G92 axes
Команда G92 присваивает текущей позиции желаемые координаты (без перемещения). Указание любой из осей необязательно, но хотя бы одна ось должна быть указана. Если ось не указана, координата по этой оси не изменяется.
Когда выполняется команда G92, начала всех систем координат смещаются на одно и то же значение таким образом, чтобы координаты текущей позиции в активной системе координат стали равны указанным параметрам axes.
Например, предположим, что текущая позиция X=4 и смещение G92 отсутствует. После этого задаётся команда G92 X7. Это смещает все начала координат по X на -3, в результате чего текущая позиция становится X=7.
Смещение G92 может быть уже активно, когда вызывается команда G92. В этом случае текущее смещение заменяется новым смещением, при котором позиция становится равной указанному значению.
Является ошибкой:
• не указана ни одна ось.
Чтобы отключить смещение G92, можно использовать команду G92.1 или G92.2.
#1
![]()
OFFLINE
Genadko
-

- Пользователи
-
- 2 сообщений
Абитуриент


- Пол:Мужчина
- Из:Петах Тиква
Отправлено 30 Ноябрь 2018 — 17:03
Здравствуйте форумчане, стойка фанук от 2005 года (новейшая версия фанук на то время).
Недавно столкнулся с такой проблемой :
Для планирования стола фрезерного станка (обрабатывающий центр, 5 осей), на глубину срезаемого слоя порядка 0.2 мм (алюминиевая плата) — я использовал в программке G92 для установки системы коодинат по Z, другие оси X и У у меня были занулены в G54.
Всё прошло на Ура, стол обновен, можно работать дальше!
Но, при первом же замере на blum — я заметил что замедления подачи не происходит на заданной высоте на пути к blum (переход с G00 на контролируемую подачу G01) пускаемого на замер режущего инструмента!
И инструмент по таблице оставшегося расстояния, если не остановить вовремя просто врезается на скорости G00 в blum!
Взглянув на таблицы Absolute и Relative — я увидел что на них координата Z c положительным значением в то время что машинная координата по Z = 0!
Это значение по Z в таблицах Absolute и Relative было равно расстоянию от поверхности стола до нижней кромки режущего инструмента, т.е. значение координаты по Z было относительно заданной системы координат по G92.
Я попытался в положении машинного Z=0 (шпиндель в максимальной точке по высоте Z) занулить таблицы Absolute и Relative дав команду G92 Z0.
Всё занулилось.
Тогда я попробовал проверить как будет выполняться установка системы координат по G54,
и я к сожалению увидел что при установке начала координат, в таблице Absolute по-прежнему, появляется совсем другое значение от ожидаемого.
В общем — пришлось выключать станок (выполнять RESET) и включать заново. После обнуления осей — всё вернулось в норму.
На другом станке с ранней версии фанук от 1984 года — два метода G54 и G92 — работают без осечек, правда там нет Blum для автоматического замера инструментов да и параметров применяемых в ранней версии контролера фанук гораздо меньше чем в относительно новой версии фанук от 2005 года, возможно что какой-то параметр сдвига для работы с G54-G59, при команде G92 сохраняет своё значение и если его в ручную не занулить — то это приводит к сбоям как при замере инструмента так и при установке системы координат по G54-G59.
У меня такой вопрос — существует ли другой путь без прибегания к выключению станка, для выхода из системы координат заданной через G92 и возврата к исходному состоянию системы координат?
Или не стоит заморачиваться с G92, не искать себе там проблем, а работать через G54-G59?
За ранее спасибо!
-
0
- Наверх
#2
![]()
OFFLINE
Клиент
Клиент
- Пол:Мужчина
- Из:Москва
Отправлено 30 Ноябрь 2018 — 18:14
Вернуть смещение назад можно командой G92 Z0
-
1
- Наверх
#3
![]()
OFFLINE
Genadko
Genadko
-
- Пользователи
-
- 2 сообщений
Абитуриент
- Пол:Мужчина
- Из:Петах Тиква
Отправлено 30 Ноябрь 2018 — 19:37
Я попытался в положении машинного Z=0 (шпиндель в максимальной точке по высоте Z) занулить таблицы Absolute и Relative дав команду G92 Z0. Всё занулилось. Тогда я попробовал проверить как будет выполняться установка системы координат по G54, и я к сожалению увидел что при установке начала координат, в таблице Absolute по-прежнему, появляется совсем другое значение от ожидаемого. В общем — пришлось выключать станок (выполнять RESET) и включать заново. После обнуления осей — всё вернулось в норму.
Вопрос остался открытым, т.к. G92 Z0. не дало решения проблемы.
-
0
- Наверх
#4
![]()
OFFLINE
Sagoth
Отправлено 06 Май 2019 — 23:52
Отменить команду G92 может команда G92.1
-
0
- Наверх
G92 устанавливает отступ координатной системы.
Содержание
- 1 Определение
- 2 Пример
- 2.1 Код теста testG92.ngc
- 2.2 Состояние переменных перед выполнением теста testG92.ngc
- 2.3 Состояние переменных после выполнением теста testG92.ngc
- 2.4 Разъяснения теста testG92.ngc
- 3 Практика применения
Определение
N0001 G00 X4 N0002 G92 X7
Тогда, все координаты, все отступы и т.п. будут смещены на -3 по оси X (4-7=3). Данное изменение будет записано в файл linuxcnc.var под номером переменной 5211 (вообще за координаты в этом контексте отвечают переменные 5211, 5212, 5213, 5214, 5215, 5216, 5217, 5218 и 5219 соответствено осям X, Y, Z, A, B и C, U, V и W).
Этот же алгоритм действует и на группу команд G54, да и вообще на все «сдвиги» координатных систем (G55, G56, G57, G58, G59, G59.1, G59.2, G59.3).
Лично для меня это было совершенно не очевидно.
G92 — входит в не модальную группу команд. Очередная путанциа! Учитывая тот факт, что значения сохраняются в файл linuxcnc.var, который доступен и после перезапуска — можно сказать, что G92 — супер модальная. И ее действие распространяется не только на весь текущий файл, пока не отменишь командой G92.1 или G92.2, но и на все после загружаемые файлы. Не понимаю, бага это или фича, но так оно есть.
| Обратите внимание на тот факт, что любые действия с кодом G92 записываются в файл linuxcnc.var, что приводит к тому, что при следующем запуске все значения отступов будут восстановлены. Чтобы этого не происходило, нужно воспользоваться командами G92.1 и G92.2 |
Пример
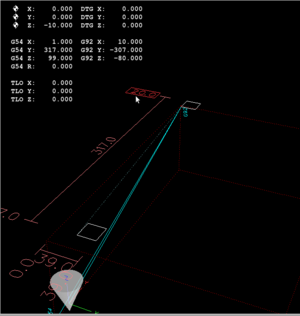
Изображение экрана LinuxCNC при выполнении примера TestG92.ngc
«Нарисуем» квадратик, чтобы в интерфейсе LinuxCNC было видно что происходит. Конечно, любой человек, испытавший магию LinuxCNC скажет, что пример не корректен. Первый квадрат вышел за пределы станка и пример неработоспособен. А
я отвечу: если поменять координаты, то пример не будет таким наглядным.
Код теста testG92.ngc
Предположим, что в данный момент никаких отступов G92 не задано, да мы их и сбросим строкой N0000, тогда:
% N0000 G17 G49 G21 G40 G92.1 N0001 G00 X0 Y-317 Z-90 N0002 G92 X-10 Y-10 Z-10 N0003 M1 N0004 G00 X4 N0009 M1 N0011 M1 N0020 G00 X0 Y0 N0021 G01 X20 F200 N0022 G01 Y20 F200 N0023 G01 X0 F200 N0024 G01 Y0 F200 N0025 M1 %
Состояние переменных перед выполнением теста testG92.ngc
Перед выполнением теста выполним проверку состояния переменных в файле linuxcnc.var:
egrep "521[1-9]" ../configs/YourBunnyCNC/linuxcnc.var 5211 0.000000 5212 0.000000 5213 0.000000 ...
Состояние переменных после выполнением теста testG92.ngc
Затем загрузим в интерфейс LinuxCNC файл testG92.ngc (его код приведен выше полностью, посему специальной ссылки на загрузку не предусмотрено) и, после выполнения, посмотрим что получилось в файле linuxcnc.var
egrep "521[1-9]" ../configs/YourBunnyCNC/linuxcnc.var 5211 10.000000 5212 -307.000000 5213 -80.000000 ...
Разъяснения теста testG92.ngc
Не понятно? Вот и мне тоже не совсем. Но, давайте рассмотрим пример по-шагово (M01 пропустим, итак понятно, что это остановка по-требованию):
- N0000 — командой G17 G49 G21 G40 G92.1 сбрасываем от греха все переменные 5211-5219 и вообще все, что можно сбросить. Если этого не сделать, то в файле linuxcnc.var, после нескольких выполнений этого теста, будет нечто космическое! К стати, эта последовательность команд полезна в начале всех файлов G кода.
- N0001 — командой G00 едем в «разумное положение в левом переднем нижнем углу станка, там, где обычно будут размещаться заготовки, но отступаем по оси Z немного, чтобы не «пропилить» чего лишнего.G00 X0 Y-317 Z-90
- N0002 — собственно, командой G92 устанавливаем, что текущая позиция имеет координаты X-10 Y-10 Z-10
- N0004 — командой G00 «переезжаем» в позицию X=4. Вот тут и начинается магия! Рассмотрим по-подробнее. На шаге N0001 мы приехали в точку с координатой X=0, а на этапе N0002 мы сказали, что «текущая позиция» это X=-10. И теперь, когда мы «захотели» попасть в позицию X=4, станок «переезжает» в абсолютную позицию по X аж 14. Разобравшись понимаешь, что LinuxCNC взял позицию первого шага, потом, на втором этапе он понял, что это не 0 вовсе, а целых -10 и, чтобы попасть в X=4 подвинул X на 10 + 4 мм. Т.е. в абсолютную позицию X=14, а относительную, как и следовало ожидать — X=4. Снимки экрана LinuxCNC тому доказательством.
- N0020-N0025 — «Рисуют» квадратик. Но, уже отступая от нового 0
Очень надеюсь, что эту науку я объяснил и себе и Вам достаточно понятно.
Практика применения
Одним из вариантов компенсации длинны инструмента является проверка его положения и изменение отступов командой G92 на получившиеся в результате теста с учетом толщины жертвенного стола и других особенностей. Хотя бы толщины самого датчика. Сей вопрос развернуто рассматривается в статье Жертвенный стол и Программно-аппаратная смена инструмента.
«Кайф» от такого решения кроется в двух вещах:
- Вы никогда не сможете «задеть» жертвенный стол, кроме случаев применения G53 и перемещений в абсолютных координатах станка.
- Все Ваши программы, после проведения измерения инструмента, получат единую точку отсчета. Ниже которой спуститься станку будет нельзя. Хотя и тут есть возможность «объитрить» самого себя.
To supplement the accepted answer, and answer a question in the answer’s comments (which should not be there), consider the E value as another axis — the axis of the filament.
If you executed:
G92 E0 ; Reset the extruder's origin
G1 F200 E3 ; Extrude 3 millimetres of filament at a rate of 200 units per second
and then went on to printing, the first filament move would have to take you from E3 to whatever E value the next move specified.
If the next move assumed starting at E0, you’d already be 3 mm further along, and the first move would probably be a retract, so for example, if the next printing move was:
G1 Xnnn Ynnn E0.5 ; Extrude 0.5 millimetres of filament
then instead of extruding 0.5 mm, you would actually retract 2.5 mm, to get from 3.0 to 0.5. Just like moving in a negative direction on any other axis.
-
Ответить в тему
-
Создать тему
Рекомендованные сообщения
KoloTOY
0
-
- Жалоба
- Рассказать
Здраствуйте!
Я студент КПИ, у меня возникли проблемы, при использывание кода G92
Мне нужно симитировать токарную оброботку по плавной линии.
При черновой оброботке мне нужно использывать G92 .
Уже 3-й день пытаюсь понять как этот код роботает..ничего не получаеться…. он должен сдвигать систему координат..но увы.
Мне нужен хотя бы пример использывание этого кода, несколько раз в одной програме.
Я прописал чистовой проход… до него должно быть еще 7 черновых по еквидестанте еквидистанта должна быть равна по размерам чистового прхода:
N01 G90 G18 X25 Z30
N02 M4 S1000
N03 G00 X0 Z30
N04 G02 X4.8 Z22.67 R8F0.5
N05 G03 X12 Z11.67 R12
N06 G01 X12 Z8
N07 G02 X20 Z0 R8
N08 G01 X20 Z-5
N09 G00 X25 Z30
N10 M30
Изменено пользователем KoloTOY
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
UAV
19
-
- Жалоба
- Рассказать
G92 просто сместит «0» текущей системы координат. Вообще-то работа этого кода на разных стойках разная. Например вариант,
G92X10 — новый ноль будет смещен на 10мм по координате X
Как вы собрались им эквидистанту получать, мне непонятно. Если напишите так:
N01 G90 G18 X25 Z30
N02 M4 S1000
G92X7
N03 G00 X0 Z30
N04 G02 X4.8 Z22.67 R8F0.5
N05 G03 X12 Z11.67 R12
N06 G01 X12 Z8
N07 G02 X20 Z0 R8
N08 G01 X20 Z-5
N09 G00 X25 Z30
G92X6
N03 G00 X0 Z30
N04 G02 X4.8 Z22.67 R8F0.5
N05 G03 X12 Z11.67 R12
N06 G01 X12 Z8
N07 G02 X20 Z0 R8
N08 G01 X20 Z-5
N09 G00 X25 Z30
…..
G92X0
N03 G00 X0 Z30
N04 G02 X4.8 Z22.67 R8F0.5
N05 G03 X12 Z11.67 R12
N06 G01 X12 Z8
N07 G02 X20 Z0 R8
N08 G01 X20 Z-5
N09 G00 X25 Z30
N10 M30
То получите смещенные на 1мм семь контуров.
<noindex> </noindex>
</noindex>
Это и надо?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

Osiris
1
-
- Жалоба
- Рассказать
G92 -чаще всего это резьбовой однопроходный цикл.
А вообще игрули со смещением G92 лучше оставить. Это может плохо кончится.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Galant
4
-
- Жалоба
- Рассказать
G92 -чаще всего это резьбовой однопроходный цикл.
А вообще игрули со смещением G92 лучше оставить. Это может плохо кончится.
А с G91 попробовать если?
G92 и вправду опасный оператор.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
KoloTOY
0
- Автор
-
- Жалоба
- Рассказать
*UAV*
большое спасибо за ответ!
именно это мне и надо, но мой «визуализатор»…в тупую игнорит этот код (я пользуюсь «tkCNC Editor 2.0»). Не могли бы вы мне еще подсказать, чем можно мне воспользоваться, для получения требуемого результата??
________________________________________________________________
*эквидистанту я получу на чертеже и просто буду ее копировать*
________________________________________________________________
*Galant*
через G91 я уже написал УП, но это уход от задания, желательно использывать G92… тем более мне самому интересно разобраться во всей кадировке.
Изменено пользователем KoloTOY
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
UAV
19
-
- Жалоба
- Рассказать
G92 и вправду опасный оператор.
Да он то еще нормальный. Ничего не портит. А вот если G50 использовать, то да — он, собака, базовую СК перезаписывает.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 1 месяц спустя…
kraveg
6
-
- Жалоба
- Рассказать
ты дружочек этой фигней не занимайся, на реальном производстве надо быстрее!!!!!!!!
качай прогу CAM разбирайся в ней и постпроцессором, а эти учебные зае..оны никому нах..р не нужны кроме препода,
эти институты задолбали!!!!!!!!!!!!!!! им государство денег дало на ХАЛЯВУ!!!!! у них дебит с кредитом не сходится им еще дают денег!!!, они заказы налево делают и сбивают цену! у всех все равно зарплата суки!!!! а что до оптимизированной программы с подсчетом каким инструментом выгоднее сделать и на какое количество насрать! этому и учат студентов
Я тут пришел в наш политех, там стоит 5 осевой и еще какие то, студент там приписан и препод, так вот я говорю пошли ко мне работать, а студент а зачем мне я тут в ус не дую а деньги капают….. вот учеба.
если тратить на такие вопросы стока времени это работа не для тебя. без обид.
Изменено пользователем kraveg
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
swed
0
-
- Жалоба
- Рассказать
ты дружочек этой фигней не занимайся, на реальном производстве надо быстрее!!!!!!!!
Фи, как грубо. Человек учится. У него куча предметов, еще может где-то работает, да еще по-гулять надо пока молодой.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
-
Сейчас на странице
0 пользователей
Нет пользователей, просматривающих эту страницу.
-
Сообщения
-
-
Автор:
GREY19 · Опубликовано:
ИМХО Для тренировки ИИ слишком примитивный набор операций. Потолок по времени моделирования — в среднем 5 мин на деталь. А если и так, то на ютубе хватает видеоуроков.
-
-
-
Автор:
Killerchik · Опубликовано:
Сурово, хотя сам так бывает делаю)))))
Если калибровать от базовой плоскости конуса, то ессно на всех станках всё будет измеряться одинаково, в пределах погрешности измерения. Торец обычно расположен весьма точно, но всё таки по стандарту на него допуск конский, так что я считаю, к нему привязываться нельзя.
Я по бедности, когда не было скалки, зажимал в цангу пруток, протачивал его на станке для минимизации биения, измерял длину от базовой плоскости (и диаметр рычажным микрометром) с помощью калибр-втулки, стойки с индикатором и плиты и этим франкенштейном калибровал. Ужас, конечно, но от отсутствия альтернативы приходилось….. Скалки с AliE часто грешат неверной длиной, геометрия вся в норме, биение торца (хотя он там часто даже не шлифованный, а проточенный) тоже — а длина на несколько десятков микрометров отличается от номинала. Максимум был на 70мкм, или около того.
Аналогично, измеряю с помощью плиты, калибр-втулки, огромной стопки КМД (потому что я бич и своих длинных КМД в хорошем состоянии нету) и стойки с индикатором. -
Автор:
Golem · Опубликовано:
Виктор, а почему? Просто у нас есть отправка (по-моему renishaw), bt40 100.004 мм, которой мы связываем ts и omp. По идее конус и оправка шлифованы и посадка должна быть одинаковая. Сейчас bbt нужно бы купить..
-
Автор:
TVM · Опубликовано:
Так в казино не за выиграшем ходят.
Только за такой процент прибавочной стоимости сэкономленной на тестировщиках и готовых решения по Карлу и Фридриху можно .
-
Автор:
mamomot · Опубликовано:
Продолжаю Главу 9 «Сварка». Раздел первый «Ручная дуговая сварка».
Во втором параграфе пример оснастки для сварки рамы.
9_1_2 Оснастка для сварки рамы.pdf
-
Автор:
GREY19 · Опубликовано:
Оригинальная версия)
Как бы там ни было, найдутся люди, кому комьюнити будет полезно.
-
Автор:
ART · Опубликовано:
А если есть десять человек, которые должны подписать и есть очередность? Например генеральный должен быть последним?
-




