Рекомендованные сообщения
liqvidator
18
-
- Жалоба
- Рассказать
Здравствуйте коллеги.
На фрезерном ОЦ (3х осевом) с Fanuc 0i-MD возникли проблемы. При включении станка выдает ошибки:
SP1220 (S) ОТСУТ. УСИЛ. ШПИН
SV5136 FSSB: Сила тока недостаточна
На частотном усилителе A06B-6164-H343#H580 сразу после включения загорается индикатор ALM.
После загрузки станка и отжатия аварийного останова на катушку главного электромагнитного пускателя не приходит 110V.
Между фазами напряжение 223В, а относительно заземления 150В, 136В, 114В.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
bfi
99
-
- Жалоба
- Рассказать
поищите в сообщениях 5136, скоро писал, может где-то к.з. на линии +5В, тогда привод не отвечает ЧПУ, итог-5136
Ссылка на сообщение
Поделиться на других сайтах
liqvidator
18
- Автор
-
- Жалоба
- Рассказать
В 17.05.2018 в 10:49, bfi сказал:
поищите в сообщениях 5136, скоро писал, может где-то к.з. на линии +5В, тогда привод не отвечает ЧПУ, итог-5136
Прозвонил все разъемы энкодеров — всё ОК. Решил делать свап плат чтобы понять какая плата вышла из строя. Снял плату A20B-2101-0711/06DR и поменял с аналогичной A20B-2101-0029/02B, ошибка исчезла. Привод заработал. То ли микротрещина где то на родной плате, то ли понять не могу почему так система себя ведёт. Плату несколько раз спиртом с щёткой почистил. Поставил снова родную — итог станок проработал минуты 2 потом снова ушёл в защиту. Плату меняю система опять работает.

- Цитата
Ссылка на сообщение
Поделиться на других сайтах

Viktor2004
689
-
- Жалоба
- Рассказать
У меня была микротрещина на процессорной плате ЧПУ. Когда надавливал на середину и чуть-чуть пальцами отгибал края, все работало. Как только отпускал, сразу отказ. Найти дефект на плате оказалось нереально. Слишком плотный монтаж с BCD-корпусами чипов. Только менять. При чем фанук платы просто так не продает, обязательно приезжает сам, меняет и забирает неисправную плату с собой. Еще и за его приезд надо денег вывалить. Есть вариант купить в Кетае. Это дешевле, но и рискованнее.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
liqvidator
18
- Автор
-
- Жалоба
- Рассказать
Сейчас чистил плату и снова поменял местами. Включил контроллер и станок загрузился, ошибка была только Emergency Stop. Простоял минуты 3-4 потом снова вылетел.
SYS ALM 120 FSSB DISCONNECTION MAIN + «7 страниц кодов» было. Монитор залитый был когда-то из-за этого матрица повреждена и изображение на нём не четкое.
Ну и разумеется после этого он перестал работать снова.
По существу 3 вопроса:
1. Можно ли прямо в разъём FSSB заливать спирт? Но я так понимаю туда лучше ничем не лазить?
2. Можно ли FSSB разъемы перепаять местами? Плата многослойная и на просвет непонятно есть ли там внутренние дорожки, хотя скорей всего есть.
3. По какому принципу подбирать плату? Я так понимаю A20B-2101-0711 далее уже что будет написано это без разницы или нет?
Изменено пользователем liqvidator
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
liqvidator
18
- Автор
-
- Жалоба
- Рассказать
Обратил внимание, что при возникновении данной ошибки и состояния индикация COP10A и COP10B горит в «полнакала».
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Viktor2004
689
-
- Жалоба
- Рассказать
Разъем FSSB зачем перепаивать? Там оптика. Промыть ее можно. Там светодиод и фотодиод. Думаю перепайка нанесет больше вреда чем пользы.
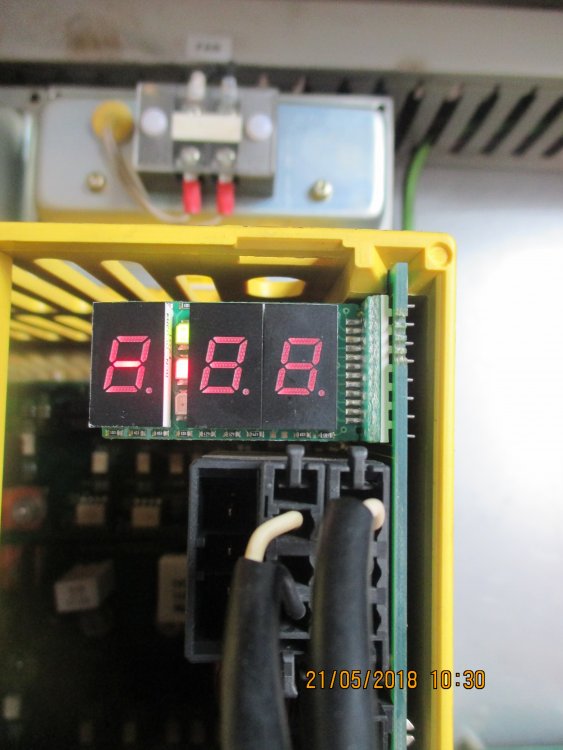
Плату лучше искать такую же. Из-за несовпадения версии софта прошивки платы, оно не будет работать. Версия прошивки смотрится при включении блока. Там на 7-сегментном индикаторе начинают по очереди загораться буквы, цифры, дефисы. Их надо переписать. Какой-то софт совместим, какой-то нет, этого никто не скажет.
Это плата осевого привода или шпиндельного? Вроде изначально ошибки были на двух приводах
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
liqvidator
18
- Автор
-
- Жалоба
- Рассказать
1 час назад, Viktor2004 сказал:
Разъем FSSB зачем перепаивать? Там оптика. Промыть ее можно. Там светодиод и фотодиод. Думаю перепайка нанесет больше вреда чем пользы.
Плату лучше искать такую же. Из-за несовпадения версии софта прошивки платы, оно не будет работать. Версия прошивки смотрится при включении блока. Там на 7-сегментном индикаторе начинают по очереди загораться буквы, цифры, дефисы. Их надо переписать. Какой-то софт совместим, какой-то нет, этого никто не скажет.
Это плата осевого привода или шпиндельного? Вроде изначально ошибки были на двух приводах
Станок 0i-Mate там beta привод один на все оси + шпиндель (beta i SVSP 40/40/80-15).
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Anat2015
318
-
- Жалоба
- Рассказать
1 час назад, liqvidator сказал:
там beta привод один на все оси + шпиндель
Это не привод, это модуль приводов, контроль каждой координаты идет индивидуально
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
liqvidator
18
- Автор
-
- Жалоба
- Рассказать
Попробую завтра найти кондёры и все заменить. SMD-шные не буду трогать. Если б был транзистор сразу бы ошибку выдавала, а кондёр что-то мне кажется может периодически и работать.
На силовой то плате бывало что приходилось пропаивать нижние резисторы по 30кОм на подобных плат, там из-за нагрева что ли бывает в пайке микротрещины образуются.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
![]()
vl_cnc
86
-
- Жалоба
- Рассказать
В 22.05.2018 в 16:15, liqvidator сказал:
SMD-шные не буду трогать.
Несколько раз приходилось ремонтировать платы фануковских драйверов, и проблема была именно в SMD конденсаторах, они не долговечны, лучше менять все сразу и на 105-ти градусные. Но в моё случае ошибки были другие, и с прогревом около 15-20 минут драйвера начинали работать нормально.
Ссылка на сообщение
Поделиться на других сайтах
- 4 недели спустя…
liqvidator
18
- Автор
-
- Жалоба
- Рассказать
Эпопея закончилась — заменой платы A20B-2101-0711/06DR — станок YOPM поставщик из Москвы периодически в течении гарантии появлялась данная ошибка, ну и как всегда Москвичи не добили проблему. Менял кондёры и компараторы (потому что у одно нога отпавшая была когда под лупой смотрел) — результата не дало.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 3 года спустя…
Дмитрий К
0
-
- Жалоба
- Рассказать
А где установлена эта плата A20B-2101-0711/06DR на станке
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
gudstartup
562
-
- Жалоба
- Рассказать
2 часа назад, Дмитрий К сказал:
А где установлена эта плата A20B-2101-0711/06DR на станке
Это плата управления приводом и находится непосредственно в нем.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 6 месяцев спустя…
Slon4es
0
-
- Жалоба
- Рассказать
Добрый день. Похожая проблема, те же ошибки. После включения главного рубильника нет никакой индикации ни на одном из серво приводов.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Viktor2004
689
-
- Жалоба
- Рассказать
2 часа назад, Slon4es сказал:
После включения главного рубильника нет никакой индикации ни на одном из серво приводов.
Какой PSM у вас стоит?
А еще лучше электросхему дайте нам посмотреть
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
доброго времени суток. у меня слетела система с fanuc oi-mc, систему я восстановил,найдя копии у поставщика,но возникли проблемы с лицензией. надпись ,о ней будет говорят 30 дней мигать ,а потом станок зависнет,но пока не до неё. после запуска системы ,через какое-то время система выкинула ошибку 926-ошибка FSSB и мелким шрифтом были написаны адреса ошибки. после перезагрузки ,через некоторое время опять тоже самое.наладчик сказал,что перед тем,как слетела система было тоже . нашёл неисправность чисто случайно ,стал проверять не оборвались ли где кабеля датчиков осей,и обнаружил,что корпус датчика х очень горячий. разобрал,оказалось,что один из штырьков разъёма отвалился практически от шлейфа(мои предположения,так как само место пайки залито,а ковырять я побоялся),что идёт на плату датчика. и вот этот штырёк так грелся,что вокруг него был обугленный материал .штырёк я убрал совсем ,кинул проводок напрямую,собрал и о чудо-ошибки больше не появлялось (926). стал проверять настройки осей и усилителей,данные о двигателях осей и шпинделе оказалось всё пусто,стал пытаться через автоматическую установку произвести установку, бесполезно. появились только данные о двигателях осей . много делал попыток,параметры разные менял ,бесполезно,стойка пишет ошибка 750 и ошибка-недостаточно усилителей 5136 (конечно недостаточно ,их вообще нет и не устанавливаются). потом откинул разъём датчика х , выключив станок, загрузил и вот всё появилось и характеристики двигателя шпинделя,и его серийный номер,и 4 усилителя с токовыми характеристиками(оси 4-и),все ошибки пропали,появилась только ошибка х 368(нельзя получить данные от встроенного импульсного шифратора) и это правильно,разъём датчика х то откинут. и вот я выключаю станок ,одеваю разъём датчика х,с надеждой ,что параметры не исчезнут…Но нет ,опять нет параметров двигателя шпинделя,нет ни одного усилителя… снял снова разъём х ,загрузил ,вуаля, параметры на месте. если вы дочитали хочу у вас спросить ,может что подскажете,что не так,это датчик или всё же с конфигурацией что-то не так? заменить бы датчик ,да нечем. или может подскажете ,как его обойти ,убедится ,что это он ,а не что иное.
- Ответ
- Жалоба
- И
Изменено пользователем Alescaput82
-
Hello.
I have a problem with 3rd axial milling center on Fanuc 0i-Mate-MD. I see two troubles after machine power on:
SP1220 (S)
SV5136 FSSB: Current is insufficient
Also servo amplifier A06B-6164-H343#H580 indicated the ALM status lights up after power on CNC-controller.
And doesn’t come to the coil of the main electromagnetic actuator 110V (MCC).
I check the voltage between phases tension 223V, and concerning grounding 150V, 136V, 114V.
What need I do now for checking and repair machine?
-
Re: Need Help! Error SV5136 & SP1220 & not activated MCC
did you measure voltage between all phases R-S S-T R-T?
-
Re: Need Help! Error SV5136 & SP1220 & not activated MCC
 Originally Posted by guhl
Originally Posted by guhl
did you measure voltage between all phases R-S S-T R-T?
Yes. 223V between all phases after transformer, but between phase and ground other voltage: 150V, 136V, 114V.
-
Re: Need Help! Error SV5136 & SP1220 & not activated MCC
what’s on the drive’s led display inside the control cabinet?
-
Re: Need Help! Error SV5136 & SP1220 & not activated MCC
Originally Posted by guhl
what’s on the drive’s led display inside the control cabinet?
Yesterday I made a replacement management card for verification. I removed the board A20B-2101-0711 / 06DR and supplied the A20B-2101-0711 / 02AR. The machine worked stably for 1 hour.
Then I changed the boards again. The system started up and booted and worked for 3 minutes. Then again, the indication greed & red on the servo amplifier and the error on the display SYS_ALM_120 FSSB DISCONNECTION MAIN.
-
Re: Need Help! Error SV5136 & SP1220 & not activated MCC
I would change all electrolitic capacitiors on PCBs. at least in servo drives
-
Re: Need Help! Error SV5136 & SP1220 & not activated MCC
I have a problem i feel is in the same area of the servo amplifiers, MCC, and emergency stop that is tied into this circuit
I have a 1985 Amada OCTO 334 with Fanuc System 6M Series M31 Version 03 controller. Monday morning came to turn the machine on and it has a external alarm 14: Emergency/Reset. Did some testing in the area of it being a problem with the EMG switch or circuit( tested relays, changed switched etc .) I was suggested by amada service in CA to jump 205 with any common 200.(205=*WEM emergency stop switch) when i did this the machine no longer had code 14, but then a code 401 Servo.: The ready signal (VRDY) for velocity control of X-,Y-,or T-axis is off.
So from what i have learned so far is that , the code 14 is a builders alarm , based off a initial system check , NC is not ready . My guess something to do with the servo’s since when i jump 205 it then gives me 401 alarm. So i started with basics. i cleaned the brushes and cleaned out the dust. then topped off the fluid.
a bit more information.
The servo amplifiers(and if i have this correctly are also the velocity control unit ) have two led green lights. on the boards it says RDY with a small v slightly above it but could possibly belong to something else on the board, and the other light has PRDY(positional control). . Only the RDY light is lit on all X-,Y-,Z(T)and C the auto-index.Behind all these PCB is several components like two breakers,terminal boards,MCC, thermal relay etc. the magnetic contactor is supposed to send the signal to the servos and then recieve a ready signal back, right? Well it looks like these MCC’s don’t suck the center tab in like a much bigger magnetic contactor on the input signal board does when i turn on the power . Wonder if that is telling me anything or if they aren’t activating because the problem could be before the signal even gets that far .
Help would be greatly appreciated
Thanks
-
Re: Need Help! Error SV5136 & SP1220 & not activated MCC
SV 5136 is number of AMPLIFIERS is small. The amps reporting to the control and the FSSB settings dont match. Lots of times the fiber optic cable is broken from COP10B — COP10A.
-
I second ‘freakycnc’ comment. Check fiber cables first.
Plus its easier than the capacitors on the first pass unless you already have it opened up.
-
the same problem if any one can help
-
Re: Need Help! Error SV5136 & SP1220 & not activated MCC
Originally Posted by Semoogad
the same problem if any one can help
That seems that the Spindle Amplifier isn’t working.— — — Updated — — —
Originally Posted by Semoogad
the same problem if any one can help
That seems that the Spindle Amplifier isn’t working.

- 0
FANUC Servo Alarm 5136 Number of Amps Too Small on FSiA_B Workaround
Technical Support for the FANUC Servo Alarm 5136.
Having no idea how to reset an alarm can be frustrating. We know this feeling all too well, and want to save you the headache. If you’re having issues with Servo Alarms, please read the information below. Here, you’ll find all of the information needed to diagnose and reset the FANUC Servo Alarm. Remember, if you need additional help please reach out to us any time. Click this link for our contact and support page.
How To – Resetting the Alarm on FANUC Servo Alarm 5136
- First, put the control in MDI mode.
- Press offset/setting hard key.
- Press the setting soft key.
- Parameter write enable should be displayed at top of the screen and should be highlighted. If not, power down and start from step 1.
- Press “1” and input.
- You should now see the alarm screen with “p/s 100 parameter write enabled”.
- Press the system hard key.
- Now, press the parameter soft key.
- Type in parameter “2165”, then press “nr. Srh”.
- Highlight any axis that is turned on (meaning “1”, and type “0”) and input.
- Press the offset/setting key. This will take you back to the parameter write enable screen, and you can continue to the final steps.
- Change the parameter write enable back to “0”.
- Finally, press “reset”.
- If all of the steps have been followed correctly, alarms should be cleared. If not, power down the control and power back up.
As part of our customer service experience, we trust that you have found this information helpful and easy to follow. Thank you for continuing to choose FANUC and please feel free to reach out to us at any time. We’re always here to help!
For assistance, please contact FANUC Parts Provider for support or a quote on FANUC spare parts.
Posted in : Servo Systems

Search
CNC Machine Control Manufacturer
Fanuc
Control Model
16/18/21, 16i/18i/21i, 160i/180i/210i, ,
5136 — FSSB : NUMBER OF AMPS IS SMALL
Alarm Description
In comparison with the number of controlled axes, the number of amplifiers
recognized by FSSB is not enough.
Additional Suggestions & Alarm Clarification
None currently
Help Others
Post troubleshooting recommendations for (Fanuc alarm: 5136 — FSSB : NUMBER OF AMPS IS SMALL) error message below.
- Log in to post comments
Need CNC Machine Parts?
Contribute to CNC Alarms Database

Post your own comments and CNC tips. Help grow and collaborate one of the largest CNC alarm listing databases for Machinists, Maintenance, CNC Programmers, CNC hobby and DIY CNC guys. Learn how to troubleshoot CNC alarms and find answers for machine problems.

Need Help?
CNC Control OEM’s
CNC Alarms LLC CNC machine alarms, servo & drive error troubleshooting, machinery repair, maintenance and CNC information for the industrial manufacturing industry.
Fanuc, Mitsubishi, Yaskawa, Siemens and CNC machinery OEM’s.
Privacy Policy