- Назад
- 4
- 5
- 6
- 7
- 8
- 9
- 10
- 11
- 12
- 13
- 14
- Вперёд
- Страница 9 из 50
Рекомендованные сообщения
NSerg
25
-
- Жалоба
- Рассказать
2 часа назад, Viktor2004 сказал:
….. Вы бы схему станка дали, понятнее будет
Кроме той электросхемы, что выше выложил, других нет.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

Viktor2004
689
-
- Жалоба
- Рассказать
53 минуты назад, NSerg сказал:
Кроме той электросхемы, что выше выложил, других нет.
Я как-то пропустил.
А ведь у вас на схеме шпиндельный привод действительно без оптики.
Вот что скажу из опыта. Вылет в черный экран по шине FSSB происходит только тогда, когда шина инициализирована, но потом произошел неожиданный разрыв. Разрыв скорее всего происходит в результате вибрации вызванной включением контактора МСС. Катушку и контакты этого контактора я показал на схеме
Проверять надо разъемы который я показал на схеме. 1-2 это оптика, 3-4 5-6 это провод который я показал на фото. Скорее всего именно в этих проводах плохой контакт. Попробуйте их промыть в спирте. Я даже иногда беру многожильный кабель, отрезаю короткий кусок и в каждый контакт разъема бросаю по одной волосинке провода что бы только он не вылезал из разъема. Потом аккуратно вставляю разъем. Попробуйте это, потом будем смотреть цепи включения контактора МСС




- Цитата
Ссылка на сообщение
Поделиться на других сайтах
NSerg
25
-
- Жалоба
- Рассказать
11 час назад, Viktor2004 сказал:
Я как-то пропустил.
А ведь у вас на схеме шпиндельный привод действительно без оптики.
Вот что скажу из опыта. Вылет в черный экран по шине FSSB происходит только тогда, когда шина инициализирована, но потом произошел неожиданный разрыв. Разрыв скорее всего происходит в результате вибрации вызванной включением контактора МСС. Катушку и контакты этого контактора я показал на схеме
Проверять надо разъемы который я показал на схеме. 1-2 это оптика, 3-4 5-6 это провод который я показал на фото. Скорее всего именно в этих проводах плохой контакт. Попробуйте их промыть в спирте. Я даже иногда беру многожильный кабель, отрезаю короткий кусок и в каждый контакт разъема бросаю по одной волосинке провода что бы только он не вылезал из разъема. Потом аккуратно вставляю разъем. Попробуйте это, потом будем смотреть цепи включения контактора МСС
Спасибо, в понедельник попробуем.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Viktor2004
689
-
- Жалоба
- Рассказать
2 часа назад, NSerg сказал:
в понедельник попробуем
и еще. После того как попробуете все что посоветовал выше, Вместо штатного включения станка надо попробовать после загрузки включить его замыканием двух проводов как я показал на рисунке.
Предварительно проверьте исправно ли реле К22, лучше замените его на аналогичное, потому что контакты его могут быть подгоревшие. Замкнув цепь вы выполните по сути операцию CONTROL ON. Посмотрим будет ли в этом случае станок отключаться. Только надо замкнуть и оставить замкнутой.

- Цитата
Ссылка на сообщение
Поделиться на других сайтах
NSerg
25
-
- Жалоба
- Рассказать
Всем спасибо, причину нашли. Коротил на массу провод +24 эм муфты оси X (Y21).
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 2 недели спустя…
Tiu
0
-
- Жалоба
- Рассказать
Здравствуйте. Токарный станок DMC DL 21. Стойка fanuc Oi-TD. Возникает ошибка SP9031 сразу же при включении станка. Также на сервоусилителе ошибка 31. Вроде как жалуется на датчик двигателя шпинделя, но при вращении шпинделя рукой обороты считает нормально. Также проверил все разъёмы и соединения, всё в порядке. В чём может быть причина? Почему-то не получается прикрепить фото
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Tiu
0
-
- Жалоба
- Рассказать
17 часов назад, Tiu сказал:
Здравствуйте. Токарный станок DMC DL 21. Стойка fanuc Oi-TD. Возникает ошибка SP9031 сразу же при включении станка. Также на сервоусилителе ошибка 31. Вроде как жалуется на датчик двигателя шпинделя, но при вращении шпинделя рукой обороты считает нормально. Также проверил все разъёмы и соединения, всё в порядке. В чём может быть причина? Почему-то не получается прикрепить фото
Проблема решилась. Оказалось, что ошибка была не у главного шпинделя, а шпинделя в револьвере для приводного блока. Его просто заклинило. Сняли блок на выключенном станке, потом включили, покрутили револьвером и поставили блок обратно.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 2 месяца спустя…
evgeny232
0
-
- Жалоба
- Рассказать
Всем привет! Кто сталкивался с такой ошибкой на fanuc
HOM2003
TURRET UNCLAMP OVERTIME

При смене инструмента заклинило револьверную голову с такой ошибкой.
При сбросе ошибки с последующим поворотом головы выскакивает такая же ошибка

- Цитата
Ссылка на сообщение
Поделиться на других сайтах
evgeny232
0
Viktor2004
689
-
- Жалоба
- Рассказать
9 часов назад, evgeny232 сказал:
TURRET UNCLAMP OVERTIME
Выставить револьверную голову. Проверить ее зажим-разжим и фактически и по срабатыванию концевиков. Потом пробовать смену инструмента.
У вас в процессе смены голова должна сначала разжать револьвер, потом его провернуть, потом снова зажать. А зажать он не может. Либо не видит концевиком что зажата
Ссылка на сообщение
Поделиться на других сайтах
- 1 месяц спустя…
__Андрей__
0
-
- Жалоба
- Рассказать
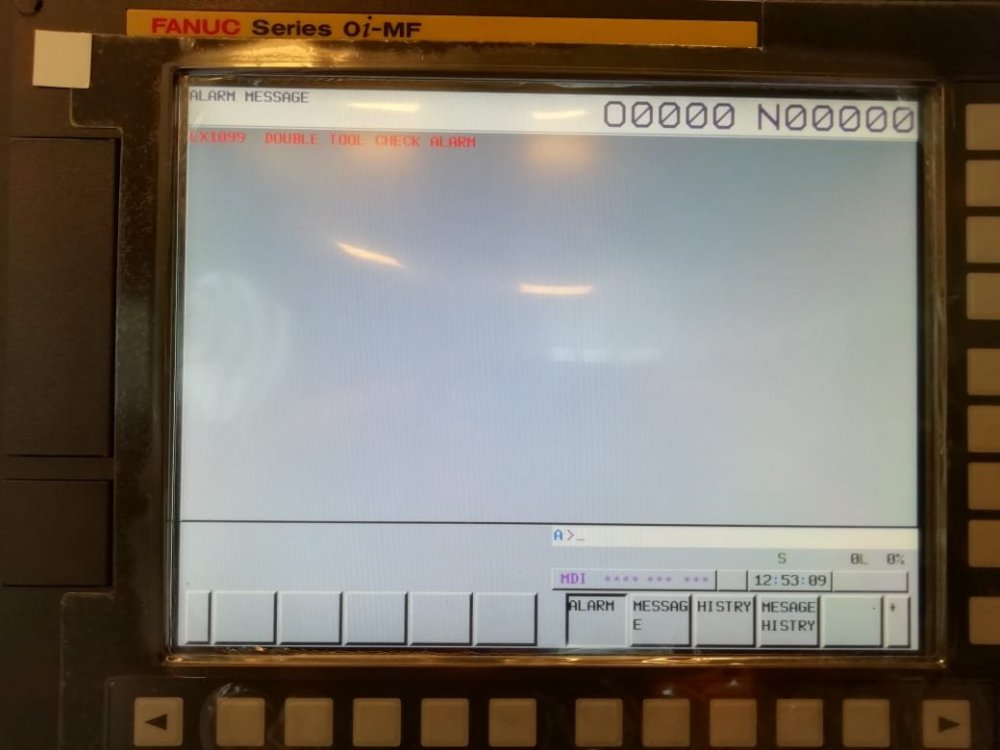
Здравствуйте товарищи ! С новыми усилиями новое дно. Нет пределу непонятным ошибкам. Станок Tongtai VTX 5A на Fanuc 0i MF. Во время смены инструмента был нажат RESET ! Итог — физически поменялся инструмент, инструмент в барабан НЕ ушел, завис механизм «убирания» инструмента в револьвер; графически вирутально — на дисплее смены инструмента цифры не изменились. Вывалилась ошибка EX1099 — Double tool check alarm. Помогите пожалуйста, хоть словом, хоть делом.
.thumb.jpeg.73e681f7ceaa8fe9835b1bd6873e66e3.jpeg)
.thumb.jpeg.fbd35fe53f63d473e1ee06748dea6000.jpeg)
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
![]()
vl_cnc
86
-
- Жалоба
- Рассказать
Нехорошо нажимать Reset во время смены инструмента. Данная ошибка прописана производителем станка и должна быть описана в мануалах к станку, так же , как и процедура восстановления исходного состояния АСИ. Могу предположить, что нужно проверить и исправить таблицу с номерами инструментов, возможно там дублируется какой-то номер. Зачастую, эти номера находятся в DATA.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
__Андрей__
0
-
- Жалоба
- Рассказать
18 часов назад, vl_cnc сказал:
Нехорошо нажимать Reset во время смены инструмента. Данная ошибка прописана производителем станка и должна быть описана в мануалах к станку, так же , как и процедура восстановления исходного состояния АСИ. Могу предположить, что нужно проверить и исправить таблицу с номерами инструментов, возможно там дублируется какой-то номер. Зачастую, эти номера находятся в DATA.
В том и проблема, что в мануале не прописано нормально. Во первых на ломаном английском, во вторых на другую стойку ( версию или прошивку ). Даже не могу чисто интуитивно найти настройки инструмента. Третий день станок стоит  Весь инет обшарил
Весь инет обшарил
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Viktor2004
689

andrey2147
147
-
- Жалоба
- Рассказать
Фото корректоров ин-та выложи.
2 часа назад, __Андрей__ сказал:
на другую стойку ( версию или прошивку
Так уж определись.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Viktor2004
689
-
- Жалоба
- Рассказать
18 минут назад, Viktor2004 сказал:
Пришлите PMC.PRM и MACRO
И ещё P-CODE
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
__Андрей__
0
-
- Жалоба
- Рассказать
В 23.06.2020 в 11:24, Viktor2004 сказал:
И ещё P-CODE
Знал бы я точно, что это такое xD
По итогу — решено. Сбился порядок инструмента в настройках. Параметр «D» с 451 по 470, было две одинаковых цифры, это получается инструмент в барабане, а с 431 по 450 это типа инструмент в шпинделе. Настройки в кнопке system, очень долго тыкать если честно, конечная кнопка «zoom».
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Sergeiteplo
0
-
- Жалоба
- Рассказать
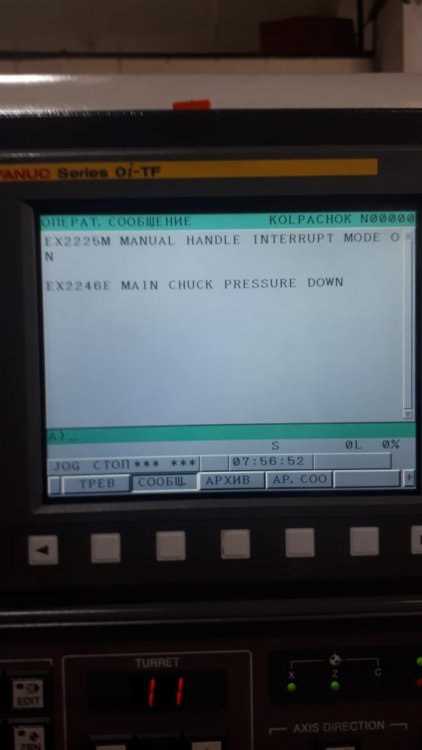
Не могу разобраться с ошибкой, помогите пожалуйста)
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
![]()
vl_cnc
86
-
- Жалоба
- Рассказать
29 минут назад, Sergeiteplo сказал:
Не могу разобраться с ошибкой, помогите пожалуйста)

С какой именно? верхняя — включен режим работы маховичком, нижняя — низкое давление зажима кулачков патрона.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Sergeiteplo
0
-
- Жалоба
- Рассказать
22 минуты назад, vl_cnc сказал:
С какой именно? верхняя — включен режим работы маховичком, нижняя — низкое давление зажима кулачков патрона.
извиняюсь, не объяснил. смысл такой, опускаю давление зажима кулачков ниже 13, кулачки по не понятной мне причине не зажимают заготовку, а на дисплей появляется данное сообщение. если давление поставить выше 13, то гидравлика работает, кулачки сжимаются. хочется понять, в чем причина
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- Назад
- 4
- 5
- 6
- 7
- 8
- 9
- 10
- 11
- 12
- 13
- 14
- Вперёд
- Страница 9 из 50
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
#1
![]()
OFFLINE
Rodriguezz
-
- Пользователи
-
- 4 сообщений
Абитуриент


- Пол:Мужчина
- Город:Пермь
- Из:Пермь
Отправлено 07 Июль 2014 — 01:04
В общем сначала появилась ошибка 9006 S-spindle error , было принято решение сделать обманку для термодатчика. Спустя недели 3 при длительной фрезеровке вылезла ошибка 9083, ее сбросил и затем при включении станка вылезла 9031. Сейчас ошибка 9031 вылазит постоянно при переключении РГ, либо при использовании приводного инструмента спустя минут 5 работы. У всех ошибок общая черта в тексте упоминается SPN 2. Меня пытаются убедить что SPN 2 — это противошпиндель, типа туда попала сож и датчик проржавел вот и пишет ….Как вылечить сатнок? 
-
0
- Наверх
#2
![]()
OFFLINE
Rodriguezz
Rodriguezz
-
- Пользователи
-
- 4 сообщений
Абитуриент
- Пол:Мужчина
- Город:Пермь
- Из:Пермь
Отправлено 07 Июль 2014 — 19:21
Вызвали типа специалистов, которые заключили, что ошибки 9031 и 9083 следствие больших люфтов в РГ (в приводе от двигателя к приводному инструменту. Другие спецы, которые консультируют удаленно говорят, что люфт клинить двигатель не может. Пока причину точно не нашли.
-
0
- Наверх
#3
![]()
OFFLINE
ava78
ava78
-
- Пользователи
-
- 1 сообщений
Абитуриент
- Пол:Мужчина
- Из:Бобруйск
Отправлено 11 Октябрь 2020 — 13:39
Добрый день.
Ошибка 9006 S-spindle — как сделали обманку?
У нас проблема не с датчиком, а с самим входом
-
0
- Наверх
9031 SPN 1 MOTOR LOCK OR V- SIG LOS ALARM IN FANUC CONTROL

Remedy :-
Cause 1: Check servo motor resistance or insulation resistance if not get balance resistance of spindle motor or found body short replaced the spindle motor
Cause 2 : Check output voltage of Stabilizer should be balanced ,Should be RN-YN-BN = 230 VAC
Newer Post
Older Post
Home
На чтение 13 мин. Просмотров 2 Опубликовано
Содержание
- Thread: Fanuc 0iMC -9031 Motor lock or V Sig Loss
- Fanuc 0iMC -9031 Motor lock or V Sig Loss
- Re: Fanuc 0iMC -9031 Motor lock or V Sig Loss
- Re: Fanuc 0iMC -9031 Motor lock or V Sig Loss
- Re: Fanuc 0iMC -9031 Motor lock or V Sig Loss
- Re: Fanuc 0iMC -9031 Motor lock or V Sig Loss
- cnc-club.ru
- Ошибки в FANUC Oi-TD
- Ошибки в FANUC Oi-TD
- Re: Ошибки в FANUC Oi-TD
- Re: Ошибки в FANUC Oi-TD
- Re: Ошибки в FANUC Oi-TD
- Устранение ошибок станков ЧПУ Fanuc
- Ошибка Fanuc DS0300
- Ошибка Fanuc DS0300 – села батарейка, что делать?
- О чём нам сообщает станок?
- Зачем нужна эта батарея и где она находится?
- На что следует обратить особое внимание?
- Какая последовательность действий?
- Как определить нулевое положение машинных координат?
- Корректировка Z координаты смены инструмента.
Thread: Fanuc 0iMC -9031 Motor lock or V Sig Loss
Thread Tools
Search Thread
Display
Fanuc 0iMC -9031 Motor lock or V Sig Loss
In MDI/Auto mode, only in case of one particular tool, when spindle speed is more than 1500 rpm, we find Load on spindle (L) as seen at the bottom of position screen to be shooting upto 164%(although tool is running on load ie not in touch with job) and hence trips with alarm 9031, we dont have this problem in case of any other tools even at 2000 rpm
We replaced tool with new one
Spindle Motor has timing belt and there is no gear box.
We can not doubt feedback, as no problem in case of any other tools even bigger than this one
With same set of toolings and same job being made since last 5 years
Re: Fanuc 0iMC -9031 Motor lock or V Sig Loss
9031 spn 1 motor lock alarm on fanuc control cnc mill
Re: Fanuc 0iMC -9031 Motor lock or V Sig Loss
Does the motor have dual winding contactor? It may be one ‘range’ contacts are bad.
Re: Fanuc 0iMC -9031 Motor lock or V Sig Loss
I would check the pullstud first, if it is different, it may lead to different travel of the collet mechanism
Re: Fanuc 0iMC -9031 Motor lock or V Sig Loss
In MDI/Auto mode, only in case of one particular tool, when spindle speed is more than 1500 rpm, we find Load on spindle (L) as seen at the bottom of position screen to be shooting upto 164%(although tool is running on load ie not in touch with job) and hence trips with alarm 9031, we dont have this problem in case of any other tools even at 2000 rpm
We replaced tool with new one
Spindle Motor has timing belt and there is no gear box.
We can not doubt feedback, as no problem in case of any other tools even bigger than this one
With same set of toolings and same job being made since last 5 years
TRY M 40
M 41
or check the motor
Источник
cnc-club.ru
Статьи, обзоры, цены на станки и комплектующие.
Ошибки в FANUC Oi-TD
Ошибки в FANUC Oi-TD
Сообщение Костян челябинский » 12 сен 2016, 12:40

Re: Ошибки в FANUC Oi-TD
Сообщение odekolon » 12 сен 2016, 21:57
на самом деле, подозреваю, что крутые специалисты по фанукам , здесь не тусуются.
я к фануку подошел 2 недели назад, поэтому не стоит мои советы рассматривать как окончательные
сначала я бы почитал мануалы хотя бы отсюда
http://www.chipmaker.ru/files/file/10979/
у фануков, буква M в названии системы означает фрезерный а Т — токарный
таким образом, тебе нужны мануалы на FANUC 0i-D
в каждом мануале часто есть ссылки на другие мануалы этой серии. Дальше — гуглить «FANUC — код мануала — pdf»
потом осмотрел бы все вентиляторы, особенно на драйверах и сервах.
подобные сообщения, может генерить также программа электроавтоматики (PMC) — это «сердце» конкретного станка. ее пишет производитель конкретного станка под свое электрооборудование.
На моем станке — программа запаролена. может оно и к лучшему — сломать труднее.
если сообщения генеряться электроавтоматикой, то понять эти сообщения можно только прочитав РЭ на конкретный станок
но китайцы обычно ленятся писать подробно и понятно
в общем гуглить, читать, думать и опять гуглить..
ЗЫ
а может повезет и откликнется владелец такого же станка!

Re: Ошибки в FANUC Oi-TD
Сообщение Lexxa » 13 сен 2016, 15:22
1) проверить вентиляторы. Кроме вентиляторов на сервосистеме есть венттиляторы на самой чпу (это то что с экраном). Гарантированно один из них подклинивает — обычное дело, засирается все пылью. Достаточно продуть и протереть корпус, чтобы кыльчатка не застревала.
2) ошибки типа ошибка привода шпинделя. У фанука привод шпинделя цепляется не по FSSB а по отдельному кабелю. Кабель этот соединяет ЧПУ (то что с экраном) с приводом. Привода подач соединины последовательно оптикой. Частенько проблема в разъемах.
Более детально вы можете найти информацию в руководстве по тех. обслуживанию и в Connection Manual (hardware) на стойку 0i модель D, если не найдете — ищите на С, там практически все то же самое.
Успехов.

Re: Ошибки в FANUC Oi-TD
Сообщение Костян челябинский » 13 сен 2016, 20:59
Источник
Устранение ошибок станков ЧПУ Fanuc

ЧПУ станки Fanuc являются отличным оборудованием с большим количеством инструментов. Однако, как и любая другая машина, иногда все может пойти не так. Хотя в некоторых случаях ваш станок Fanuc требует капитального ремонта, а в некоторых случаях есть простое решение проблемы. В целях снижения уровня стресса, связанного с устранением неисправностей предлагаем элементарные решения для решения некоторых неисправностей Fanuc.
Ниже приведены наиболее распространенных ошибки, которые могут возникнуть
при работе со станком Fanuc, и способы их устранения.

Как устранить вращение мотора в противоположном направлении.
Многие люди думают, что если у вас есть двигатель, движущийся в неправильном направлении,
это проблема неправильного подключения. Это не всегда так. В цифровой сервосистеме переменного тока
ЧПУ создает форму волны, и именно датчик на двигателе контролирует направление вращения двигателя.
Вы не можете изменить фазу двигателя любым способом, кроме изменения настроики параметров.
Заданный вами параметр сообщает ЧПУ, является ли движение по часовой стрелке или
против часовой стрелки с точки зрения двигателя. Если двигатель не движется в нужном вам направлении,
вам необходимо откорректировать настройки параметров.
Возможная причина, по которой у вас может быть вращение двигателя оси
в неправильном направлении, заключается в том, что вы невольно включили выбор зеркального изображения.
Если выбрано зеркальное изображение, это меняет направление движения двигателя оси на противоположное.
Если ваш двигатель вращается не в ту сторону, и у вас правильно установлены все параметры, есть шанс,
что вы случайно активировали эту настройку.
Как исправить ошибку FANUC CNC: Сигнализация перегрузки по току
Более высокий, чем обычно, ток не является нормальным.
Если серводвигатель, контролирующий качество тока, обнаруживает шум в системе, он включает
сигнал тревоги и выключает систему. Сигнал тревоги перегрузок по току означает,
что через канал постоянного тока протекает слишком большой ток, что обычно указывает на короткое
замыкание в системе.
Если у вас имеется сигнализация об ошибке по току, некоторые распространенные причины:
- загрязнение и плохое охлаждение двигателя;
- неисправность сервоприводов;
- затупившейся инструмент;
- неисправные транзисторы могут привести к ошибке.
Ошибка превышения скорости движения
Причина, по которой возникает эта ошибка, заключается в том, что при выключении ЧПУ
в памяти сохраняется последняя положения оси двигателя. Если вы поставите новый или другой двигатель,
возникнет конфликт между новой позицией и позицией которую запомнил ЧПУ. Энкодер попросит вас изменить положение
машины после перезагрузки. Но когда вы попытаетесь выполнить повторное обращение к станку он
вернется к своему стандартному значению и из-за конфликта выдаст ошибку о превышении
скорости движения.
Чтобы устранить ошибку все, что вам нужно сделать, это выключить машину. Затем, нажимая кнопку «P»
и кнопку отмены, снова включите аппарат, продолжая удерживать клавиши нажатыми. Это приведет к тому,
что машина будет игнорировать любые сигналы тревоги до тех пор, пока первая нулевая исходная позиция
не будет завершена на этой оси. Это отменит тревожную сигнализацию.
Источник
Ошибка Fanuc DS0300
Ошибка Fanuc DS0300 – села батарейка, что делать?
 В первую очередь не стоит паниковать! Данная ситуация крайне распространена и легко поддаётся “лечению” – главное всё сделать правильно и не торопиться. Для полного понимания процесса просим Вас внимательно изучить нашу статью! Если на станке ДРУГАЯ ОШИБКА (не связанная с батарейкой) и Вы попали на эту страницу случайно, то рекомендуем Вам перейти по ссылке: “Ошибки FANUC. Расшифровка и рекомендации“. Там собрана полезная информация не только по ошибкам, но и по методам их диагностики.
В первую очередь не стоит паниковать! Данная ситуация крайне распространена и легко поддаётся “лечению” – главное всё сделать правильно и не торопиться. Для полного понимания процесса просим Вас внимательно изучить нашу статью! Если на станке ДРУГАЯ ОШИБКА (не связанная с батарейкой) и Вы попали на эту страницу случайно, то рекомендуем Вам перейти по ссылке: “Ошибки FANUC. Расшифровка и рекомендации“. Там собрана полезная информация не только по ошибкам, но и по методам их диагностики.
О чём нам сообщает станок?
В первую очередь необходимо прочитать ошибки с экрана станка, которые можно открыть нажатием клавиши MESSAGE. Там могут быть ошибки следующего содержимого на разных языках:
- DS0300 APC ALARM : (X) AXIS NEED ZRN
- DS0300 APC АВ. С : (Y) НЕОБХ. ВОЗВР. В ИСХ. Т
- DS0307 (Z) APC ALARM : BATTERY LOW 1
- DS0307 (X) APC АВ. СООБ : РАЗР. БАТАР. 1
Вариантов отображения может быть значительно больше, в том числе и на китайском! “Кривой” перевод ошибок на русский порождает еще большее количество интерпретаций – это не важно! Если в списке ошибок встречаются слова BATTERY, БАТАРЕЯ, LOW, РАЗРЯЖЕНА, ZRN, ВОЗВРАТ В ИСХОДНУЮ ТОЧКУ и т.д… А также, всё это сопровождается перечислением координат X, Y, Z – значит причина установлена. Это может быть:
- Разрядившаяся батарея Fanuc (игнорирование предупреждающих сообщений)
- Неправильно заменённая батарея Fanuc (например, на выключенном станке)
- Отсоединение провода энкодера от серводвигателя (при ремонтах и техническом обслуживании)
Зачем нужна эта батарея и где она находится?
Первое и самое важное – Fanuc батарейка позволяет станку не забывать свои координаты при выключенном питании. Вначале, при понижении заряда батареи, станок выдаёт соответствующее предупреждающее сообщение. После первого появления сообщения о низком заряде батареи необходимо как можно скорее её заменить. Вы можете приобрести её у нас, написав нам по форме обратной связи или позвонив по телефону +7 (495) 211-51-66. Заменять батарею необходимо ТОЛЬКО НА ВКЛЮЧЕННОМ СТАНКЕ! Если сообщение было проигнорировано и батарею вовремя не заменили, то в последствии “слетает” машинный ноль станка и потребуется его повторная привязка, требующая ОСТОРОЖНОСТИ!
 Батарейку необходимо искать внутри электрошкафа станка, на жёлтом блоке Fanuc. Обычно она располагается в коробочке, подвешенной на этот блок управления приводами. Батарейка соединена с блоком при помощи провода с разъёмом. Иногда, например на станках Takisawa, батарейку выносят снаружи электрошкафа и заменяют её на обычные батарейки высокой ёмкости типа D. Их легко купить в любом магазине, а также Вам нет необходимости вызывать электрика для осуществления работ внутри электрошкафа. Такие батарейки могут эксплуатироваться до 5-ти лет, в то время как стандартную батарейку Fanuc необходимо менять 1 раз в год.
Батарейку необходимо искать внутри электрошкафа станка, на жёлтом блоке Fanuc. Обычно она располагается в коробочке, подвешенной на этот блок управления приводами. Батарейка соединена с блоком при помощи провода с разъёмом. Иногда, например на станках Takisawa, батарейку выносят снаружи электрошкафа и заменяют её на обычные батарейки высокой ёмкости типа D. Их легко купить в любом магазине, а также Вам нет необходимости вызывать электрика для осуществления работ внутри электрошкафа. Такие батарейки могут эксплуатироваться до 5-ти лет, в то время как стандартную батарейку Fanuc необходимо менять 1 раз в год.
На что следует обратить особое внимание?
ВАЖНО. Во избежание серьёзных поломок оборудования рекомендуется визуально контролировать перемещаемые элементы станка на соударение. Для этого требуется снять защитные кожуха перепривязываемых осей. Отметку максимально возможного хода подвижного элемента можно определить по старым масляным следам на направляющих и гайке ШВП. Неправильная привязка осей относительно исходного нуля (с погрешностью более 5мм) может привести к вылету стола станка за свои механические пределы, так как при смещении машинного нуля поле допустимого перемещения смещается вместе с ним! После перепривязки осей ОБЯЗАТЕЛЬНО проверяйте максимальный ход по осям на маленьких скоростях.
Какая последовательность действий?
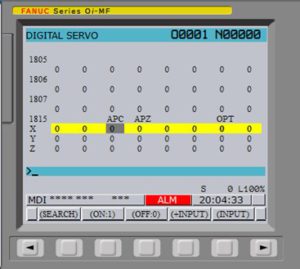
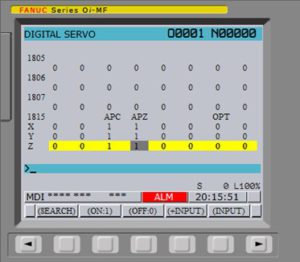
1. Переходим к параметру 1815 (MDI → SYSTEM → 1815 → SEARCH) – это параметр установки машинного нуля станка по координатам. На рисунке изображено исходное состояние параметра 1815. Если привязка машинных нулей “слетела”, то у Вас в столбце APZ будут стоять нули и это не должно Вас смущать.
2. Не забываем перед изменением параметров разрешить их редактирование ( MDI → SET/OFS → SETING → PARAMETER WRITE = 1 ). Заморгает ошибка “редактирование параметров разрешено” – это Вас также не должно смущать
3. Для начала изменения машинных координат необходимо в биты APZ и APC ввести нули, как на картинке и выполнить перезагрузку ЧПУ. Если Вам необходимо привязать только одну ось (например после ремонта или замены двигателя), то выполняйте данную последовательность только для нужной оси, а не для всех одновременно.
4. Возвращаемся к параметру 1815 и вводим в биты APC единичные значения. Введя значения снова производим перезагрузку ЧПУ.

5. Включив станок перемещаем оси в требуемое нам нулевое положение машинной системы координат (как определить точку машинных координат подробно изложено в следующем разделе). Перемещение станка осуществляется в режиме JOG при этом не рекомендуется использовать ускоренную подачу, так как в данном режиме ход осей не ограничен! Установив оси станка в нужное положение вводим единички в биты APZ и последний раз перезагружаем ЧПУ.
6. Все ошибки с экрана должны исчезнуть, но не спешите радоваться! Ещё нужно проверить правильность проделанных Вами действий! Для этого ознакомьтесь со следующим разделом статьи.
ВНИМАНИЕ. Изменение машинного нуля не приведёт к изменению параметров 1320 и 1321 (они отвечают за ограничения рабочей зоны станка и лимиты перемещений). Поэтому не забудьте их проверить и отредактировать при необходимости.
Как определить нулевое положение машинных координат?
Перед перепривязкой машинной системы координат (МСК) необходимо определить место, где будет находиться новый ноль станка. Для этого начнём с начала. Аксиомой является то, что привязать ноль МСК можно абсолютно в любое место. Нас ограничивают только геометрические параметры станка. Для простоты мы будем привязывать МСК в её предыдущее положение.
Исходными данными для определения этой точки будут значения, установленные в параметрах 1320 и 1321. Эти параметры определяли координаты, за которые станку нельзя было перемещаться. Своего рода программные концевики. При подходе стола к этим координатам ЧПУ останавливает сервопривод, что предохраняет станок от повреждения. Картинка и рисунок ниже помогут Вам понять, за что отвечают значения установленные в параметрах 1320 и 1321.
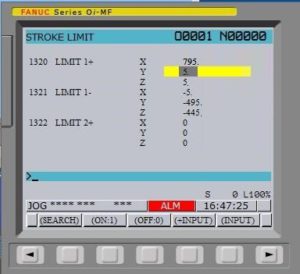
Взяв эти параметры можно рассчитать примерное положение МСК до проведения работ. При этом нужно понимать, что рабочее поле станка может отличаться от размера стола. На картинке рабочее поле станка показано красным прямоугольником. Центр прямоугольника будет соответствовать центру стола. Для большей точности можно нарисовать рабочее поле прямо на столе (маркером) и установить в шпиндель инструмент с острым кончиком (сверло). Кончик сверла необходимо подвести к точке найденного и отмеченного машинного нуля по осям X и Y, а ось Z поднять на максимальную высоту (разумеется не до столкновения гайки ШВП с опорой винта). Максимальную высоту имеет смысл проконтролировать по следам на направляющих.

Корректировка Z координаты смены инструмента.
Невозможно привязать машинный ноль строго в значение, где он был раньше. Поэтому точка смены инструмента также может сместиться! Смещение более 0.2 мм уже может стать причиной серьёзной аварии, поэтому после перепривязки машинного нуля по оси Z обязательно нужно перепроверить координату смены инструмента (параметр 1240)
Определяется необходимое значение в ручном режиме, путём подвода шпинделя в необходимою позицию по оси Z. Ни в коем случае нельзя менять инструмент в автоматическом режиме, до проверки правильности установленной координаты. На картинке показана правильная позиция смены инструмента, расстояние Т зависит от типоразмера конуса патрона.
Установив инструмент в нужную позицию считайте новые машинные координаты смены инструмента из меню POS. Полученные значения вводятся в параметр 1240.
Источник
-
Dear Sirs
In MDI/Auto mode, only in case of one particular tool, when spindle speed is more than 1500 rpm, we find Load on spindle (L) as seen at the bottom of position screen to be shooting upto 164%(although tool is running on load ie not in touch with job) and hence trips with alarm 9031, we dont have this problem in case of any other tools even at 2000 rpm
We replaced tool with new one
Spindle Motor has timing belt and there is no gear box.
We can not doubt feedback, as no problem in case of any other tools even bigger than this one
With same set of toolings and same job being made since last 5 years
Kindly revert
-
Re: Fanuc 0iMC -9031 Motor lock or V Sig Loss
9031 spn 1 motor lock alarm on fanuc control cnc mill
-
Re: Fanuc 0iMC -9031 Motor lock or V Sig Loss
Does the motor have dual winding contactor? It may be one ‘range’ contacts are bad.
-
Re: Fanuc 0iMC -9031 Motor lock or V Sig Loss
I would check the pullstud first, if it is different, it may lead to different travel of the collet mechanism
-
Re: Fanuc 0iMC -9031 Motor lock or V Sig Loss
Originally Posted by M.RISHIKESH
Dear Sirs
In MDI/Auto mode, only in case of one particular tool, when spindle speed is more than 1500 rpm, we find Load on spindle (L) as seen at the bottom of position screen to be shooting upto 164%(although tool is running on load ie not in touch with job) and hence trips with alarm 9031, we dont have this problem in case of any other tools even at 2000 rpm
We replaced tool with new one
Spindle Motor has timing belt and there is no gear box.
We can not doubt feedback, as no problem in case of any other tools even bigger than this one
With same set of toolings and same job being made since last 5 years
Kindly revert
TRY M 40
M 41
or check the motor
-
IS the tool too heavy? Try to lower the speed.

Similar Threads
-
Replies: 57
Last Post: 05-23-2022, 03:56 PM
-
Replies: 16
Last Post: 08-09-2021, 01:35 PM
-
Replies: 6
Last Post: 05-30-2010, 09:37 AM
-
Replies: 2
Last Post: 08-12-2009, 04:05 PM
-
Replies: 7
Last Post: 01-06-2008, 10:17 AM
Tags for this Thread
Posting Permissions

- You may not post new threads
- You may not post replies
- You may not post attachments
- You may not edit your posts
- BB code is On
- Smilies are On
- [IMG] code is On
- [VIDEO] code is On
- HTML code is Off
Forum Rules