и партии. Иногда, если натяжитель экструдера слишком тугой, под давлением может случиться разрыв в тонком месте.
Устранение неполадки
УДАЛИТЕ ФИЛАМЕНТ
Первое, что нужно сделать, это удалить пластик из принтера обычным способом. В случае Ultimaker выберите «Обслуживание и замена материала». Поскольку нить, как правило, разрывается внутри трубки подачи, вам необходимо удалить трубку как из экструдера, так и из шланга хотэнда. Затем нагрейте сопло и вытяните оставшийся в хотэнде пластик.
ПОПРОБУЙТЕ ДРУГОЙ ПЛАСТИК
Если после повторной загрузки филамента проблема повторяется, используйте другой пластик (другой тип или другого производителя), чтобы проверить наличие проблемы в самой катушке.
ОСЛАБЬТЕ ПРИЖИМ ЭКСТРУДЕРА
Если новый филамент порвался, убедитесь, что прижимной ролика экструдера не слишком туг, ослабив его, вплоть до проскальзывания подающей шестерни.
ПРОВЕРЬТЕ СОПЛО
Убедитесь, что сопло не засорено, при необходимости, почистите.
ПРОВЕРЬТЕ ПОДАЧУ И ТЕМПЕРАТУРУ
Если проблема не устраняется, убедитесь, что хотэнд нагревается и достигает нужной температуры. Также убедитесь, что скорость потока нити на уровне 100% и не выше.
Чек-лист решения этой проблемы
- Убедитесь, что нить не застряла
- Проверьте диаметр нити
- Отрегулируйте прижим в экструдере
- Убедитесь, что хотэнд чист и достигает правильной температуры.
- Установите скорость потока до 100%
6. Задир на пластике

В чем проблема?
Задир или проскальзывание филамента может произойти в любой момент печати и с любым пластиком. В результате нить не выталкивается из хотэнда, что приводит к резкому завершению печати.
Что является причиной этой проблемы?
Засорение, ослабление прижима в экструдере, неправильная температура хотэнда — это лишь некоторые из распространенных причин, но обычно их легко исправить. Результатом проблемы является то, что подающая шестерня в экструдере не может тянуть или проталкивать нить через принтер. Двигатель вращает шестерню с маленькими зубьями, которые обычно захватывают и проталкивают нить через систему. Но вместо этого изнашивают ее, когда теряется сцепление и шестерня проскальзывает по филаменту.
Устранение неполадки
ПРОТОЛКНИТЕ НИТЬ ВРУЧНУЮ
Если пластик только начал проскальзывать, вы можете определить это по звуку от экструдера и появлению пластиковой стружки. Слегка надавите на нить, чтобы она прошла через экструдер. Обычно это решает проблему.
ОТРЕГУЛИРУЙТЕ ПРИЖИМ В ЭКСТРУДЕРЕ
Начните с ослабления прижимного ролика, вставьте нить и затяните ролик, пока она не перестанет проскальзывать. Филаменты различаются по диаметру, прижим будет поглощать некоторую разницу в диаметре, но для некоторых пластиков потребуется точная регулировка.
ИЗВЛЕКИТЕ НИТЬ
В большинстве случаев вам нужно будет извлечь и заменить пластик, а затем подать его обратно через систему. Как только пластик будет извлечен, обрежьте его ниже области, которая проскальзывает и снова подайте его в систему. Если пластик сломался, попробуйте еще раз, и если он снова сломается, и вы обнаружите, что филамент кажется хрупким, выбросьте его и используйте другой.
ПРОВЕРЬТЕ ТЕМПЕРАТУРУ ХОТЭНДА
Если вы только что вставили новый филамент, но снова возникла проблема, проверьте правильность температуры сопла.
Чек-лист решения этой проблемы
- Протолкните пруток вручную
- Отрегулируйте прижим в экструдере
- Извлеките филамент
- Проверьте температуру сопла
Кстати, купить пластик для 3D-принтеров вы можете в нашем онлайн магазине. Есть весь ассортимент, начиная от PLA и заканчивая экзотикой, например WOOD.
ПРОБЛЕМЫ 3D-ПЕЧАТИ FDM: ПЕЧАТЬ НЕ УДАЛАСЬ
Все выглядело великолепно, но по какой-то необъяснимой причине печать не удалась. Филамент не прилипал к столу или просто перестал выдавливаться.
7. Прекратилась подача пластика в процессе печати

В чем проблема?
Иногда, по любой из многих причин, из хотенда перестает подаваться пластик.
Что является причиной этой проблемы?
Как правило, эта проблема 3D-печати связана с двумя частями процесса печати: либо что-то не так с подачей пластика, либо проблема с самим хотендом/соплом. Это может быть такой простой случай, как закончившийся пластик. На некоторых принтерах катушка закрыта и сразу это не обнаружить. Или может быть слабый прижим подающей шестерни в экструдере, что привело к прекращению подачи пластика..
В качестве альтернативы, у вас может быть закупорка в вашем хотэнде, мешающая прохождению пластика.
Устранение неполадки
УБЕДИТЕСЬ, ЧТО ПЛАСТИК НЕ ЗАКОНЧИЛСЯ
Немного очевидно, но даже у лучших из нас есть кратковременные провалы в концентрации. Многие слайсеры теперь дают оценку материала для ваших моделей, и судя по весу вашей катушки с нитью и сколько на ней осталось пластика, вы можете предположить, достаточно ли нити для завершения печати.
ПРОВЕРЬТЕ, НЕТ ЛИ ЗАДИРА
Задир нити и проскальзывание шестерни может привести к остановке печати на полпути и может быть вызван множеством проблем. Ознакомьтесь с нашим советом по устранению неполадок, связанных с задиром нити.
ПРОВЕРЬТЕ, НЕ ЗАСОРИЛОСЬ ЛИ СОПЛО
Сопло, закупоренное старым обуглившимся филаментом, может вызвать несколько различных проблем с печатью, одна из которых заключается в прекращении подачи пластика. Ознакомьтесь с нашим советом по устранению засора сопла.
ПРОВЕРЬТЕ НАЛИЧИЕ РАЗРЫВА ФИЛАМЕНТА
Проблема, которая в основном затрагивает экструдер Боуден, приводит к разрыву нити между экструдером и хотэндом. К счастью, это легко диагностировать и исправить, но это может быть признаком того, что ваш пластик испорчен. Ознакомьтесь с нашим советом по устранению неполадок, связанных разрывом филамента.
Чек-лист решения этой проблемы
- Убедитесь, что у вас достаточно нити
- Проверьте филамент на задиры
- Проверьте сопло на предмет закупорки
- Убедитесь, что филамент не лопнул
8. Пластик не прилипает к рабочему столу

В чем проблема?
Отсутствие адгезии, является распространенной проблемой, которую обычно относительно легко решить.
К сожалению, пластик может оторваться от рабочего стола принтера практически в любое время, от первого слоя до последнего, что особенно бесит.
Конечно, это не всегда проблема самого принтера, и если вы пытались напечатать модель, которая имеет лишь небольшое количество контактов с платформой, то, несомненно, это будет проблемой. Представьте, что вы пытаетесь напечатать автомобиль, и единственный контакт модели с платформой печати — это колеса. Вряд ли это можно печатать без какого-либо усиления адгезии или дополнительной подложки.
Т.к. эта проблема очень распространена, есть много простых способов ее решить.
Что является причиной этой проблемы?
Наиболее распространенной причиной является то, что пластик просто не приклеивается к поверхности печатной платформы. Для прилипания нити требуется текстурированная основа, поэтому для решения этой проблемы вам потребуется создать более качественную рабочую поверхность.
Неровная платформа печати может быть еще одной серьезной проблемой. Если платформа неровная, то для некоторых частей модели сопло будет далеко от стола.
Сбитая калибровка также может быть серьезной проблемой, с течением времени расстояние между соплом и столом может увеличиваться до момента, в который начальный слой перестает прилипать.
Во всех случаях вы можете увидеть спагетти из пластика над вашей наполовину сформированной моделью, просто спагетти или части вашей модели, усеянные вокруг печатной платформы.
Устранение неполадки
ДОБАВЛЕНИЕ ТЕКСТУРЫ
Чтобы усилить прилипание пластика, вам нужно добавить еще один материал, чтобы дать текстуру печатному столу. Наиболее распространенным решением является нанесение тонкого слоя клея на платформу для печати, который затем можно легко смыть горячей водой. Другой альтернативой для PLA является добавление малярной ленты. Для пластиков, которым требуется нагретая платформа от 40º и выше, в настоящее время доступны различные специальные термостойкие клейкие ленты.
ВЫРОВНЯЙТЕ РАБОЧИЙ СТОЛ
Каждый принтер имеет свой процесс выравнивания рабочего стола, некоторые, например, последние Lulzbots используют чрезвычайно надежную систему автоматического выравнивания, другие, такие как Ultimaker, имеют удобный пошаговый способ, который проведет вас через процесс настройки. Посмотрите руководство по эксплуатации вашего принтера, чтобы узнать, как выровнять стол вашего принтера..
ОТРЕГУЛИРУЙТЕ ВЫСОТУ СОПЛА
Если сопло слишком высоко, нить не будет прилипать к столу, слишком низко, и сопло фактически начнет соскребать поверхность. Найдите параметр смещения по оси Z в настройках принтера и внесите небольшие изменения — в положительное положение, чтобы поднять сопло от стола, и в отрицательное, чтобы опустить его ближе.
ОЧИСТИТЕ СТОЛ
Если вы печатаете на таком материале, как стекло, то полезно чистить его, особенно если вы часто наносите клей. Отпечатки пальцев и чрезмерное накопление отложений клея — все это может привести к нелипкости печатной поверхности.
НАНЕСЕНИЕ АДГЕЗИИ НА СТОЛ
Некоторые модели будут печататься без полей, но мелкие предметы и те, которые имеют небольшую опорную поверхность в контакте с платформой, требуют определенного типа адгезии со столом. Их можно добавить в вашем слайсере — ищите «Брим» и «Плот».
Brim добавит один слой с указанным количеством линий периметра, выходящих из того места, где ваша модель соприкасается с печатным столом; это наименее расточительный из двух, и, по нашему опыту, это лучший вариант, при условии, что вы готовы использовать нож, чтобы обрезать края.
Плот добавляет сплошную опорную основу к вашей печати. В зависимости от параметров, которые вы укажете, вы получите основу разного размера и толщины. Ваша модель затем поверх этого как обычно. Плоты имеют тенденцию создавать грубую, неприятную поверхность где они касаются вашей модели, и используют больше материала, чем Брим. Преимущество плота, однако, заключается в возможности просто отсоединить деталь.
ДОБАВЛЕНИЕ ПОДДЕРЖКИ
Помимо добавления адгезии на печатном столе, если ваша модель имеет сложные выступы или края, обязательно добавьте поддержки, чтобы удерживать нависающие части во время процесса печати.
Чек-лист решения этой проблемы
- Добавить текстуру
- Выровняйте стол
- Отрегулируйте высоту сопла
- Очистите рабочую поверхность
- Примените дополнительные настройки слайсера для адгезии
- Добавьте поддержки
9. Поддержка рухнула

В чем проблема?
Печать сложных моделей потребует использования поддержек, и хотя поддержки могут быть трудными для удаления, к сожалению, они являются важной частью моделирования.
Работа поддержки проста, она поддерживает нависающие части, но иногда она портится во время печати..
Мало того, что опоры выходят из строя, но дополнительная нить, не прилипшая к поддержке, разрушает вашу модель, а не обеспечивает правильную печать.
Что является причиной этой проблемы?
Структуры поддержки являются сложными вещами, и большинство программ слайсинга предоставляют вам несколько вариантов. Слишком легко придерживаться настроек по умолчанию, но это не гарантирует успешной печати. Важным фактором является тип поддержки, который будет поддерживать вашу модель на всем протяжении печати.
Линии и зигзаги, как правило, легко удаляются после завершения печати, но обеспечивают меньшую жесткость в процессе. Треугольники и сетки предлагают больше поддержки, но могут быть более трудноудалимыми.
Возьмите простую мостовую конструкцию с тонкими стойками, а затем подумайте о поддержках. У них будет много работы, чтобы сохранить жесткость модели. Если вы выбрали линии или зигзаги, то, скорее всего, модель будет двигаться во время процесса печати, ломая при этом тонкие поддержки.
Жесткая структура, такая как сетка, была бы лучшим вариантом.
Некоторые слайсеры позволяют печатать поддержки без привязки к столу. Если применить их, то небольшая площадь поддержки будет сложнее прилипать непосредственно к рабочей поверхности..
Часто в высоких моделях длина поддержек может быть чрезмерной, а тонкая конструкция просто выдвигается до предела. В этих случаях важно, чтобы вы учитывали создание физической поддержки, такой как блок. Под большими свесами они могут добавить надежную поддержку.
Поддержки могут создать реальные проблемы для удаления, поэтому существует тенденция снижать их плотность до минимума. Это, конечно, может вызвать проблемы, если поддержки несут значительную нагрузку. В таком случае, вам потребуется увеличить плотность поддержки.
Еще одной проблемой может быть старая или низкокачественная нить: вы можете обнаружить, что пластик может недостаточно связываться слой за слоем, или экструзия неопрятна и треснута, что приводит к поломке поддержек.
Наконец, следите за печатью вашего принтера. Если принтер движется или вибрирует сильнее, чем обычно, проверьте гайки и болты и просто убедитесь, что все плотно затянуто. После того, как вы пройдете все обычные проверки, обязательно запустите процесс калибровки.
Устранение неполадки
ВЫБОР ПРАВИЛЬНОГО ТИПА ПОДДЕРЖЕК
Посмотрите на тип модели, которую вы собираетесь напечатать — если есть большие выступы, которые соединяют участки модели, и они имеют хороший контакт с платформой, попробуйте использовать линии или зигзагообразные поддержки. Если модель имеет меньший контакт с поверхностью или нуждается в более прочных поддержках, используйте решетку или треугольник.
ДОБАВЛЕНИЕ АДГЕЗИИ К ПЛАТФОРМЕ
Убедитесь, что вы добавили средства дополнительной адгезии с платформой, например, брим, чтобы у поддержек было достаточно основания для крепления.
УВЕЛИЧЕНИЕ ПЛОТНОСТИ ПОДДЕРЖКИ
Попробуйте это в крайнем случае. Увеличение плотности поддержки даст более плотную структуру, и на нее будет меньше влиять любое движение модели, но ее будет намного сложнее удалить.
СОЗДАНИЕ ПОДДЕРЖЕК В САМОЙ МОДЕЛИ
Чрезмерно высокие поддержки могут быть подвержены слабости. Добавив высокий блок в качестве части вашей модели, который заканчивается чуть ниже того места, где требуются поддержки, вы можете дать поддержкам прочную основу без необходимости печатать высокую и слабую.
ЗАМЕНА НИТИ НАКАЛА
Филамент может стать хрупким по мере того, как он достигает конца своего срока службы, и это обычно сказывается на качестве поддержек. Поменяйте пластик на свежий и посмотрите, решится ли проблема.
ПРОВЕРЬТЕ ЖЕСТКОСТЬ ПРИНТЕРА
Тряска и раскачивание принтера могут быть реальной проблемой. Убедитесь, что все плотно и откалибруйте стол при необходимости.
Чек-лист решения этой проблемы
- Используйте правильный тип поддержки
- Добавьте дополнительные средства адгезии
- Увеличьте плотность поддержек
- Добавьте поддержку в саму модель
- Используйте новый пластик
- Проверьте жесткость конструкции принтера
ПРОБЛЕМЫ 3D-ПЕЧАТИ FDM: МОЙ ОТПЕЧАТОК ВЫГЛЯДИТ ПЛОХО
Печать успешно закончена, но боги 3D-печати хмурились на вашу уродливую модель. Вот проблемы 3D-печати, которые могут быть причиной.
10. Плохой первый слой

В чем проблема?
Первые слои модели часто могут оказаться проблематичными. Это может быть связано с тем, что пластик просто не прилипает (о чем мы говорили в другом разделе, посвященном устранению неполадок при 3D-печати), или вы обнаружите нежелательные линии, из-за которых нижняя оболочка выглядит некрасиво. Кроме того, любые мелкие детали в нижней части вашей модели могут перерасти в размытие с небольшим подобием изначального дизайна модели.
Что является причиной этой проблемы?
Эти проблемы 3D-печати являются типичными признаками того, что рабочий стол не был выровнен должным образом. Если сопло находится слишком далеко от стола, нижняя поверхность часто содержит нежелательные линии и / или первый слой не прилипает. Если сопло слишком близко, могут появиться наплывы.
Устранение неполадки
Каждый принтер имеет свой процесс выравнивания рабочего стола, некоторые, например, последние Lulzbots используют чрезвычайно надежную систему автоматического выравнивания, другие, такие как Ultimaker, имеют удобный пошаговый способ, который проведет вас через процесс настройки.
Чек-лист решения этой проблемы
-
Выровняйте рабочий стол принтера
11. «Слоновья нога»

В чем проблема?
Основа модели слегка выпуклая наружу, эффект, также известный как «нога слона»
Что является причиной этой проблемы?
Этот неуклюжий дефект печати может быть вызван тем, что вес остальной части модели давит на нижнюю часть, прежде чем она должным образом охладится до твердого состояния — это особенно актуально, если в вашем принтере есть подогрев стола.
Устранение неполадки
БАЛАНС ТЕМПЕРАТУРЫ СТОЛА И ОБДУВА МОДЕЛИ
Чтобы слоновья нога не появлялась на ваших 3D-принтах, базовые слои модели должны быть достаточно охлаждены, чтобы они могли выдержать вышеописанную структуру. Однако, применив слишком много охлаждения, вы рискуете деформировать базовые слои. Правильно подобрать баланс может быть непросто, начните с понижения температуры стола с интервалами в 5 градусов (в пределах +/- 20 градусов от рекомендуемой температуры). Если толщина основания модели установлена на 0,6 мм, тогда запустите вентилятор на немного меньшей высоте.
НАСТРОЙКА УРОВНЯ СТОЛА
Чаще всего большинство проблем с печатью связаны с настройкой уровня рабочего стола. У каждого принтера есть немного различная техника для выравнивания стола. Начните с калибровки в соответствии с рекомендацией производителя вашего принтера.
Попробуйте напечатать калибровочный куб и посмотрите, как принтер укладывает пластик на поверхность. Распечатав куб, вы легко сможете увидеть, находится ли ваш стол на одном уровне и насколько равномерно (или нет) слои модели укладываются на него.
Точно так же вы сможете увидеть, находится ли сопло слишком близко к столу или слишком высоко.
ПОДНИМИТЕ СОПЛО
Часто может помочь лишь небольшое увеличение высоты сопла, но будьте осторожны, слишком высоко, и пластик не прилипнет к платформе.
СНЯТИЕ ФАСКИ С ОСНОВАНИЯ
Другой вариант — снять фаску с основания вашей модели. Конечно, это возможно только в том случае, если вы разработали модель самостоятельно или имеете доступ к исходному файлу. Начните с фаски 5 мм и 45 °, но немного поэкспериментируйте, чтобы получить лучший результат.
Чек-лист решения этой проблемы
- Сбалансировать температуру стола и скорость вращения вентилятора модели
- Выровняйте стол
- Проверьте высоту сопла
- Сделайте на модели фаску
12. Загиб краев модели

В чем проблема?
У основания модели края загибаются вверх. Это также может привести к появлению горизонтальных трещин в верхних частях и к тому, что модель отклеится от стола.
Что является причиной этой проблемы?
Проблема распространена, поскольку она вызвана естественной характеристикой пластика. Когда нить ABS или PLA охлаждается, она начинает слегка сжиматься; проблема деформации возникает, если пластик охлаждается слишком быстро.
Устранение неполадки
ИСПОЛЬЗУЙТЕ ПЛАТФОРМУ С ПОДОГРЕВОМ
Самое простое решение — использовать подогрев стола для печати и установить температуру чуть ниже точки плавления пластика. Это называется «температурой стеклования». Если вы получите правильную температуру, тогда первый слой останется ровным. Температура стола часто устанавливается слайсером. Как правило, рекомендуемая температура для вашего пластика указана на боковой стороне упаковки или на катушке.
НАНЕСИТЕ КЛЕЙ НА ПОВЕРХНОСТЬ СТОЛА
Если вы по-прежнему обнаруживаете, что модель приподнимается по краям, равномерно нанесите небольшое количество клея на стол, чтобы увеличить адгезию.
ПОПРОБУЙТЕ ДРУГОЙ ТИП ПОВЕРХНОСТИ
Замените свой стол на тот, который обеспечивает лучшую адгезию. Производители, такие как Lulzbot, используют печатную поверхность PEI (полиэфиримид), которая обеспечивает отличную адгезию без клея. XYZPrinting поставляет текстурированную ленту в коробке с некоторыми из своих принтеров. 3D-принтеры Zortrax имеют перфорированный стол для печати, модели привариваются к этой поверхности, полностью устраняя проблему.
ВЫРОВНЯЙТЕ СТОЛ
Калибровка стола может быть еще одной причиной. Пройдите процедуру калибровки, чтобы убедиться, что поверхность находится на одном уровне, а высота сопла правильная.
УВЕЛИЧЕНИЕ ПЯТНА КОНТАКТА
Увеличение пятна контакта между моделью и столом легко сделать, в большинстве слайсеров есть соответствующие настройки.
ОТРЕГУЛИРУЙТЕ ДОПОЛНИТЕЛЬНЫЕ ПАРАМЕТРЫ ТЕМПЕРАТУРЫ
Если ничего не помогает, вам нужно взглянуть на расширенные настройки печати как на принтере, так и в слайсере. Попробуйте увеличить температуру стола с шагом 5 градусов.
В слайсере обратите внимание на охлаждение модели, обычно оно устанавливается таким образом, чтобы охлаждающие вентиляторы переключались на полную мощность на высоте около 0,5 мм, попробуйте увеличить это значение до 0,75, чтобы дать базовым слоям немного больше времени для естественного охлаждения.
Даже если у вашего принтера есть подогрев стола для печати, всегда рекомендуется использовать клей и регулярно калибровать уровень.
Чек-лист решения этой проблемы
- Используйте подогрев стола
- Добавьте клей на стол
- Поменяйте стекло на специальную поверхность
- Откалибруйте стол
- Добавьте дополнительные элементы для адгезии
- Отрегулируйте заранее температуру и настройки вентилятора
13. Заполнение выглядит грязным и неполным

В чем проблема?
Внутренняя структура вашей модели отсутствует или повреждена.
Что является причиной этой проблемы?
Есть несколько причин для дефектов заполнения. Наиболее распространенными являются неправильные настройки слайсера, но это также может быть связано со слегка засоренным соплом.
Устранение неполадки
ПРОВЕРЬТЕ ПЛОТНОСТЬ ЗАПОЛНЕНИЯ
В вашем слайсере проверьте плотность заполнения. Значение около 20% является нормальным; меньше, и вы, вероятно, будете иметь проблемы. Для больших моделей вы можете увеличить это значение, чтобы модель имела достаточную поддержку изнутри.
УМЕНЬШИТЕ СКОРОСТЬ ЗАПОЛНЕНИЯ
Скорость, с которой печатается заполнение, может существенно повлиять на качество конструкции. Если заполнение выглядит тонким и имеет разрывы, уменьшите скорость печати заполнения.
ИЗМЕНЕНИЕ ШАБЛОНА ЗАПОЛНЕНИЯ
Большинство слайсеров позволяют вам изменять внутреннюю структуру. Вы можете использовать сетку или треугольник, соты и многое другое. Попробуйте выбрать другой вариант.
ПРОВЕРЬТЕ СОПЛО
Возможно, что в сопле есть небольшой засор. Хотя он может не влиять на печать более толстых наружных стен, но для внутренней структуры меньше поток.
Чек-лист решения этой проблемы
- Проверьте и отрегулируйте плотность заполнения
- Уменьшить скорость заполнения
- Попробуйте другой шаблон заполнения
- Проверьте свое сопло на наличие засоров
14. Разрывы между заполнением и внешней стеной

В чем проблема?
Когда вы смотрите сверху или снизу на модель, вы можете увидеть небольшой зазор между заполнением и стенами внешнего периметра.
Что является причиной этой проблемы?
Раньше пропуски между периметром и верхними слоями были распространенной проблемой, но, поскольку точность принтера повысилась, а поддержка различных материалов расширилась, теперь это не такая большая проблема, как раньше.
Однако новая волна передовых материалов более капризна, чем PLA и ABS, и мы начинаем видеть небольшое возрождение проблемы.
Зазоры вызваны линиями, используемыми для заполнения и наружных стен, которые не совсем сходятся и не склеиваются. Это одна из самых простых вещей в этом списке для исправления.
Наиболее очевидная причина проблемы заключается в том, что перекрытие заполнения не установлено или установлено на ноль. Это означает, что слайсер говорит принтеру не допускать соприкосновения двух частей модели.
Другой проблемой может быть порядок, в котором вы установили заполнение и внешние стены для печати. Если вы сначала распечатываете периметр, то, как правило, небольшое или полное перекрытие может позволить решить проблему.
Устранение неполадки
ПРОВЕРЬТЕ ПЕРЕКРЫТИЕ ЗАПОЛНЕНИЯ
Это, безусловно, самая распространенная проблема, и ее действительно легко решить. В вашем слайсере найдите параметр «Заполнение наложением» и увеличьте значение.
- В Cura по умолчанию это 15%. Поднимите до 30%.
- В Simplify3D вы найдете эту опцию в «Изменить параметры процесса> Заполнение> Наложение контура». Снова увеличьте значение. Этот параметр напрямую связан с шириной экструзии, поэтому значение в % будет составлять % от любой ширины экструзии. При настройке этого параметра всегда держите его ниже 50%, иначе появятся нежелательные эффекты перекрытия по внешнему периметру вашего отпечатка.
ПЕЧАТЬ ЗАПОЛНЕНИЯ РАНЬШЕ ПЕРИМЕТРА
Если вы печатаете с относительно тонкой внешней стенкой, структура заполнения может просвечивать. Если это произойдет, вы можете изменить порядок, в котором принтер устанавливает слои заполнения и периметра.
ПОВЫШЕНИЕ ТЕМПЕРАТУРЫ ХОТЭНДА
Некоторые из самых современных материалов, таких как XT-CF20, более чувствительны к температуре, когда речь идет о растекании, благодаря углеродным волокнам, которые составляют часть их структуры. При печати с использованием этих материалов вы можете обнаружить, что незначительное увеличение температуры хотэнда на 5-10º имеет значение.
УМЕНЬШЕНИЕ СКОРОСТИ ПЕЧАТИ
Вы можете поторопиться получить модель, но печать на более высоких скоростях может вызвать всевозможные проблемы, если принтер не откалиброван идеально. Если вам все же требуется быстрая печать, вы все равно можете избежать разрывов, уменьшив скорость печати верхнего слоя.
Чек-лист решения этой проблемы
- Проверьте перекрытие заполнения
- Печатайте заполнение раньше периметра
- Увеличьте температуру хотэнда
- Уменьшите скорость печати
15. Заполнение просвечивается через стенки

В чем проблема?
Результат печати выглядит хорошо, но структуру заполнения можно увидеть сквозь стену модели.
Что является причиной этой проблемы?
Проблема с просветом возникает из-за того, что заполнение накладывается на периметр. Этот эффект наиболее заметен, когда у вашей модели тонкие стенки. Проблема вызвана структурой заполнения, перекрывающейся с линией периметра. Хотя этот эффект является проблемой, на самом деле это важная часть процесса печати, поскольку он помогает эффективно связать внутреннюю структуру с внешними стенами. К счастью, это очень легко преодолеть.
Другая причина появления этого деффекта может быть в том, что вы установили неправильную толщину стенки в зависимости от размера используемого сопла. В нормальных условиях печати толщина стенки должна быть напрямую связана с размером сопла, поэтому, если у вас сопло 0,4 мм, толщина стенки должна быть кратна этому: 0,4, 0,8, 1,2 и т. Д.
Устранение неполадки
ПРОВЕРЬТЕ ТОЛЩИНУ СТЕНОК
Убедитесь, что значение, выбранное для толщины стенок, кратно размеру сопла.
УВЕЛИЧЕНИЕ ТОЛЩИНЫ СТЕНОК
Самое простое решение — увеличить толщину стенок. Удвоенный размер должен скрывать любое перекрытие, вызванное заполнением.
ИСПОЛЬЗУЙТЕ ЗАПОЛНЕНИЕ ПОСЛЕ ПЕРИМЕТРА
Большинство слайсеров позволят вам активировать печать заполнения после периметра.
В Cura откройте «Настройки эксперта» и в разделе «Заполнение» поставьте галочку рядом с «Печать заполнения после периметра».
В Simply3D нажмите «Изменить параметры процесса», затем выберите «Слой» и в разделе «Настройки слоя» выберите «Снаружи» рядом с «Контурным направлением».
ПРОВЕРЬТЕ СТОЛ ПРИНТЕРА
Проверьте модель, и если вы видите, что эффект более заметен с одной стороны, чем с другой, проблема может быть связана с калибровкой. Если это так, выполните обычный процесс калибровки.
НАСТРОЙКА ПЕЧАТИ СТЕНОК
В зависимости от типа модели, которую вы печатаете, вы можете использовать внутренний и внешний порядок печати стенок. Если вам нужна высококачественная печать с хорошим качеством поверхности, где фактическая прочность модели не важна, выберите печать снаружи. Однако если прочность печати имеет первостепенное значение, выберите «Печать изнутри наружу» и удвойте толщину стенки.
Причина разницы в силе заключается в том, что при печати из внешнего источника вы устраняете небольшое перекрытие, которое вызывает проблему ореолов, но это также означает, что фактическая структура не создаст такую же силу связи между внутренними и внешняя структура из-за отсутствия перекрытия.
Чек-лист решения этой проблемы
- Проверьте толщину стен
- Увеличьте толщину стен
- Печатайте заполнение после периметра
- Проверьте стол принтера и при необходимости откалибруйте
- Настройте печать стенок
16. Трещины в высоких моделях

В чем проблема?
По бокам есть трещины, особенно на более высоких моделях. Это может быть одной из самых удивительных проблем в 3D-печати, поскольку они проявляются в больших моделях, и обычно, вы не замечаете момента их появления.
Что является причиной этой проблемы?
В верхних слоях модели материал остывает быстрее. Тепло от подогрева стола не достигает такой высоты, и поэтому адгезия в верхних слоях ниже.
Устранение неполадки
ТЕМПЕРАТУРА ХОТЭНДА
Начните с увеличения температуры хотэнда; для начала ее можно поднять на 10ºC. На боковой стороне коробки с филаментом вы увидите рабочие температуры хотэнда, попробуйте сохранить регулировку температуры в пределах этих значений.
ОБДУВ МОДЕЛИ
Проверьте обдув модели, убедитесь, что он включен и нацелен на модель. Если он есть, попробуйте уменьшить поток воздуха.
Чек-лист решения этой проблемы
- Проверьте температуру хотэнда и поднимите ее с интервалами в 10 градусов
- Проверьте положение и скорость обдува модели
17. Сдвиг слоев

В чем проблема?
По мере формирования модели возникают некоторые проблемы с качеством. Посмотрите модель поближе, и вы увидите, что слои не выровнены так, как должны. Посмотрите на внутреннюю структуру поддержки, и снова какой-то сдвиг. Наружная стена, вместо того, чтобы быть гладкой, имеет небольшие выступы. Скорее всего проблема касается печати только в одном направлении; спереди назад или слева направо.
Что является причиной этой проблемы?
Со временем детали вашего 3D-принтера, такие как гайки, болты и ремни, ослабнут и потребуют затяжки.
Устранение неполадки
ПРОВЕРКА РЕМНЕЙ, ЧАСТЬ I
Начните c проверки того, что каждый из ремней затянут, но не слишком сильно. Вы должны чувствовать небольшое сопротивление от двух ремней, когда вы сжимаете их вместе. Если вы обнаружите, что верхняя часть ремня плотнее, чем нижняя, то это верный признак того, что их нужно подправить и затянуть. Некоторые принтеры, такие как Original Prusa i3, оснащены встроенными натяжителями ремней. Другие могут быть модернизированы с помощью 3D-печати. Если ни один из этих вариантов не подходит, возможно, вам придется вручную натянуть ремень.
ПРОВЕРКА РЕМНЕЙ, ЧАСТЬ II
Ремни принтера обычно представляют собой одну непрерывную линию, зацепленную за два шкива. Общая проблема заключается в том, что со временем ремень может скользить на одном шкиве, это может привести к смещению слоев.
ПРОВЕРКА НАПРАВЛЯЮЩИХ ВАЛОВ
Со временем грязь может накапливаться на валах, создавая участки с более высоким трением, которые, в свою очередь, могут повлиять на скольжение подшипников и втулок и вызвать смещение слоя. Очистка и повторное смазывание валов обычно решает проблему.
ПРОВЕРКА НА НАЛИЧИЕ ИЗОГНУТЫХ ИЛИ СМЕЩЕННЫХ ВАЛОВ, ЧАСТЬ I
Если вы видите, что печатающая головка двигается прерывисто в определенных точках, возможно, один из валов слегка согнут. Обычно это можно узнать, выключив принтер, чтобы через шаговые двигателя не проходило питание, а затем передвиньте вручную оси X и Y. Если вы чувствуете сопротивление, значит, что-то не так. Начните с проверки. Снимите валы и прокатите по плоской поверхности. Если какой-то согнут, то это будет хорошо заметно.
ПРОВЕРКА НА НАЛИЧИЕ ИЗОГНУТЫХ ИЛИ СМЕЩЕННЫХ ВАЛОВ, ЧАСТЬ II
Многие принтеры используют резьбовые шпильки, а не ходовые винты, и хотя они выполняют свою работу, они имеют тенденцию к изгибу с течением времени. Не озадачивайтесь разборкой вашего принтера, чтобы убедиться, что они прямые, просто используйте управляющее программное обеспечение, например «Printrun», для перемещения оси вверх или вниз. Если одна из шпилек оси Z согнута, вы сразу это увидите. К сожалению, почти невозможно точно выпрямить резьбовую шпильку, но, с другой стороны, это хороший повод заменить старые резьбовые шпильки на ходовые винты.
ПРОВЕРЬТЕ ШКИВЫ РЕМНЕЙ
Они обычно крепятся непосредственно к шаговому двигателю. Если вы повернете шкив, вы увидите небольшой прижимной винт. Потяните ремень, чтобы заставить шкив повернуться. Вы должны убедиться, что между шкивом и валом двигателя нет скольжения. Вал должен вращаться одновременно со шкивом. Если шкив люфтит, затяните прижимной винт и попробуйте снова.
Чек-лист решения этой проблемы
- Проверьте натяжение ремней
- Проверьте сцепление ремня со шкивом
- Проверьте, что валы чистые и достаточно смазаны
- Проверьте, что ходовые винты ровные
- Проверьте шкивы привода
18. Пропуск слоев

В чем проблема?
В модели есть щели, потому что некоторые слои были пропущены (частично или полностью).
Что является причиной этой проблемы?
Принтер не смог выдать количество пластика, необходимое для печати пропущенных слоев. Для редких пропусков это можно назвать временной недостаточной экструзией. Возможно, возникла проблема с филаментом (например, изменение диаметра), шестерней подачи или забитым соплом.
Также возможно небольшое заклинивание оси Z. Причиной может быть то, что валы не идеально совмещены с линейными подшипниками.
Возможно еще существует проблема с одним из валов или подшипников оси Z. Вал может быть искажен, загрязнен или излишне смазан.
Устранение неполадки
ПРОВЕРКА МЕХАНИКИ
Хорошей практикой является уделение внимания принтеру время от времени, и появление пробелов в вашей печати всегда является хорошим признаком того, что сейчас самое время уделить вашему 3D-принтеру некоторую любовь и внимание. Начните с проверки валов и убедитесь, что все они установлены в подшипниках или зажимах и не выскочили, не сдвинулись и не сдвинулись даже слегка.
ПРОВЕРКА РОВНОСТИ ВАЛА
Убедитесь, что все валы находятся в идеальном положении и не смещены. Часто это можно проверить, отключив питание (или отключив шаговые двигатели), а затем осторожно перемещая печатающую головку по осям X и Y. Если есть какое-либо сопротивление движению, то что-то не так, и обычно довольно легко определить, происходит ли это из-за смещения, слегка согнутого вала или проблемы с одним из подшипников.
ИЗНОШЕННЫЙ ПОДШИПНИК
Когда подшипники выходят из строя, это становится заметно по звуку от их работы. Вы также можете заметить неравномерное движение печатающей головки. При печати кажется будто принтер слегка вибрирует. В этом случае отключите питание и вручную подвигайте оси X и Y, чтобы найти дефектный подшипник
ПРОВЕРЬТЕ СМАЗКУ
Про смазку легко забыть, но для обеспечения бесперебойной работы важно, чтобы все было хорошо смазано. Масло для швейных машин идеально подходит и может быть куплено практически из любой галантереи по сравнительно недорогой цене. Прежде чем приступить к тщательному нанесению, просто убедитесь, что валы чистые, на них нет грязи и остатков пластика. Когда все валы выглядят чистыми, просто слегка смажьте их, но не слишком сильно. Затем используйте программное обеспечение для управления принтером, например Printrun, для перемещения головки по осям X и Y, чтобы убедиться, что валы равномерно смазаны и плавно движутся. Если вы налили слишком много масла, не волнуйтесь, просто вытрите его безворсовой тканью.
НЕДОСТАТОЧНАЯ ЭКСТРУЗИЯ
Последний вариант может быть связан с недостаточной экструзией. Ознакомьтесь с нашим советом по устранению проблемы недостаточной экструзии.
Чек-лист решения этой проблемы
- Проверьте механику и убедитесь, что люфтов нет
- Проверьте ровность валов
- Проверьте подшипники
- Смажьте механику
19. Наклоненные слои вместо вертикальных

В чем проблема?
Вертикальные стенки начинают печататься под углом, и этот угол не сохраняется на всей высоте модели. Серьезность проблемы может увеличиваться и уменьшаться на разной высоте.
Что является причиной этой проблемы?
Причина проблемы, как правило, очень проста; один из шкивов, прикрепленных к шаговому двигателю, слегка ослаблен, или один из ремней натирает что-то и останавливает полный ход оси. Все, что вам нужно сделать, чтобы устранить проблему, это убедиться, что ни один из шкивов не проскальзывает на валу двигателя, а установочные винты, которые удерживают шкивы на месте, все затянуты.
Хотя это звучит просто, может быть одна проблема, с которой вы можете столкнуться при затягивании шкивов. Она заключается в том, что не всегда легко получить доступ к небольшим установочным винтам, которые затягиваются на валу двигателя..
Устранение неполадки
ПРОВЕРЬТЕ ОСИ X И Y
Если ваша модель наклонена влево или вправо, значит у вас проблема с осью X. Назад вперед — проблема с осью Y. После того, как вы поставили диагноз, вы можете проверить ремни и шкивы. Если у вас есть принтер, такой как PRUSA i3, то процесс довольно прост, поскольку шаговые двигатели напрямую соединены с главным приводным ремнем. Для Ultimaker и других принтеров этот процесс может быть немного сложнее.
ПРОВЕРЬТЕ, НЕ ТРУТ ЛИ РЕМНИ ПО ЧЕМУ-ЛИБО
Осмотрите каждый из ремней и убедитесь, что они не трутся о другие элементы принтера. Также убедитесь, что ремни расположены ровно, без перекосов.
ЗАТЯНИТЕ ФИКСИРУЮЩИЙ ВИНТ ШКИВА ШАГОВОГО ДВИГАТЕЛЯ
После того, как вы определите, какая ось вызывает проблему, используйте шестигранный ключ, чтобы затянуть фиксирующий винт соответствующего шкива, который крепится к шаговому двигателю.
ПРОВЕРЬТЕ ШКИВЫ ВАЛОВ
Более сложные принтеры, такие как Ultimaker 2, имеют множество ремней и шкивов. Основные X и Y валы в верхней части принтера имеют восемь шкивов. Осмотрите каждый из них на соответствующей оси и затяните фиксирующие винты для каждого. Маловероятно, что это приведет к проскальзыванию, но если шкив ослаблен, ремень может сместиться.
Чек-лист решения этой проблемы
- Проверьте оси X и Y
- Убедитесь, что ремни не трутся о другие детали
- Затяните фиксирующий винт шкива шагового двигателя
- Проверьте шкивы валов и затяните
20. Дефекты на свесах

В чем проблема?
Вы смотрите свою модель в слайсере, и все выглядит хорошо. Стоит начать печатать, и вы увидите, что некоторые части модели печатаются абсолютно нормально, в то время как на других частях появляются дефекты. Это может показаться очевидным, и проблема свесов часто рассматривается как ошибка новичка в 3D-печати. Но удивительно, как часто даже опытные пользователи 3D-принтеров сталкиваются с проблемой свесов.
Что является причиной этой проблемы?
Процесс FDM печати требует, чтобы каждый слой строился на другом. Следовательно, должно быть очевидно, что если в вашей модели есть участок в котором нет ничего ниже, то нить будет висеть в воздухе и просто превратится в беспорядочную свисающую нить, а не в элемент модели.
В действительности слайсер должен уведомить, что это произойдет. Но большинство просто позволяют печатать, не оповещая, что требуется поддержка..
Устранение неполадки
ДОБАВЛЕНИЕ ПОДДЕРЖКИ
Самое быстрое и простое решение — добавить поддержки. Большинство слайсеров позволят вам это сделать быстро и без проблем.
В Simplify3D щелкните «Изменить параметры печати»> «Поддержка»> «Создать материал поддержки»; Вы можете настроить плотность, шаблон и детали. В Cura просто выберите нужный тип поддержки из основных настроек.
СОЗДАНИЕ ПОДДЕРЖИВАЮЩИХ СТРУКТУР В МОДЕЛИ
Поддержка, создаваемая слайсером, может иногда быть неудобной и приводить к застреванию материала поддержки в невозможных для удаления местах. Создание собственной структуры поддержки в вашей модели — хорошая альтернатива. Это займет немного больше времени, но может дать лучший результат.
СОЗДАНИЕ ПЛАТФОРМЫ ДЛЯ ПОДДЕРЖКИ
При печати фигуры человека, руки и другие выдающиеся части являются наиболее проблемными местами. Использование поддержек от стола также может вызвать проблемы, поскольку они часто должны подниматься на довольно большую высоту. Это расстояние является основным местом для возникновения проблем.
Создание сплошного блока или стены под руками и т.д., а затем создание меньшей опоры между рукой и блоком может быть отличным решением.
НАКЛОН СТЕН
Если у вас нависание в форме полки, то простое решение — наклонить стену под углом 45º, чтобы стена фактически поддерживала себя и устраняла необходимость в любом другом типе поддержки.
РАЗБИТЬ МОДЕЛЬ НА ЧАСТИ
Другой способ решить проблему — разбить модель на отдельные части. В некоторых моделях это позволит вам отделить то, что должно было быть выступом, и вместо этого сделать его основанием. Единственная проблема заключается в том, что потом потребуется склеить элементы.
Чек-лист решения этой проблемы
- Добавить поддержки
- Создать поддержки в модели
- Создать основание для поддержек
- Наклонить стены
- Разделить модель на мелкие элементы
21. Основание после поддержек выглядит плохо

В чем проблема?
Вы напечатали сложную модель с поддержками, созданными с помощью слайсера. Но когда дело доходит до их удаления, небольшие кусочки материала остаются на поверхности. Когда вы пытаетесь отшлифовать или удалить оставшийся материал, это портит внешний вид модели.
Что является причиной этой проблемы?
Поддержка является неотъемлемой частью 3D-моделирования. Многие модели могут полностью обойтись без поддержек, путем подгона модели к угловым вертикалям или добавляя в модель интегральные опорные конструкции. Вы также можете удивиться возможностями вашего принтера, поскольку большинство из них способны перекрывать зазоры в 50 мм и углы печати 50º без какой-либо поддержки вообще.
Программные решения, такие как Cura и Simplify3D, способны создавать выдающиеся структуры поддержки, и по большей части эти автоматически созданные поддержки будут намного превосходить качество любого другого решения. Но, хотя автоматически сгенерированные поддержки выполняют свою работу, их может быть трудно удалить. Применение собственных структур поддержки — более точное решение, но вам нужно будет вникнуть в настройки вашего слайсера, чтобы адаптировать поддержки для ваших моделей.
В зависимости от слайсера, существует множество опций, которые позволяют вам точно настроить поддержки и минимизировать их влияние на поверхность ваших моделей. Однако, как бы вы ни были осторожны с настройками, сами поддержки будут прикасаться к вашей модели, поэтому всегда будут оставлять следы.
Проблема обработки поверхности при использовании поддержек является важной, и серьезность эффекта будет меняться в зависимости от используемых вами типов материалов. Более хрупкий пластик, такой как PLA, часто сложнее обрабатывать, чем, например, ABS.
Устранение неполадки
ДВОЙНОЙ ЭКСТРУДЕР И РАСТВОРИМЫЕ ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
Дорогое решение, но если в большинстве ваших моделей используются сложные поддержки, то единственный способ — это использовать принтер для печати двумя видами пластика, такой как Ultimaker 3 или Cel RoboxDual. Водорастворимые материалы, такие как ПВА, стали достаточно распространенными и помогают печатать сложные модели без порчи поверхности.
Более того, вы можете добавить поддержки в места, откуда которые раньше было бы невозможно их удалить.
ПРОВЕРЬТЕ РАСПОЛОЖЕНИЕ ПОДДЕРЖЕК
Большинство слайсеров позволят вам выбрать, будет ли ваша поддержка начинаться от рабочего стола или сможет находиться везде. Для большинства моделей достаточно размещения поддержек только от стола. Выбор “Везде” приведет к поддержке … ну, везде. Это означает, что в контексте этого совета по устранению неполадок с 3D-печатью, шероховатая поверхность будет по всей модели.
ПРОВЕРЬТЕ ВОЗМОЖНОСТИ ПРИНТЕРА
Довольно часто люди используют поддержки, даже не осознавая, что их принтер может перекрывать зазоры и легко печатать относительно крутые углы. Большинство принтеров способны преодолевать зазоры 50 мм и углы печати 50 ° без поддержек. Создайте или загрузите тестовую модель, чтобы ознакомиться с реальными возможностями вашего принтера.
НАСТРОЙТЕ ШАБЛОН ПОДДЕРЖКИ
В зависимости от типа модели, изменение шаблона поддержки может быть тем, что требуется для улучшения поверхности модели; попробуйте переключиться с «сетки» на «зигзаг».
УМЕНЬШИТЕ ПЛОТНОСТЬ ПОДДЕРЖКИ
В слайсере переключите вид на «Слои» и просмотрите структуру поддержки. Слайсер по умолчанию обычно применяет плотную структуру поддержки. Если вы уменьшите эту плотность, поддержка станет слабее, но до тех пор, пока ваш принтер будет правильно настроен, это не создаст проблем. В Cura можно успешно использовать плотность поддержки 5%, что значительно снижает влияние структуры на поверхность модели.
СНИЖЕНИЕ ТЕМПЕРАТУРЫ ПЕЧАТИ
Проверьте диапазон температуры пластика и отрегулируйте температуру хотэнда до минимума для материала. Это может привести к более слабой связи между слоями, но позволит легче удалить поддержку.
Чек-лист решения этой проблемы
- Двухэкструдерная печать
- Проверьте размещение поддержки
- Проверьте возможности принтера
- Смените шаблон поддержки
- Уменьшить плотность поддержки
- Используйте нижний предел температуры филамента
22. Модель выглядит неправильно

В чем проблема?
Части вашей модели отсутствуют или окончательный отпечаток слабый и распадается, несмотря на то, что внешне выглядит качественно. Или в конечной модели есть ошибки геометрии, которые не имеют смысла.
Что является причиной этой проблемы?
Немногообразные края — частая причина деформированных или нечетных отпечатков. Немногообразные ребра — это ребра моделей, которые могут существовать только в трехмерном пространстве, а не в физическом мире.
Например, если у вас есть два куба в реальном мире и вы пытаетесь перекрыть их напрямую, это физически невозможно, так как сплошные внешние стены препятствуют пересечению двух объектов.
В трехмерном мире вы можете просто пересекать их, они все еще существуют как отдельные объекты, но используемое нами программное обеспечение различает их независимо от воспринимаемого единства.
Чтобы заставить эти два объекта печататься правильно, объекты должны быть объединены так, чтобы любые внутренние стены были удалены, и конечный объект был с неразделенной внутренней полостью.
Другая распространенная причина — если у вас есть объект, такой как куб, и вы удалите одну из поверхностей. По сути, у вас есть объект с отверстием, он может выглядеть как фигура с пятью сторонами, но он существует только в виртуальном трехмерном пространстве, это геометрия без физической формы.
Хотя вы можете видеть внешние стены в программном обеспечении, стены, которые соответствуют отверстию, имеют размеры только по двум осям. Третье измерение, которое мы видим как толщина стены, является только иллюстративным и не имеет реального физического измерения. Когда дело доходит до нарезки модели, программное обеспечение делает все возможное и во многих случаях исправит дыру. Однако в более сложных моделях эффекты могут быть интересны, если не сказать больше.
Устранение неполадки
ИСПОЛЬЗУЙТЕ ПОСЛЕДНЮЮ ВЕРСИЮ СЛАЙСЕРА
Большинство новейших движков слайсера поддерживают автоматическую фиксацию кромок, не являющихся отверстием, но все же рекомендуется проверять правильность формирования моделей и их готовность к печати.
ИСПРАВЛЕНИЕ В HORRIBLE В CURA
В Cura откройте «Расширенные настройки» и убедитесь, что в «Fix Horrible» вы отметили «Объединить все».
ИСПРАВЬТЕ «NON-MANIFOLD» В SIMPLIFY3D
В редактировании «Настройки печати» перейдите на вкладку «Дополнительно» и выберите «Лечение» рядом с «Сегментами без отверстий».
ИСПОЛЬЗОВАНИЕ РЕЖИМА ПРОСМОТРА СЛОЕВ
В слайсере используйте режим просмотра слоев, чтобы проверить модель и увидеть, где возникают проблемы. Быстрый просмотр по слоям часто выделяет проблему, которую легко исправить.
ИСПОЛЬЗУЙТЕ ПРОГРАММУ ДЛЯ МОДЕЛИРОВАНИЯ ДЛЯ УСТРАНЕНИЯ ПРОБЛЕМ
Один из самых простых способов исправить модели с немногообразными ребрами — использовать программное обеспечение. Такие программы, как Blender и Meshmixer, имеют встроенные функции, которые быстро позволят вам выделить проблемы с вашими моделями и исправить их перед нарезкой.
ОБЪЕДИНЕНИЕ ОБЪЕКТОВ
Лучше исправить ваши 3D-модели, прежде чем импортировать их в слайсер. Для этого убедитесь, что если у вас есть два объекта, которые пересекаются или перекрываются, вы выбираете соответствующую логическую функцию для пересечения, слияния или вычитания.
Чек-лист решения этой проблемы
- Используйте последнюю версию слайсера
- Исправление horrible (в Куре)
- Исправление non-manifold (в Simplify3D)
- Используйте просмотр слоев, чтобы найти ошибки
- Используйте программное обеспечение, такое как Blender или Meshmixer, чтобы исправить проблемы
- Объедините объекты
23. Проблемы с печатью мелких деталей

В чем проблема?
Ваш 3D-принтер — это точно настроенная рабочая лошадка, способная без проблем печатать модели одну за другой. Но когда дело доходит до печати с мелкими деталями, принтер не дает ожидаемых результатов.
Края и углы, которые должны быть четкими и ровными, имеют определенное искривление и сглаживание, а сложные детали далеки от совершенства.
Что является причиной этой проблемы?
Существует ряд проблем, которые могут повлиять на качество печати, если речь идет о мелких деталях.
Самой частой причиной низкой детализации отпечатков, конечно же, является высота слоя. Если для вашего принтера установлено низкое разрешение (большая высота слоя), вы не сможете получать гладкие гладкие модели независимо от того, насколько хорош ваш принтер.
Размер сопла является еще одной очевидной проблемой. Существует очень тонкий баланс между размером сопла и качеством печати. В производственных условиях идеальным является сопло 0,5 мм. Для общего назначения 0,4 мм, а мелкие детали 0,4 мм или меньше.
Меньшее сопло также будет означать, что ваш принтер должен быть точно настроен, поскольку любые проблемы будут усиливаться.
Температура сопла очень важна, поскольку ваш принтер должен плавно выдавливать пластик. Когда дело доходит до деталей, убедитесь, что сопло чистое, даже малейшее скопление пластика или небольшая закупорка будут видны на модели.
Скорость печати также будет иметь огромное влияние на модель; для детальных моделей уменьшите скорость. Возможно, вам придется отрегулировать обдув модели, чтобы учесть увеличение времени экструзии.
Бренды филаментов тратят целое состояние на тонкую настройку своих формул, чтобы создать плавную и устойчивую нить. Хотя более дешевые бренды могут выглядеть похоже, допуски по диаметру и химическому составу могут варьироваться, и это несоответствие снова скажется на печати.
Наконец, проверьте, чтобы стол был ровным. Даже малейшая ошибка в уровне будет иметь последствия для всей печати при печати с высоким разрешением.
Устранение неполадки
УВЕЛИЧЬТЕ РАЗРЕШЕНИЕ
Увеличьте разрешение — более низкая высота слоя обеспечит более гладкую поверхность.
ДИАМЕТР СОПЛА
Чем меньше диаметр сопла, тем больше деталей вы можете напечатать. Но тонкое сопло также означает меньшие допуски, поэтому ваш принтер нуждается в точной настройке.
ОБСЛУЖИВАНИЕ ПРИНТЕРА
Любое дополнительное трение от слегка смещенных валов или ослабленных ремней будет сразу видно на вашей модели. Убедитесь, что все плотно и выровнено.
ОЧИСТИТЕ СОПЛО
Перед началом детальной печати убедитесь, что ваше сопло чистое.
ЗАМЕДЛЕНИЕ
Уменьшите скорость печати — медленная печать менее подвержена ошибкам.
ИСПОЛЬЗУЙТЕ КАЧЕСТВЕННЫЙ ПЛАСТИК
Выбор правильного материала от производителя качественного филамента — ключ к качественной печати.
ПРОВЕРЬТЕ УРОВЕНЬ СТОЛА
Выполните процедуру калибровки принтера, чтобы проверить уровень стола.
Чек-лист решения этой проблемы
- Уменьшение разрешения
- Диаметр сопла
- Проверка механики принтера
- Чистка сопла
- Снижение скорости
- Используйте качественный пластик
- Проверьте уровень стола
24. Рябь и эхо (звон) на стенках

В чем проблема?
Эффект визуальных волн или ряби на поверхности модели является одной из тех незначительных и раздражающих проблем, которые многие из нас просто игнорируют. У него есть привычка приходить и уходить, и действительно, похоже, нет единой причины для этой проблемы.
Эффект обычно очень тонкий и проявляется в виде волны или ряби на поверхности отпечатка, его положение и серьезность также могут изменяться.
Большинство людей просто упустят из виду проблему. Помимо незначительного визуального воздействия на поверхность, влияние этой ряби мало влияет на качество конечной 3D-печати, кроме, конечно, самых тяжелых случаев.
Что является причиной этой проблемы?
Проблема волн в ваших 3D-отпечатках обычно сводится к одной из двух вещей, и чаще всего к их сочетанию.
Вибрации и скорость. Производители 3D-принтеров стараются уменьшить уровень вибрации, создаваемой двигателями. Поднимите принтер, такой как Ultimaker 3, и вы точно поймете, что я имею в виду, даже маленькие Cel Robox Dual, имеют значительный вес.
Этот вес помогает минимизировать вибрацию через принтер, но не полностью ее устраняет. Эти небольшие вибрации могут распространяться через мебель, доски пола или любую поверхность, на которой стоит ваш принтер.
В следующий раз, когда вы запустите свой 3D-принтер, посмотрите на поверхность, на которой он находится, затем, когда принтер напечатает, проверьте, достаточно ли надежен стол для правильной поддержки аппарата.
Вибрации также могут усиливаться из-за плохого технического обслуживания и изношенных линейных подшипников. Регулярно проверяйте чистоту принтера и следите чтобы рельсы были смазаны.
Когда принтер выключен, проверьте качество линейных подшипников и убедитесь, что движение печатающей головки плавное, вы можете сделать это, перемещая головку пальцами. Убедитесь, что все в порядке, прежде чем начать.
Во время проверки технического обслуживания убедитесь, что все болты и наконечники внутри принтера надежны, особенно если вы сами его изготовили.
Волны также будут проблемой, если вы попытаетесь печатать слишком быстро, простое решение здесь — просто снизить скорость печати, это решит проблему в большинстве случаев.
Если вам все еще нужно быстро печатать, попробуйте увеличить скорость подачи и температуру экструзии.
Наконец, для более продвинутых пользователей, это ускорение прошивки. Она регулирует скорость головы при печати и меняет направление, ее функция — предотвращать звон. Здесь есть две функции, которые вы должны посмотреть, и они будут меняться в зависимости от принтера.
Посмотрите на ускорение и рывок, начните с уменьшения рывка и затем ускорения.
Устранение неполадки
УМЕНЬШЕНИЕ ВИБРАЦИИ
Убедитесь, что поверхность, которую вы используете для своего 3D-принтера, является твердой и что во время печати принтер не имеет визуальных вибраций.
ПРОВЕРЬТЕ ПОДШИПНИКИ
Линейные подшипники со временем изнашиваются, при выключенном принтере убедитесь, что они в порядке.
УБЕДИТЕСЬ, ЧТО ВСЕ ПЛОТНО
Удивительно, как один свободный болт может повлиять на качество печати. В рамках обслуживания убедитесь, что все болты плотно затянуты.
СМАЖЬТЕ ВАЛЫ
Проверьте, чтобы на всех валах не было пыли и грязи, а затем добавьте каплю масла, чтобы убедиться, что все хорошо смазано.
ЗАМЕДЛЕНИЕ ПЕЧАТИ
Уменьшите скорость печати.
ОТРЕГУЛИРУЙТЕ ПРОШИВКУ
Этот способ только для продвинутых пользователей, проверьте прошивку принтера и отрегулируйте значения в коде для ускорения и рывка, затем вам нужно будет загрузить прошивку в принтер.
Чек-лист решения этой проблемы
- Уменьшить вибрации
- Проверьте подшипники
- Убедитесь, что все плотно
- Смажьте валы
- Замедлите печать
- Отрегулируйте прошивку
25. Диагональные швы на стенках

В чем проблема?
Линии появляются на внешнем слое вашей модели, как правило, по диагонали от одной стороны к другой.
Что является причиной этой проблемы?
3D-печать создается путем укладки последовательных слоев один за другим. При укладке каждого слоя печатающая головка перемещается по осям X и Y. Как только слой завершен, головка поднимается по оси Z и возвращается к начальной точке, чтобы уложить следующий слой.
Именно в этот момент могут появиться видимые линии. Это может быть вызвано рядом настроек принтера, но, по сути, проблема заключается в просачивании пластика или сопле, физически царапающем поверхность.
Голова не поднимается достаточно высоко, и горячее сопло тянется по поверхности, оставляя след.
Чрезмерное выдавливание является еще одной менее распространенной причиной.На больших плоских поверхностях вы можете увидеть, как диагональная линия проходит по всей поверхности.
Слишком высокая температура является менее вероятной причиной, но с некоторыми более дешевыми или более старыми пластиками остаточное тепло сопла может привести к вытеканию нити из сопла, снова оставляя след при перемещении.
Устранение неполадки
КОМБИНГ
Комбинг удерживает печатающую головку над уже напечатанными участками модели и, следовательно, уменьшает необходимость втягивания. Хотя это увеличивает скорость печати, это может привести к дефектам. Выключите комбинг, и в большинстве случаев это решит проблему, но даст более продолжительное время печати.
ОТКАТ
Если вы выключили комбинг и проблема осталась, попробуйте увеличить величину отката. Если проблема все еще сохраняется, обратите внимание на чрезмерное выдавливание или температуру сопла.
ПРОВЕРКА ЭКСТРУЗИИ
Способ регулировки скорости потока зависит от вашего принтера. Чаще всего настроить поток можно в настройках принтера и в слайсере.
Уменьшите скорость потока на 5% и распечатайте калибровочный куб, чтобы убедиться, что нить вытягивается правильно и устраняет проблему.
ТЕМПЕРАТУРА СОПЛА
Использование пластика хорошего качества должно в принципе сводить на нет эту проблему, но если ваш филамент подвергся воздействию влаги или солнечного света, вы можете обнаружить, что требования к температуре немного изменились. Уменьшите температуру хотэнда на 5º и попробуйте снова.
Z-LIFT
Нить не единственная проблема; если головка не поднимается достаточно высоко от поверхности модели, то само сопло может вызвать дефект, когда оно перемещается от одного слоя к другому. На старых принтерах вам необходимо выполнить повторную калибровку, если нет настроек Z-lift или Z-hop, в противном случае увеличьте Z-Hop или Z-Lift с шагом 0,25 мм.
Чек-лист решения этой проблемы
- Комбинг
- Откат
- Проверьте экструзию
- Температура сопла
- Z Лифт
26. Чрезмерная экструзия

В чем проблема?
Избыточная экструзия означает, что принтер выдает больше материала, чем необходимо. Это приводит к избытку материала на внешней стороне напечатанной модели.
Что является причиной этой проблемы?
Как правило, множитель экструзии или настройка потока в слайсере слишком высоки.
Устранение неполадки
МНОЖИТЕЛЬ ЭКСТРУЗИИ
Откройте слайсер и убедитесь, что выбран правильный множитель экструзии.
НАСТРОЙКА ПОТОКА
Если все выглядит правильно, уменьшите поток в настройках вашего принтера.
Чек-лист решения этой проблемы
- Проверьте правильность настроек множителя экструзии
- Уменьшите параметры потока
27. Недостаточная экструзия

В чем проблема?
Недостаточная экструзия — это термин, обозначающий недостаточную подачу материала для печати. Недостаточная экструзия имеет много характерных признаков — наиболее значительные: тонкие слои, нежелательные зазоры и даже пропущенные слои.
Что является причиной этой проблемы?
Есть несколько возможных причин. Во-первых, диаметр используемого пластика не соответствует диаметру, установленному в слайсере. Во-вторых, количество выдавливаемого материала слишком мало из-за неправильных настроек слайсера. В альтернативном варианте поток материала через экструдер ограничен грязью в сопле.
Устранение неполадки
ПРОВЕРЬТЕ ДИАМЕТР НИТИ
Начните с самого простого вопроса: правильный ли диаметр нити установлен в слайсере. Если вы не уверены в диаметре, на коробке обычно указывается значение и рекомендуемая температура.
ИЗМЕРЕНИЕ ДИАМЕТРА НИТИ
Если вы по-прежнему не получаете желаемых результатов и проблема остается, то используйте штангенциркуль для проверки диаметра филамента. Вы должны точно настроить параметры диаметра в настройках слайсера.
ПРОВЕРЬТЕ ХОТЭНД НА НАЛИЧИЕ МУСОРА
После печати большинство принтеров поднимают печатающую головку от стола для печати. Проверьте чтобы сопло было чистым от скопления пластика и грязи.
УСТАНОВИТЕ МНОЖИТЕЛЬ ЭКСТРУЗИИ
Если нет несоответствия между фактическим диаметром филамента и настройкой в слайсере, то множитель экструзии (также называемый расходом или компенсацией расхода) может иметь слишком низкое значение. Каждый слайсер будет обрабатывать эту настройку немного по-своему, но общий принцип состоит в том, чтобы увеличивать это значение с шагом 5%, пока не увидите, что проблема исчезла.
Чек-лист решения этой проблемы
- Проверьте диаметр филамента
- Используйте штангенциркуль для измерения диаметра филамента
- Убедитесь, что хотэнд чист
- Отрегулируйте множитель экструзии с шагом 5%
28. Модель выглядит оплавленной и деформированной

В чем проблема?
Филамент на удивление устойчив ко всем типам неправильной конфигурации, включая перегрев хотэнда. Именно по этой причине замечать, что ваш хотэнд слишком горячий, не всегда так просто.
Признаком этого может быть появление неровных слоев. Когда вы присмотритесь, вы увидите, что они не столько неровные, сколько оплавленные. Местами такие слои выглядят как воск, бегущий по расплавленной свече.
Перегрев филамента также может привести к огромным проблемам с точностью, особенно когда речь идет о отверстиях для резьбовых винтов, которые вы напечатали. Обнаружение того, что некоторые отверстия правильные, а другие слишком маленькие, часто является начальным признаком того, что температура может быть слишком высокой.
Что является причиной этой проблемы?
Должен быть точный баланс между расплавлением нити, чтобы она текла, и обеспечением возможности быстрого затвердевания, чтобы следующий слой можно было наносить на твердую поверхность. Однако, прежде чем приступить к регулировке температуры, убедитесь, что вы установили правильные настройки материала для вашего 3D-принтера.
Устранение неполадки
ПРОВЕРЬТЕ РЕКОМЕНДУЕМЫЕ ПАРАМЕТРЫ ПЛАСТИКА
Это может показаться очевидным, но просто проверьте, что вы предоставили принтеру правильные данные о материале. Температуры пластиков находятся в диапазоне от 180 до 260ºC или около того, поэтому удивительно, насколько легко ошибиться.
СНИЖЕНИЕ ТЕМПЕРАТУРЫ ХОТЭНДА
В настройках принтера или слайсера уменьшите температуру хотэнда. В зависимости от степени перегрева снижайте температуру с интервалами 5ºC.
УВЕЛИЧЕНИЕ СКОРОСТИ ПЕЧАТИ
Попробуйте увеличить скорость печати.
ОТРЕГУЛИРОВАТЬ ОХЛАЖДЕНИЕ МОДЕЛИ
Убедитесь, что охлаждающие вентиляторы направлены на модель. Убедитесь, что они находятся в правильном положении, и, если возможно, увеличьте их скорость, чтобы увеличить поток воздуха.
Чек-лист решения этой проблемы
- Проверьте настройки материала
- Уменьшите температуру хотэнда
- Увеличьте скорость печати
- Проверьте охлаждение модели
29. Провалы и отверстия на верхнем слое

В чем проблема?
На верхней поверхности модели видны неприглядные неровности или даже отверстия.
Что является причиной этой проблемы?
Двумя наиболее распространенными причинами являются неправильное охлаждение верхнего слоя и недостаточная толщина верхней поверхности.
Устранение неполадки
РАЗМЕР НИТИ
Это проблема, которая может затронуть все 3D-принтеры, однако она гораздо чаще встречается у тех, кто использует нить 1,75 мм. Если ни один из приведенных ниже советов не поможет, попробуйте переключиться на нить 2,85 мм, если можете.
ПРОВЕРЬТЕ ПОЛОЖЕНИЕ ОБДУВА МОДЕЛИ
Охлаждение может стать причиной появления провалов. Как правило, при запуске печати вентиляторы вашего принтера будут установлены на низкий уровень или выключены, и после первых нескольких слоев они должны начать работать. Убедитесь, что вентиляторы обдува модели работают. Если они работают нормально, проблема может заключаться в том, что они не направляют достаточный поток воздуха на модель.
УСТАНОВИТЕ СКОРОСТЬ ВЕНТИЛЯТОРА В G-КОДЕ
Другая проблема возникает при укладке каждого последующего верхнего слоя. Поскольку он укладывается на структуру заполнения, его необходимо быстро охлаждать, чтобы избежать попадания в отверстия заполнения. Скорость вращения вентиляторов можно регулировать в G-Code.
Распространенным G-кодом для включения вентилятора является M106, а M107 — выключение. С помощью этих кодов вам просто нужно установить максимальную скорость вентилятора для этих верхних слоев.
Например, глядя на G-код (сгенерированный в Cura для печати на Prusa i3) для куба 1 см х 1 см, напечатанного при высоте слоя 0,1 мм, мы видим, что существует 97 слоев. Зная, что у нас установлена настройка «Толщина дна / верха» 0,6 мм, мы можем найти СЛОЙ: 91, затем в строке добавляем M106 S255. M106 приводит вентилятор в действие, а S255 устанавливает его на полную мощность.
УВЕЛИЧЕНИЕ ТОЛЩИНЫ КРЫШКИ
Самое простое решение — увеличить толщину крышки. Большинство приложений позволит вам сделать это в расширенных настройках, в разделе «Настройка толщины дна / верха». Старайтесь как минимум к 6 слоям материала и до 8 для тонких сопел. Если ваша высота слоя установлена на 0,1 мм, тогда установите параметр «Толщина дна / верха» на 0,6 мм. Если эффект провала все еще существует, увеличьте его до 0,8 мм.
Чек-лист решения этой проблемы
- Увеличьте размер филамента
- Убедитесь, что вентиляторы обдува модели расположены верно
- Установите скорость вентилятора обдува модели вручную
- Увеличьте толщину крышки модели
30. Паутина между вертикальными стенами

В чем проблема?
Между деталями модели есть неприглядные нити из пластика.
Что является причиной этой проблемы?
Когда печатающая головка перемещается по открытой области, немного филамента вытекает из сопла.
Устранение неполадки
ВКЛЮЧЕНИЕ ОТКАТА
Откат является важным фактором, когда дело доходит до внешнего качества, и его можно включить в большинстве слайсеров. Его функция довольно проста и работает путем втягивания нити обратно в сопло до того, как головка начнет двигаться. Идея состоит в том, что он предотвращает вытекание расплавленной нити из сопла, образующей тонкие струны на пути движения.
Большинство приложений, таких как Cura, предлагают возможность активации этой функции одним щелчком мыши. При этом используется набор параметров по умолчанию, и он вполне адекватен, но для тонкой настройки есть детальные параметры, которые дают больший контроль. Например, регулировка минимального хода головки перед втягиванием.
МИНИМАЛЬНЫЙ ХОД ОТКАТА (ММ)
Настройка величины отката, как правило, является самым быстрым решением. Меняйте значение с шагом 0,5 мм до тех пор, пока проблема не будет решена.
ПРОСТО ОТРЕЖЬТЕ ИХ
Это не самое элегантное из решений, но простое применение скальпеля часто является самым быстрым и простым решением.
Чек-лист решения этой проблемы
- Включить откат
- Отрегулируйте величину отката
- Просто почистите модель скальпелем
31. Размеры модели не соответствуют заявленным

В чем проблема?
Когда вы разрабатываете объект в своем CAD-приложении, размеры, которые вы тщательно спланировали, должны быть идеально воспроизведены вашим 3D-принтером.
Однако, когда дело доходит до применения вашей модели, вы обнаруживаете, что все эти точные измерения и дизайн оказались не на высоте.
Точность размеров на самом деле является одной из немногих проблем 3D-печати, где вполне вероятно, что ваш принтер в порядке. Перед проверкой принтера на наличие ошибок проверьте правильность размеров 3D-модели.
Что является причиной этой проблемы?
Начнем с самой распространенной проблемы — единиц измерения. Прежде всего, проверьте, что вы работаете в правильных единицах измерения; см и мм, вероятно, лучше всего, хотя дюймы также могут быть использованы для 3D-печати. Сопоставьте их между 3D-моделью и слайсером, и вы быстро обнаружите ошибку.
Если с выбором единицы измерения все в порядке, то проверьте физические размеры деталей. Когда дело доходит до измерения, всегда измеряйте дважды!
Теперь, если у вас есть отдельные детали, которые нужно соединить вместе, например, штекерный разъем, убедитесь, что вставка немного меньше, чем отверстие, которое вы создали для нее.
Например, если у вас есть винт M5, и вы создали отверстие диаметром 5 мм, чтобы оно вошло, то оно не подойдет (по крайней мере, без каких-либо усилий). Чтобы решить эту проблему, увеличьте размер отверстия на 0,1 мм для мелких отверстий и, возможно, на 0,2 мм для печати низкого разрешения. Распечатайте и попробуйте снова. Если это все еще не подходит, увеличьте еще немного.
Если отверстие выглядит овальным, проблема не обязательно в размере.
Если вы создали низкополигональную форму, то есть вероятность того, что ваше отверстие больше не будет круглым, а будет иметь слегка вытянутые края. При печати объекта с отверстиями всегда соблюдайте умеренное количество полигонов, чтобы эти гладкие круглые отверстия соответствовали размерам.
То же самое касается пользовательских форм, которые должны соответствовать друг другу. Уменьшение количества полигонов одного объекта может вызвать всевозможные проблемы.
Как только вы закончите проверять все с размерами моделей, пришло время обратить ваше внимание на принтер. Первые несколько слоев важны для точности печати. Распечатайте тестовый кубик 50 мм х 50 мм и используйте цифровые штангенциркули для проверки измерений; убедитесь, что вы печатаете куб на той же высоте слоя, на которой будете печатать окончательную модель. Сначала проверьте общую высоту, чтобы увидеть, равна ли она 50 мм, если это так, то все нормально на оси Z. Если нет, то тщательно измерьте 20 верхних слоев — они должны равняться 20 мм. Если это правильно, но общая высота неверна, то вероятно, что первые несколько слоев вызывают проблему.
Чтобы решить эту проблему, проверьте высоту сопла от стола и убедитесь, что для вашего принтера она находится в пределах погрешности по отношению к высоте слоя. Если высота сопла составляет 1 мм от стола, а высота слоя — 2 мм, вы можете обнаружить, что в этом первом слое ложится слишком много пластика, что вызывает проблему. В этом случае либо откалибруйте принтер и убедитесь, что расстояние от сопла до стола увеличено, либо уменьшите высоту слоя.
Теперь проверьте размеры X и Y. Если они примерно на 1 мм меньше, чем должны быть, но все пропорции выглядят правильно, это может быть связано с тепловой усадкой пластика. Это распространено у ABS; Чтобы исправить это, определите процент усадки и увеличьте масштаб печати для компенсации.
Посмотрите в отверстие, если стены выглядят гладкими, то все в порядке. Если вы видите, что слои слегка выступают, это может быть признаком того, что сопло слишком горячее и нить вытекает после того, как она была уложена.
Если отверстие выглядит овальным, возможно, один из ваших ремней не закреплен или имеется небольшое смещение осей X и Y. Проверьте, все ли плотно и все прикручено на место, как должно быть.
Устранение неполадки
ПРОВЕРЬТЕ ИСПОЛЬЗУЕМУЮ ЕДИНИЦУ ИЗМЕРЕНИЯ
В слайсере убедитесь, что выбраны правильные размеры в актуальных единицах измерения.
ПРОВЕРЬТЕ РАЗМЕРЫ
Если вы разрабатываете деталь, которая должна соединяться с другими объектами, проверьте ваши размеры и используйте цифровой штангенциркуль.
OVER-SCALE ВИНТОВЫЕ ОТВЕРСТИЯ
Если вы делаете отверстие для винта, создайте виртуальный винт с диаметром, немного превышающим необходимый, и используйте его для извлечения / создания логического вычитания из модели, в которой должно появиться отверстие.
УВЕЛИЧЬТЕ КОЛИЧЕСТВО ПОЛИГОНОВ
Уменьшение количества полигонов в ваших моделях может вызвать проблемы со слегка сплющенными краями. Убедитесь, что вы используете полигоны в пределах разумного количества для более плавных градиентов.
ТЕСТ ТОЧНОСТИ ПРИНТЕРА С ПОМОЩЬЮ ТЕСТОВОГО КУБА
Используйте калибровочный куб, чтобы проверить размеры X, Y и Z вашей печати.
ПРОВЕРЬТЕ ТЕМПЕРАТУРУ СОПЛА
Попробуйте снизить температуру печати, если внутри отверстий вашей модели есть капли и другие посторонние предметы.
ПРОВЕРЬТЕ РЕМНИ И НАПРАВЛЯЮЩИЕ
Проверьте натяжение ремня и убедитесь, что все оси прямые и правильно выровнены.
Чек-лист решения этой проблемы
- Проверьте единицы измерения
- Проверьте размеры
- Убедитесь, что детали подходят
- Используйте достаточное количество полигонов
- Проверьте температуру сопла
- Проверьте ремни и направляющие
32. Смещение печати в некоторых местах

В чем проблема?
Нижний и верхний слои сдвигаются, так что вы получаете эффект небольшой ступеньки. Обычно это довольно слабо заметно.
Что является причиной этой проблемы?
Существует множество причин для смещения слоев, и они могут быть такими же простыми, как если бы кто-то стучал по принтеру в процессе печати. Более сложными причинами могут быть изогнутые или смещенные валы, или даже сопло, попадающее на модель и вызывающее небольшой сдвиг в положении стола.
Устранение неполадки
УБЕДИТЕСЬ, ЧТО ПРИНТЕР ИМЕЕТ УСТОЙЧИВУЮ ОСНОВУ
Поместите принтер на устойчивое основание и в такое место, где его можно будет не задевать. Даже небольшой толчок принтера может сдвинуть основание печати и вызвать проблемы.
ПРОВЕРЬТЕ НАДЕЖНОСТЬ ПОВЕРХНОСТИ ПЕЧАТИ
Многие 3D-принтеры используют какой-либо вид съемной печатной поверхности. Хотя это удобно при удалении моделей и позволяет избежать повреждения принтера, это также означает, что со временем зажимы и винты могут ослабнуть. Убедитесь, что при переустановке поверхности она плотно закреплена или закреплена болтами, чтобы избежать скольжения или движения.
СЛЕДИТЕ ЗА ДЕФОРМАЦИЕЙ ВЕРХНИХ СЛОЕВ
Верхние слои модели могут легко деформироваться при слишком быстром охлаждении. Когда слои деформируются, они поднимаются и могут стать препятствием для сопла при его движении. В большинстве случаев модель будет отклеиваться со стола, но если этого не произойдет, мощные шаговые двигатели могут толкать стол дальше. Если ваши модели страдают от деформации в верхних слоях, попробуйте немного уменьшить скорость вращения вентиляторов обдува модели.
УМЕНЬШИТЕ СКОРОСТЬ ПЕЧАТИ
Можно ускорить время печати для вашего принтера, увеличив температуру и поток. Однако, хотя это может привести к тому, что нить будет течь в правильном качестве, остальная часть принтера может изо всех сил стараться не отставать. Если в процессе услышите щелчок, первым пунктом является проверка того, что филамент не проскальзывает, далее проверка фактической скорости принтера. Вы можете легко настроить скорость вашего принтера в любом хорошем слайсере.
ПРОВЕРЬТЕ РЕМНИ
Если слои все еще смещаются, то пришло время проверить ремни. Быстрая проверка состоит в том, чтобы просто обойти все ремни и сжать их вместе. Натяжение каждого ремня должно быть одинаковым, в противном случае вам необходимо отрегулировать положение ремня, чтобы выровнять натяжение. Со временем резиновые ремни будут растягиваться. Чрезмерно натянутые ремни также могут быть проблемой, но обычно это проблема, только если вы создали принтер самостоятельно. Некоторые принтеры, такие как Prusa i3, имеют винты натяжения ремня, которые позволяют легко регулировать ремень.
ПРОВЕРЬТЕ ШКИВЫ
Они обычно подключаются непосредственно к шаговому двигателю и одному из главных винтов, которые приводят в действие печатающую головку. Если вы аккуратно повернете шкив, вы увидите небольшой резьбовой винт. Потяните ремень и попытайтесь заставить шкив повернуться. Вы должны определить, что между шкивом и штоком двигателя нет скольжения. Если есть, затяните установочный винт и попробуйте снова.
ЧИСТИТЕ И СМАЗЫВАЙТЕ ВАЛЫ
Со временем мусор и пыль могут накапливаться на валах, что означает, что в некоторых точках по их длине увеличивается трение. Это может повлиять на свободное движение головы и вызвать смещение слоя. Быстрая очистка и повторное смазывание валов обычно решает проблему.
ПРОВЕРКА ДЕФОРМАЦИИ ВАЛОВ
Если вы видите, что печатающая головка движется прерывисто в определенных точках, возможно, один из валов слегка согнут. Обычно это можно определить, выключите принтер, чтобы через шаговые двигатели не проходило питание, а затем передвиньте печатающую головку по осям X и Y. Если вы чувствуете сопротивление, значит, что-то не так. Начните с проверки, выровнены ли валы относительно друг друга, если это в порядке, то снимите валы и катите их на плоской поверхности. Если какой-то согнут, то это будет заметно.
Чек-лист решения этой проблемы
- Убедитесь, что принтер находится на устойчивой основе
- Проверьте надежность крепления поверхности для печати
- Остерегайтесь деформированных верхних слоев
- Скорость может стоять слишком высокая
- Проверьте ремни
- Проверьте шкивы
- Убедитесь, что валы чистые и нанесите немного масла на них
- Проверьте валы на деформацию
33. Дефекты мостов

В чем проблема?
Мосты, по сути, представляют собой отрезок пластика, который нависает между двумя выступающими точками. Если у вас есть две колонки с зазором в 5 см, то нить, которая находится сверху между этими двумя точками и ничем ниже не поддерживается, является мостом.
Большая часть пластиков на удивление устойчивы к мостам, а с тонко настроенным принтером расстояние, достижимое мостами, может удивлять. Однако, что-то не так, когда ваш принтер начинает не может сделать даже короткий мост.
Наиболее заметный случай — это когда принтер не может успешно преодолеть промежутки между 1 и 3 см. Экструзия может быть слишком тонкой, нить провисает или просто течет по высоте моста, а не поперек.
Что является причиной этой проблемы?
Понять суть проблем, связанных с мостами, довольно легко, и большая часть диагностики проводится через внешний вид неисправного моста.
Стоит также отметить, что способ, которым разные слайсеры обрабатывают мосты, очень различается: в таких приложениях, как Simplify3D, имеется специальная опция Bridge, которая будет регулировать экструзию и охлаждение для достижения наилучших результатов.
Наиболее распространенная проблема заключается в том, что разрыв, который вы пытаетесь преодолеть, слишком велик, это расстояние будет варьироваться в зависимости от принтера и материала. Обычно вы можете заметить, является ли разрыв слишком большим, поскольку нить начнет провисать в середине или разрываться.
Охлаждение — это еще одна важная проблема: необходимо быстро охладить нить, чтобы она могла поддерживать себя между двумя колоннами.
Скорость экструзии одинаково важна: если печатающая головка перемещается быстро, то скорость и вибрация неизбежно вызовут проблему.
Слишком высокая температура экструзии будет выделяться при соединении провисанием нити.
Устранение неполадки
ПРОВЕРЬТЕ ВОЗМОЖНОСТИ ПРИНТЕРА
Вы можете сделать пробную печать с колоннами и перемычками на разных расстояниях, чтобы проверить, как далеко пойдет ваш принтер, начните с зазора 5 мм, а затем увеличьте. Между 5 и 10 хорошо, 15 будет отлично.
ДОБАВЛЕНИЕ ПОДДЕРЖКИ
Быстро и легко исправить проблему можно просто добавив поддержки.
УВЕЛИЧЕНИЕ ОБДУВА
Увеличьте обдув, чтобы обеспечить быстрое охлаждение нити, и чем быстрее нить охлаждается, тем больше будет возможность создать мост.
УМЕНЬШИТЕ СКОРОСТЬ ЭКСТРУЗИИ
Быстрое выдавливание является абсолютным злом, когда речь идет о мостах, вам нужно медленное и устойчивое движение, так как для нити необходимо время, чтобы дотянуться до моста сохранив целостность.
ИСПОЛЬЗУЙТЕ SIMPLIFY3D
Этот слайсер имеет функцию моста и автоматически распознает любые области вашей печати, которые требуют большего охлаждения и более низких скоростей экструзии.
Чек-лист решения этой проблемы
- Проверьте возможности принтера печатать мосты
- Добавьте поддержки
- Увеличить обдув модели
- Уменьшить скорость экструзии
- Используйте Simplify3D
Для ремонта и обслуживания 3D-принтеров вам понадобиться различные комплектующие, в нашем магазине Вы можете купить запчасти для 3D-принтера по доступной цене.
ПРОБЛЕМЫ 3D-ПЕЧАТИ FDM: ЧТО-ТО ЕЩЕ…
Вы успешно распечатали модель и она выглядит великолепно, но проблема все еще остается. Вот проблемы 3D-печати, которые не подходят ни к одной из перечисленных выше категорий.
34. Модель не снимается со стола

В чем проблема?
Модели, которые, казалось бы, приварены к платформе для печати, встречаются так же часто, как модели, которые вообще не прилипают. К сожалению, довольно часто вы сталкиваетесь с обеими проблемами в один день, и, как правило, решая одну, вы создаете другую.
Основным решением этой проблемы 3D-печати является баланс.
Определить проблему просто. Как только печать закончена, модель просто не сдвинется с места. На самом деле она прилипла настолько прочно, что вы можете поднять вес принтера за нее (как бы это ни было заманчиво, не делайте этого).
Что является причиной этой проблемы?
Когда нить теплая, она должна быть липкой, так что при укладке каждого слоя она склеивается. Поскольку стол для печати теплый, нить, соприкасающаяся с ним, будет прилипать до полного охлаждения.
Модель с большой площадью поверхности, который находится в непосредственном контакте с основанием, может быть просто упрямым для удаления.
Старые столы для печати могут стать чрезмерно текстурированными со слоями клея, или небольшие углубления в стекле выступают в качестве якорей для пластика. Со временем эта текстура может создать почти неразрывную связь. Некоторые печатные столы перфорированы по дизайну, и обычно они дают наиболее трудные для удаления отпечатки..
Устранение неполадки
ИМЕЙТЕ НЕМНОГО ТЕРПЕНИЯ
Вы ждали несколько часов для печати, но надо подождать еще немного, пока модель полностью остынет. После некоторого охлаждения модель может отлипнуть сама по себе. Когда пластик охлаждается, он затвердевает, теряя липкость, необходимую для сцепления слоев.
ИСПОЛЬЗОВАНИЕ НОЖА
Многие 3D-принтеры поставляются с ними, но вы можете найти их в любом приличном магазине. Если вы оставили модель на час, а она все еще прочно приклеена, снимите печатную поверхность с принтера и положите ее на стол. Уприте во что-нибудь. В идеале в стену. Затем осторожно используйте нож, чтобы подцепить края.
ОЧИСТИТЕ ПЛАТФОРМУ
Это может не помочь с текущей печатью, но если ваша платформа забита старым клеем, то, вероятно, пришло время очистить ее. Будущие отпечатки могут приклеиваться уже не так прочно. Если отпечаток все еще приклеен, запустите его под струю горячей (не кипящей) воды и осторожно используйте шпатель для удаления клея на поверхности.
После распечатки убедитесь, что платформа очищена, и осмотрите поверхность стела. Если есть углубления, переверните стекло и используйте гладкую сторону. Если у обеих сторон есть признаки точечной коррозии, замените стекло.
ВСТАВЬТЕ ЕГО В ДУХОВКУ
Бывают случаи, когда горячая вода не помогает, если у вас есть стеклянная или другая жаропрочная поверхность без пластмассы или электроники, и вы можете снять ее с принтера, поставьте ее в духовку. Установите температуру 100º, а затем используйте шпатель, чтобы проверить, можете ли вы снять модель. Если не получается, увеличьте температуру до 120º, оставьте на пять минут и попробуйте снова. Повышайте температуру до тех пор, пока вы не удалите модель.
НЕ ИСПОЛЬЗУЙТЕ ДЕШЕВЫЙ ПЛАСТИК
Во многих случаях дешевый пластик — это ложная экономия.
СДЕЛАЙТЕ НЕСКОЛЬКО ОТВЕРСТИЙ
Создав несколько отверстий в поверхности основания для печати, вы можете избежать прилипания, вызванного слишком большим поверхностным контактом.
Чек-лист решения этой проблемы
- Проявите терпение
- Используйте шпатель
- Очистите стол для печати
- Используйте духовку
- Не используйте дешевый пластик
- Сделайте отверстия в столе для печати