- Назад
- 1
- 2
- Вперёд
- Страница 1 из 2
Рекомендованные сообщения
Sherman
3
-
- Жалоба
- Рассказать
Здравствуйте, такая ситуация: на фануке переодически выходит ошибка о разряде батарейки apc (два раза за последний месяц) замеряю напряжение на батарейках показывает 6 вольт! Предупреждение должно выходить как я помню при 5,7 вольтах!? Проверил контакты все на первый взгляд затянуто, нагара нет! Может у кого нибудь возникала подобная проблема?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Anat2015
318
-
- Жалоба
- Рассказать
48 минут назад, Sherman сказал:
замеряю напряжение на батарейках показывает 6 вольт!
А где гарантия, что в остальное время напряжение не просаживается? Одному богу известно, что делается с батарейкой/аккумулятором в то время, когда ее не измеряют.
Сколько времени стоит батарейка? От греха подальше заменить, да и не парится, а причину можете искать ооочень долго. Вот когда с новой будет это же самое, тогда будет повод призадуматься.
53 минуты назад, Sherman сказал:
нагара нет
Это же не сварочный аппарат 
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

andrey2147
147
-
- Жалоба
- Рассказать
54 минуты назад, Sherman сказал:
замеряю напряжение на батарейках показывает 6 вольт!
Без привода. ?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Sherman
3
- Автор
-
- Жалоба
- Рассказать
За месяц второй раз меняю батарейки на новые! Замеряю отсоединив от привода!
2 часа назад, Anat2015 сказал:
А где гарантия, что в остальное время напряжение не просаживается? Одному богу известно, что делается с батарейкой/аккумулятором в то время, когда ее не измеряют.
Сколько времени стоит батарейка? От греха подальше заменить, да и не парится, а причину можете искать ооочень долго. Вот когда с новой будет это же самое, тогда будет повод призадуматься.
Это же не сварочный аппарат
А за счёт чего напряжение может просаживаться?! На других станках такого не происходит! Батарейки повторюсь меняю второй раз за месяц на новые.предупреждение появляется после включения станка! Батарейки не аккумуляторные!
11 минуту назад, Sherman сказал:
За месяц второй раз меняю батарейки на новые! Замеряю отсоединив от привода!
А за счёт чего напряжение может просаживаться?! На других станках такого не происходит! Батарейки повторюсь меняю второй раз за месяц на новые.предупреждение появляется после включения станка! Батарейки не аккумуляторные!
Я просто опасаюсь за то что в один прекрасный момент я включу и у меня нулевые точки слетят
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Anat2015
318
-
- Жалоба
- Рассказать
7 минут назад, Sherman сказал:
Батарейки повторюсь меняю второй раз за месяц
1.Сразу нельзя было написать?
2.Батареи могут быть разные, устанавливали с аналогичными параметрами? А то мы столкнулись с тем, что литивые EEMB пошли массовый брак, перешли на LS.
3. @andrey2147 вопрос задал — измеряли напряжение как, с отключением приводов, или без?
4.
14 минуты назад, Sherman сказал:
На других станках такого не происходит
Простая проверка именно батареек — поменяйте местами с другим станком, где это не происходит, и все вылезет наружу (ну, или почти все).
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Sherman
3
- Автор
-
- Жалоба
- Рассказать
Заранее извиняюсь за то что сразу не дал полную информацию! На этих станках производитель вывел для батареек специальный отсек, и по инструкции здесь должны применяться 4 алкаиновые сухие батареи размера D. В январе месяце на 4 станках заменили все батарейки ( одна и та же партия) на одном возникла проблема! Да батарейки поставили какие-то китайские, до этого использовались Дюрасел!
Замерял отсоединив батарейки от привода, согласен надо бы отключить станок и замерить напряжение. Спасибо посмотрю что покажет!
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Anat2015
318
-
- Жалоба
- Рассказать
48 минут назад, Sherman сказал:
Да батарейки поставили какие-то китайские,
В принципе, они все китайские, важен брэнд. В таких местах лучше не экономить.
Мы ставим не алкалиновые, а литиевые, по технологии Li-SOCl2, хватает на дольше. Только не EEMB (не антиреклама, а констатирование факта).
Возможно кто-нибудь посоветует что-то получше.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

Viktor2004
689
-
- Жалоба
- Рассказать
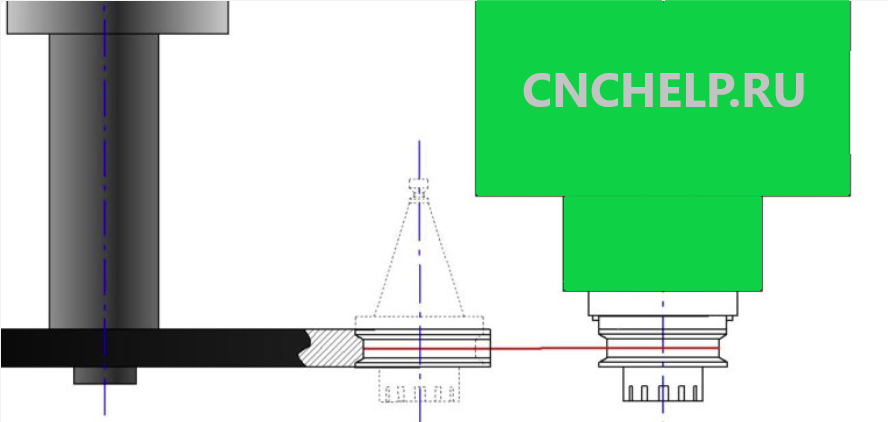
Итак. Измерять напряжение лучше всего на коннекторе энкодера.
Отсоединить от двигателя и измерить напряжение между контактами 7,10 (0V) и контактом 4 (батарея +6V) Это средний рисунок
Я обычно втыкаю в контакты ножки от резисторов и измеряю напряжение стрелочным вольтметром. У него в отличие от цифрового низкое внутреннее сопротивление и он объективнее показывает.
Батарея на все приводы может быть вообще одна и она подсоединяется нак на верхнем рисунке. Подключается к блоку PS и переходит на все блоки через разъемы CXA2A CXA2B Распиновка показана на нижнем рисунке.
Кабели соединяющие разъемы CXA2A CXA2B присутствует на всех приводах. И на которых батарейки висят прямо на каждом приводе, и там где общая батарея одна. Отличие в кабелях лишь в одном проводе. Он показан на нижнем рисунке красным цветом. Этот провод нужен для систем где батарея общая. Посмотрите у себя. Если батарейки висят на каждом приводе и кабельки соединяющие разъемы CXA2A CXA2B имеют 8 жил, значит питание всех батареек объединено и там будут постоянно присутствовать перетоки. Слабая батарейка одного привода всегда будет сажать все остальные. На тех приводах, где батарейки на каждом приводе кабельки должны быть семижильные. Тогда каждая батарейка будет питать только свой энкодер. Восьмую жилу нужно аккуратно откусить.

- Цитата
Ссылка на сообщение
Поделиться на других сайтах
![]()
vl_cnc
86
-
- Жалоба
- Рассказать
6 минут назад, Viktor2004 сказал:
Итак. Измерять напряжение лучше всего на коннекторе энкодера.
Отсоединить от двигателя и измерить напряжение между контактами 7,10 (0V) и контактом 4 (батарея +6V) Это средний рисунок
Я обычно втыкаю в контакты ножки от резисторов и измеряю напряжение стрелочным вольтметром. У него в отличие от цифрового низкое внутреннее сопротивление и он объективнее показывает.
Батарея на все приводы может быть вообще одна и она подсоединяется нак на верхнем рисунке. Подключается к блоку PS и переходит на все блоки через разъемы CXA2A CXA2B Распиновка показана на нижнем рисунке.
Кабели соединяющие разъемы CXA2A CXA2B присутствует на всех приводах. И на которых батарейки висят прямо на каждом приводе, и там где общая батарея одна. Отличие в кабелях лишь в одном проводе. Он показан на нижнем рисунке красным цветом. Этот провод нужен для систем где батарея общая. Посмотрите у себя. Если батарейки висят на каждом приводе и кабельки соединяющие разъемы CXA2A CXA2B имеют 8 жил, значит питание всех батареек объединено и там будут постоянно присутствовать перетоки. Слабая батарейка одного привода всегда будет сажать все остальные. На тех приводах, где батарейки на каждом приводе кабельки должны быть семижильные. Тогда каждая батарейка будет питать только свой энкодер. Восьмую жилу нужно аккуратно откусить.
Думаю, у вопрошающего более старая система и драйвера, а там чуток по другому может быть. К сожалению, он не указал тип стойки ЧПУ и драйверов.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

Guhl
9
Sherman
3
- Автор
-
- Жалоба
- Рассказать
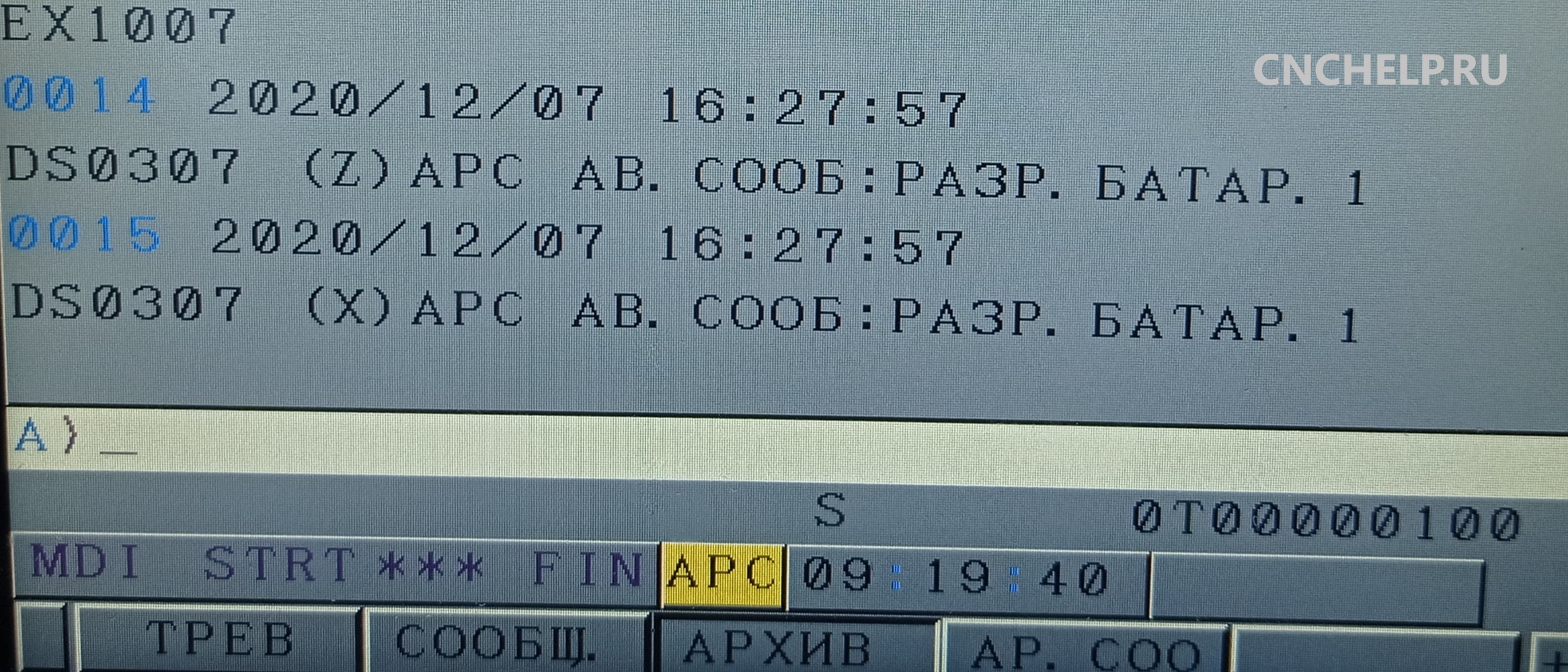
Продолжение ): в пятницу были заменены батарейки, на новые в субботу опять выдало предупреждение о разряде, затем , через пару часов посыпались ошибки: фото прилагаю
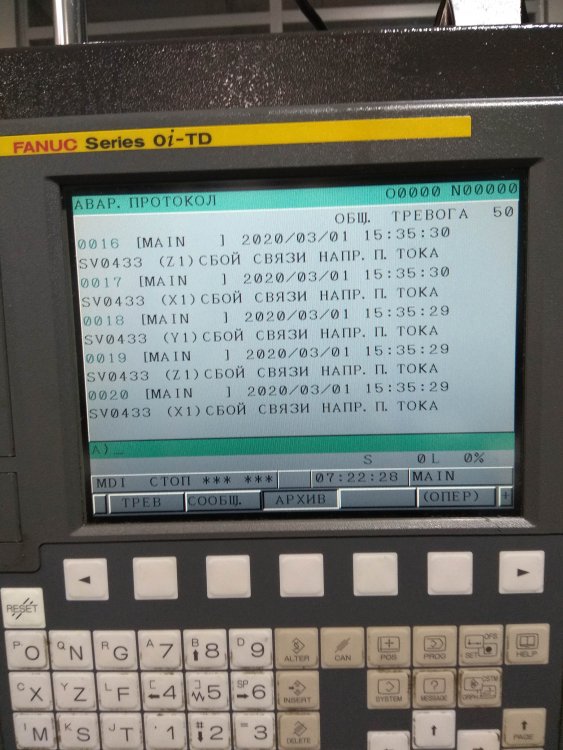
Продолжение ): в пятницу были заменены батарейки, на новые в субботу опять выдало предупреждение о разряде, затем , через пару часов посыпались ошибки: фото прилагаю, добавлю, что станок просто взял и отключился, перед тем как вышли ошибки ( на фото)
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
![]()
vl_cnc
86
-
- Жалоба
- Рассказать
Заниженное напряжение DC на драйверах. Фото драйверов и блока питания в момент этих ошибок есть?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Sherman
3
- Автор
-
- Жалоба
- Рассказать
Фото к сожалению нет, ошибка произошла в выходной , меня не было на работе
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
![]()
vl_cnc
86
-
- Жалоба
- Рассказать
а сейчас что? всё работает? сделайте хотябы фото драйверов, чтоб понимать что у Вас там стоит
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Sherman
3
![]()
vl_cnc
86
-
- Жалоба
- Рассказать
3 часа назад, Sherman сказал:
Да сейчас работает
Может просадка по питанию была. А на biSVSP драйвере тоже батарейки стоят? Или только на aiSV?
На фото не видно.
Изменено пользователем vl_cnc
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Sherman
3
- Автор
-
- Жалоба
- Рассказать
Да
34 минуты назад, vl_cnc сказал:
Может просадка по питанию была. А на biSVSP драйвере тоже батарейки стоят? Или только на aiSV?
На фото не видно.
Да та тоже стоят батарейки.Там biSVSP и aiSV запитаны от одной и той же батареи. Выведен специальный отсек для 4-х батарей размера D ( так сделал производитель станка)
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
![]()
vl_cnc
86
-
- Жалоба
- Рассказать
Тогда Вам @Viktor2004 всё рассказал выше, у меня были другие предположения, теперь всё прояснилось.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Sherman
3
- Автор
-
- Жалоба
- Рассказать
18 часов назад, vl_cnc сказал:
Тогда Вам @Viktor2004 всё рассказал выше, у меня были другие предположения, теперь всё прояснилось.
Батарейки подсоединяются к разъему cx5x


Сегодня опять вышло предупреждение о низком уровне батареи! Вчера менял на батарейки другой марки! Замеряю, напряжение больше 6вольт, при выключенном станке напряжение также показывает 6 вольт., То, что выше описывал @Vicror2004, — этим способом можно проверить поступает ли питание на энкодер, я правильно понимаю?, Или нет?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
![]()
vl_cnc
86
-
- Жалоба
- Рассказать
18 минут назад, Sherman сказал:
Батарейки подсоединяются к разъему cx5x
Сегодня опять вышло предупреждение о низком уровне батареи! Вчера менял на батарейки другой марки! Замеряю, напряжение больше 6вольт, при выключенном станке напряжение также показывает 6 вольт., То, что выше описывал @Vicror2004, — этим способом можно проверить поступает ли питание на энкодер, я правильно понимаю?, Или нет?
Да, но если бы питание на энкодер не поступало, то всегда слетали бы нули осей. Неплохо было бы определить, по какому из драйверов идёт ошибка. Возможно, это можно где-то в диагностике увидеть, но я никогда не искал, точно не скажу. На драйверах индикация не меняется, когда появляется APC? И я бы посоветовал Вам сделать отметки нулевых точек на осях, если их положение так критично. Чтоб в последствии было проще выставлять.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- Назад
- 1
- 2
- Вперёд
- Страница 1 из 2
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Возникла ошибка DS0300 на панели оператора системы ЧПУ Fanuc — это сообщение об ошибке что пора менять батарейку, которая распологается на приводе Fanuc в шкафе электроавтоматики станка (возврат в референтное положение).
Пример скрина экракрана с возниконовением ошибки на станке DS0300
Как правило данная ошибка DS0300 возникает при разрядке батарейки питания энкодера Fanuc который располагается на двигателе Fanuc управления осями.
Батарея сама находится на приводе Fanuc и обеспечивает постоянную подпитку мекросхем памяти энкодеров.
Но невсегда появление ошибки DS0300 связана с разрядкой батарейки fanuc, иногда проблема может быть связана с кабелем обратной связи двигателя подключаемого к энкодеру (перетёрся в местах механического воздействия) либо с поподанием СОЖ в сам энкодер через резиновое уплотнение либо в быстросёмный разъём на энкодере. Часто ошибка появляется при неправельном обслуживании станка, например замена батарейки на выключенном станке либо отсоединение кабеля от энкодера двигателя Fanuc во время технического обслуживания.
Также к нам часто к нам обращаются заводы после новогодних праздников о том что на станках слетели нуливые точки и возникли ошибки на осях DS0300, как правило это результат несвоевременной замены батарейки на приводах Fanuc. Рекомендуемы интервал производителем системы ЧПУ FANUC замены батарей составляет 12 месяцев.
Но в большенстве случаев это несвоевременная замена батарейки Fanuc и игнорирование информационной надписи на желтом фоне APC
Для удаления ошибок связаных с потерей абсолютных данных положения импульсного энкодера серводвигателя Fanuc необходимо заново записать в память энкодера его текущее положение, при этом машинный 0 станка может быть смещён, как результат вам потребуется заново провести калибровку датчика привязки инструмента и отралибровать датчик привязке заготовки.
 Основные типовые ошибки на дисплее системы ЧПУ Fanuc при разраде батареики на приводе Fanuc.
Основные типовые ошибки на дисплее системы ЧПУ Fanuc при разраде батареики на приводе Fanuc.
 Основные типовые ошибки на дисплее системы ЧПУ Fanuc при разраде батареики на приводе Fanuc.
Основные типовые ошибки на дисплее системы ЧПУ Fanuc при разраде батареики на приводе Fanuc. На первых шагах необходимо произвести чтенение ошибок, если на экране системы ЧПУ они не отбражаются нужно нажать на клавишу  ( MESSAGE ). Как правило на дисплее системы ЧПУ Fanuc отобразится множество ошибок причём ошибки могут быть как на английском, русском, китайском так и на японском языке, правельность отбражения ошибок и их перевод зависит конкретно от каждого станкопроизводителя который по своему трактует перевод на русский язык что порождает ещё больше количесво варионтов обображения отдной и тойже проблемы.
( MESSAGE ). Как правило на дисплее системы ЧПУ Fanuc отобразится множество ошибок причём ошибки могут быть как на английском, русском, китайском так и на японском языке, правельность отбражения ошибок и их перевод зависит конкретно от каждого станкопроизводителя который по своему трактует перевод на русский язык что порождает ещё больше количесво варионтов обображения отдной и тойже проблемы.
Нас интерисует ошибка DS0300 и на каких осях станка она активна, это важно для последующего опредениния сервопривода Fanuc на котором необходимо заменить батарейку либо разобраться с причиной возникновения ошибки DS0300.
Вот список отображаемых ошибок при разрядившейся батарейки на приводе Fanuc.
- PS0302 SETTING THE REFERENCE POSITION WITHOUT DOG IS NOT PERFORMED (after trying to zero the axes)
- DS0300 (Y) APC ALARM: NEED REF. RETURN
- DS0307 (X) APC АВ. СООБ : РАЗР. БАТАР. 1
- DS0300 APC ALARM : (X) AXIS NEED ZRN
- DS0300 (Z) APC ALARM: NEED REF. RETURN
- DS0307 (Z) APC ALARM : BATTERY LOW 1
- DS0300 (Y) APC ALARM: NEED REF. RETURN
- DS0300 APC АВ. С : (Y) НЕОБХ. ВОЗВР. В ИСХ. Т
- DS0300 APC ALARM : (X) AXIS NEED ZRN
У компании Fanuc существует несколько типов компоновки сервосистем и различные варианты сервоприводов находящихся в шкафу электроавтоматики станка:

1. Привод моноблочного исполнения в котором все компоненты системы соединены в одном корпусе, в одном блоке реализовано как управление шпинделем станка так и управление до 3 осей. Это как правило так называемый эконом вариант, которы в основном применяют китайские и тайваньские станкопроизводители. В таком приводе как правило установлен один эелемент питания, 1 батарейка Fanuc.
2. Разнесённая сервосистема в которой отдельно блок питания двигателей и отдельно привода на оси и шпиндель станка. В станке могут быть несколько приводов управления осями, каждый привод может управлять одной осью либо двумя осями. При такой компановке системы необходимо понять по какому из приводов возникает ошибка так как в каждом приводе будет установлена батарейка Fanuc для обеспечения постоянного питания мекросхемы пямяти энкодера. Правельное определение привода на котором села батарейка Fanuc позволит оперативно решить проблему.
Для чего необходима батарейка Fanuc и где она находится?

Батарейка в приводах Fanuc необходима системе ЧПУ для сохранения референтных меток в системе координат стнка даже при выключенном его питании. О том, что необходимо заменить батарейку Вначале, при понижении заряда батареи, станок выдаёт соответствующее предупреждающее сообщение. После первого появления сообщения о низком заряде батареи необходимо как можно скорее её заменить. Вы можете приобрести её у нас, написав нам по форме обратной связи или позвонив по телефону 8 800 511-02-67 Заменять батарею необходимо ТОЛЬКО НА ВКЛЮЧЕННОМ СТАНКЕ! Если сообщение было проигнорировано и батарею вовремя не заменили, то в последствии “слетает” машинный ноль станка и потребуется его повторная привязка, требующая ОСТОРОЖНОСТИ!
Батарейку Fanuc необходимо искать внутри электрошкафа станка ЧПУ, как правила она находится под защитной пластиковой крышкой приводе либо приводах Fanuc желтого цвета. Иногда она находится в отдельной коробке подвешенной на приводе Fanuc и соединена двухжильным поводом с разъёмом. На некоторых станках батарейку питания энкодеров выносят снаружи электрошкафа автоматики и заменяют её на обычные батарейки высокой ёмкости типа D как правило необходимо 4 элемента. Их легко купить в любом магазине, одним из плюсов такого расположения батареек является отсутствие необходимости вызывать сотрудника службы ОГМ либо электрика для организации работ внутри электрошкафа станка. как правило такие элементы питания необходимо менять 1 раз в 2-3 года, регламент заметы батарейки Fanuc 1 раз в год.
Если батарейка разряжается слишком быстро 1-6 месяцев и возникает ошибка DS0300 либо мигает APC необходимо обратиться в службу ОГМ либо к электрикам вашего предприятия, для поиска неисправности. Ни в коем случае не увеличивайте мощность батареек путём замены на аккумуляторы либо напряжения путём бобавление элементов питания, это может стать выходом из строя мотора, энкодела либо привода Fanuc.
На что ещё нужно обратить внимание?
ВАЖНО!!! Во избежание серьёзных поломок оборудования рекомендуется визуально контролировать перемещаемые элементы станка на соударение. Для этого требуется снять защитные кожуха перепривязываемых осей. Отметку максимально возможного хода подвижного элемента можно определить по старым масляным следам на направляющих и гайке ШВП. Неправильная привязка осей относительно исходного нуля (с погрешностью более 5мм) может привести к вылету стола станка за свои механические пределы, так как при смещении машинного нуля поле допустимого перемещения смещается вместе с ним! После перепривязки осей ОБЯЗАТЕЛЬНО проверяйте максимальный ход по осям на маленьких скоростях.
Этапность проведения работ.
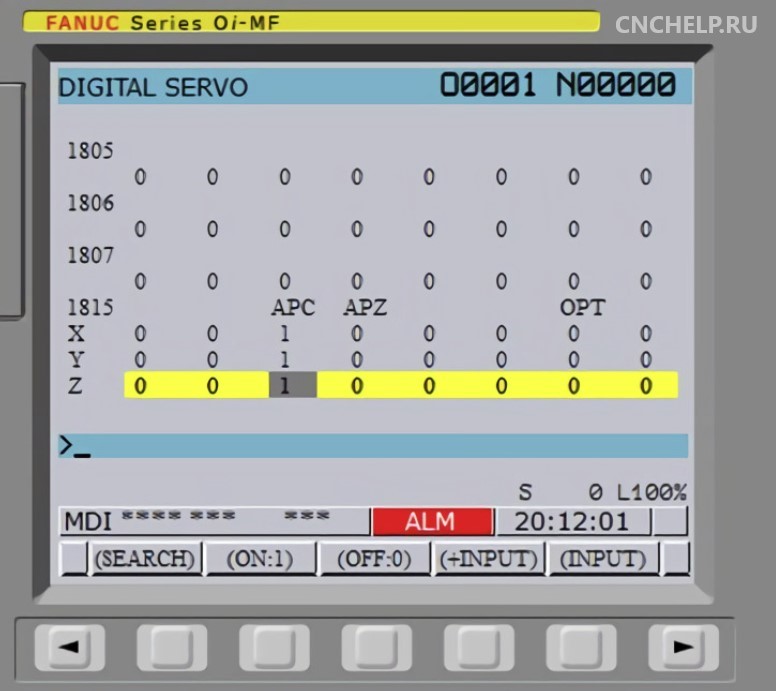
1. Переходим к параметру 1815 (MDI → SYSTEM → 1815 → SEARCH) – это параметр установки машинного нуля станка по координатам. На рисунке изображено исходное состояние параметра 1815. Если привязка машинных нулей “слетела”, то у Вас в столбце APZ будут стоять нули и это не должно Вас смущать.
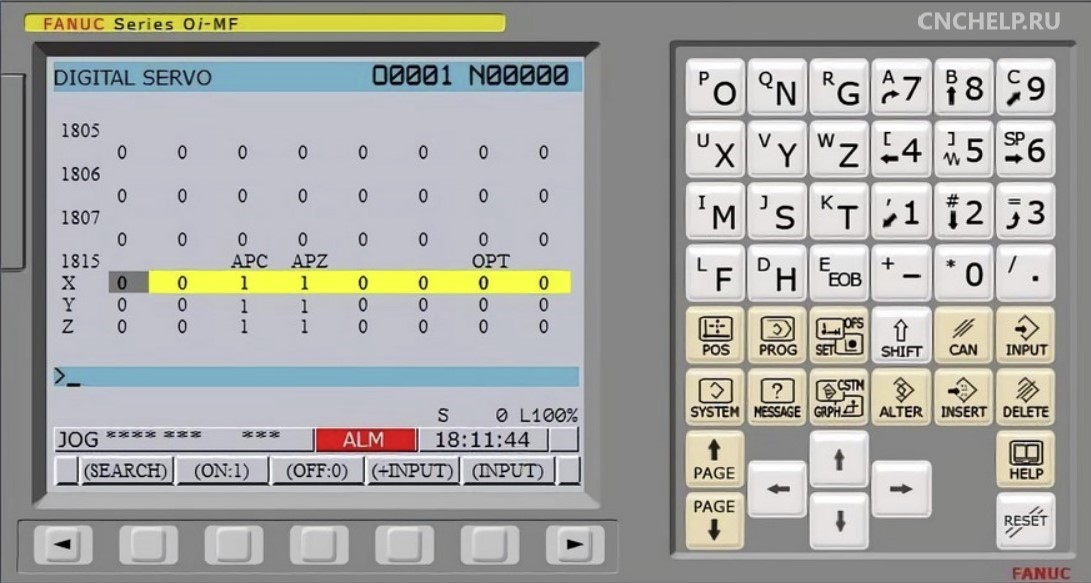
2. Не забываем перед изменением параметров разрешить их редактирование (MDI → SET/OFS → SETING → PARAMETER WRITE = 1). Заморгает ошибка “редактирование параметров разрешено” – это Вас также не должно смущать
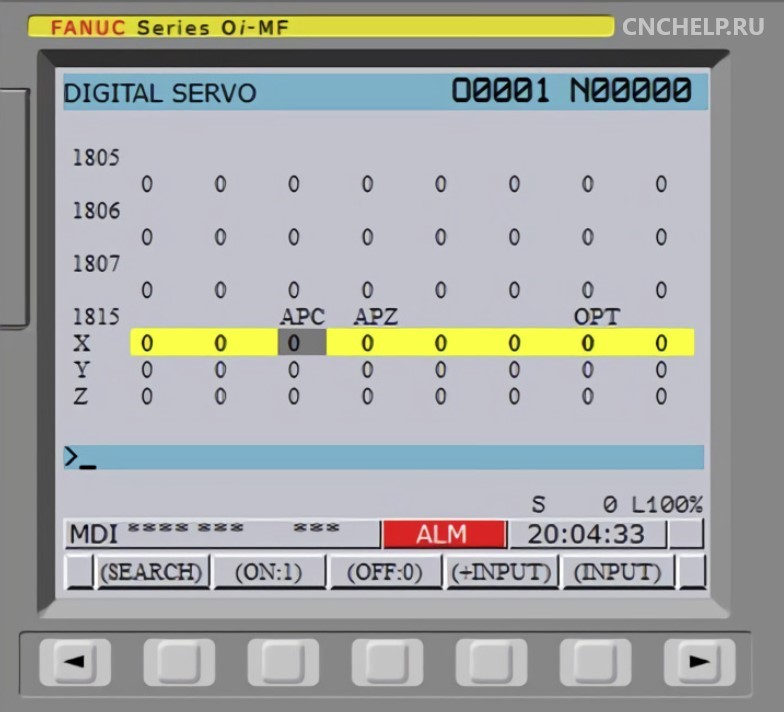
3. Для начала изменения машинных координат необходимо в биты APZ и APC ввести нули, как на картинке и выполнить перезагрузку ЧПУ. Если Вам необходимо привязать только одну ось (например после ремонта или замены двигателя), то выполняйте данную последовательность только для нужной оси, а не для всех одновременно.
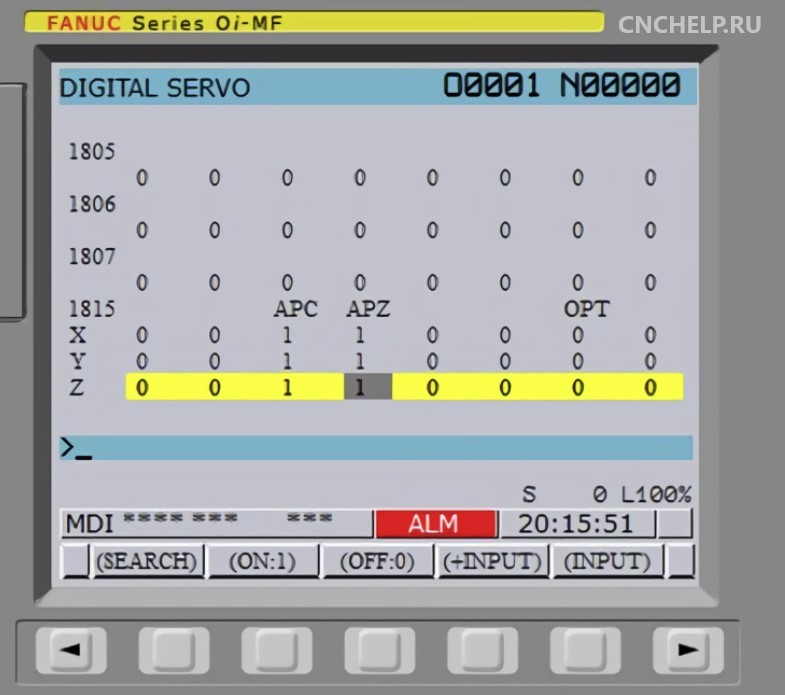
4. Возвращаемся к параметру 1815 и вводим в биты APC единичные значения. Введя значения снова производим перезагрузку ЧПУ.
5. Включив станок перемещаем оси в требуемое нам нулевое положение машинной системы координат (как определить точку машинных координат подробно изложено в следующем разделе). Перемещение станка осуществляется в режиме JOG при этом не рекомендуется использовать ускоренную подачу, так как в данном режиме ход осей не ограничен! Установив оси станка в нужное положение вводим единички в биты APZ и последний раз перезагружаем ЧПУ.
6. Все ошибки с экрана должны исчезнуть, но не спешите радоваться! Ещё нужно проверить правильность проделанных Вами действий! Для этого ознакомьтесь со следующим разделом статьи.
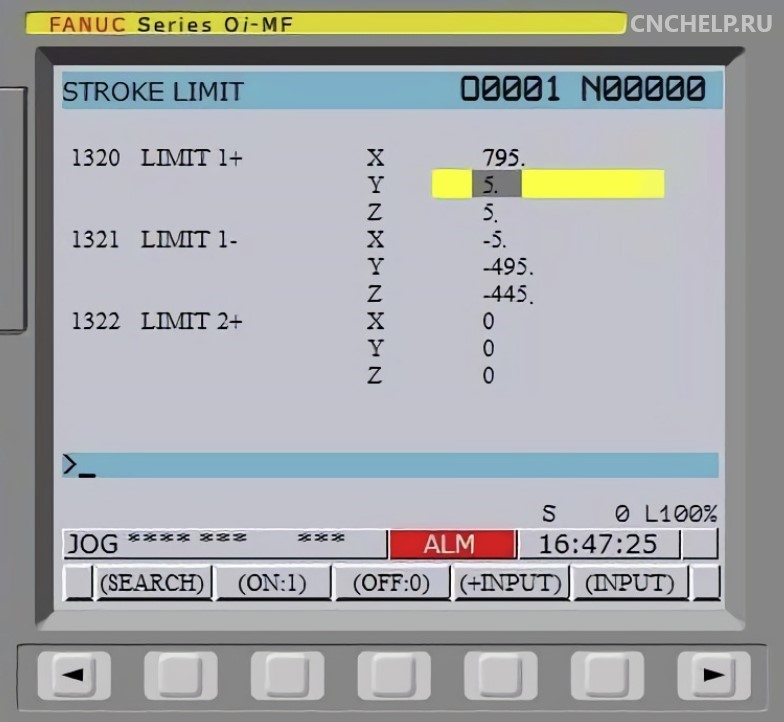
ВНИМАНИЕ!!! Изменение машинного нуля не приведёт к изменению параметров 1320 и 1321 (они отвечают за ограничения рабочей зоны станка и лимиты перемещений). Поэтому не забудьте их проверить и отредактировать при необходимости.
Как определить нулевое положение машинных координат?
Перед перепривязкой машинной системы координат необходимо определить место, где будет находиться новый ноль станка. Для этого начнём с начала. Аксиомой является то, что привязать ноль МСК можно абсолютно в любое место. Нас ограничивают только геометрические параметры станка. Для простоты мы будем привязывать МСК в её предыдущее положение.
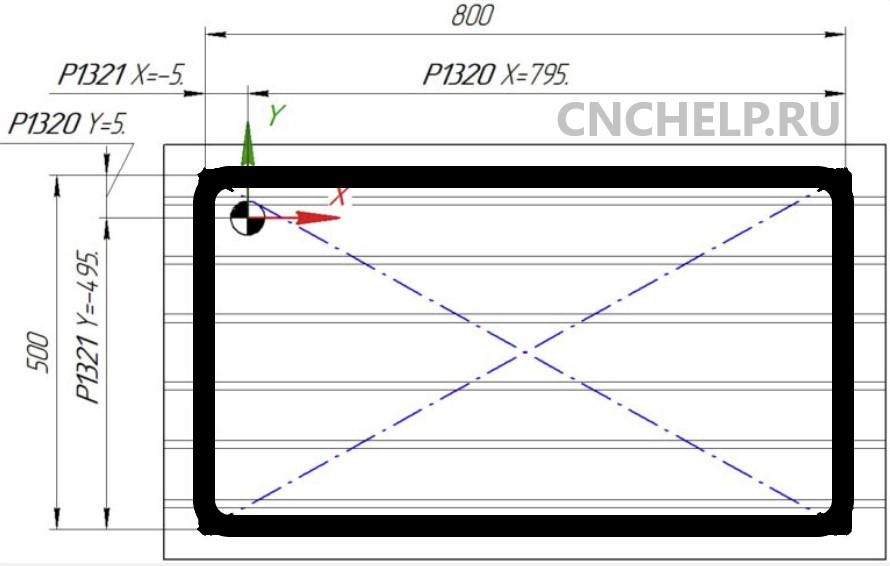
Исходными данными для определения этой точки будут значения, установленные в параметрах 1320 и 1321. Эти параметры определяли координаты, за которые станку нельзя было перемещаться. Своего рода программные концевики. При подходе стола к этим координатам ЧПУ останавливает сервопривод, что предохраняет станок от повреждения. Картинка и рисунок ниже помогут Вам понять, за что отвечают значения установленные в параметрах 1320 и 1321.
Взяв эти параметры можно рассчитать примерное положение МСК до проведения работ. При этом нужно понимать, что рабочее поле станка может отличаться от размера стола. На картинке рабочее поле станка показано красным прямоугольником. Центр прямоугольника будет соответствовать центру стола. Для большей точности можно нарисовать рабочее поле прямо на столе (маркером) и установить в шпиндель инструмент с острым кончиком (сверло). Кончик сверла необходимо подвести к точке найденного и отмеченного машинного нуля по осям X и Y, а ось Z поднять на максимальную высоту (разумеется не до столкновения гайки ШВП с опорой винта). Максимальную высоту имеет смысл проконтролировать по следам на направляющих.
Корректировка Z координаты смены инструмента.
Невозможно привязать машинный ноль строго в значение, где он был раньше. Поэтому точка смены инструмента также может сместиться! Смещение более 0.2 мм уже может стать причиной серьёзной аварии, поэтому после перепривязки машинного нуля по оси Z обязательно нужно перепроверить координату смены инструмента (параметр 1240)
Определяется необходимое значение в ручном режиме, путём подвода шпинделя в необходимою позицию по оси Z. Ни в коем случае нельзя менять инструмент в автоматическом режиме, до проверки правильности установленной координаты. На картинке показана правильная позиция смены инструмента, расстояние Т зависит от типоразмера конуса патрона.
Установив инструмент в нужную позицию считайте новые машинные координаты смены инструмента из меню POS. Полученные значения вводятся в параметр 1240.
Проводите во время плановое ТО станка и систематическая проверка заряда батареек питания энкодеров избавит вас от нештатных ситуаций.
Копирование и распространение данной статьи позможно только с письменного разрешения компании ООО «Ремстанмаш», при публикации статьи ссылка на первоисточник обязательна.

В первую очередь не стоит паниковать! Данная ситуация крайне распространена и легко поддаётся «лечению» — главное всё сделать правильно и не торопиться. Для полного понимания процесса просим Вас внимательно изучить нашу статью!
О чём нам сообщает станок?
В первую очередь необходимо прочитать ошибки с экрана станка, которые можно открыть нажатием клавиши MESSAGE. Там могут быть ошибки следующего содержимого на разных языках:
- DS0300 APC ALARM : (X) AXIS NEED ZRN
- DS0300 APC АВ. С : (Y) НЕОБХ. ВОЗВР. В ИСХ. Т
- DS0307 (Z) APC ALARM : BATTERY LOW 1
- DS0307 (X) APC АВ. СООБ : РАЗР. БАТАР. 1
Вариантов отображения может быть значительно больше, в том числе и на китайском! «Кривой» перевод ошибок на русский порождает еще большее количество интерпретаций — это не важно! Если в списке ошибок встречаются слова BATTERY, БАТАРЕЯ, LOW, РАЗРЯЖЕНА, ZRN, ВОЗВРАТ В ИСХОДНУЮ ТОЧКУ и т.д… А также, всё это сопровождается перечислением координат X, Y, Z — значит причина установлена. Это может быть:
- Разрядившаяся батарея Fanuc (игнорирование предупреждающих сообщений)
- Неправильно заменённая батарея Fanuc (например, на выключенном станке)
- Отсоединение провода энкодера от серводвигателя (при ремонтах и техническом обслуживании)
Зачем нужна эта батарея и где она находится?
Первое и самое важное — Fanuc батарейка позволяет станку не забывать свои координаты при выключенном питании. Вначале, при понижении заряда батареи, станок выдаёт соответствующее предупреждающее сообщение. После первого появления сообщения о низком заряде батареи необходимо как можно скорее её заменить. Вы можете приобрести её у нас, написав нам по форме обратной связи или позвонив по телефону +7 (495) 211-51-66. Заменять батарею необходимо ТОЛЬКО НА ВКЛЮЧЕННОМ СТАНКЕ! Если сообщение было проигнорировано и батарею вовремя не заменили, то в последствии «слетает» машинный ноль станка и потребуется его повторная привязка, требующая ОСТОРОЖНОСТИ!
 Батарейку необходимо искать внутри электрошкафа станка, на жёлтом блоке Fanuc. Обычно она располагается в коробочке, подвешенной на этот блок управления приводами. Батарейка соединена с блоком при помощи провода с разъёмом. Иногда, например на станках Takisawa, батарейку выносят снаружи электрошкафа и заменяют её на обычные батарейки высокой ёмкости типа D. Их легко купить в любом магазине, а также Вам нет необходимости вызывать электрика для осуществления работ внутри электрошкафа. Такие батарейки могут эксплуатироваться до 5-ти лет, в то время как стандартную батарейку Fanuc необходимо менять 1 раз в год.
Батарейку необходимо искать внутри электрошкафа станка, на жёлтом блоке Fanuc. Обычно она располагается в коробочке, подвешенной на этот блок управления приводами. Батарейка соединена с блоком при помощи провода с разъёмом. Иногда, например на станках Takisawa, батарейку выносят снаружи электрошкафа и заменяют её на обычные батарейки высокой ёмкости типа D. Их легко купить в любом магазине, а также Вам нет необходимости вызывать электрика для осуществления работ внутри электрошкафа. Такие батарейки могут эксплуатироваться до 5-ти лет, в то время как стандартную батарейку Fanuc необходимо менять 1 раз в год.
На что следует обратить особое внимание?
ВАЖНО!!! Во избежание серьёзных поломок оборудования рекомендуется визуально контролировать перемещаемые элементы станка на соударение. Для этого требуется снять защитные кожуха перепривязываемых осей. Отметку максимально возможного хода подвижного элемента можно определить по старым масляным следам на направляющих и гайке ШВП. Неправильная привязка осей относительно исходного нуля (с погрешностью более 5мм) может привести к вылету стола станка за свои механические пределы, так как при смещении машинного нуля поле допустимого перемещения смещается вместе с ним! После перепривязки осей ОБЯЗАТЕЛЬНО проверяйте максимальный ход по осям на маленьких скоростях.
Какая последовательность действий?
1. Переходим к параметру 1815 (MDI → SYSTEM → 1815 → SEARCH) – это параметр установки машинного нуля станка по координатам. На рисунке изображено исходное состояние параметра 1815. Если привязка машинных нулей «слетела», то у Вас в столбце APZ будут стоять нули и это не должно Вас смущать.

2. Не забываем перед изменением параметров разрешить их редактирование (MDI → SET/OFS → SETING → PARAMETER WRITE = 1). Заморгает ошибка «редактирование параметров разрешено» — это Вас также не должно смущать
3. Для начала изменения машинных координат необходимо в биты APZ и APC ввести нули, как на картинке и выполнить перезагрузку ЧПУ. Если Вам необходимо привязать только одну ось (например после ремонта или замены двигателя), то выполняйте данную последовательность только для нужной оси, а не для всех одновременно.

4. Возвращаемся к параметру 1815 и вводим в биты APC единичные значения. Введя значения снова производим перезагрузку ЧПУ.

5. Включив станок перемещаем оси в требуемое нам нулевое положение машинной системы координат (как определить точку машинных координат подробно изложено в следующем разделе). Перемещение станка осуществляется в режиме JOG при этом не рекомендуется использовать ускоренную подачу, так как в данном режиме ход осей не ограничен! Установив оси станка в нужное положение вводим единички в биты APZ и последний раз перезагружаем ЧПУ.

6. Все ошибки с экрана должны исчезнуть, но не спешите радоваться! Ещё нужно проверить правильность проделанных Вами действий! Для этого ознакомьтесь со следующим разделом статьи.
ВНИМАНИЕ!!! Изменение машинного нуля не приведёт к изменению параметров 1320 и 1321 (они отвечают за ограничения рабочей зоны станка и лимиты перемещений). Поэтому не забудьте их проверить и отредактировать при необходимости.
Как определить нулевое положение машинных координат?
Перед перепривязкой машинной системы координат (МСК) необходимо определить место, где будет находиться новый ноль станка. Для этого начнём с начала. Аксиомой является то, что привязать ноль МСК можно абсолютно в любое место. Нас ограничивают только геометрические параметры станка. Для простоты мы будем привязывать МСК в её предыдущее положение.
Исходными данными для определения этой точки будут значения, установленные в параметрах 1320 и 1321. Эти параметры определяли координаты, за которые станку нельзя было перемещаться. Своего рода программные концевики. При подходе стола к этим координатам ЧПУ останавливает сервопривод, что предохраняет станок от повреждения. Картинка и рисунок ниже помогут Вам понять, за что отвечают значения установленные в параметрах 1320 и 1321.

Взяв эти параметры можно рассчитать примерное положение МСК до проведения работ. При этом нужно понимать, что рабочее поле станка может отличаться от размера стола. На картинке рабочее поле станка показано красным прямоугольником. Центр прямоугольника будет соответствовать центру стола. Для большей точности можно нарисовать рабочее поле прямо на столе (маркером) и установить в шпиндель инструмент с острым кончиком (сверло). Кончик сверла необходимо подвести к точке найденного и отмеченного машинного нуля по осям X и Y, а ось Z поднять на максимальную высоту (разумеется не до столкновения гайки ШВП с опорой винта). Максимальную высоту имеет смысл проконтролировать по следам на направляющих.

Корректировка Z координаты смены инструмента.
Невозможно привязать машинный ноль строго в значение, где он был раньше. Поэтому точка смены инструмента также может сместиться! Смещение более 0.2 мм уже может стать причиной серьёзной аварии, поэтому после перепривязки машинного нуля по оси Z обязательно нужно перепроверить координату смены инструмента (параметр 1240)
Определяется необходимое значение в ручном режиме, путём подвода шпинделя в необходимою позицию по оси Z. Ни в коем случае нельзя менять инструмент в автоматическом режиме, до проверки правильности установленной координаты. На картинке показана правильная позиция смены инструмента, расстояние Т зависит от типоразмера конуса патрона.
Установив инструмент в нужную позицию считайте новые машинные координаты смены инструмента из меню POS. Полученные значения вводятся в параметр 1240.


Search
CNC Machine Control Manufacturer
Fanuc
Control Model
16/18/21, 16i/18i/21i, 160i/180i/210i, 0/00/0-mate, 0i
305 — APC alarm: nth-axis pulse error
Alarm Description
nth-axis (n=1-8) APC pulse error alarm. APC alarm. APC or cable may be faulty.
Additional Suggestions & Alarm Clarification
Absolute pulse coder (APC)-, Sometimes can occur on power up for machines with a scale enabled instead of an encoder or even related to excessive slop in the drive system such as rotary tables.
Help Others
Post troubleshooting recommendations for (Fanuc alarm: 305 — APC alarm: nth-axis pulse error) error message below.
- Log in to post comments
Fanuc 0i / 0i Mate Alarm Codes for CNC machinists.

Contents
- Fanuc 0i Alarms
- Program errors (P/S alarm)
- Background edit alarm
- Absolute pulse coder (APC) alarms
- Inductsyn alarms
- Serial pulse coder (SPC) alarms
- Servo Alarms
- Over travel alarms
- Servo alarms
- Overheat alarms
- Rigid tapping alarms
- Serial Spindle Alarms
- System Alarms
- Safety zone alarms
Fanuc 0i Alarms
Program errors (P/S alarm)
Program errors /Alarms on program and operation (P/S alarm)
- 0 PLEASE TURN OFF POWER
- 1 TH PARITY ALARM
- 2 TV PARITY ALARM
- 3 TOO MANY DIGITS
- 4 ADDRESS NOT FOUND
- 5 NO DATA AFTER ADDRESS
- 6 ILLEGAL USE OF NEGATIVE SIGN
- 7 ILLEGAL USE OF DECIMAL POINT
- 9 ILLEGAL ADDRESS INPUT
- 10 IMPROPER G–CODE
- 11 NO FEEDRATE COMMANDED
- 14 CAN NOT COMMAND G95 (M series)
- 14 ILLEGAL LEAD COMMAND (T series)
- 15 TOO MANY AXES COMMANDED (M series)
- 15 TOO MANY AXES COMMANDED (T series)
- 20 OVER TOLERANCE OF RADIUS
- 21 ILLEGAL PLANE AXIS COMMANDED
- 22 NO CIRCLE RADIUS
- 23 ILLEGAL RADIUS COMMAND (T series)
- 25 CANNOT COMMAND F0 IN G02/G03 (M series)
- 27 NO AXES COMMANDED IN G43/G44 (M series)
- 28 ILLEGAL PLANE SELECT
- 29 ILLEGAL OFFSET VALUE (M series)
- 29 ILLEGAL OFFSET VALUE (T series)
- 30 ILLEGAL OFFSET NUMBER (M series)
- 30 ILLEGAL OFFSET NUMBER (T series)
- 31 ILLEGAL P COMMAND IN G10
- 32 ILLEGAL OFFSET VALUE IN G10
- 33 NO SOLUTION AT CRC (M series)
- 33 NO SOLUTION AT CRC (T series)
- 34 NO CIRC ALLOWED IN ST–UP /EXT BLK (M series)
- 34 NO CIRC ALLOWED IN ST–UP /EXT BLK (T series)
- 35 CAN NOT COMMANDED G39 (M series)
- 35 CAN NOT COMMANDED G31 (T series)
- 36 CAN NOT COMMANDED G31 (M series)
- 37 CAN NOT CHANGE PLANE IN CRC (M seires)
- 37 CAN NOT CHANGE PLANE IN NRC (T seires)
- 38 INTERFERENCE IN CIRCULAR BLOCK (M seires)
- 38 INTERFERENCE IN CIRCULAR BLOCK (T series)
- 39 CHF/CNR NOT ALLOWED IN NRC (T series)
- 40 INTERFERENCE IN G90/G94 BLOCK (T series)
- 41 INTERFERENCE IN CRC (M seires)
- 41 INTERFERENCE IN NRC (T seires)
- 42 G45/G48 NOT ALLOWED IN CRC (M series)
- 44 G27–G30 NOT ALLOWED IN FIXED CYC (M series)
- 45 ADDRESS Q NOT FOUND (G73/G83) (M series)
- 46 ILLEGAL REFERENCE RETURN COMMAND
- 47 ILLEGAL AXIS SELECT
- 48 BASIC 3 AXIS NOT FOUND
- 049 ILLEGAL OPERATION (G68/G69) (M series)
- 50 CHF/CNR NOT ALLOWED IN THRD BLK (M series)
- 50 CHF/CNR NOT ALLOWED IN THRD BLK(T series)
- 51 MISSING MOVE AFTER CHF/CNR (M series)
- 51 MISSING MOVE AFTER CHF/CNR (T series)
- 52 CODE IS NOT G01 AFTER CHF/CNR (M series)
- 52 CODE IS NOT G01 AFTER CHF/CNR (T series)
- 53 TOO MANY ADDRESS COMMANDS (M series)
- 53 TOO MANY ADDRESS COMMANDS (T seires)
- 54 NO TAPER ALLOWED AFTER CHF/CNR (T series)
- 55 MISSING MOVE VALUE IN CHF/CNR (M series)
- 55 MISSING MOVE VALUE IN CHF/CNR (T series)
- 56 NO END POINT & ANGLE IN CHF/CNR (T series)
- 57 NO SOLUTION OF BLOCK END (T series)
- 58 END POINT NOT FOUND (M series)
- 58 END POINT NOT FOUND (T series)
- 59 PROGRAM NUMBER NOT FOUND
- 60 SEQUENCE NUMBER NOT FOUND
- 61 ADDRESS P/Q NOT FOUND IN G70–G73 (T series)
- 62 ILLEGAL COMMAND IN G71–G76 (T series)
- 63 SEQUENCE NUMBER NOT FOUND (T series)
- 64 SHAPE PROGRAM NOT MONOTONOUSLY (T series)
- 65 ILLEGAL COMMAND IN G71–G73 (T series)
- 66 IMPROPER G–CODE IN G71–G73 (T series)
- 67 CAN NOT ERROR IN MDI MODE (T series)
- 69 FORMAT ERROR IN G70–G73 (T series)
- 70 NO PROGRAM SPACE IN MEMORY
- 71 DATA NOT FOUND
- 72 TOO MANY PROGRAMS
- 73 PROGRAM NUMBER ALREADY IN
- 74 ILLEGAL PROGRAM NUMBER
- 75 PROTECT
- 76 ADDRESS P NOT DEFINED
- 77 SUB PROGRAM NESTING ERROR
- 78 NUMBER NOT FOUND
- 79 PROGRAM VERIFY ERROR
- 80 G37 ARRIVAL SIGNAL NOT ASSERTED (M series)
- 80 G37 ARRIVAL SIGNAL NOT ASSERTED (T series)
- 81 OFFSET NUMBER NOT FOUND IN G37 (M series)
- 81 OFFSET NUMBER NOT FOUND IN G37 (T series)
- 82 H–CODE NOT ALLOWED IN G37 (M series)
- 82 T–CODE NOT ALLOWED IN G37 (T series)
- 83 ILLEGAL AXIS COMMAND IN G37 (M series)
- 83 ILLEGAL AXIS COMMAND IN G37 (T series)
- 85 COMMUNICATION ERROR
- 86 DR SIGNAL OFF
- 87 BUFFER OVERFLOW
- 88 LAN FILE TRANS ERROR (CHANNEL–1)
- 89 LAN FILE TRANS ERROR (CHANNEL–2)
- 90 REFERENCE RETURN INCOMPLETE
- 91 REFERENCE RETURN INCOMPLETE
- 92 AXES NOT ON THE REFERENCE POINT
- 94 P TYPE NOT ALLOWED (COORD CHG)
- 95 P TYPE NOT ALLOWED (EXT OFS CHG)
- 96 P TYPE NOT ALLOWED (WRK OFS CHG)
- 97 P TYPE NOT ALLOWED (AUTO EXEC)
- 98 G28 FOUND IN SEQUENCE RETURN
- 99 MDI EXEC NOT ALLOWED AFT. SEARCH
- 100 PARAMETER WRITE ENABLE
- 101 PLEASE CLEAR MEMORY
- 109 FORMAT ERROR IN G08 (M series)
- 110 DATA OVERFLOW
- 111 CALCULATED DATA OVERFLOW
- 112 DIVIDED BY ZERO
- 113 IMPROPER COMMAND
- 114 FORMAT ERROR IN MACRO
- 115 ILLEGAL VARIABLE NUMBER
- 116 WRITE PROTECTED VARIABLE
- 118 PARENTHESIS NESTING ERROR
- 119 ILLEGAL ARGUMENT
- 122 FOUR FOLD MACRO MODAL–CALL
- 123 CAN NOT USE MACRO COMMAND IN DNC
- 124 MISSING END STATEMENT
- 125 FORMAT ERROR IN MACRO
- 126 ILLEGAL LOOP NUMBER
- 127 NC, MACRO STATEMENT IN SAME BLOCK
- 128 ILLEGAL MACRO SEQUENCE NUMBER
- 129 ILLEGAL ARGUMENT ADDRESS
- 130 ILLEGAL AXIS OPERATION
- 131 TOO MANY EXTERNAL ALARM MESSAGES
- 132 ALARM NUMBER NOT FOUND
- 133 ILLEGAL DATA IN EXT. ALARM MSG
- 135 ILLEGAL ANGLE COMMAND (M series)
- 135 SPINDLE ORIENTATION PLEASE (T series)
- 136 ILLEGAL AXIS COMMAND (M series)
- 136 C/H–CODE & MOVE CMD IN SAME BLK. (T series)
- 137 M–CODE & MOVE CMD IN SAME BLK.
- 138 SUPERIMPOSED DATA OVERFLOW
- 139 CAN NOT CHANGE PMC CONTROL AXIS
- 140 PROGRAM NUMBER ALREADY IN USE
- 141 CAN NOT COMMAND G51 IN CRC (M series)
- 142 ILLEGAL SCALE RATE (M series)
- 143 SCALED MOTION DATA OVERFLOW (M series)
- 144 ILLEGAL PLANE SELECTED (M series)
- 145 ILLEGAL CONDITIONS IN POLAR COORDINATE INTERPOLATION
- 146 IMPROPER G CODE
- 148 ILLEGAL SETTING DATA (M series)
- 149 FORMAT ERROR IN G10L3 (M series)
- 150 ILLEGAL TOOL GROUP NUMBER
- 151 TOOL GROUP NUMBER NOT FOUND
- 152 NO SPACE FOR TOOL ENTRY
- 153 T–CODE NOT FOUND
- 154 NOT USING TOOL IN LIFE GROUP (M series)
- 155 ILLEGAL T–CODE IN M06 (M series)
- 155 ILLEGAL T–CODE IN M06 (T series)
- 156 P/L COMMAND NOT FOUND
- 157 TOO MANY TOOL GROUPS
- 158 ILLEGAL TOOL LIFE DATA
- 159 TOOL DATA SETTING INCOMPLETE
- 160 MISMATCH WAITING M–CODE (T series (At two–path))
- 160 MISMATCH WAITING M–CODE (T series (At three–path))
- 160 G72.1 NESTING ERROR (M series))
- 161 ILLEGAL P OF WAITING M–CODE (T series (three–path control)
- 161 G72.1 NESTING ERROR (M series)
- 163 COMMAND G68/G69 INDEPENDENTLY T series (At two–path)
- 169 ILLEGAL TOOL GEOMETRY DATA (At two–path)
- 175 ILLEGAL G107 COMMAND
- 176 IMPROPER G–CODE IN G107 (M series)
- 176 IMPROPER G–CODE IN G107 (T series)
- 177 CHECK SUM ERROR (G05 MODE)
- 178 G05 COMMANDED IN G41/G42 MODE
- 179 PARAM. (NO. 7510) SETTING ERROR
- 180 COMMUNICATION ERROR (REMOTE BUF)
- 181 FORMAT ERROR IN G81 BLOCK (Hobbing machine, EGB) (M series)
- 182 G81 NOT COMMANDED (Hobbing machine) (M series)
- 183 DUPLICATE G83 (COMMANDS) (Hobbing machine) (M series)
- 184 ILLEGAL COMMAND IN G81 (Hobbing machine, EGB) (M series)
- 185 RETURN TO REFERENCE POINT (Hobbing machine) (M series)
- 186 PARAMETER SETTING ERROR (Hobbing machine, EGB) (M series)
- 187 HOB COMMAND IS NOT ALLOWED
- 190 ILLEGAL AXIS SELECT (M series)
- 194 SPINDLE COMMAND IN SYNCHRO–MODE
- 195 MODE CHANGE ERROR
- 197 C–AXIS COMMANDED IN SPINDLE MODE
- 199 MACRO WORD UNDEFINED
- 200 ILLEGAL S CODE COMMAND
- 201 FEEDRATE NOT FOUND IN RIGID TAP
- 202 POSITION LSI OVERFLOW
- 203 PROGRAM MISS AT RIGID TAPPING
- 204 ILLEGAL AXIS OPERATION
- 205 RIGID MODE DI SIGNAL OFF
- 206 CAN NOT CHANGE PLANE (RIGID TAP) (M series)
- 207 RIGID DATA MISMATCH
- 210 CAN NOT COMAND M198/M199
- 211 G31 (HIGH) NOT ALLOWED IN G99
- 212 ILLEGAL PLANE SELECT (M series)
- 212 ILLEGAL PLANE SELECT (T series)
- 213 ILLEGAL COMMAND IN SYNCHRO–MODE
- 213 ILLEGAL COMMAND IN SYNCHRO–MODE (T series)
- 214 ILLEGAL COMMAND IN SYNCHRO–MODE
- 217 DUPLICATE G51.2 (COMMANDS) (T series)
- 218 NOT FOUND P/Q COMMAND IN G251 (T series)
- 219 COMMAND G250/G251 INDEPENDENTLY (T series)
- 220 ILLEGAL COMMAND IN SYNCHR–MODE (T series)
- 221 ILLEGAL COMMAND IN SYNCHR–MODE (T series)
- 222 DNC OP. NOT ALLOWED IN BG.–EDIT (M series)
- 224 RETURN TO REFERENCE POINT (M series)
- 224 RETURN TO REFERENCE POINT (T series)
- 225 SYNCHRONOUS/MIXED CONTROL ERROR (T series (At two–path))
- 226 ILLEGAL COMMAND IN SYNCHRO– MODE (T series (At two–path))
- 229 CAN NOT KEEP SYNCHRO–STATE (T series)
- 230 R CODE NOT FOUND (Grinding machine) (M series)
- 231 ILLEGAL FORMAT IN G10 OR L50
- 232 TOO MANY HELICAL AXIS COMMANDS (M series)
- 233 DEVICE BUSY
- 239 BP/S ALARM
- 240 BP/S ALARM
- 241 ILLEGAL FORMAT IN G02.2/G03.2 (M series)
- 242 ILLEGAL COMMAND IN G02.2/G03.2 (M series)
- 243 OVER TOLERANCE OF END POINT (M series)
- 244 P/S ALARM (T series)
- 245 T–CODE NOT ALOWEE IN THIS BLOCK (T series)
- 246 ENCODE PROGRAM NUMBER ERROR
- 247 ILLEGAL CODE USED FOR OUTPUT
- 250 Z AXIS WRONG COMMAND (ATC) (M series)
- 251 ATC ERROR (M series)
- 252 ATC SPINDLE ALARM (M series)
- 253 G05 IS NOT AVAILABLE (M series)
- 300 ILLEGAL COMMAND IN SCALING
- 301 RESETTING OF REFERENCE RETURN IS INHIBITED
- 302 SETTING THE REFERENCE POSITION WITHOUT DOG IS NOT PERFORMED
- 304 G28 IS COMMANDED WITHOUT ZERO RETURN
- 305 INTERMEDIATE POSITION IS NOT ASSIGNED (M Series)
- 306 MISMATCH AXIS WITH CNR/CHF (T Series)
- 307 CAN NOT START REFERENCE RETURN WITH MECHANICAL STOPPER SETTING
- 310 FILE NOT FOUND
- 311 CALLED BY FILE NAME FORMAT ERROR
- 312 ILLEGAL COMMAND IN DIRECT DRAWING DIMENSIONS PROGRAMMING (T Series)
- 313 ILLEGAL LEAD COMMAND (T Series)
- 314 ILLEGAL SETTING OF POLYGONAL AXIS (T Series)
- 315 ILLEGAL NOSE ANGLE COMMAND IS IN THE THREAD CUTTING CYCLE (T Series)
- 316 ILLEGAL CUTTING AMOUNT IS IN THE THREAD CUTTING CYCLE (T Series)
- 317 ILLEGAL THREAD COMMAND IS IN THE THREAD CUTTING CYCLE (T Series)
- 318 ILLEGAL RELIEF AMOUNT IS IN THE DRILLING CYCLE (T Series)
- 319 THE END POINT COMMAND IS ILLEGAL IN THE DRILLING CYCLE (T Series)
- 320 ILLEGAL MOVEMENT AMOUNT/CUTTING AMOUNT IS IN THE DRILLING CYCLE (T Series)
- 321 ILLEGAL REPEATED TIME IS IN THE PATTERN REPEATING CYCLE (T Series)
- 322 FINISHING SHAPE WHICH OVER OF STARTING POINT (T Series)
- 323 THE FIRST BLOCK OF SHAPE PROGRAM IS A COMMAND OF TYPE II (T Series)
- 324 THE INTERRUPTION TYPE MACRO WAS DONE IN THE MULTIPLE REPETIVE CYCLES (T Series)
- 325 UNAVAILABLE COMMAND IS IN SHAPE PROGRAM (T Series)
- 326 LAST BLOCK OF SHAPE PROGRAM IS A DIRECT DRAWING DIMENSIONS (T Series)
- 327 MODAL THAT MULTIPLE REPETIVE CYCLES CANNOT BE DONE (T Series)
- 328 ILLEGAL WORK POSITION IS IN THE TOOL NOSE RADIUS COMPENSATION (T Series)
- 329 THE FINISHING SHAPE IS NOT A MONOTONOUS CHANGE(SECOND AXES) (T Series)
- 330 ILLEGAL AXIS COMMAND IS IN THE TURNING CANNED CYCLE (T Series)
- 334 OFFSET IS OUT OF EFFECTIVE RANGE
- 336 TOOL COMPENSATION COMMANDED MORE TWO AXES (M Series)
- 337 EXCESS MAXIMUM INCREMENTAL VALUE
- 338 CHECK SUM ERROR
- 345 TOOL CHANGE ILLEGAL Z AXIS POS
- 346 TOOL CHANGE ILLEGAL TOOL NUM
- 347 TOOL CHANGE ILLEGAL COMMAND IN SAME BLK.
- 348 TOOL CHANGE Z AXIS POS NOT ESTABLISHED
- 349 TOOL CHANGE SPINDLE NOT STOP
- 350 PARAMETER OF THE INDEX OF THE SYNCHRONOUS CONTROL AXIS SET ERROR. (T Series)
- 351 BECAUSE THE AXIS IS MOVING, THE SYNC CONTROL IS CAN’T BE USED. (T Series)
- 352 SYNCHRONOUS CONTROL AXIS COMPOSITION ERROR. (T Series)
- 353 THE INSTRUCTION WAS DONE FOR THE AXIS WHICH WAS NOT ABLE TO MOVE. (T Series)
- 354 THE G28 WAS INSTRUCTED IN WITH THE REF POS NOT FIXED IN SYNC MODE (T Series)
- 355 PARAMETER OF THE INDEX OF THE COMPOSITE CONTROL AXIS SET ERROR. (T Series)
- 356 BECAUSE THE AXIS IS MOVING, THE COMP CONTROL IS CAN’T BE USED. (T Series)
- 357 COMPOSITE CONTROL AXIS COMPOSITION ERROR. (T Series)
- 359 THE G28 WAS INSTRUCTED IN WITH THE REF POS NOT FIXED IN COMP MODE (T Series)
- 360 PARAMETER OF THE INDEX OF THE SUPERPOS CONTROL AXIS SET ERROR. (T Series)
- 361 BECAUSE THE AXIS IS MOVING, THE SUPERPOS CONTROL IS CAN’T BE USED. (T Series)
- 362 SUPERPOSITION CONTROL AXIS COMPOSITION ERROR. (T Series)
- 363 THE G28 WAS INSTRUCTED IN TO THE SUPERPOS CONTROL SLAVE AXIS. (T Series)
- 364 THE G53 WAS INSTRUCTED IN TO THE SUPERPOS CONTROL SLAVE AXIS. (T Series)
- 365 TOO MANY MAXIMUM SV/SP AXIS NUMBER PER PATH
- 369 G31 FORMAT ERROR
- 370 G31P/G04Q ERROR
- 372 REFERENCE RETURN INCOMPLETE
- 373 ILLEGAL HIGH-SPEED SKIP SIGNAL
- 375 CAN NOT ANGULAR CONTROL(SYNC:MIX:OVL)
- 376 SERIAL DCL: ILLEGAL PARAMETER
- 412 ILLEGAL G CODE
- 445 ILLEGAL AXIS OPERATION (T Series)
- 446 ILLEGAL COMMAND IN G96.1/G96.2/G96.3/G96.4 (T Series)
- 447 ILLEGAL SETTING DATA
- 455 ILLEGAL COMMAND IN GRINDING
- 456 ILLEGAL PARAMETER IN GRINDING
- 601 ILLEGAL AXIS OPERATION FOR SERVO MOTOR SPINDLE
- 602 SPINDLE SELECT COMMAND ERROR (SERVO MOTOR SPINDLE)
- 1001 AXIS CONTROL MODE ILLEGAL
- 1013 ILLEGAL POS. OF PROGRAM NO.
- 1014 ILLEGAL FORMAT OF PROGRAM NO.
- 1016 EOB NOT FOUND
- 1077 PROGRAM IN USE
- 1079 PROGRAM FILE NOT FOUND
- 1080 DUPLICATE DEVICE SUB PROGRAM CALL
- 1081 EXT DEVICE SUB PROGRAM CALL MODE ERROR
- 1091 DUPLICATE SUB-CALL WORD
- 1092 DUPLICATE MACRO-CALL WORD
- 1093 DUPLICATE NC-WORD & M99
- 1095 TOO MANY TYPE-2 ARGUMENT
- 1096 ILLEGAL VARIABLE NAME
- 1097 TOO LONG VARIABLE NAME
- 1098 NO VARIABLE NAME
- 1099 ILLLEGAL SUFFIX [ ]
- 1100 CANCEL WITHOUT MODAL CALL
- 1101 ILLEGAL CNC STATEMENT IRT.
- 1115 READ PROTECTED VARIABLE
- 1120 ILLEGAL ARGUMENT FORMAT
- 1124 MISSING DO STATEMENT
- 1125 ILLEGAL EXPRESSION FORMAT
- 1128 SEQUENCE NUMBER OUT OF RANGE
- 1131 MISSING OPEN BRACKET
- 1132 MISSING CLOSE BRACKET
- 1133 MISSING ‘=’
- 1134 MISSING ‘,’
- 1137 IF STATEMENT FORMAT ERROR
- 1138 WHILE STATEMENT FORMAT ERROR
- 1139 SETVN STATEMENT FORMAT ERROR
- 1141 ILLEGAL CHARACTER IN VAR. NAME
- 1142 TOO LONG V-NAME (SETVN)
- 1143 BPRNT/DPRNT STATEMENT FORMAT ERROR
- 1144 G10 FORMAT ERROR
- 1160 COMMAND DATA OVERFLOW
- 1180 ALL PARALLEL AXES IN PARKING T
- 1196 ILLEGAL DRILLING AXIS SELECTED
- 1200 PULSCODER INVALID ZERO RETURN
- 1202 NO F COMMAND AT G93 (M Series)
- 1223 ILLEGAL SPINDLE SELECT
- 1298 ILLEGAL INCH/METRIC CONVERSION
- 1300 ILLEGAL ADDRESS
- 1301 MISSING ADDRESS
- 1302 ILLEGAL DATA NUMBER
- 1303 ILLEGAL AXIS NUMBER
- 1304 TOO MANY DIGIT
- 1305 DATA OUT OF RANGE
- 1306 MISSING AXIS NUMBER
- 1307 ILLEGAL USE OF MINUS SIGN
- 1308 MISSING DATA
- 1329 ILLEGAL MACHINE GROUP NUMBER
- 1330 ILLEGAL SPINDLE NUMBER
- 1331 ILLEGAL PATH NUMBER
- 1332 DATA WRITE LOCK ERROR
- 1333 DATA WRITE ERROR
- 1470 G40.1 –G42.1 PARAMETER MISS (M Series)
- 1508 DUPLICATE M-CODE (INDEX TABLE REVERSING) (M Series)
- 1509 DUPLICATE M-CODE (SPOS AXIS ORIENTATION) (T Series)
- 1510 DUPLICATE M-CODE (SPOS AXIS POSITIONING) (T Series)
- 1511 DUPLICATE M-CODE (SPOS AXIS RELEASE) (T Series)
- 1533 ADDRESS F UNDERFLOW (G95)
- 1534 ADDRESS F OVERFLOW (G95)
- 1537 ADDRESS F UNDERFLOW (OVERRIDE)
- 1538 ADDRESS F OVERFLOW (OVERRIDE)
- 1541 S-CODE ZERO
- 1543 ILLEGAL GEAR SETTING (T Series)
- 1544 S-CODE OVER MAX
- 1548 ILLGAL AXIS MODE
- 1561 ILLEGAL INDEXING ANGLE (M Series)
- 1564 INDEX TABLE AXIS – OTHER AXIS SAME TIME (M Series)
- 1567 INDEX TABLE AXIS DUPLICATE AXIS COMMAND (M Series)
- 1590 TH ERROR
- 1591 TV ERROR
- 1592 END OF RECORD
- 1593 EGB PARAMETER SETTING ERROR (M Series)
- 1594 EGB FORMAT ERROR (M Series)
- 1595 ILL-COMMAND IN EGB MODE (M Series)
- 1596 EGB OVERFLOW (M Series)
- 1805 ILLEGAL COMMAND
- 1806 DEVICE TYPE MISS MATCH
- 1807 PARAMETER SETTING ERROR
- 1808 DEVICE DOUBLE OPENED
- 1820 ILLEGAL DI SIGNAL STATE
- 1823 FRAMING ERROR(1)
- 1830 DR OFF(2)
- 1832 OVERRUN ERROR(2)
- 1833 FRAMING ERROR(2)
- 1834 BUFFER OVERFLOW(2)
- 1912 V-DEVICE DRIVER ERROR (OPEN)
- 1960 ACCESS ERROR (MEMORY CARD)
- 1961 NOT READY (MEMORY CARD)
- 1962 CARD FULL (MEMORY CARD)
- 1963 CARD PROTECTED (MEMORY CARD)
- 1964 NOT MOUNTED (MEMORY CARD)
- 1965 DIRECTORY FULL (MEMORY CARD)
- 1966 FILE NOT FOUND (MEMORY CARD)
- 1967 FILE PROTECTED (MEMORY CARD)
- 1968 ILLEGAL FILE NAME (MEMORY CARD)
- 1969 ILLEGAL FORMAT (MEMORY CARD)
- 1970 ILLEGAL CARD (MEMORY CARD)
- 1971 ERASE ERROR (MEMORY CARD)
- 1972 BATTERY LOW (MEMORY CARD)
- 1973 FILE ALREADY EXIST
- 2032 EMBEDDED ETHERNET/DATA SERVER ERROR
- 2051 #200-#499ILLEGAL P-CODE MACRO COMMON INPUT(NO OPTION)
- 2052 #500-#549P-CODE MACRO COMMON SELECT(CANNOT USE SETVN)
- 2053 THE NUMBER OF #30000 IS UNMATCH
- 2054 THE NUMBER OF #40000 IS UNMATCH
- 4010 ILLEGAL REAL VALUE OF OBUF :
- 5006 TOO MANY WORD IN ONE BLOCK
- 5007 TOO LARGE DISTANCE
- 5009 PARAMETER ZERO (DRY RUN)
- 5010 END OF RECORD
- 5011 PARAMETER ZERO(CUT MAX) (M series)
- 5014 TRACE DATA NOT FOUND (M series)
- 5015 NO ROTATION AXIS (M series) (M series)
- 5016 ILLEGAL COMBINATION OF M CODE
- 5018 POLYGON SPINDLE SPEED ERROR (T series)
- 5020 PARAMETER OF RESTART ERROR
- 5043 TOO MANY G68 NESTING (M series)
- 5043 TOO MANY G68 NESTING (T series)
- 5044 G68 FORMAT ERROR (M series)
- 5044 G68 FORMAT ERROR (T series)
- 5046 ILLEGAL PARAMETER (ST.COMP)
- 5050 ILL–COMMAND IN CHOPPING MODE (M series)
- 5051 M–NET CODE ERROR
- 5052 M–NET ETX ERROR
- 5053 M–NET CONNECT ERROR
- 5054 M–NET RECEIVE ERROR
- 5055 M–NET PRT/FRT ERROR
- 5057 M–NET BOARD SYSTEM DOWN
- 5058 G35/G36 FORMAT ERROR (T series)
- 5059 RADIUS IS OUT OF RANGE (T series)
- 5060 ILLEGAL PARAMETER IN G02.3/G03.3 (M series)
- 5061 ILLEGAL FORMAT IN G02.3/G03.3 (M series)
- 5062 ILLEGAL COMMAND IN G02.3/G03.3
- 5063 IS NOT PRESET AFTER REF. (M series)
- 5064 DIFFERRENT AXIS UNIT (IS–B, IS–C)
- 5065 DIFFERENT AXIS UNIT (PMC AXIS) (M series)
- 5067 (HPCC) (M series)
- 5068 G31 FORMAT ERROR (M series)
- 5069 WHL–C:ILLEGA P–DATA (M series)
- 5073 NO DECIMAL POINT
- 5074 ADDRESS DUPLICATION ERROR
- 5082 DATA SERVER ERROR
- 5085 SMOOTH IPL ERROR 1
- 5096 MISMATCH WAITING M–CODE
- 5110 NOT STOP POSITION
- 5110 IMPROPER G–CODE (G05.1 G1 MODE) (M series)
- 5111 IMPROPER MODAL G–CODE (G05.1 G1) (M series)
- 5111 IMPROPER MODEL G–CODE (G05.1 G1)
- 5112 G08 CAN NOT BE COMMANDED (G05.1 G1) (M series)
- 5112 G08 CAN NOT BE COMMANDED (G05.1 G1)
- 5113 CAN NOT ERROR IN MDI MODE
- 5114 NOT STOP POSITION (G05.1 Q1) (M series)
- 5114 CAN NOT ERROR IN MDI MODE (G05.1)
- 5115 SPL : ERROR (M series)
- 5116 SPL : ERROR (M series)
- 5117 SPL : ERROR (M series)
- 5118 SPL : ERROR (M series)
- 5122 ILLEGAL COMMAND IN SPIRAL (M series)
- 5123 OVER TOLERANCE OF END POINT (M series)
- 5124 CAN NOT COMMAND SPIRAL (M series)
- 5131 NC COMMAND IS NOT COMPATIBLE (T Series)
- 5134 FSSB : OPEN READY TIME OUT
- 5135 FSSB : ERROR MODE
- 5136 FSSB : NUMBER OF AMPS IS SMALL
- 5137 FSSB : CONFIGURATION ERROR
- 5138 FSSB : AXIS SETTING NOT COMPLETE
- 5139 FSSB : ERROR
- 5155 NOT RESTART PROGRAM BY G05
- 5156 ILLEGAL AXIS OPERATION (M series)
- 5157 PARAMETER ZERO (M series)
- 5195 DIRECTION CAN NOT BE JUDGED (T series)
- 5196 ILLEGAL OPERATION (HPCC) (M series)
- 5197 FSSB : OPEN TIME OUT
- 5198 FSSB : ID DATA NOT READ
- 5199 FINE TORQUE SENSING PARAMETER
- 5218 ILLEGAL PARAMETER (INCL. COMP)
- 5219 CAN NOT RETURN
- 5220 REFERENCE POINT ADJUSTMENT MODE
- 5222 SRAM CORRECTABLE ERROR
- 5227 FILE NOT FOUND
- 5228 SAME NAME USED
- 5229 WRITE PROTECTED
- 5231 TOO MANY FILES
- 5232 DATA OVER–FLOW
- 5235 COMMUNICATION ERROR
- 5237 READ ERROR
- 5238 WRITE ERROR
- 5242 ILLEGAL AXIS NUMBER (M series)
- 5243 DATA OUT OF RANGE (M series)
- 5244 TOO MANY DI ON (M series)
- 5245 OTHER AXIS ARE COMMANDED (M series)
- 5251 ILLEGAL PARAMETER IN G54.2 (M series)
- 5252 ILLEGAL P COMMAND IN G54.2 (M series)
- 5257 G41/G42 NOT ALLOWED IN MDI MODE (M series)
- 5300 SET ALL OFFSET DATAS AGAIN
- 5302 ILLEGAL COMMAND IN G68 MODE
- 5303 TOUCH PANEL ERROR
- 5305 ILLEGAL SPINDLE NUMBER
- 5306 MODE CHANGE ERROR
- 5307 INTERNAL DATA OVER FLOW (M series)
- 5311 FSSB:ILLEGAL CONNECTION
- 5321 S–COMP. VALUE OVERFLOW
- 5329 M98 AND NC COMMAND IN SAME BLOCK
- 5346 RETURN TO REFERENCE POINT
- 5362 CONVERT INCH/MM AT REF-POS
- 5391 CAN NOT USE G92 (M Series)
- 5395 CS AXIS NUMBER OVER
- 5400 SPL:ILLEGAL AXIS COMMAND (M series)
- 5401 SPL:ILLEGAL COMMAND (M series)
- 5402 SPL:ILLEGAL AXIS MOVING (M series)
- 5403 SPL:CAN NOT MAKE VECTOR (M series)
- 5405 ILLEGAL PARAMETER IN G41.2/ G42.2 (M series)
- 5406 G41.3/G40 FORMAT ERROR (M series)
- 5407 ILLEGAL COMMAND IN G41.3 (M series)
- 5408 G41.3 ILLEGAL START_UP (M series)
- 5409 ILLEGAL PARAMETER IN G41.3 (M series)
- 5411 NURBS:ILLEGAL ORDER (M series)
- 5412 NURBS:NO KNOT COMMAND (M series)
- 5413 NURBS:ILLEGAL AXIS COMMAND (M series)
- 5414 NURBS:ILLEGAL KNOT (M series)
- 5415 NURBS:ILLEGAL CANCEL (M series)
- 5416 NURBS:ILLEGAL MODE (M series)
- 5417 NURBS:ILLEGAL MULTI–KNOT (M series)
- 5418 NURBS:ILLEGAL KNOT VALUE (M series)
- 5420 ILLEGAL PARAMETER IN G43.4/ G43.5 (M series)
- 5421 ILLEGAL COMMAND IN G43.4/ G43.5 (M series)
- 5422 EXCESS VELOCITY IN G43.4/ G43.5 (M series)
- 5425 ILLEGAL OFFSET VALUE (M series)
- 5430 ILLEGAL COMMAND IN 3–D CIR (M series)
- 5432 G02.4/G03.4 FORMAT ERROR (M series)
- 5433 MANUAL INTERVENTION IN 3–D CIR (M series)
- 5435 PARAMETER OUT OF RANGE (TLAC) (M series)
- 5436 PARAMETER SETTING ERROR 1 (TLAC) (M series)
- 5437 PARAMETER SETTING ERROR 2 (TLAC) (M series)
- 5440 ILLEGAL DRILLING AXIS SELECTED (M series)
- 5445 CRC:MOTION IN G39 (M series)
- 5446 CRC:NO AVOIDANCE (M series)
- 5447 CRC:DANGEROUS AVOIDANCE (M series)
- 5448 CRC:INTERFERENCE TO AVD. (M series)
- 5452 IMPROPER G–CODE (5AXIS MODE) (M series)
- 5453 NOTE: G68 IS CANCELED (HPCC) (M series)
- 5455 ILLEGAL ACC. PARAMETER (M series)
Background edit alarm
BP/S alarm – BP/S alarm occurs in the same number as the P/S alarm that occurs in ordinary program edit. (070, 071, 072, 073, 074 085,086,087 etc.)
- 140 BP/S alarm
Absolute pulse coder (APC) alarms
- 300 n AXIS NEED ZRN
- 301 APC ALARM:n AXIS COMMUNICATION
- 302 APC ALARM:n AXIS OVER TIME
- 303 APC ALARM:n AXIS FRAMING
- 304 APC ALARM:n AXIS PARITY
- 305 APC ALARM:n AXIS PULSE MISS
- 306 APC ALARM:n AXIS BATTERY ZERO
- 307 APC ALARM:n AXIS BATTERY DOWN 1
- 308 APC ALARM:n AXIS BATTERY DOWN 2
- 309 APC ALARM:n AXIS ZRN IMPOSSIBLE
Inductsyn alarms
- 330 INDUCTOSYN:DATA ALARM
- 331 INDUCTOSYN:ILLEGAL PRM
Serial pulse coder (SPC) alarms
- 350 SPC ALARM: n AXIS PULSE CODER
- 351 SPC ALARM: n AXIS COMMUNICATION
- 360 n AXIS : ABNORMAL CHECKSUM (INT)
- 361 n AXIS : ABNORMAL PHASE DATA (INT)
- 362 n AXIS : ABNORMAL REV.DATA (INT)
- 363 n AXIS : ABNORMAL CLOCK (INT)
- 364 n AXIS : SOFT PHASE ALARM (INT)
- 365 n AXIS : BROKEN LED (INT)
- 366 n AXIS : PULSE MISS (INT)
- 367 n AXIS : COUNT MISS (INT)
- 368 n AXIS : SERIAL DATA ERROR (INT)
- 369 n AXIS : DATA TRANS. ERROR (INT)
- 380 n AXIS : BROKEN LED (EXT)
- 381 n AXIS : ABNORMAL PHASE (EXT LIN)
- 382 n AXIS : COUNT MISS (EXT)
- 383 n AXIS : PULSE MISS (EXT)
- 384 n AXIS : SOFT PHASE ALARM (EXT)
- 385 n AXIS : SERIAL DATA ERROR (EXT)
- 386 n AXIS : DATA TRANS. ERROR (EXT)
- 387 n AXIS : ABNORMAL ENCODER (EXT)
Servo Alarms
- 400 SERVO ALARM: n–TH AXIS OVERLOAD
- 401 SERVO ALARM: n–TH AXIS VRDY OFF
- 402 SERVO ALARM: SV CARD NOT EXIST
- 403 SERVO ALARM: CARD/SOFT MISMATCH
- 404 SERVO ALARM: n–TH AXIS VRDY ON
- 405 SERVO ALARM: (ZERO POINT RETURN FAULT)
- 407 SERVO ALARM: EXCESS ERROR
- 409 SERVO ALARM: n AXIS TORQUE ALM
- 410 SERVO ALARM: n–TH AXIS – EXCESS ERROR
- 411 SERVO ALARM: n–TH AXIS – EXCESS ERROR
- 413 SERVO ALARM: n–th AXIS – LSI OVERFLOW
- 414 SERVO ALARM: n–TH AXIS – DETECTION RELATED ERROR
- 415 SERVO ALARM: n–TH AXIS – EXCESS SHIFT
- 416 SERVO ALARM: n–TH AXIS – DISCONNECTION
- 417 SERVO ALARM: n–TH AXIS – PARAMETER INCORRECT
- 420 SERVO ALARM: n AXIS SYNC TORQUE (M series)
- 421 SERVO ALARM: n AXIS EXCESS ER (D)
- 422 SERVO ALARM: n AXIS
- 423 SERVO ALARM: n AXIS
- 430 n AXIS : SV. MOTOR OVERHEAT
- 431 n AXIS : CNV. OVERLOAD
- 432 n AXIS : CNV. LOW VOLT CONTROL
- 433 n AXIS : CNV. LOW VOLT DC LINK
- 434 n AXIS : INV. LOW VOLT CONTROL
- 435 n AXIS : INV. LOW VOLT DC LINK
- 436 n AXIS : SOFTTHERMAL (OVC)
- 437 n AXIS : CNV. OVERCURRENT POWER
- 438 n AXIS : INV. ABNORMAL CURRENT
- 439 n AXIS : CNV. OVER VOLT DC LINK
- 440 n AXIS : CNV. EX DECELERATION POW.
- 441 n AXIS : ABNORMAL CURRENT OFFSET
- 442 n AXIS : CNV. CHARGE FAILURE
- 443 n AXIS : CNV. COOLING FAN FAILURE
- 444 n AXIS : INV. COOLING FAN FAILURE
- 445 n AXIS : SOFT DISCONNECT ALARM
- 446 n AXIS : HARD DISCONNECT ALARM
- 447 n AXIS : HARD DISCONNECT (EXT)
- 448 n AXIS : UNMATCHED FEEDBACK ALARM
- 449 n AXIS : INV. IPM ALARM
- 453 n AXIS : SPC SOFT DISCONNECT ALARM
- 456 ILLEGAL CURRENT LOOP
- 457 ILLEGAL HI HRV (250US)
- 458 CURRENT LOOP ERROR
- 459 HI HRV SETTING ERROR
- 460 n AXIS : FSSB DISCONNECT
- 461 n AXIS : ILLEGAL AMP INTERFACE
- 462 n AXIS : SEND CNC DATA FAILED
- 463 n AXIS : SEND SLAVE DATA FAILED
- 464 n AXIS : WRITE ID DATA FAILED
- 465 n AXIS : READ ID DATA FAILED
- 466 n AXIS : MOTOR/AMP COMBINATION
- 467 n AXIS : ILLEGAL SETTING OF AXIS
- 468 HI HRV SETTING ERROR(AMP)
Over travel alarms
- 500 OVER TRAVEL : +n
- 501 OVER TRAVEL : –n
- 502 OVER TRAVEL : +n
- 503 OVER TRAVEL : –n
- 504 OVER TRAVEL : +n
- 505 OVER TRAVEL : –n
- 506 OVER TRAVEL : +n
- 507 OVER TRAVEL : –n
- 508 INTERFERENCE: +n (T series (two–path control))
- 509 INTERFERENCE: –n (T series (two–path control))
- 510 OVER TRAVEL: +n
- 511 OVER TRAVEL: –n
- 514 INTERFERENCE : +n
- 515 INTERFERENCE : –n
Servo alarms
- 600 n AXIS: INV. DC LINK OVER CURRENT
- 601 n AXIS: INV. RADIATOR FAN FAILURE
- 602 n AXIS: INV. OVERHEAT
- 603 n AXIS: INV. IPM ALARM(OH)
- 604 n AXIS: AMP. COMMUNICATION ERROR
- 605 n AXIS: CNV. EX. DISCHARGE POW.
- 606 n AXIS: CNV. RADIATOR FAN FAILURE
- 607 n AXIS: CNV. SINGLE PHASE FAILURE
- 608 n AXIS: INV. COOLING FAN FAILURE
- 609 n AXIS: INV. RADIATOR FAN FAILURE
- 610 n AXIS: CNV. COOLING FAN FAILURE
- 611 n AXIS: CNV. RADIATOR FAN FAILURE
- 612 n AXIS: CNV. OVERLOAD PSM: Overheat occurred.
- 613 n AXIS: CNV. SINGLE PHASE FAILURE
- 641 n AXIS: SPEED DIFFERENCE ALARM
- 646 n AXIS: ABNORMAL ANALOG SIG.(EXT)
Overheat alarms
- 700 OVERHEAT: CONTROL UNIT
- 701 OVERHEAT: FAN MOTOR
- 704 OVERHEAT: SPINDLE
Rigid tapping alarms
- 740 RIGID TAP ALARM : EXCESS ERROR
- 741 RIGID TAP ALARM : EXCESS ERROR
- 742 RIGID TAP ALARM : LSI OVER FLOW
Serial Spindle Alarms
- 749 S–SPINDLE LSI ERROR
- 750 SPINDLE SERIAL LINK START FAULT
- 751 FIRST SPINDLE ALARM DETECTION (AL–XX)
- 752 FIRST SPINDLE MODE CHANGE FAULT
- 754 SPINDLE–1 ABNORMAL TORQUE ALM
- 762 SECOND SPINDLE MODE CHANGE FAULT
- 764 SPINDLE–2 ABNORMAL TORQUE ALM
- 772 SPINDLE–3 MODE CHANGE ERROR
- 774 SPINDLE–3 ABNORMAL TORQUE ALM
- 782 SPINDLE–4 MODE CHANGE ERROR
- 784 SPINDLE–4 ABNORMAL TORQUE ALM
System Alarms
- 900 ROM PARITY
- 910 SRAM PARITY : (BYTE 0)
- 911 SRAM PARITY : (BYTE 1)
- 912 DRAM PARITY : (BYTE 0)
- 913 DRAM PARITY : (BYTE 1)
- 914 DRAM PARITY : (BYTE 2)
- 915 DRAM PARITY : (BYTE 3)
- 916 DRAM PARITY : (BYTE 4)
- 917 DRAM PARITY : (BYTE 5)
- 918 DRAM PARITY : (BYTE 6)
- 919 DRAM PARITY : (BYTE 7)
- 920 SERVO ALARM (1–4 AXIS)
- 921 SERVO ALARM (5–8 AXIS)
- 924 SERVO MODULE SETTING ERROR
- 926 FSSB ALARM
- 930 CPU INTERRUPUT
- 935 SRAM ECC ERROR
- 940 PCB ERROR
- 950 PMC SYSTEM ALARM
- 951 PMC WATCH DOG ALARM
- 960 DC24V POWER OFF
- 970 NMI OCCURRED IN PMCLSI
- 971 NMI OCCURRED IN SLC
- 972 NMI OCCURRED IN OTHER MODULE
- 973 NON MASK INTERRUPT
- 974 F–BUS ERROR
- 975 BUS ERROR
- 976 L–BUS ERROR
Safety zone alarms
- 4500 REPOSITIONING INHIBITED
- 4502 ILLEGAL COMMAND IN BOLT HOLE
- 4503 ILLEGAL COMMAND IN LINE AT ANGLE
- 4504 ILLEGAL COMMAND IN ARC
- 4505 ILLEGAL COMMAND IN GRID
- 4506 ILLEGAL COMMAND IN SHARE PROOFS
- 4507 ILLEGAL COMMAND IN SQUARE
- 4508 ILLEGAL COMMAND IN RADIUS
- 4509 ILLEGAL COMMAND IN CUT AT ANGLE
- 4520 T, M INHIBITED IN NIBBLING-MODE
- 4521 EXCESS NIBBLING MOVEMENT (X, Y)
- 4522 EXCESS NIBBLING MOVEMENT (C)
- 4523 ILLEGAL COMMAND IN CIRCLE-NIBBL
- 4524 ILLEGAL COMMAND IN LINE-NIBBL
- 4530 A/B MACRO NUMBER ERROR
- 4531 U/V MACRO FORMAT ERROR
- 4532 IMPROPER U/V MACRO NUMBER
- 4533 U/V MACRO MEMORY OVERFLOW
- 4534 W MACRO NUMBER NOT FOUND
- 4535 U/V MACRO NESTING ERROR
- 4536 NO W, Q COMMAND IN MULTI-PIECE
- 4537 ILLEGAL Q VALUE IN MULTI-PIECE
- 4538 W NO. NOT FOUND IN MULTI-PIECE
- 4539 MULTI-PIECE SETTING IS ZERO
- 4540 MULTI-PIECE COMMAND WITHIN MACRO
- 4542 MULTI-PIECE COMMAND ERROR
- 4543 MULTI-PIECE Q COMMAND ERROR
- 4544 MULTI-PIECE RESTART ERROR
- 4600 T, C COMMAND IN INTERPOLATION
- 4601 INHIBITED T, M COMMAND
- 4602 ILLEGAL T-CODE
- 4606 A T COMMAND WAS ISSUED
- 4650 IMPROPER G-CODE IN OFFSET MODE
- 4700 PROGRAM ERROR (OT +)
- 4701 PROGRAM ERROR (OT –)
- 4702 PROGRAM ERROR (OT +)
- 4703 PROGRAM ERROR (OT –)
- 4800 ZONE : PUNCHING INHIBITED 1
- 4801 ZONE : PUNCHING INHIBITED 2
- 4802 ZONE : PUNCHING INHIBITED 3
- 4803 ZONE : PUNCHING INHIBITED 4
- 4810 ZONE : ENTERING INHIBITED 1 +X
- 4811 ZONE : ENTERING INHIBITED 1 –X
- 4812 ZONE : ENTERING INHIBITED 2 +X
- 4813 ZONE : ENTERING INHIBITED 2 –X
- 4814 ZONE : ENTERING INHIBITED 3 +X
- 4815 ZONE : ENTERING INHIBITED 3 –X
- 4816 ZONE : ENTERING INHIBITED 4 +X
- 4817 ZONE : ENTERING INHIBITED 4 –X
- 4830 ZONE : ENTERING INHIBITED 1 +Y
- 4831 ZONE : ENTERING INHIBITED 1 –Y
- 4832 ZONE : ENTERING INHIBITED 2 +Y
- 4833 ZONE : ENTERING INHIBITED 2 –Y
- 4834 ZONE : ENTERING INHIBITED 3 +Y
- 4835 ZONE : ENTERING INHIBITED 3 –Y
- 4836 ZONE : ENTERING INHIBITED 4 +Y
- 4837 ZONE : ENTERING INHIBITED 4 –Y
- 4870 AUTO SETTING FEED ERROR
- 4871 AUTO SETTING PIECES ERROR
- 4872 AUTO SETTING COMMAND ERROR