Рекомендованные сообщения
apred
7
-
- Жалоба
- Рассказать
Уважаемые господа, подскажите, что делать. Не хочется лезть в подробности, т.к. с Сименсом практически не знаком.
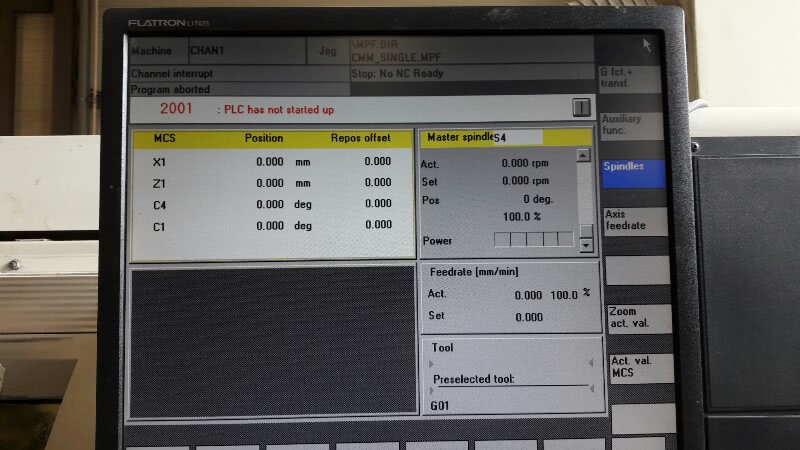
После броска напряжения в сети, перестали выполнятся циклы G64(1,2,3….)-высокоскоростная обработка. Циклы G82,83… Выполняются в режиме работы станка. В режиме графической симуляции появляется сообщение: «Ошибка 12550 Канал1 Кадр Цикл Cycle 82 не оределен или отсутствует.
Станок GORATU GBM21ATC зав 30088.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
apred
7
- Автор
-
- Жалоба
- Рассказать
Есть на форуме специалисты по Sinumerik 840D? Откликнитесь! Если не встречались с этой проблемой, подскажите, где можно пройти обучение.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Andrew K.
0
-
- Жалоба
- Рассказать
Есть на форуме специалисты по Sinumerik 840D? Откликнитесь! Если не встречались с этой проблемой, подскажите, где можно пройти обучение.
У вас PCU20 или PCU50 (есть жёсткий диск или нет)?
Собственно, я склонен к той версии, что PCU50 с жёстким диском, и циклы не загружаются с жёсткого диска в память ЧПУ. Решение самое простое, если ничего не менялось в параметрах станка — залить пусконаладочные архивы (NC MMC).
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
FOTON
0
-
- Жалоба
- Рассказать
Уважаемые господа, подскажите, что делать. Не хочется лезть в подробности, т.к. с Сименсом практически не знаком.
После броска напряжения в сети, перестали выполнятся циклы G64(1,2,3….)-высокоскоростная обработка. Циклы G82,83… Выполняются в режиме работы станка. В режиме графической симуляции появляется сообщение: «Ошибка 12550 Канал1 Кадр Цикл Cycle 82 не оределен или отсутствует.
Станок GORATU GBM21ATC зав 30088.
решили проблему?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
apred
7
- Автор
-
- Жалоба
- Рассказать
FOTONу
Пока не решил, завтра попытаюсь последовать совету Andrew K. Хотя я не знаю, что при этом может потеряться. Я читая документацию обратил внимание на возможность восстановления из архива, но насколько я помню, архив закрыт паролем. Хотел найти файлы с расширением *.def, но не знаю как на sinumeric выполнить поиск.
Большое спасибо всем, подсказывайте пожалуйста. (Этот станок раположен в тридцати пяти километрах от Киева и ехать туда хотелось бы с готовым решением)
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
apred
7
- Автор
-
- Жалоба
- Рассказать
Собственно, я склонен к той версии, что PCU50 с жёстким диском, и циклы не загружаются с жёсткого диска в память ЧПУ. Решение самое простое, если ничего не менялось в параметрах станка — залить пусконаладочные архивы (NC MMC).
Файлы циклов загружены, попытался залить архивы не получается, говорит что прав доступа не хватает.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
URAn
12
-
- Жалоба
- Рассказать
Перед загрузкой архивов, должен быть активирован пароль SUNRISE
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
apred
7
- Автор
-
- Жалоба
- Рассказать
Большое спасибо, во вторник попробуем.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 1 месяц спустя…
apred
7
- Автор
-
- Жалоба
- Рассказать
Всем огромное спасибо, получилось! Возник новый вопрос, как лишить полного права доступа оператора? Станок включается с правами «Изготовителя».
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Andrew K.
0
-
- Жалоба
- Рассказать
Всем огромное спасибо, получилось! Возник новый вопрос, как лишить полного права доступа оператора? Станок включается с правами «Изготовителя».
В меню Пусконаладка (Start-Up в английской версии либо IBN (InBetriebNahme) в немецкой) нажать «Удалить пароль» (delete password).
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
apred
7
- Автор
-
- Жалоба
- Рассказать
Еще раз огромное спасибо, я так и думал, но боялся, а вдруг это означает что то не то.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Подпрограмма с передачей параметров
-
Ответить в тему
-
Создать тему
Рекомендованные сообщения
messer
1
-
- Жалоба
- Рассказать
Такой вопрос, хочу сделать подпрограмму с передачей параметров. Создаю подпрограмму есть кодовое слово PROC, список нужных параметров, в основной программе есть вызов нужной подпрограммы. Но при запуске в работу основной программы идет ошибка 12550 «имя не определено или функция не активирована». В чем может быть причина? Что еще требуется?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

A_1
146
-
- Жалоба
- Рассказать
2 часа назад, messer сказал:
Что еще требуется?
Добрый день. В вызывающей программе (в самом начале) требуется объявить подпрограмму с перечислением типов всех переменных, например:
Extern subprog(real, real, int, int)
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
David123
27
messer
1
- Автор
-
- Жалоба
- Рассказать
Спасибо за помощь, команда EXTERN сработала, все действует. Надо было вторую часть до конца дочитать))
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

MiLloeDelo
29
-
- Жалоба
- Рассказать
В 29.03.2019 в 19:02, messer сказал:
Такой вопрос, хочу сделать подпрограмму с передачей параметров. Создаю подпрограмму есть кодовое слово PROC, список нужных параметров, в основной программе есть вызов нужной подпрограммы. Но при запуске в работу основной программы идет ошибка 12550 «имя не определено или функция не активирована». В чем может быть причина? Что еще требуется?
А зачем такие программы с передачей параметров ? Что делает команда или параметр PROC?????
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
messer
1
- Автор
-
- Жалоба
- Рассказать
Просто решил создать свой цикл, по аналогии со стандартными станочными циклами.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 3 месяца спустя…
ShadoWofXaoS
11
-
- Жалоба
- Рассказать
Если память не изменяет, предобъявление передаваемых параметров не требуется в том случае, если эти параметры являются переменными, объявленными либо в главной программе — PGUD, либо глобально в системе — UGUD, SGUD.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
messer
1
- Автор
-
- Жалоба
- Рассказать
Мне просто удобней, когда в основной программе видно список вызываемых технологических параметров. А в глобальных переменных я слабо разбираюсь.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
-
Сейчас на странице
0 пользователей
Нет пользователей, просматривающих эту страницу.
-
Сообщения
-
Автор:
gudstartup · Опубликовано: 37 минут назад
Но это уже будут штучки станкостроителя а не производителя CNC.
Cтанкостроители и так изощряются как могут некоторые вообще закрывают доступ к логике контроллера электроавтоматики для диагностики остается только вход и выход которые надо светодиоды на платах ввода вывода смотреть а какое между ними уравнение неведомо.
Даже элементарного интерфейса для того чтобы входы и выходы посмотреть на экране там нет.
А станок новый но превращен усилиями станкостроителя в черный ящик!
Fanuc кстати уже делает первые шаги к тому чтобы ограничить свободный доступ к программе FLADDER теперь ей начиная с версии 9.6 Dongle USB нужен а потом она изменит формат памяти PMC и с новых систем ничего читаться уже не будет (бесплатно)!
-

Автор:
Viktor2004 · Опубликовано: 49 минут назад
ну так я и говорю что при желании проверку строгого соответствия можно прописать. Думаю через CEXE это возможно
-
Автор:
gudstartup · Опубликовано: 1 час назад
Если меняешь датчик то никакого гемороя не возникает потому что это информация не требует строгого соответствия звездочка это всего лишь предупреждение что есть несоответствие и все.
А геморой организуется Siemens на моторах 1FK7 где надо данные датчика по спец процедуре обновить как на Sinumerik забыл сохранить придется ось заново инициализировать.
1. Before removing the encoder, carefully check that the encoder and motor data have been backed up. You can find the motor and encoder data in directory: /user/sinamics/data/smi_data. The backup folder is designated with c012 (12=comp.no.). The backup folder contains: – For DQI encoders, file «dqixe1.bin» (motor data) – For encoders with SMI, files «smi20xe1.bin» (motor data) and «smi20xe2.bin» (encoder data)
У HH все проще считал выдал что есть изменения в ID и если согласился с тем что их обнаружил Hardware Server то все благополучно обновляется и работает.
-
Автор:
Viktor2004 · Опубликовано: 1 час назад
я думаю при желании можно такой геморрой огранизовать и на Фануке
Фанук считывает информацию о серийных номерах и с энкодеров двигателей и с приводов. И если обнаруживает несоответствие с номерами которые были при инициализации, рисует там слева звездочку.
Думаю можно эту звездочку вынуть оттуда в какую-нибудь переменную и организовать злодеям веселую жизнь
-
Автор:
gudstartup · Опубликовано: 1 час назад
Это он через DriveCliQ интерфейс с датчика двигателя считывает а при замене датчика нужно в него обратно firmware заливать а на Fanuc только id двигателя поменять а датчики не несут в себе такой id информации что естественно облегчает их замену.
На HH кстати с новым HeROS 5 и версиями Hardware Server тоже считывает ID при замене мотора или привода и предлагает обновить конфигурацию.
Так что у немцев много общего!
-
Автор:
ruslod · Опубликовано: 2 часа назад
Добрый день, если у кого-то есть дамп микрухи SIK 530 Heidenhain скиньте пожалуйста в ЛС. Не хватает данных для изучения. Не ясно как привязывается к аппаратной части и где опции зашиты.
-
Автор:
Ветерок · Опубликовано: 2 часа назад
Разве там не конус? Тогда просто вращение. Судя по круговым массивам, там именно конус.
А если не конус, а кривулина, тогда по двум сечениям — вверху и внизу.
Но вообще-то, если по-человечески, надо сначала строить внешние обводы, а потом в них вписывать набор.
-
Автор:
VOleg · Опубликовано: 3 часа назад
А CATIA, Inventor, PRO/E это позволяют?
Спасибо, конечно. Но после того, как я получил спецификацию в Ворде, то мне больше ничего и не надо. Я теперь вообще стараюсь в Экселе не работать.
-



Siemens Sinumerik 840D alarm list (840D/840Di/810D and similar controls), for cnc machinists and maintenance personnel who work on cnc machines with Sinumerik cnc controls.

Siemens Sinumerik Alarms
Sinumerik 840D Alarm List
- 1000 System error %1
- 1001 System error %1
- 1002 System error %1
- 1003 Alarm pointer for this self-clearing alarm %1 is zero
- 1004 Alarm reaction to NCK alarm incorrectly configured
- 1005 Operating system error %1 parameter %2 %3 %4
- 1010 Channel %1 system error %2 action %3
- 1011 Channel %1 %3 %4 system error %2
- 1012 Channel %1 system error %2 %3 %4
- 1013 Channel %1 system error %2
- 1014 Channel %1 system error %2
- 1015 Channel %1 axis %2 system error %3
- 1016 Channel %1 axis %2 system error %3
- 1017 Channel %1 axis %2 system error %3
- 1018 Floating point arithmetic error in channel %1 task %2 station %3 FPU state %4 %4
- 1019 Floating point arithmetic error at address %3 in channel %1 task %2 FPU state %4
- 1030 System error in link module error code %1 error type %2
- 1031 Link module generated an unspecified error %1 NCU %2 %3 %4
- 1100 No valid firmware
- 1160 Assertion failed in %1: %2
- 2000 PLC sign-of-life monitoring
- 2001 PLC has not started up
- 2100 NCK battery warning threshold reached
- 2101 NCK battery alarm
- 2102 NCK battery alarm
- 2110 NCK temperature alarm
- 2120 NCK fan alarm
- 2130 5V/24V encoder or 15V D/A converter under voltage
- 2140 The actual service switch position forces a SRAM to be cleared at the next Power On (general reset active)
- 2190 Hardware plug-in module for communication with the digitizer missing
- 2192 No NCU link module exists, MD %1 reset
- 2193 “Safety Integrated” is not available for link axis %1.
- 2195 Channel %1 axis %2 high-speed punching/nibbling not possible via link
- 2196 Link axis active and $MN_MM_SERVO_FIFO_SIZE != %1
- 2900 Reboot is delayed
- 3000 Emergency stop
- 3001 Internal emergency stop
- 4000 Channel %1 machine data %2[%3] has gap in axis assignment
- 4001 Channel %1 axis %2 defined for more than one channel via machine data %3
- 4002 Channel %1 machine data %2[%3] assigns an axis not defined in channel
- 4003 Axis %1 incorrect assignment of master channel in machine data %2
- 4004 Channel %1 machine data %2 axis %3 defined repeatedly as geometry axis
- 4005 Maximum number of axes in channel %1 exceeded. Limit %2
- 4007 Axis %1 incorrect assignment of master NCU in machine data %2
- 4010 Invalid identifier used in machine data %1[%2]
- 4011 Channel %1 invalid identifier used in machine data %2[%3]
- 4012 Invalid identifier used in machine data %1[%2]
- 4013 Invalid NCU link configuration by machine data %1 = %2 , on NCU_1 = %3
- 4014 Axis %1 defined several times in %2
- 4016 Axis %1 already used by NCU %2
- 4017 Axis container %1, location %2 already used by NCU %3
- 4018 Axis container %1, location %2 not used by any channel
- 4019 Axis container %1 advance not allowed with current status of NCU %2
- 4020 Identifier %1 used several times in machine data %2
- 4021 Channel %1 identifier %2 used several times in machine data %3
- 4022 Axis container %3 switch not allowed: ext. zero offset active channel %1 axis %2
- 4023 Axis container %1 switch not allowed, axis container %2 switch active
- 4024 Invalid axis configuration due to missing axis container machine data
- 4025 Axis container %3 switch not allowed: master/slave active channel %1 axis %2
- 4026 Machine data %1[%2], link axis NC%3_AX%4 not used by any channel
- 4027 Notice: MD %1 was also changed for the other axes of axis container %2
- 4028 Notice! The axial MDs of the axes of the axis containers were matched.
- 4029 Notice: the axial MDs in axis container %1 will be matched on the next power-up
- 4030 Channel %1 axis identifier missing in machine data %2[%3]
- 4031 Channel %1 link axis %2 defined for more than one channel in machine data %3
- 4032 Channel %1 wrong identifier for facing axis in %2
- 4033 Notice: NCU link communication still not connected
- 4034 Local link axis %1 is not allowed for different interpolation cycle time = %2/%3
- 4035 Interpolation cycle from NCU%1 = %2 does not match NCU%3 = %4
- 4036 Wrong NCU link configuration by MD %1
- 4040 Channel %1 axis identifier %2 not consistent with machine data %3
- 4045 Channel %1 conflict between machine data %2 and machine data %3
- 4050 NC code identifier %1 cannot be reconfigured to %2
- 4060 Standard machine data loaded
- 4062 Backup data loaded
- 4065 Buffered memory was restored from backup medium (potential loss of data!)
- 4066 Buffered memory of FFS restored from backup medium (potential loss of data!)
- 4070 Normalizing machine data has been altered
- 4073 Compile cycle functions define machine data number %1 several times
- 4075 Machine data %1 (and maybe others) not altered due to missing permission level %2
- 4076 %1 Machine data could not be altered with permission level %2
- 4077 New value %1 of MD %2 not set. Requested %3 bytes too much %4 memory.
- 4080 Incorrect configuration of indexing axis in MD %1
- 4090 Too many errors during power-up
- 4100 System cycle time/scan time divider corrected for digital drive
- 4102 Default values for drive cycle times differ
- 4110 IPO factor increased to %1
- 4111 PLC cycle increased to %1 ms
- 4112 Servo cycle changed to %1 ms
- 4113 Sysclock cycle changed to %1 ms
- 4114 Error in DP cycle of SDB1000
- 4115 Time ratio communication to Ipo changed to %1
- 4150 Channel %1 invalid M function sub program call configured
- 4152 Illegal configuration of the “Block display with absolute values” function
- 4160 Channel %1 invalid M function number configured for spindle switchover
- 4170 Invalid M function number for channel synchronisation assigned
- 4180 Invalid M function number assigned to enable ASUP
- 4181 Channel %1 invalid assignment of an M auxiliary function number
- 4182 Channel %1 invalid M auxiliary function number in %2%3, MD reset
- 4183 Channel %1 M auxiliary function number %2 used several times (%3 and %4)
- 4184 Channel %1 illegally predefined auxiliary function in %2%3, MD reset
- 4185 Channel %1 illegal auxiliary function configured %2 %3 %4
- 4200 Channel %1 geometry axis %2 must not be declared a rotary axis
- 4210 Channel %1 spindle %2 declaration as rotary axis missing
- 4215 Channel %1 spindle %2 declaration as modulo axis missing
- 4220 Channel %1 spindle %2 declared repeatedly
- 4225 Channel %1 axis %2 declaration as rotary axis missing
- 4230 Channel %1 data alteration from external not possible in current channel state
- 4240 Runtime overflow for IPO cycle or position controller cycle, IP %1
- 4250 FastPlcCom functionality not available
- 4252 PLCIO read error: %1
- 4254 PLCIO write error: %1
- 4260 Machine data %1 illegal
- 4270 Machine data %1 assigns not activated NCK input/output byte %2
- 4275 Machine data %1 and %2 both assign the same NCK output byte no. %3 several times
- 4280 Assignment of NCK input/output byte via MD %1[%2] does not match hardware configuration
- 4282 Hardware of external NCK outputs assigned repeatedly
- 4285 Error on terminal block %1, error code %2
- 4290 Local P-bus sign-of-life monitoring
- 4291 Module in local P-bus slot %1 error codes %2 %3 %4 %2 %3 %4
- 4300 Declaration in MD %1 is not allowed for geometry axis/spindle %2.
- 4310 Declaration in MD %1 index %2 is not allowed.
- 4320 Axis %1 function %2 %3 and %4 not allowed
- 4334 Channel %1 The amount of fine correction in parameter %2 of the orientable toolholder %3 is too large
- 4336 Channel %1 orientable toolholder no. %2 for orientation transformation %3 does not exist
- 4338 Channel %1 invalid transformation type ‘%2’ in toolholder %3 for orientation transformer %4
- 4340 Channel %1 block %2 invalid transformation type in transformation no. %3
- 4341 Channel %1 block %2 no data set available for transformation no. %3
- 4342 Channel %1 invalid machine data for general 5-axis transformation error no. %2
- 4343 Channel %1 attempt made to change the machine data of an active transformation.
- 4345 Channel %1 invalid configuration in chained transformation no.%2
- 4346 Channel %1 invalid geoaxis assignment in machine data %2[%3]
- 4347 Channel %1 invalid channel axis assignment in machine data %2[%3]
- 4350 Channel %1 axis identifier %2 machine data %3 not consistent with machine data %4
- 4400 MD alteration will cause reorganisation of buffered memory (loss of data!)
- 4502 Channel %1 anachronism %2(%3) -> %4
- 5000 Communication job not executable %1
- 6000 Memory reorganized using standard machine data
- 6010 Channel %1 data block %2 not or not completely created, error code %3
- 6020 Machine data have been altered – now memory is reorganized
- 6030 Limit of user memory has been adapted
- 6035 Instead of %1 KB the system has only %2 KB of free user memory of type “%3”
- 6100 Error while creating %1, error number %2 %3
- 6401 Channel %1 tool change not possible: Empty location for tool %2 Duplo no. %3 on magazine %4 not available.
- 6402 Channel %1 tool change not possible. Magazine no. %2 not available
- 6403 Channel %1 tool change not possible. Magazine location number %2 on magazine %3 not available.
- 6404 Channel %1 tool change not possible. Tool %2 not available or not usable
- 6405 Channel %1 command %2 has invalid PLC acknowledge parameter %3 – identifier %4
- 6406 Channel %1 PLC acknowledge for command %2 is missing
- 6407 Channel %1 tool %2 cannot be placed in magazine %3 on location %4.Invalid definition of magazine!
- 6410 TO unit %1 tool %2 / Duplo no. %3 has reached its pre warning limit with D = %4
- 6411 Channel %1 tool %2 / Duplo no. %3 has reached its prewarning limit with D = %4
- 6412 TO unit %1 tool %2 / Duplo no. %3 has reached its monitoring limit with D = %4
- 6413 Channel %1 tool %2 / Duplo no. %3 has reached its monitoring limit with D = %4
- 6421 Channel %1 tool move not possible. Empty location for tool %2 Duplo no. %3 on magazine %4 not available.
- 6422 Channel %1 tool move not possible. Magazine no. %2 not available.
- 6423 Channel %1 tool move not possible. Location %2 on magazine %3 not available.
- 6424 Channel %1 tool move not possible. Tool %2 not available/not usable.
- 6425 Channel %1 tool %2 cannot be placed in magazine %3 on location %4. Invalid definition of magazine!
- 6430 Workpiece counter: overflow in table of monitored cutting edges.
- 6431 Function not allowed. Tool management/monitoring is not active.
- 6432 Function not executable. No tool assigned to tool holder/spindle
- 6433 Channel %1 block %2 %3 not available with tool management
- 6434 Channel %1 block %2 NC command SETMTH not allowed because tool holder function not active
- 6441 Writing of $P_USEKT not allowed.
- 6442 Channel %1 function not executable. No tool assigned to desired magazine/magazine location %2.
- 6450 Channel %1 tool change not possible. Invalid magazine location no. %2 in buffer magazine
- 6451 Channel %1 tool change not possible. No buffer magazine defined.
- 6452 Channel %1 tool change not possible. Tool holder/spindle number = %2 not defined.
- 6453 Channel %1 tool change not possible. No assignment between toolholder/spindle no. = %2 and buffer magazine location %3
- 6454 Channel %1 tool change not possible. No distance relation available.
- 6500 NC memory full
- 6510 Too many part programs in the NC memory
- 6520 The value of the machine data %1%2 is too low
- 6530 Too many files in directory
- 6540 Too many directories in the NC memory
- 6550 Too many subdirectories
- 6560 Data format not allowed
- 6570 NC memory full
- 6580 NC memory full
- 6600 NC card memory is full
- 6610 Too many files open on NC card
- 6620 NC card has incorrect format
- 6630 NC card hardware is defective
- 6640 NC card is not inserted
- 6650 Write protection of NC card is active
- 6660 ‘Flash File System’ option is not set
- 6670 NC card read active
- 6671 NC card write active
- 6690 Cycles from NC card cannot be copied to the passive file system.
- 6691 Cycles from the passive file system cannot be saved on the NC card
- 6692 Cycle %1 lost
- 6693 File %1 lost
- 6698 Unknown NC card (%1/%2). Writing not possible.
- 6700 Channel %1 value of the machine data %2%3 is too low
- 7000 Too many compile cycle alarms defined
- 7010 Range of MMC alarm numbers for compile cycles exceeded
- 7020 Compile cycle alarm number has not been defined
- 7100 Compile cycles VDI area: %1 byte for inputs and %2 byte for outputs. Maximum %3 bytes available.
- 7200 Problem with externally linked compile cycle %1 %2
- 7201 Assertion error in %1 line %2
- 7202 Missing option bit for %1: %2
- 8000 Channel %1 option ‘user interrupt programs’ not set
- 8010 Option ‘activation of more than %1 axes’ not set
- 8020 Option ‘activation of more than %1 channels’ not set
- 8021 Option ‘activation of more than %1 mode groups’ not set
- 8022 Option ‘activation of more than %1KB SRAM’ not set
- 8030 Channel %1 block %2 option ‘interpolation of more than 4 axes’ not set
- 8032 Option ‘activation of more than %1 link axes’ not set
- 8034 Option ‘activation of axis containers’ not set
- 8036 Option: it is not allowed to set different IPO cycles or position control cycles with NCU link.
- 8038 Option ‘activation of more than %1 lead link axes’ not set
- 8040 Machine data %1 reset, corresponding option is not set
- 8041 Axis %1: MD %2 reset, corresponding option not sufficient
- 8044 Option for IPO cycle time %1 ms not set
- 8045 Option for selected cycle settings not set
- 8080 %1 options are activated without setting the license key
- 8081 %1 options are activated that are not licensed by the license key
- 8082 The license key was entered three times, Power On required before next try.
- 8098 Invalid combination of options (%1)
- 8100 Channel %1 block %2: function not possible
- 10203 Channel %1 NC start without reference point
- 10207 Channel %1 error when selecting or deselecting the digitize function
- 10208 Channel %1 continue program with NC start
- 10209 Channel %1 internal NC stop after block search
- 10222 Channel %1 inter-channel communication not possible
- 10223 Channel %1: Command %2 is already occupied
- 10225 Channel %1: command denied
- 10299 Channel %1 Auto-Repos function is not enabled
- 10600 Channel %1 block %2 auxiliary function during thread cutting active
- 10601 Channel %1 block %2 zero velocity at block end point during thread cutting
- 10604 Channel %1 block %2 thread lead increase too high
- 10605 Channel %1 block %2 thread lead decrease too high
- 10607 Channel %1 block %2 thread with frame not executable
- 10610 Channel %1 axis %2 not stopped
- 10620 Channel %1 block %3 axis %2 at software limit switch %4
- 10621 Channel %1 axis %2 rests on software limit switch %3
- 10630 Channel %1 block %2 axis %3 at working area limit %4
- 10631 Channel %1 axis %2 rests at working area limit %3
- 10650 Channel %1 axis %2 incorrect gantry machine data, error code %3
- 10651 Channel %1 illegal gantry configuration. Error code %2
- 10652 Channel %1 axis %2 gantry warning threshold exceeded
- 10653 Channel %1 axis %2 gantry error threshold exceeded
- 10654 Channel %1 waiting for synchronization start of gantry group %2
- 10655 Channel %1 synchronization of gantry group %2 in progress
- 10656 Channel %1 axis %2 gantry alarm not yet used
- 10700 Channel %1 block %2 NCK protection zone %3 violated during automatic or MDA mode
- 10701 Channel %1 block %2 channel-specific protection zone %3 violated during automatic or MDA mode
- 10702 Channel %1 NCK protection zone %2 violated during manual mode
- 10703 Channel %1 channel-specific protection zone %2 violated during manual mode
- 10704 Channel %1 block %2 protection zone monitoring is not guaranteed
- 10706 Channel %1 NCK protection zone %2 reached with axis %3 during manual mode
- 10707 Channel %1 channel-specific protection zone %2 reached with axis %3 during manual mode
- 10710 Channel %1 block %2 conflict with centre less grinding
- 10720 Channel %1 block %3 axis %2 software limit switch %4
- 10721 Channel %1 block %3 axis %2 software limit switch %4
- 10730 Channel %1 block %3 axis %2 working area limitation %4
- 10731 Channel %1 block %3 axis %2 working area limitation %4
- 10740 Channel %1 block %2 too many empty blocks in WAB programming
- 10741 Channel %1 block %2 direction reversal with WAB infeed motion
- 10742 Channel %1 block %2 WAB distance invalid or not programmed
- 10743 Channel %1 block %2 WAB programmed several times
- 10744 Channel %1 block %2 no valid WAB direction defined
- 10745 Channel %1 block %2 WAB end position not clear
- 10746 Channel %1 block %2 block search stop for WAB
- 10747 Channel %1 block %2 retraction direction not defined for WAB
- 10748 Channel %1 block %2 illegal retract plane with WAB
- 10750 Channel %1 block %2 tool radius compensation activated without tool number
- 10751 Channel %1 block %2 danger of collision due to tool radius compensation
- 10752 Channel %1 block %2 overflow of local block buffer with tool radius compensation
- 10753 Channel %1 block %2 selection of the tool radius compensation only possible in linear block
- 10754 Channel %1 block %2 deselection of the tool radius compensation only possible in linear block
- 10755 Channel %1 block %2 selection of the tool radius compensation via KONT not possible at the current starting point
- 10756 Channel %1 block %2 deselection of the tool radius compensation via KONT not possible at the programmed end point
- 10757 Channel %1 block %2 changing the compensation plane while tool radius compensation is active not possible
- 10758 Channel %1 block %2 curvature radius with variable compensation value too small
- 10759 Channel %1 block %2 path is parallel to tool orientation
- 10760 Channel %1 block %2 helical axis is not parallel to tool orientation
- 10761 Channel %1 block %2 tool radius compensation for ellipse with more than one revolution not possible
- 10762 Channel %1 block %2 too many empty blocks between two traversing blocks with active tool radius compensation
- 10763 Channel %1 block %2 path component of the block in the compensation plane becomes zero
- 10764 Channel %1 block %2 discontinuous path with active tool radius compensation
- 10765 Channel %1 block %2 3D tool radius compensation not possible
- 10766 Channel %1 illegal change of surface orientation between block %2 and block %3
- 10767 Channel %1 block %2 processing with tilt angle unequal 0 not possible
- 10768 Channel %1 block %2 illegal tool orientation with 3D tool radius compensation
- 10769 Channel %1 block %2 Illegal surface normal vector with 3D tool radius compensation
- 10770 Channel %1 block %2 change of corner type due to change of orientation with active tool radius compensation
- 10771 Channel %1 block %2 overflow of local block buffer due to orientation smoothing
- 10772 Channel %1 block %2 illegal orientation change when activating or deactivating 3D face cutting
- 10773 Channel %1 illegal tool orientation in block %2 at inside corner with block %3
- 10774 Channel %1 illegal tool dimensions with face cutting in block %2
- 10775 Channel %1 illegal tool change with face cutting in block %2
- 10776 Channel %1 block%2 axis %3 must be geometry axis if tool radius compensation is active
- 10777 Channel %1 block %2 tool radius compensation: too many blocks with suppression of compensation
- 10778 Channel %1 block %2 preprocessing stop with active tool radius compensation
- 10779 Channel %1 block %2 preprocessing stop with active tool radius compensation
- 10780 Channel %1 block %2 preprocessing stop with active tool radius compensation
- 10781 Channel %1 block %2 illegal orientation of involute with tool radius compensation
- 10782 Channel %1 block %2 illegal curve type with tool radius compensation
- 10783 Channel %1 block %2 tool radius compensation type requires orientation transformation
- 10784 Channel %1 block %2 illegal tool for tool radius compensation with constraint surface
- 10790 Channel %1 block %2 plane change during linear programming with angles
- 10791 Channel %1 block %2 invalid angle during linear programming
- 10792 Channel %1 block %2 illegal interpolation type during linear programming with angles
- 10793 Channel %1 block %2 second block missing during linear programming with angles
- 10794 Channel %1 block %2 angle specification missing in second block during linear interpolation with angles
- 10795 Channel %1 block %2 end point specification during angle programming contradictory
- 10800 Channel %1 block %3 axis %2 is not a geometry axis
- 10805 Channel %1 block %2 repositioning after switch of geometry axes or transformation
- 10810 Channel %1 block %2 master spindle not defined
- 10820 Channel %1 rotary axis/spindle %2 not defined
- 10860 Channel %1 block %2 feedrate not programmed
- 10861 Channel %1 block %3 velocity of positioning axis %2 is zero
- 10862 Channel %1 block %2 master spindle also used as path axis
- 10870 Channel %1 block %2 facing axis not defined
- 10880 Channel %1 block %2 too many empty blocks between two traversing blocks when inserting chamfers or radii
- 10881 Channel %1 block %2 overflow of local block buffer when inserting chamfers or radii
- 10882 Channel %1 block %2 activation of chamfers or radii (non-modal) without traversing movement in the block
- 10883 Channel %1 block %2 chamfer or fillet has to be reduced
- 10890 Channel %1 block %2 overflow of local block buffer when calculating splines
- 10891 Channel %1 block %2 multiplicity of node is greater than its order
- 10900 Channel %1 block %2 no S value programmed for constant cutting speed
- 10910 Channel %1 block %2 excessive velocity of one path axis
- 10911 Channel %1 block %2 transformation prohibits to traverse the pole
- 10912 Channel %1 block %2 preprocessing and main run might not be synchronized
- 10913 Channel %1 block %2 negative feed profile is ignored
- 10914 Movement not possible while transformation active – in channel %1, block %2
- 10930 Channel %1 block %2 interpolation type not allowed in stock removal contour
- 10931 Channel %1 block %2 incorrect stock removal contour
- 10932 Channel %1 block %2 preparation of contour has been restarted
- 10933 Channel %1 block %2 contour program does not contain enough contour blocks
- 10934 Channel %1 block %2 array for contour segmentation is set too small
- 10940 Channel %1 block %2 curve table %3: delete/overwrite not possible
- 10941 Channel %1 block %2 curve table %3: NC memory full
- 10942 Channel %1 block %2 curve table %3: illegal instruction during definition
- 10943 Channel %1 block %2 curve table %3: direction reversal of lead value in the block not allowed
- 10944 Channel %1 block %2 curve table %3: illegal transformation
- 10945 Channel %1 block %2 curve table %3: illegal coupling of axes
- 10946 Channel %1 block %2 curve table %3: no contour defined
- 10947 Channel %1 block %2 curve table %3: contour not continuous
- 10948 Channel %1 block %2 curve table %3: position jump at end of period
- 10949 Channel %1 block %2 curve table %3: missing master axis motion
- 10950 Channel %1 calculation of arc length function too inaccurate
- 10951 Channel %1 block %2 curve table %3: following value period is zero
- 10955 Channel %1 block %2 curve table %3: missing master axis motion
- 10956 Channel %1 block %2 curve table %3: NC memory limit DRAM reached
- 10960 Channel %1 block %2 COMPCURV/COMPCAD and radius compensation cannot be used simultaneously
- 10961 Channel %1 block %2 maximum cubic polynomials are allowed on active radius compensation.
- 10962 Channel %1 block %2 function %3 not possible with path correction
- 12000 Channel %1 block %2 address %3 programmed repeatedly
- 12010 Channel %1 block %2 address %3 address type programmed too often
- 12020 Channel %1 block %2 illegal address modification
- 12030 Channel %1 block %2 invalid parameter or data type in %3
- 12040 Channel %1 block %2 expression %3 is not of data type ‘AXIS’
- 12050 Channel %1 block %2 DIN address %3 not configured
- 12060 Channel %1 block %2 same G group programmed repeatedly
- 12070 Channel %1 block %2 too many syntax-defining G functions
- 12080 Channel %1 block %2 syntax error in text %3
- 12090 Channel %1 block %2 unexpected parameter %3
- 12100 Channel %1 block %2 number of passes %3 not permissible
- 12110 Channel %1 block %2 block syntax cannot be interpreted
- 12120 Channel %1 block %2 G function not separately programmed
- 12130 Channel %1 block %2 illegal tool orientation
- 12140 Channel %1 block %2 functionality %3 not implemented
- 12150 Channel %1 block %2 operation %3 not compatible with data type
- 12160 Channel %1 block %2 range of values exceeded
- 12170 Channel %1 block %2 identifier %3 defined repeatedly
- 12180 Channel %1 block %2 illegal chaining of operators %3
- 12190 Channel %1 block %2 variable of type ARRAY has too many dimensions
- 12200 Channel %1 block %2 symbol %3 cannot be created
- 12210 Channel %1 block %2 string %3 too long
- 12220 Channel %1 block %2 binary constant %3 in string too long
- 12230 Channel %1 block %2 hexadecimal constant %3 in string too long
- 12240 Channel %1 block %2 tool orientation %3 defined repeatedly
- 12250 Channel %1 block %2 nested macro %3 not possible
- 12260 Channel %1 block %2 too many initialization values specified %3
- 12261 Channel %1 block %2 initialization of %3 not allowed
- 12270 Channel %1 block %2 macro identifier %3 already defined
- 12280 Channel %1 block %2 maximum macro length %3 exceeded
- 12290 Channel %1 block %2 arithmetic variable % 3 not defined
- 12300 Channel %1 block %2 call-by-reference parameter missing on subroutine call %3
- 12310 Channel %1 block %2 axis parameter missing on procedure call %3
- 12320 Channel %1 block %2 parameter %3 is no variable
- 12330 Channel %1 block %2 type of parameter %3 incorrect
- 12340 Channel %1 block %2 number of parameters too high %3
- 12350 Channel %1 block %2 parameter %3 no longer possible
- 12360 Channel %1 block %2 dimension of parameter %3 incorrect
- 12370 Channel %1 block %2 range of values %3 not permissible
- 12380 Channel %1 block %2 maximum memory capacity reached
- 12390 Channel %1 block %2 initialization value %3 cannot be converted
- 12400 Channel %1 block %2 field %3 element does not exist
- 12410 Channel %1 block %2 incorrect index type for %3
- 12420 Channel %1 block %2 identifier %3 too long
- 12430 Channel %1 block %2 specified index is invalid
- 12440 Channel %1 block %2 maximum number of formal arguments exceeded
- 12450 Channel %1 block %2 label defined twice
- 12460 Channel %1 block %2 maximum number of symbols exceeded with %3
- 12470 Channel %1 block %2 G function %3 is unknown
- 12475 Channel %1 block %2 invalid G function number %3 programmed
- 12480 Channel %1 block %2 subroutine %3 already defined
- 12490 Channel %1 block %2 access permission level %3 is not valid
- 12500 Channel %1 block %2 in this module %3 is not possible
- 12510 Channel %1 block %2 too many machine data %3
- 12520 Channel %1 block %2 too many tool parameters %3
- 12530 Channel %1 block %2 invalid index for %3
- 12540 Channel %1 block %2 Block is too long or too complex
- 12550 Channel %1 block %2 name %3 not defined or option not installed
- 12552 Channel %1 block %2 tool/magazine OEM parameter not defined. Option not set.Option not set.
- 12560 Channel %1 block %2 programmed value %3 exceeds allowed limits
- 12570 Channel %1 block %2 too many motion synchronous actions in %3
- 12571 Channel %1 block %2 %3 not permissible for motion synchronous action
- 12572 Channel %1 block %2 %3 only permissible for motion synchronous action
- 12580 Channel %1 block %2 %3 not permissible for assignment in motion synchronous action
- 12581 Channel %1 block %2 invalid read access to %3 while in motion synchronous action
- 12582 Channel %1 block %2 field index %3 incorrect
- 12583 Channel %1 block %2 variable %3 no system variable
- 12584 Channel %1 block %2 variable %3 cannot be read synchronously with motion
- 12585 Channel %1 block %2 variable %3 cannot be changed synchronously with motion
- 12586 Channel %1 block %2 motion synchronous action: type conflict in variable %3
- 12587 Channel %1 block %2 motion synchronous action: operation/function %3 not allowed
- 12588 Channel %1 block %2 motion synchronous action: address %3 not allowed
- 12589 Channel %1 block %2 motion synchronous action: variable %3 not allowed with modal ID
- 12590 Channel %1 block %2 global user data cannot be created
- 12600 Channel %1 block %2 invalid line checksum
- 12610 Channel %1 block %2 accessing single character with call-by-reference parameter not possible %3
- 12620 Channel %1 block %2 accessing this variable as single character not possible
- 12630 Channel %1 block %2 skip ID/label in control structure not allowed
- 12640 Channel %1 block %2 invalid nesting of control structures
- 12641 Channel %1 block %2 maximum nesting depth of control structures exceeded
- 12650 Channel %1 block %2 axis identifier %3 different in channel %4
- 12660 Channel %1 block %2 motion synchronous action: variable %3 reserved for motion synchronous actions and technology cycles
- 12661 Channel %1 block %2 technology cycle %3: no further subprogram call possible
- 12700 Channel %1 block %2 contour definition programming not allowed as modal sub program is active
- 12701 Channel %1 block %2 illegal interpolation type for contour definition active
- 12710 Channel %1 block %2 illegal language element in external language mode
- 12720 Channel %1 block %2 program number for macro call (G65/G66) missing
- 12722 Channel %1 block %2 multiple ISO_2/3 macro or cycle calls in the block
- 12724 Channel %1 block %2 no radius programmed for cylinder interpolation activation/deactivation
- 12726 Channel %1 block %2 illegal plane selection with parallel axes
- 12728 Channel %1 block %2 distance for double turret not set
- 12730 Channel %1 block %2 no valid transformation machine data parametrized
- 12740 Channel %1 block %2 modal macro call %3 not possible
- 14000 Channel %1 block %2 illegal end of file
- 14001 Channel %1 block %2 illegal end of block
- 14009 Channel %1 block %2 illegal program path %3
- 14010 Channel %1 block %2 invalid default parameter in subroutine call
- 14011 Channel %1 block %2 program %3 not existing or will be edited
- 14012 Channel %1 block %2 maximum subroutine level exceeded
- 14013 Channel %1 block %2 number of subroutine passes invalid
- 14014 Channel %1 selected program %3 not available or will be edited
- 14015 Channel %1 block %2 program %3 is not enabled
- 14016 Channel %1 block %2 error when calling the subroutine via M/T function
- 14017 Channel %1 block %2 syntax error when calling the subroutine via M function
- 14020 Channel %1 block %2 wrong value or wrong number of parameters on function or procedure call
- 14021 Channel %1 block %2 wrong value or wrong number of parameters on function or procedure call
- 14025 Channel %1 block %2 motion synchronous action: illegal modal ID
- 14026 Channel %1 block %2 motion synchronous action: invalid polynomial number in the FCTDEF command
- 14030 Channel %1 block %2 combine OSCILL and POSP during oscillation with in feed motion
- 14033 Channel %1 block %2 involute: no end point programmed
- 14034 Channel %1 block %2 involute: angle of rotation too large
- 14035 Channel %1 block %2 involute: start point invalid
- 14036 Channel %1 block %2 involute: end point invalid
- 14037 Channel %1 block %2 involute: radius invalid
- 14038 Channel %1 block %2 involute not definable: end point error
- 14039 Channel %1 block %2 involute: end point programmed several times
- 14040 Channel %1 block %2 error in end point of circle
- 14045 Channel %1 block %2 error in tangential circle programming
- 14048 Channel %1 block %2 wrong number of revolutions in circle programming
- 14050 Channel %1 block %2 nesting depth for arithmetic operations exceeded
- 14051 Channel %1 block %2 arithmetic error in part program
- 14060 Channel %1 block %2 invalid skip level with differential block skip
- 14070 Channel %1 block %2 memory for variables not sufficient for subroutine call
- 14080 Channel %1 block %2 jump destination %3 not found
- 14082 Channel %1 block %2 label %3 program section not found
- 14085 Channel %1 block %2 instruction not allowed
- 14088 Channel %1 block %2 axis %3 doubtful position
- 14090 Channel %1 block %2 illegal D number
- 14091 Channel %1 block %2 illegal function, index %3 %3
- 14092 Channel %1 block %2 axis %3 is wrong axis type
- 14093 Channel %1 block %2 path interval <= 0 with polynominal interpolation
- 14094 Channel %1 block %2 polynominal degree greater than 3 programmed for polynominal interpolation
- 14095 Channel %1 block %2 radius for circle programming too small
- 14096 Channel %1 block %2 illegal type conversion
- 14097 Channel %1 block %2 string cannot be converted to AXIS type
- 14098 Channel %1 block %2 conversion error: no valid number found
- 14099 Channel %1 block %2 result in string concatenation too long
- 14100 Channel %1 block %2 orientation transformation not available
- 14101 Channel %1 block %2 orientation transformation not active
- 14102 Channel %1 block %2 polynominal degree greater than 5 programmed for orientation vector angle
- 14110 Channel %1 block %2 Euler angles and orientation vector components programmed
- 14111 Channel %1 block %2 Euler angles, orientation vector and transformation axes programmed
- 14112 Channel %1 block %2 programmed orientation path not possible
- 14113 Channel %1 block %2 programmed lead angle too large
- 14114 Channel %1 block %2 programmed tilt angle too large
- 14115 Channel %1 block %2 illegal definition of workpiece surface
- 14116 Channel %1 block %2 absolute orientation programmed while ORIPATH is active
- 14117 Channel %1 block %2 no angle or direction of the cone programmed
- 14118 Channel %1 block %2 no end orientation programmed
- 14119 Channel %1 block %2 no intermediate orientation programmed
- 14120 Channel %1 block %2 plane determination for programmed orientation not possible
- 14122 Channel %1 block %2 angle and direction of the cone programmed
- 14123 Channel %1 block %2 nutation angle of the cone too small
- 14124 Channel %1 block %2 start tangent for orientation is zero
- 14125 Channel %1 block %2 programmed rotation is not possible
- 14129 Channel %1 block %2 orientation angles and orientation vector components programmed
- 14130 Channel %1 block %2 too many initialization values given
- 14131 Channel %1 block %2 orientation axes and lead/tilt angles programmed
- 14132 Channel %1 block %2 orientation axes incorrectly configured
- 14133 Channel %1 block %2 G code for orientation definition not allowed
- 14134 Channel %1 block %2 G code for orientation interpolation not allowed
- 14140 Channel %1 block %2 position programming without transformation not allowed
- 14144 Channel %1 block %2 PTP movement not allowed
- 14146 Channel %1 block %2 CP or PTP movement without transformation not allowed
- 14148 Channel %1 illegal reference system for Cartesian manual traverse
- 14150 Channel %1 block %2 illegal tool carrier number programmed or declared (MD)
- 14151 Channel %1 block %2 illegal tool carrier rotation
- 14152 Channel %1 block %2 tool carrier: invalid orientation. Error code: %3
- 14153 Channel %1 block %2 unknown tool carrier type: %3
- 14154 Channel %1 block %2 The amount of fine correction in parameter %3 of the orientable tool holder %4 is too large
- 14155 Channel %1 block %2 invalid base frame definition for tool carrier offset
- 14156 Channel %1 toolholder selection error at reset
- 14157 Channel %1 block %2 illegal interpolation type with MOVT
- 14159 Channel %1 block %2 more than two angles programmed with ROTS or AROTS
- 14160 Channel %1 block %2 tool length selection without geometry axis specification
- 14165 Channel %1 block %2 active T number does not match selected tool
- 14170 Channel %1 block %2 illegal interpolation type with tool length compensation
- 14180 Channel %1 block %2 H number is not defined
- 14185 Channel %1 block %2 D number is not defined
- 14190 Channel %1 block %2 H number with G49
- 14195 Channel %1 block %2 D number with G49
- 14197 Channel %1 block %2 D number and H number programmed simultaneously
- 14198 Channel %1 block %2 illegal change of tool direction with tool offset
- 14199 Channel %1 block %2 illegal plane change for tool with diameter component
- 14200 Channel %1 block %2 negative polar radius
- 14210 Channel %1 block %2 polar angle too large
- 14250 Channel %1 block %2 negative pole radius
- 14260 Channel %1 block %2 pole angle too large
- 14270 Channel %1 block %2 pole programmed incorrectly
- 14280 Channel %1 block %2 polar coordinates programmed incorrectly
- 14290 Channel %1 block %2 poly nominal degree greater than 5 programmed for poly nominal interpolation
- 14300 Channel %1 block %2 overlaid handwheel motion activated incorrectly
- 14310 Handwheel %1 configuration incorrect or inactive
- 14400 Channel %1 block %2 tool radius compensation active at transformation switchover
- 14401 Channel %1 block %2 transformation not available
- 14402 Channel %1 block %2 spline active at transformation change
- 14403 Channel %1 block %2 preprocessing and main run might not be synchronized
- 14404 Channel %1 block %2 illegal parametrization of transformation
- 14410 Channel %1 block %2 spline active at geometry axis changeover
- 14411 Channel %1 block %2 tool radius compensation active at geometry axis changeover
- 14412 Channel %1 block %2 transformation active at geometry axis changeover
- 14413 Channel %1 block %2 fine tool correction: changeover geometry/channel axis not allowed
- 14414 Channel %1 block %2 GEOAX function: incorrect call
- 14415 Channel %1 block %2 tangent control: changeover geometry/channel axis not allowed
- 14420 Channel %1 block %2 index axis %3 frame not allowed
- 14500 Channel %1 block %2 illegal DEF or PROC instruction in the part program
- 14510 Channel %1 block %2 PROC instruction missing on subroutine call
- 14520 Channel %1 block %2 illegal PROC instruction in data definition section
- 14530 Channel %1 block %2 EXTERN and PROC instruction do not correspond
- 14600 Channel %1 block %2 reload buffer %3 cannot be established
- 14601 Channel %1 block %2 reload buffer could not be deleted
- 14602 Channel %1 block %2 timeout during EXTCALL
- 14610 Channel %1 block %2 compensation block not possible
- 14650 Channel %1 block %2 SETINT instruction with invalid ASUP input
- 14660 Channel %1 block %2 SETINT instruction with invalid priority
- 14700 Channel %1 block %2 timeout during command to interpreter
- 14701 Channel %1 block %2 number of available NC blocks reduced by %3
- 14710 Channel %1 block %2 error in initialization sequence in function %3
- 14720 Channel %1 block %2 axes for centerless transformation not available
- 14730 Channel %1 block %2 conflict at activation of centerless transformation
- 14740 Channel %1 block %2 no tool data available for centerless grinding
- 14745 Channel %1 block %2 centerless grinding not active
- 14750 Channel %1 block %2 too many auxiliary functions programmed
- 14751 Channel %1 block %2 resources for motion synchronous actions not sufficient (code: %3)
- 14752 Channel %1 block %2 DELDTG | STOPREOF conflict
- 14753 Channel %1 block %2 motion synchronous actions with illegal interpolation type
- 14754 Channel %1 block %2 motion synchronous actions and wrong feed type
- 14755 Channel %1 block %2 motion synchronous actions without traverse motion
- 14756 Channel %1 block %2 motion synchronous action and wrong value
- 14757 Channel %1 block %2 motion synchronous action and wrong type
- 14758 Channel %1 block %2 programmed value not available
- 14759 Channel %1 block %2 motion synchronous action and wrong axis type
- 14760 Channel %1 block %2 auxiliary function of a group programmed repeatedly
- 14761 Channel %1 block %2 motion synchronous action: DELDTG function not allowed with active tool radius compensation
- 14762 Channel %1 block %2 too many PLC variables programmed
- 14763 Channel %1 block %2 too many link variables programmed
- 14764 NCU link cannot transfer all link variables immediately
- 14765 NCU link cannot transfer all link variables
- 14766 NCU link is heavily loaded, impending memory shortage
- 14767 Machine data matching via NCU link not complete
- 14770 Channel %1 block %2 auxiliary function programmed incorrectly
- 14780 Channel %1 block %2 unreleased option used
- 14790 Channel %1 block %2 axis %3 programmed by PLC
- 14800 Channel %1 block %2 programmed path speed less or equal to zero
- 14810 Channel %1 block %2 negative axis speed programmed for positioning axis %3
- 14811 Channel %1 block %2 incorrect value range for acceleration of axis/spindle %3
- 14812 Channel %1 block %2 SOFTA not available for axis %3
- 14815 Channel %1 block %2 negative thread lead change programmed
- 14820 Channel %1 block %2 negative value for maximum spindle speed programmed with constant cutting speed
- 14821 Channel %1 block %2 error in selection or deselection of GWPS
- 14822 Channel %1 block %2 incorrect programming of GWPS
- 14823 Channel %1 block %2 error on selection or deselection of tool monitoring
- 14824 Channel %1 block %2 conflict with GWPS
- 14840 Channel %1 block %2 incorrect value range for constant cutting speed
- 14900 Channel %1 block %2 center point and end point programmed simultaneously
- 14910 Channel %1 block %2 invalid angle of aperture for programmed circle
- 14920 Channel %1 block %2 intermediate point of circle incorrect
- 15000 Channel %1 block %2 channel-sync instruction using illegal mark
- 15010 Channel %1 block %2 program coordination instruction with invalid channel number
- 15020 Channel %1 block %2 CHANDATA instruction cannot be executed. Channel %3 is not active
- 15021 Channel %1 block %2 CHANDATA instruction with invalid channel number
- 15025 CHANDATA(%2): channel is not active. Channel data will be ignored.
- 15030 Channel %1 block %2 different measurement system settings
- 15100 Channel %1 block %2 REORG abort caused by log file overflow
- 15110 Channel %1 block %2 REORG not possible
- 15150 Channel %1 block %2 reload from external aborted
- 15160 Channel %1 block %2 wrong preprocessing configuration
- 15165 Channel %1 block %2 error when translating or interpreting PLC Asup %3
- 15166 Channel %1 user system asup _N_ASUP_SPF not available
- 15170 Channel %1 block %2 program %3 could not be compiled
- 15171 Channel %1 block %2 compiled program %3 older than the relevant subroutine
- 15175 Channel %1 block %2 program %3. Interfaces could not be built
- 15180 Channel %1 block %2 program %3 cannot be executed as INI file
- 15185 Channel %1 %2 errors in INI file
- 15190 Channel %1 block %2 not enough free memory for subroutine call
- 15300 Channel %1 block %2 invalid number-of-passed-blocks during block search
- 15310 Channel %1 block %2 file requested during block search is not available
- 15320 Channel %1 block %2 invalid block search command
- 15330 Channel %1 block %2 invalid block number as search target
- 15340 Channel %1 block %2 invalid label as search target
- 15350 Channel %1 block %2 search target not found
- 15360 Channel %1 illegal target of block search (syntax error)
- 15370 Channel %1 target of block search not found
- 15380 Channel %1 block %2 illegal incremental programming in axis %3
- 15390 Channel %1 block %2 %3 not executed during block search
- 15395 Channel %1 master-slave not executable during block search
- 15400 Channel %1 block %2 selected initial init file does not exist
- 15410 Channel %1 block %2 initialization file contains invalid M function
- 15420 Channel %1 block %2 instruction in current mode not allowed
- 15450 Channel %1 block %2 compiled program cannot be stored
- 15460 Channel %1 block %2 syntax error with modal function
- 15500 Channel %1 block %2 illegal angle of shear
- 15700 Channel %1 block %2 illegal cycle alarm number %3
- 15800 Channel %1 block %2 wrong starting conditions for CONTPRON/CONTDCON
- 15810 Channel %1 block %2 wrong array dimension for CONTPRON/CONTDCON
- 15900 Channel %1 block %2 touch probe not allowed
- 15910 Channel %1 block %2 touch probe not allowed
- 15950 Channel %1 block %2 no traverse motion programmed
- 15960 Channel %1 block %2 no traverse motion programmed
Pages: 1 2 3
- 24 Авг 2016
andreieinav сказал(а):
Добрый день!
На станке с Sinumerik 840d проблема — ошибка 25000 — энкодер или связь с энкодером
Но может ли быть проблема в том что ремень двигатель-ось был растянут и ослаб, произошла рассинхронизация линейного и кругового перемещения?
Где хранятся данные с линеек и энкодеров в ЧПУ?
Хочу попробовать восстановить из архива.
Спасибо!
Если это линейная ось,то такая неисправность говорит об отсутствии фидбека(обратной связи) с ведущим энкодером Если в комплект входит оптическая линейка,то ,как правило,-это она!Оборванный ремень движка к таким сбоям привести не может т к при референсе оси,ведомый энкодер обнуляется Ищи проблему в линейке,-могут быть следующие варианты:
1 Убитые подшипники оси —>увеличенный зазор между головкой линейки и корпусом
2 Оборванный коннектор энкодера на линейке,или в шкафу
3 Проблема в плате драйвера энкодера (см по книжке его адрес,но не перепутай с ведомым!)
В общем,-кусок работы у тебя есть! Удачи!
Дело оказалось в отсутствующем болте на головке линейки… из-за этого был перекос….как болтик выкрутился?…может рабочие выкрутили ибо то провод в станке выпадет самозажимной колодки, то плк слетит в ноль, то вот это
Спасибо!
- 25 Авг 2016
andreieinav, Siemens 840C Сделал сброс ,ввод в эксплуатацию ,пролил все файлы.Машина включается ,загружается,подключаются привода,включается гидравлика.
Светится кнопка оси X ,другие не выбираются и ни одна ось не двигается.Все сигналы на контроллер приходят конечники,гидравлики и т.д.Что ей не хватает для движения??
- 26 Авг 2016
san-vai сказал(а):
andreieinav, Siemens 840C Сделал сброс ,ввод в эксплуатацию ,пролил все файлы.Машина включается ,загружается,подключаются привода,включается гидравлика.
Светится кнопка оси X ,другие не выбираются и ни одна ось не двигается.Все сигналы на контроллер приходят конечники,гидравлики и т.д.Что ей не хватает для движения??
А ошибок никаких не выдаёт?
Я не эксперт, но попробовать другой архив PLC залить, если нет других, то снова этот же перезалить. Думаю обработка кнопок и команд идет от PLC.
- 28 Авг 2016
san-vai сказал(а):
andreieinav, Siemens 840C Сделал сброс ,ввод в эксплуатацию ,пролил все файлы.Машина включается ,загружается,подключаются привода,включается гидравлика.
Светится кнопка оси X ,другие не выбираются и ни одна ось не двигается.Все сигналы на контроллер приходят конечники,гидравлики и т.д.Что ей не хватает для движения??
Проверь,-реагирует ли машина на переключение скорости подачи,-на пульте это должно быть видно в правом верхнем углу экрана!
- 29 Авг 2016
Добрый день!
На станке с Sinumerik 840d проблема — ошибка 400260
Machine control panel (MCP) at machine control panel interface 1 has failed. Timer of FB1 parameter MCP1Timeout has expired.Reactions:- Alarm display.Remedy:Check the connection with the MCP. Do not use timer T0 through T9 in the user program. Increase the value of timer parameter MCP1Timeout. Set MCP1Cycl to the default value.
Как следует из описания, что-то не в порядке с тайм-аутом при работе со станочной панелью. При этом панель подвешивается намертво и не реагирует не на одну кнопку.
После перезагрузки станка или выдергивания разъёма питания на панели работоспособность восстанавливается. За день работы выскакивает раз 5-6, абсолютно непредсказуемо. Подсоединение разъёмов проверяли. Подскажите что еще надо проверить.
- 30 Авг 2016
Лежат на стеллаже 2 шт. — дефект тот же. Одна ещё реагировала на охлаждение снегом в районе МС контроллера — помогает только замена — увы ((((
- 30 Авг 2016
anatoly_k_57, Спасибо.
Будем заказывать.
- 30 Авг 2016
andreieinav, Частично разобрался с выносного пульта управляются все оси ,а с панели нет ,также горит ось X другие не выбираются.Может что не прописано ?
- 2 Сен 2016
Доброго дня
Станок gildemeister ctx400serie2
Sinumerik 810d
Небольшая предистория
Работал нормально, пол дня стоял включеным без работы, появилась ошибка «plc нет связи, ждите». Выключил машину на пару минут, включил- все ок, проработал неделю, потом неделя простоя.
Включаю опять ошибка «plc не стартовал», перезагрузка больше не помогает, все кнопки пульта мигают. Батарейку меняли 2 месяца назад.
На мой взгляд нестандартная ситуация, когда во время работы теряется plc, потом опять находится после перезагрузки, а потом теряется напрочь.
Где в первую очередь искать причину? Может контакт гденибудь в электроавтоматике теряется. Помогите кто чем может. Заранее благодарен



- 5 Сен 2016
Добрый день,есть турецкий станок для резки стекла CMSmachine FLC 3225 на базе sinumerik 810d, на блоке CCU горит индикатор «6» светодиод 5+, SF , PR, на HMI пишет ошибка 120202 STOP:No NC Ready,при нажатии сброса NCK CCU щелкает реле и горит желтая надпись NC Communication failed. Батарейка 3,07 вольта. Шпиндели обесточены,при перемещении каретки руками,на главном экране стоят нули,система не видит где находится каретка,на пульт не реагирует Прошу помощи.Есть два архива,е ли полазить через MMC но содержимое не знаю,как можно сделать бекап того что сейчас есть и опробовать эти архивы?
- 7 Сен 2016
СашаМ сказал(а):
Доброго дня
Станок gildemeister ctx400serie2
Sinumerik 810d
Небольшая предистория
Работал нормально, пол дня стоял включеным без работы, появилась ошибка «plc нет связи, ждите». Выключил машину на пару минут, включил- все ок, проработал неделю, потом неделя простоя.
Включаю опять ошибка «plc не стартовал», перезагрузка больше не помогает, все кнопки пульта мигают. Батарейку меняли 2 месяца назад.
На мой взгляд нестандартная ситуация, когда во время работы теряется plc, потом опять находится после перезагрузки, а потом теряется напрочь.
Где в первую очередь искать причину? Может контакт гденибудь в электроавтоматике теряется. Помогите кто чем может. Заранее благодарен
Значит так,
1Причиной падения интерфейсов не всегда является батарейка,-это могут быть
а)плохо сдящая в коннекторе заглушка
б)остановка одного из перефкрийных осцилляторов
с)плохой контакт на батарейке поддержки протоколов интерфейса
д)наводки от неисправного контура заземления ,или реактора приводов
2 Так как интерфейсы у тебя упали и бояться больше нечего ,сделай следуюшее,
а)пробегись по всему кабелю,проверь коннекторы и заглушки
б)под высоковольтными шинами,под CPU,должна находиться батарейка и вентилятор охлаждения Надо это все аккуратно вытащить и проверить!Учти,-коннекторы хлипкие,действуй осторожно!
с)Когда все проверки закончишь,-внимательно почитай темку,проверь наличие архивов ,и,обязательно выполни процедуру полной чистки регистров!Не экономь время,делай все пошагово,не торопясь!
Удачи тебе!
Добавлено 07-09-2016 14:35
AntonovA сказал(а):
Добрый день,есть турецкий станок для резки стекла CMSmachine FLC 3225 на базе sinumerik 810d, на блоке CCU горит индикатор «6» светодиод 5+, SF , PR, на HMI пишет ошибка 120202 STOP:No NC Ready,при нажатии сброса NCK CCU щелкает реле и горит желтая надпись NC Communication failed. Батарейка 3,07 вольта. Шпиндели обесточены,при перемещении каретки руками,на главном экране стоят нули,система не видит где находится каретка,на пульт не реагирует Прошу помощи.Есть два архива,е ли полазить через MMC но содержимое не знаю,как можно сделать бекап того что сейчас есть и опробовать эти архивы?
Все это уже обсуждалось много раз,в разных вариациях!
Завари себе кофейку,закури сигаретку и,потрать часик,-почитай эту темку!Найдешь ответ в куче вариантов!
- 7 Сен 2016
Сейчас пишет 300701,300739,при ручном движении стола руками,по трем осям пишет 0.0000мм,PLC в составе блока работает. До этого через адаптер CP5512 Profibus и step-7 был слит проект трехсотого,и через программу SinuCom NC создан архив. Уровень доступа manufacturing. Пароль не вводился.В созданном архиве две папки NC и PLC.Вес архива 200кб.Не знаю достаточно этого или нет.Все ли данные выгрузил.
- 12 Сен 2016
andreieinav, Андрей добрый день.Давно читаю эту тему.много полезного.спасибо вам за это большое.Сейчас возникла конкретная проблема.
Имеем станок лазерной резки TRUMPF 3050 2000 г.в. SIMENS 840D. Есть острая необходимость опустить ось z на 3-4 мм. При попытке это сделать требует пароль второго уровня.Нужно бы поскорей.стоим. если можете то позвоните 8 916 681 09 61. С уважением Юрий.
- 12 Сен 2016
yura262 сказал(а):
.Давно читаю эту тему.много полезного.спасибо вам за это большое.Сейчас возникла конкретная проблема.
Имеем станок лазерной резки TRUMPF 3050 2000 г.в. SIMENS 840D. Есть острая необходимость опустить ось z на 3-4 мм. При попытке это сделать требует пароль второго уровня.Нужно бы поскорей.стоим. если можете то позвоните 8 916 681 09 61. С уважением Юрий.
Добрый день. Попробуйте SUNRISE. Это пароль производителя. Должен подойти ко всем уровням.
- 12 Сен 2016
Это пароль второго уровня?
Добавлено 12-09-2016 11:54
Дело в том что есть первый пароль.он позволяет менять референт оси x и y.а вот чтобы изменить этот параметр оси z требует пароль второго уровня.
Добавлено 12-09-2016 12:01
Похоже общие пароли не подходят.здесь какие то свои. Проблема.
- 12 Сен 2016
У нас 2 шт. 7020, но оболочка для 3010, 7040 — ни какого пароля не спрашивает. Может имеется в виду положение ключа? У наших своя панель, не Сименс…
- 14 Сен 2016
yura262 сказал(а):
Это пароль второго уровня?
Добавлено 12-09-2016 11:54
Дело в том что есть первый пароль.он позволяет менять референт оси x и y.а вот чтобы изменить этот параметр оси z требует пароль второго уровня.
Добавлено 12-09-2016 12:01
Похоже общие пароли не подходят.здесь какие то свои. Проблема.
Значит так,-SUNRISE ты уже пробовал,-теперь попробуй эту парочку;
1 EVENING
2 CUCTOMER
Может еще какие-то пароли есть,-надо поспрашивать!
И еще,-при вводе пароля,попробуй постоянно удерживать кнопку переключения регистров ^!
- 14 Сен 2016
Спасибо за ответ.попробуем.Актуальность пропала правда.ремонтируем ось.Есть надежда что сможем отремонтировать мотор линейного привода.простоим несколько дней.но все равно рано или поздно это нужно было делать.
- 15 Сен 2016
Здравствуйте, у нас siemens sinumerik 810m, заменили севшие батарейки, не могу разобраться с файлами на диске, там их 6 штук:
F5FC14.CMP
F5FJ70.01
F5FJ7001.KD
F5FJ7001.NC -T E A 1
F5FJ7001.PLC -T E A 2
F5FJ7001.PRG -P C P
Подскажите какие из них мне нужны? и что есть что?)
Заранее, благодарен…
► F5FJ7001.rar
- 20 Сен 2016
DJPuma сказал(а):
Здравствуйте, у нас siemens sinumerik 810m, заменили севшие батарейки, не могу разобраться с файлами на диске, там их 6 штук:
F5FC14.CMP
F5FJ70.01
F5FJ7001.KD
F5FJ7001.NC -T E A 1
F5FJ7001.PLC -T E A 2
F5FJ7001.PRG -P C P
Подскажите какие из них мне нужны? и что есть что?)
Заранее, благодарен…
Я не могу распокавать твой rar!Но,судя по расширениям,тебе нужны
1 ТЕА 1
2 ТЕА 2
3 РСР
и именно в такой последовательности!Проверь эти файлы обычными текстовыми редакторами NOTEPAD ,или WORDPAD!Остальное + инструкции есть в теме .Удачи!
- 30 Сен 2016
Добрый день, друзья!
Подскажите пожалуйста какая батарейка ставится на sinumerik 810d. Стояла 6в сименс, когда вылезла ошибка «слабая батарейка» поменял на аналогичную, но не сименс, хватило на два месяца- поменял, через два месяца ситуация повторилась. Может батарейка должна быть 3.6в?
Заранее благодарен!
- 30 Сен 2016
Батарейка SAFT- 3,6в, они отличаются малым током саморазряда, большой ёмкостью и НЕ ПРИЕМЛЮТ короткое! Дорогие, сцуко — 25 евро два года назад — сейчас не знаю….
- 2 Окт 2016
День добрый.
Много искал, но кроме как переустановка, не чего не нашёл. Возможно я плохо искал.Проблема такая. Я по невнимательности нажал кнопку подтверждения вместо отмены и по менял bus note с 13 на 6. Теперь пишет ошибку 120202 Wait for connection to NC/PLC. Есть ли возможность его поменять обратно. Без переустановки? Есть кабеля под сименс 200 300 400 серий, но чувствую, что они не подойдут. Сам станок chiron sinumerik 840d. Mmc 103. В загрузочном окне написано mmc 101/102 Regie.
С ув. Руслан.
П.с. Синумерик ново для меня. Если что извиняюсь за глупый вопрос.
- 6 Окт 2016
СашаМ сказал(а):
Добрый день, друзья!
Подскажите пожалуйста какая батарейка ставится на sinumerik 810d. Стояла 6в сименс, когда вылезла ошибка «слабая батарейка» поменял на аналогичную, но не сименс, хватило на два месяца- поменял, через два месяца ситуация повторилась. Может батарейка должна быть 3.6в?
Заранее благодарен!
Оно без «может»!3.6v и только литевая!
Добавлено 06-10-2016 14:20
Tehnikvg сказал(а):
День добрый.
Много искал, но кроме как переустановка, не чего не нашёл. Возможно я плохо искал.Проблема такая. Я по невнимательности нажал кнопку подтверждения вместо отмены и по менял bus note с 13 на 6. Теперь пишет ошибку 120202 Wait for connection to NC/PLC. Есть ли возможность его поменять обратно. Без переустановки? Есть кабеля под сименс 200 300 400 серий, но чувствую, что они не подойдут. Сам станок chiron sinumerik 840d. Mmc 103. В загрузочном окне написано mmc 101/102 Regie.
С ув. Руслан.П.с. Синумерик ново для меня. Если что извиняюсь за глупый вопрос.
Скажи,а какой PLC у тебя?Если в комплекте PCU-50,то вернуть можно быстро ,за счет архивов
P S Извиняюсь коллеги за задержку с ответами,-праздники+ модернизация завода!
- 13 Окт 2016
Спасибо за ответ. Сам контроллер я не нашел. В зависимости, что имеется ввиду для синумерика. Блоки входов выходов 300 — сименса и блоки связи. ПСУ нигде такого не обнаружил. Но машина старая 96(97)- 2002 года выпуска. Если надо, могу выложить полный фото-отчет по машине.
п.с. Праздники хорошо! Отдыхать тоже надо. А модернизация сама по себе приятна). У самого такая работа) Но синумерик это мой личный станок). и с ним не сталкивался.
3
Milling Cycles
3.16 Swiveling – CYCLE800 (SW 6.2 and higher)
3.16.6 Error messages
Explanation
Alarm source CYCLE800
Alarm number
61180
61181
61182
61183
61184
61185
61186
61187
61188
62180
62181
Typical display of the swivel angle to be set for a
manual rotary axis in CYCLE800
62180
3-258
Alarm text
«No name assigned to swivel data
record even though machine data
$MN_MM_NUM_TOOL_CARRIER > 1″
«NCK software version too old (no
TOOLCARRIER functionality)»
«Name of swivel data record unknown» See Swivel cycle start-up CYCLE800 à
«Retraction mode GUD7 _TC_FR
outside value range 0..2″
«No solution can be found with current
angle inputs»
«Rotary axis angle ranges incorrect
(min>max) or not defined»
«Invalid rotary axis vectors»
«Block search computation end of block
not valid for SWIVEL»
«No axis name
1st rotary axis declared»
«Set rotary axes x.x [deg]»
«Set rotary axes x.x [deg]»
«Set rotary axes B: 32.5 [deg]»
Explanation, remedy
No name assigned to swivel data record
even though several swivel data records
exist
($MN_MM_NUM_TOOL_CARRIER>0) or
no swivel data record defined
($MN_MM_NUM_TOOL_CARRIER=0)
TOOLCARRIER functionality as from
NCU 6.3xx
Kinematics Name (swivel data record)
See Swivel cycle start-up CYCLE800 à
Retraction;
1st transfer parameter CYCLE800(x,…) is
faulty >2
Check start-up of swivel cycle
CYCLE800
Swivel cycle start-up CYCLE800:
Rotary axis vector V1 or V2 not entered
or incorrect
Select block search with calculation
contour
Swivel cycle start-up CYCLE800: no
entry under rotary axis 1 identifier
Angles to be set for manual rotary axes
Angle to be set for manual rotary axis
SINUMERIK 840D/840Di/810D Programming Guide Cycles (PGZ) – 11.02 Edition
3
12.97
11.02
© Siemens AG, 2002. All rights reserved
#1
![]()
OFFLINE
pro-ingener
-
- Пользователи
-
- 3 сообщений
Абитуриент


- Из:Б
Отправлено 20 Октябрь 2012 — 16:00
Прошу помощи.
Стойка Sinumerik 840D выдает ошибки 700208 и 14014
Суть в следующем.
Есть программа объемом 10 Мб, что существенно больше оперативки (около 1 Мб).
Делаю все как прописанов в инструкции п.4.6.6 «Руководства пользователя. Обработка с жесткого диска», перевожу в автоматический режим и т.д.
Так вот, когда все готово и нажимаешь кнопку «NC-start» на экране появляется сначала ошибка 700208, потом 14014.
До этого в автоматическом режиме на станке никто не работал по причине ненадобности.
Попробовали также запустить программу объемом в 30Кб (давно отработанную в ручном режиме) в автоматическом режиме — выскакивают теже ошибки.
В «Руководстве…» прописано, что с номерами ошибки с 700000 и выше обращайтесь к изготовителю станка, а где его найдешь, прошло уже лет десять.
Возможно у кого-нибудь встречались подобные сбои прошу, помогите.
Стойка Sinumerik 840D, MMC 103.
-
0
- Наверх
#2
![]()
pro-ingener
-
- Пользователи
-
- 3 сообщений
Абитуриент
- Из:Б
Отправлено 22 Октябрь 2012 — 09:16
Вот что высвечивается на экране:
Ошибка 700208 — ошибка PI выбора программы,
Ошибка 14014 — канал 1 выбранная программа «sverlenie.MPF» или право доступа отсутствует.
Станок производства немецкой фирмы SW BAS 03-12.
-
0
- Наверх
#3
![]()
Rtype
- Пол:Мужчина
- Из:Ковров
Отправлено 22 Октябрь 2012 — 13:56
Вам на форум сапр2000 надо. Здесь не помогут, профиль немного другой.
-
0
- Наверх
#4
![]()
windnord1
-
- Пользователи
-
- 2 сообщений
Абитуриент
- Из:ulan-ude
Отправлено 30 Сентябрь 2015 — 11:01
sinumerik 802d выдает ошибку 700027
Помогите!!
-
0
- Наверх
#5
![]()
3D-BiG
- Пол:Мужчина
- Город:Ареал обитания — вся страна, но обычно встречаюсь в Новосибирске…
- Интересы:Полежать на диване, пофлудить на форуме….
- Из:СССР
Отправлено 30 Сентябрь 2015 — 16:59
sinumerik 802d выдает ошибку 700027 Помогите!!
Вам на форум сапр2000 надо. Здесь не помогут, профиль немного другой.
-
0
Лужу, паяю, станки ЧПУ починяю….
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
- Наверх
#6
![]()
Terex
-
- Пользователи
-
- 1 сообщений
Абитуриент
- Пол:Мужчина
- Из:Жлобин
Отправлено 17 Август 2016 — 00:08
Ошибка 14014 — канал 1 выбранная программа «sverlenie.MPF» или право доступа отсутствует.
14014
Канал %1 выбранная программа %3 отсутствует или редактируется
Параметр: %1 = номер канала
%2 = номер кадра, метка
%3 = имя программы
Объяснение:
Выбранная программа обработки детали находится не в памяти NCK или право доступа
для выбора программы соответствует более высокому уровню из актуального состояния
СЧПУ.
При создании этой программы она получила активную степень защиты СЧПУ.
От ПО 5 программа, редактируемая на HMI, более не может быть запущена с NC-Start.
Ошибка устанавливается и тогда, когда для определения GUD или макроопределения
был выбран файл, отличный от предусмотренных для этого файлов определения.
Реакции:
индикация ошибки
Помощь:
Догрузить необходимую программу в память NCK или проверить имя директории и
программы.
-
0
- Наверх
#7
![]()
Eledet
-
- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
- Из:Алексеевка
Отправлено 28 Февраль 2017 — 21:33
Подскажите кто в курсе.Высвечивает ошибка 700047.Нет защиты привода.Куда копать?
-
0
- Наверх
#8
![]()
ShadowVoice
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
- Из:Рига, Латвия
Отправлено 28 Февраль 2017 — 22:16
70XXXX группа ошбок относится к пользовательской части PLC и строго говоря к PLC Siemens не относится. Данную группу описывает изготовитель станка — соотв спрашивайте завод/продавца. Нормальный производитель по коду ошибки скажет что и где искать (серийный номер станка!).
Еще, конечно, можно лезть в PLC ручками, однако если не знаете что творите, то лучше не надо.
-
0
- Наверх
#9
![]()
Eledet
-
- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
- Из:Алексеевка
Отправлено 28 Февраль 2017 — 23:22
Еще, конечно, можно лезть в PLC ручками, однако если не знаете что творите, то лучше не надо.
Позвонил знакомому Томашу в Польшу.Жду ответа.В PLC лажу периодически когда каретка глючит.
Эта ошибка по защите привода выскакивала,но повторный запуск проги решал вопросы.Сегодня даже перезагрузка станка не помогла.
-
0
- Наверх
#10
![]()
Eledet
-
- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
- Из:Алексеевка
Отправлено 01 Март 2017 — 21:04
Посоветовал постучать по релюшке.Прокатило.Заработал))))
-
0
- Наверх
#11
![]()
vv92
- Пол:Мужчина
- Город:Н.Новгород
- Из:Н.Новгород
Отправлено 02 Март 2017 — 01:23
Я, когда служил, тоже обучал молодых стучать по релюшкам, а до этого меня так учили и видимо многими поколениями до.
Мне и в голову не приходило релюшки заменить. А в воздухе четырнадцать истребителей и не все ассы, ну и генерал у мониторов, хожу-пинаю, чё.
И да, из инструмента у нас по наследству маленькая отвертка передавалась. Но кто служил, знает, что можно было добыть и стрелочный осциллограф.
-
0
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#12
![]()
ShadowVoice
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
- Из:Рига, Латвия
Отправлено 02 Март 2017 — 11:38
Посоветовал постучать по релюшке.Прокатило.Заработал))))
«Умом Россию не понять, аршином общим не измерить», релюшку не поменять… , а — постучать!
Поменятьте по возможности, а то получите ударную установку.
-
0
- Наверх
#13
![]()
Eledet
-
- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
- Из:Алексеевка
Отправлено 03 Март 2017 — 01:07
Подскажите….Есть постпроцессор под мою CNC машину.Только под какую программу не знаю. Как вообще с этим работать.
На данный момент работаю с лестницами и пишу самостоятельно програмки для трехосевой обработки.
Машина 5 осевая.Для лестниц специальная прога.Сама пишет програмки.
-
0
- Наверх
#14
![]()
ShadowVoice
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
- Из:Рига, Латвия
Отправлено 03 Март 2017 — 02:17
Все ПП что я видел можно открыть как текстовой файл любым редактором ( блокнот и прочие ). Зачастую в заголовке указано для какой САМ прогрвммы данный ПП.
Какая такая специальная прога? Тут с телепатами напряженка, гадать некому.
-
0
- Наверх
#15
![]()
Eledet
-
- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
- Из:Алексеевка
Отправлено 03 Март 2017 — 03:33
Vision Stolarstwo 2D 3D V1.0.arp
Постпроцессор где то есть у меня только я уже забыл куда я его сохранил.Даже не знаю как он выглядит.
Вот название …Это не он?
Програма для лестниц wagemeer/ Она проектирует и потом выдает файлы для станка.Там от оператора только поменять расширение и все.
-
0
- Наверх
#16
![]()
ShadowVoice
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
- Из:Рига, Латвия
Отправлено 03 Март 2017 — 14:41
Расширение/тип файла ARP для ПП обычно указывает на AlphaCam. Скорее всего это ПП для AlphaCam’a.
А Вами указанная программа наверно столь экзотическая, что ничего в сети на нее не нашел.
-
0
- Наверх
#17
![]()
Lodochnik
- Пол:Мужчина
- Из:Королев
Отправлено 03 Март 2017 — 20:34
А Вами указанная программа наверно столь экзотическая, что ничего в сети на нее не нашел.
Просто название с ошибками написано, правильно Wagemeyer
-
0
С уважением, Олег.
- Наверх
#18
![]()
Eledet
-
- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
- Из:Алексеевка
Отправлено 03 Март 2017 — 21:56
Скорее всего это ПП для AlphaCam’a
Спасибо.
Теперь вот вопрос.Где найти этот альфакам и как этими двумя програмами пользоваться.
И можно ли этот ПП переделать на компас.
правильно Wagemeyer
Да точно.Сам Антон приезжал и устанавливал в ЧПУшку.
Сейчас он свою прогу забросил и ушел работать в Старкон.
-
0
- Наверх
#19
![]()
ShadowVoice
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
- Из:Рига, Латвия
Отправлено 04 Март 2017 — 00:20
AlphaCam надо не найдти, а купить. Лицензионное соглашение на ПО и закон РФ такой возможности не предусматривют. Вопросы пиратского ПО запрещены на этом форуме. Стоимость Вас обрадует.
Как ими пользоваться — странный вопрос. Изучать как работать в данной программе.
Компас, насколько я знаю, не может создавать программы для ЧПУ станков. Соотв ПП ему НЕ нужен. Изучайте АлфаКам, или Вами упомянутую программу.
-
0
- Наверх
#20
![]()
Marcus
-
- Пользователи
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
- Из:Оренбург
Отправлено 26 Декабрь 2017 — 14:34
Доброе время суток! Прошу помощи!
Возникла проблема с координатно-пробивным станком Durma ТР9 с ЧПУ Siemens Sinumerik 840D sl.
Станок выдает ошибку 12550. Выставление клампов не происходит. Выскакивает ошибка.
Прикрепленные изображения
Сообщение отредактировал Marcus: 26 Декабрь 2017 — 14:35
-
0
- Наверх
Sinumerik Alarm 12550 Channel %1 block %2 name %3 not defined or option not installed
Parameters:
%1 = Channel number
%2 = Block number, label
%3 = Source symbol
Definitions:
The identifier displayed has not been defined before being used. Macro: The keyword, to be defined with the DEFINE … AS … statement, is missing in one file:
_N_SMAC_DEF
_N_MMAC_DEF
_N_UMAC_DEF
_N_SGUD_DEF
_N_MGUD_DEF
_N_UGUD_DEF
Variable: DEF statement is missing
Program: PROC declaration is missing
Reactions:
– Alarm display.
– Interface signals are set.
– Correction block
Remedy:
Press the NC Stop key and select the function “Correction block” with the soft key PROGRAM CORRECT. The correction pointer positions on the incorrect block.
• Correct the name used (writing error)
• Check definitions of variables, subroutines and macros
• Declare subroutine with EXTERN, load subroutine to SPF-Dir
• Check interface definition of subroutine
• Check options
Program Continuation:
Clear alarm with NC START or RESET key and continue the program.
References
- Siemens Diagnostics Guide by Siemens
Sinumerik Alarm 12550 Channel %1 block %2 name %3 not defined or option not installed

Artimelle
 Переодически мигает спираль, ошибка Р3101,012545. Решение
Переодически мигает спираль, ошибка Р3101,012545. Решение
#1
Сообщение
Artimelle » 24 фев 2022, 12:24
Пол года назад на ходу замигала спираль и появилась ошибка 012545-Motor for intake Manifold Flap (V157) Р3101-000 — Open or Short to Ground, что свидетельствует о неисправности дроссельной заслонки. после того как заглушишь/заведешь ошибка уходила. Были предприняты меры по шевелению и очистке фишки ДЗ от пыли и грязи, проверена проводка. Ошибка уходила на какое то время (бывало на месяц, а бывало появлялась несколько раз в день) при этом машина начинала тупить под нагрузкой. Наконец спираль стала мигать постоянно. Хотел уже было заказывать новую ДЗ, но решил открыть свою. Не снимая заслонку открутил саморезы и снял пластиковую крышечку, масла внутри не оказалось, все чисто, шестеренки в хорошем состоянии. Теперь о решении проблемы. После того как сняли крышечку, снимаем пластиковую шестеренку и видим контакты электродвигателя (тот самы V157 по мануалу). Берем мультиметр, замеряем сопротивление обмоток. Должно быть 3-9 Ом. В моем случае оно равнялось 35 Ом. Если у вас так же сопротивление отличается от номинала — снимаем электромоторчик. Держится на 2 винтах, откручиваем, снимаем прижимную планку, достаем моторчик. Далее требуется его разобрать.На стыке металлической части и пластика зажаты 2 металлических усика, их нужно разогнуть и располовинить мотор. Я это сделал узкогубцами, разогнув усики (можно надпилить один из усиков болгаркой. Аккуратно). Когда мотор разобранаккуратно, самой мелкой наждачкой шлифуем коллектор до блеска, удаляем всю грязь, вынимаем щетки из посадочных скинув с них пружинки, проверяем щетки на наличие наплавлений, я так же их совсем немного шлифанул наждачкой. Собираем все в обратной последовательности. Секунд по 10 прогоняем моторчик от аккумулятора или любого другого источника постоянного тока на 12В в одну и другую сторону (меняя полярность подключения) чтобы притереть щетки. Замеряем сопротивление снова. В моем случае после ремонта оно оказалось 4 Ом. Устанавливаем мотор в заслонку, крепим сверху планку на 2 винта, ставим на место шестеренку и крышечку. После первого завода ошибка остается и не стирается, но нужно несколько раз завести / заглушить, после чего спираль перестает моргать и ошибку можно стереть. Больше меня эта проблема не беспокоит. Я искал решение пол года и толковых инструкций не находил, поэтому решил подробно описать все здесь. Надеюсь кому то эта информация будет полезна!