14
Messages
14.1
Status messages
‰ An error code is displayed in the 7 segment display
41 in event of an error.
Code
Note
H08
Short-circuit
H30
Configuration
H34
Fans
Tab. 5:
Status messages
14.2
Error messages
‰ An error code is displayed in the 7 segment display
41 in event of an error. Press any button to display
the sub-error (Sub-Code).
Code
Error
E01
Excessive temperature
E02
Overvoltage
E04-1
Protective earth conductor
monitoring
E06
Overvoltage secondary
E07
EEPROM
E09
Voltage detection
E12
Power section
E13
Temperature sensor
E14
Supply voltage
E15
Current detection
E18
Overload protection
E22
Mains undervoltage
E25
Idle generator
E30
Error configuration
E31
Communications fault
E32
FPGA
E33
Power section
E34
Fans
E40
Polarity reverser
E41
Phase monitor
Tab. 6:
Error messages
11.18
i
Cause
Short-circuit in the output circuit
Component group recognition faulty
Fan current faulty
i
Cause
Duty cycle exceeded
Dust filter contaminated
Mains voltage too high
Fault current to protective earth con-
ductor
Initial voltage too high
Communication with EEPROM defec-
tive
Voltage measuring system faulty
Power section start-up faulty
Temperature sensor not ready for
operation
internal supply voltage too low
Error during current measurement
Safety switch device to protect elec-
trical components
Mains voltage on power unit is too
low
Idle generator faulty
Faulty or wrong pc-board, wrong
software system installed
CAN bus communication faulty
FPGA faulty
Power module not symmetrical
Fan current faulty
Polarity reverser faulty
Recognised missing mains phase
909.1550.1-08
After the message has been output, the
machine will only function to a limited ex-
tent; the error must be corrected as quickly
as possible.
The status message can be deleted by
pressing the control knob 56.
Possible remedy
Eliminate the short-circuit (pick up
electrode holder, …)
Inform Service
Inform Service
As long as there is an error code on display
welding is not possible.
Possible remedy
Allow switched-on machine to cool
down for a few minutes.
Replace dust filter
Check mains voltage
Connect the welding earth lead
Inform Service
Switch machine off and on again, ex-
ecute master reset
Inform Service
Inform Service
Inform Service
Check mains voltages
Inform Service
Inform Service
Check mains voltages
Inform Service
Inform Service
Switch the equipment off and on again
Inform Service
Inform Service
Inform Service
Inform Service
Check mains fuse and mains supply
— 19 —
В реестре ОАО «Газпром» и ПАО «Транснефть»
Производится в России
 Сварочный аппарат инверторный Lorch Х350 ControlPro
Сварочный аппарат инверторный Lorch Х350 ControlPro
Цена:
Цена: 366136,19 руб
Описание
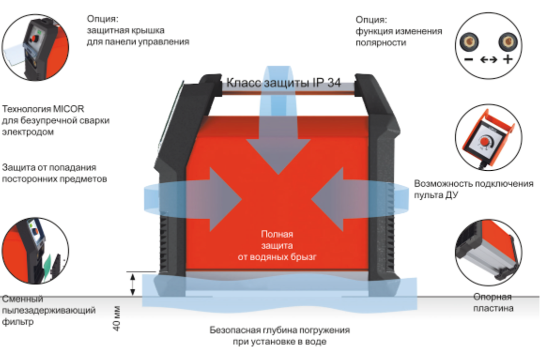
Инверторный сварочный аппарат LORCH серии X350 предназначен для работы в самых неблагоприятных условиях. Данная серия специально разработана для специалистов-сварщиков, работающих на открытых участках за пределами цеха, мастерской, там, где возможен дождь, лужи, пыль и грязь. Сварочные аппараты LORCH X350 — это оборудование для ручной дуговой сварки ММА повышенной прочности: компактность, защита от падения с высоты 60 см, защита от водяных брызг, хорошая экранизация от пыли и проникновения посторонних предметов.
По итогам специальных исследований «Газпром ВНИИГАЗ», сварочные аппараты LORCH серии X350 включены в реестр ОАО «Газпром» и разрешены к использованию при ремонте и строительстве газопроводов ОАО «Газпром». С сентября 2016 г. аппараты данной серии вошли в реестр ПАО «Транснефть». Аппарат также аттестован НАКС по группе НГДО согласно требованиям ПАО «Транснефть».

Специальная конструкция основания сварочного аппарата обеспечивает достаточный просвет между опорной поверхностью и сварочным аппаратом. Установка аппарата даже на заполненную водой поверхность на высоте опорной пластины не представляет никакой проблемы для сварочного аппарата серии Х и не может вывести из строя электронику.
Максимальная производительность технологии Micor
Эффективная работа инверторного сварочного аппарата даже с самыми толстыми электродами, независимо от их типа — будь то изделия с основным, рутиловым или специальным покрытием. Ключевая область работы сварочных аппаратов LORCH серии Х — сварка электродами с целлюлозным покрытием. Идеальное зажигание при сварке электродом обеспечивает автоматический и адаптивный горячий пуск. В случае со сложными электродами необходимую поддержку окажет функция регулировки давления сварочной дуги ArcForce. Система AntiStick надежно устранит такое явление, как прилипание электрода


MicorUp — простота и скорость при сварке вертикальных швов штучным электродом. При выполнении сварки сварщику необходимо просто перемещать электрод вверх по стыку, не совершая колебательных движений. Вертикальные швы можно сваривать за один подход, получая стабильно высокое качество швов.
Инверторные сварочные аппараты LORCH Х350 не подвержены колебаниям напряжения в сети. Благодаря инновационной технологии, сварочные аппараты инверторные LORCH серии Х легко использовать в комплекте с генератором, сетевым кабелем и удлинителем — сварочная дуга стабильна даже при понижении напряжения в 40%.
Преимущества сварочных аппаратов LORCH X350
- Инновационная и запатентованная технология MICOR обеспечивает максимальную эффективность и идеальное качество сварки.
- Безупречная сварка электродами диаметром до 8 мм. Оптимально подходит для электродов с основным, рутиловым и специальным покрытием.
- Абсолютно надежная сварка вертикального шва сверху вниз электродами с целлюлозным покрытием (CEL).
- Сварка электродами с горячим пуском, с предотвращением прилипания и автоматическим регулированием давления дуги.
- InsideCoating: оптимальная защита от пыли для длительного срока службы.
- Чрезвычайно прочный корпус, полностью защищенный от брызг (класс защиты IP 34).
- Защита при падении с высоты до 60 см.
- Разъем для подключения ручного и ножного устройства управления.
- Опция: функция изменения полярности (модель PST).
- Стабильная сварочная дуга и при колебаниях напряжения, и в случае с длинным, до 100 м, сетевым кабелем.
- Совместимость сварочного аппарата с генератором.
- Прибор изготовлен и испытан согласно DIN EN 60974-1 со знаками CE и S, а также классом защиты IP 34.
Панель управления ControlPro
Сварочный аппарат LORCH X350 представлен в 2х вариантах панелей управления: BasicPlus и ControlPro.

- Концепция управления по принципу «3 шага до сварки».
- Плавная регулировка тока.
- Цифровая индикация тока с точностью до ампера.
- С предварительным выбором электрода (основной, рутиловый и CEL) для оптимальных параметров сварки.
- Быстрый доступ к горячему старту.
- Функция сварки TIG DC (с ContacTIG).
- Специальная функция для ручной дуговой сварки вертикального шва MicorUp.
- Импульсная сварка.
- Аппарат также поставляется в исполнении PST с переключателем / функцией переключения полярности.
Технические характеристики LORCH серии Х350
| X 350 VRD RU | X 350 VRD RU (PST) | |
| Ток, А | 10 — 350 | 11 — 350 |
| Сварочные электроды | ||
| Электрод, мм | 1,6 — 8,0 | 1,6 — 8,1 |
| CEL, мм | До 6,0 | До 6,1 |
| Стандартное время включения электрода (ED), замер по немецкому стандарту качества DIN EN 60974-1 | ||
| Ток при 100% ED (40 °C), A | 230 | 230 |
| Ток при 60 % ED (40 °C), A | 280 | 280 |
| ED при макс. токе (40 °C), % | 35 | 35 |
| Аппарат | ||
| Сетевое напряжение, В | 3~400 | 3~401 |
| Сетевое напряжение, (допуски), % | +25 / –40 | +25 / –41 |
| Сетевой предохранитель инерционный, А | 25 | 25 |
| Габаритные размеры (Д х Ш х В), мм | 515 x 185 x 400 | 516 x 185 x 400 |
| Масса, кг | 18,6 | 19,8 |
| Функция подключения полярности PST | — | + |
| Концепция управления | ||
| BasicPlus | + | — |
| ControlPro | + | + |
![]()
Сварочный аппарат Lorch X аттестован НАКС. Стоимость сертификата НАКС рассчитывается отдельно.
У вас появились вопросы?
Мы будем рады проконсультировать Вас по телефону:
Тел.: +7 (3952) 745-543
Сварочные инверторы X 350
Инверторный сварочный аппарат Lorch серии X предназначен для работы в самых неблагоприятных условиях. Серия X специально разработана для сварщиков, работающих на открытых участках, где возможен дождь, лужи, пыль и грязь. Сварочные аппараты Lorch серии X — это оборудование для ручной дуговой сварки ММА повышенной прочности: компактность, защита от падения с высоты 60 см, защита от водяных брызг, хорошая экранизация от пыли и проникновения посторонних предметов.
Аппараты серии X отличаются безупречным качеством сварки. Их эффективную работу гарантирует инновационная и запатентованная технология MICOR, обеспечивающая стабильную сварочную дугу. Ничуть не меньшая стабильность характерна и при работе от генератора, и с длинным сетевым кабелем, и при сетевых колебаниях напряжения. Там, где другие аппараты оказываются бессильны, приборы серии X работают надежно и стабильно.
Технология MICOR® компании Lorch делает серию X не только невосприимчивой к скачкам напряжения, но с MicorUp в версии X 350 ControlPro обеспечивает отличную сварку вертикальных швов снизу вверх с помощью электродов. Никаких больше возвратно-поступательных движений вдоль шва. Сварщик просто ведет электрод прямо вверх. Даже использование основных электродов позволит достичь наилучшего результата.


MICOR®
Основа данного успеха: MICOR® технология. Если электрическая дуга в обычных инверторах быстро нарушается в низко-фазовой области, технология MICOR благодаря запатентованной технике автоматического регулирования всегда выдает достаточную мощность, чтобы удерживать в стабильном состоянии и ванну расплавленного металла, и электрическую дугу. И вертикальный шов сваривался до сих пор в 2 прохода: корень – электродом меньшего диаметра, верхний слой – электродом большего диаметра; процесс MicorUp позволяет, в свою очередь, заварить шов в один проход электродом большого диаметра.
Нормативы требуют обеспечить защиту от падения сварочного источника с высоты 25 см. Однако если аппарат упадёт с платформы погрузчика или с края траншеи, то он скорее всего сломается просто потому, что высота падения окажется слишком большой. С нашим аппаратом серии X такого не случится, поскольку он оснащён специальной защитой, которая предотвращает повреждение электронных компонентов. В результате обеспечивается надёжная защита при падении с высоты до 60 см.
Специальная конструкция основания сварочного аппарата обеспечивает достаточный просвет между опорной поверхностью и сварочным аппаратом. Установка инверторного сварочного аппарата даже на заполненную водой поверхность на высоте опорной пластины не представляет никакой проблемы для сварочного аппарата серии Х и не может вывести из строя электронику. Аппарат успешно прошел испытания на эксплуатацию в экстремальных условиях.
Преимущества X 350
Аппараты серии «X» находят применение там, где решаются сложные сварочные задачи. При неблагоприятных условиях и в непроходимой местности. Именно здесь такие аппараты демонстрируют свои лучшие «внедорожные» качества и максимальную эффективность.
Увеличенный радиус действия
Технология MicorBoost обеспечивает оптимальную сварочную работу Lorch X 350, а также обеспечивает линию длиной до 200 м и очень стабильную и мощную дугу.
Разнообразный
Lorch X 350 оптимально подходит для базовых, рутильных и специальных электродов диаметром до 8 мм, а также для безопасной сварки целлюлозных электродов (CEL). Кроме того, с ContacTIG существует возможность сварки TIG-DC.
Технология MicorBoost
Повышение производительности благодаря MicorBoost. Как только ток уменьшается из-за внешних помех, теперь могут быть активированы значительно более высокие резервы напряжения. Результатом будет совершенная заварка электрода-включая cel и специальные электроды.
Hotstart
Автоматический адаптивный горячий старт обеспечивает идеальное зажигание.
Anti-Stick Системы
Система Anti-Stick надежно предотвращает прилипание электрода.
Arc Force-Регулировка
Управление силой дуги поддерживает процесс сварки с повышенной устойчивостью дуги и оптимизированным переходом материала.
Мобильный
Благодаря своему небольшому весу Lorch X 350 остается мобильным и гибким.
Дистанционное управление
Lorch X 350 также можно использовать с опциональным ручным или ножным пультом дистанционного управления.
Lorch X 350 PST
В PST-варианте Lorch X 350 установка имеет функцию Переполюсности. Таким образом, вам больше не нужно подключать сварочные кабели, но вы можете просто изменить полярность на пульте дистанционного управления.
Технические характеристики X 350
Технология MICOR® компании Lorch делает серию X невосприимчивой к скачкам напряжения, а MicorUp в версии X 350 ControlPro обеспечивает отличную сварку вертикальных швов снизу вверх с помощью электродов.

ControlPro
- Концепция управления по принципу «3 шага до сварки»
- Плавная регулировка тока
- Цифровая индикация тока с точностью до ампера
- С предварительным выбором электрода (основной, рутиловый и CEL) для оптимальных параметров сварки
- Быстрый доступ к горячему старту
- Функция сварки TIG DC (с ContacTIG)
- Специальная функция для ручной дуговой сварки вертикального шва MicorUp
- Импульсная сварка
- Возможна MIG/MAG сварка при работе с блоком подачи проволоки MF-07 (характеристика CC ток-ток и CV ток-напряжение)
- Аппарат также поставляется в исполнении PST с переключателем / функцией переключения полярности

BasicPlus
- Концепция управления по принципу «3 шага до сварки»
- Плавная регулировка тока
- Цифровая индикация тока с точностью до ампера
- С предварительным выбором электрода (основной, рутиловый и CEL) для оптимальных параметров сварки
- Горячий старт, регулируемый в подменю
- Функция сварки TIG DC (с ContacTIG)
- Возможна MIG/MAG сварка при работе с блоком подачи проволоки MF-07 (характеристика CV ток -напряжение)
| Характеристика | MX 350 / X 350 PST |
| Сварочный ток, A | 10-350 плавная регулировка |
| Электроды, мм | 1,6 — 8,0 |
| CEL, мм | До 6,0 |
| Ток при 100% ED (40 °C), A | 230 |
| Ток при 60 % ED (40 °C), A | 280 |
| ED при макс. токе (40 °C), % | 35 |
| Сетевое напряжение, В | 3~400 |
| Сетевое напряжение, (допуски), % | +25 / –40 |
| Сетевой предохранитель инерционный, А | 25 |
| Фазы (50/60 Гц) | 3~ |
| Положительный допуск сети | 25% |
| Отрицательный допуск сети | 40% |
| Сетевой штекер | CEE 32 |
| Стандарт EN | 60974-01 |
| Класс защиты | (EN 60529) IP34S |
| Класс изоляции | F |
| Обозначение | CE, S |
| Габаритные размеры (Д х Ш х В), мм | 515 х 185 х 400 |
| Масса, кг | 18,6 / 20,2 |
Table of Contents for LORCH X Series:
-
Ersatzteilliste/sparepartslist/Списокдеталей — 30 — 11.18909.1551.0-08 Lorch Schweißtechnik GmbH Im Anwänder 24 — 26 71549 Auenwald Germany Tel. +49 7191 503-0 Fax +49 7191 503-199 [email protected] www.lorch.eu 3/331.10.2018 990.4120.0-04 9501927 X 350 Control Pro PST Ersatzteilliste/sparepartslist/Списокдеталей Pos Mat.Nr. Bezeichnung designatio
-
Start-up — 14 — 11.18909.1550.1-08 12.4 Call up the secondary parameters  Press button 55 to call up the secondary parameters.  Set the desired secondary parameter by rotating the control knob 56. 9 The parameter code and the corresponding setting are displayed alternately in the 7-Segment display 41.  Conrm the secondary parameter by pressing the control knob 56.  The setting can be adjusted by rotating the control knob 56.  Conrm the s
-
Ersatzteilliste/sparepartslist/Списокдеталей — 32 — 11.18909.1551.0-08 22.5 X 350 Basic Plus Lorch Schweißtechnik GmbH Im Anwänder 24 — 26 71549 Auenwald Germany Tel. +49 7191 503-0 Fax +49 7191 503-199 [email protected] www.lorch.eu 2/3 31.10.2018 990.4471.2-04 9501927 X 350 Basic Plus Ersatzteilliste/sparepartslist/Списокдеталей Pos Mat.Nr. Bezeichnung designation Название 1 604.3609.0 Zubehörgurt 40×800 schwarz G22 transportation belt 40
-
Start-up — 10 — 11.18909.1550.1-08 12 Start-up 44 45 46 47 48 4934 35 39 42 41 43 40 383632 33 555657 54 53 52 31 30 50 51 37 Abb. 8: Control panel X 350 Control Pro 44 45 47 48 4934 35 39 42 41 43 40 56 57 52 55 58 53 Abb. 9: Control panel X 350 Basic Plus 30 Selection button Up / Arc Force / Pulsesis used to select uphand seam welding, arc dynamics and / or pulsing. 31 Selection button Hotstart / Regular is used to se
-
Stromlaufplan/schematic/Схематический — 37 — 11.18 909.1551.0-08 05.12.2016 Bez. MatNr. Benennung designation Обозначение Pos. order no. A 1 650.5510.5 E-Baugruppe NEFI01 (E) pc-board NEFI01 (E) Электронная плата NEFI01 (E) A 1 650.5510.9 E-Baugruppe NEFI01 (T) pc-board NEFI01 (T) Электронная плата NEFI01 (T) A 2 658.0245.0 Gleichrichter DB 1600V 80A re
-
Stromlaufplan/schematic/Схематический — 39 — 11.18 909.1551.0-08 02.12.2016 Bez. MatNr. Benennung designation Обозначение Pos. order no. A 1 650.5510.5 E-Baugruppe NEFI01 (E) pc-board NEFI01 (E) Электронная плата NEFI01 (E) A 1 650.5510.9 E-Baugruppe NEFI01 (T) pc-board NEFI01 (T) Электронная плата NEFI01 (T) A 2 658.0245.0 Gleichrichter DB 1600V 80A rectifier DB 1600V 80A Выпрямитель DB 1600V 80A A 3 650.5466.5 E-Baugruppe SF02 (E) pc-bo
-
Stromlaufplan/schematic/Схематический — 34 — 11.18909.1551.0-08 23 Stromlaufplan/schematic/Схематический X 350 erstellt am/von provided to/of geändert am/von changed to/of Stromlaufplan / schematic-diagram 18.02.2011 14.11.2011 B.Schieber S00.0062.3-01 B.Schieber + 10 16 — * Option * extern HR 33 X1 PEL1 L3 L1 1 L2 5 L3 7 Q1 L2 LP1 A1 ~ — ~ ~ + A2 AC AC AC 3 LP5 LP6 LP7 LP8 LP4 2 T1 R1 A9 + X2 X5/1 X5/2 X6-1 9 X6-2 10 X6-3 3 X6-4 4 X6-5 5 X6-6 6
-
Start-up — 16 — 11.18909.1550.1-08 Function lock The Function lock can be activated or deactivated. The function lock can only be switched on in an active state. When the function lock is switched on, all but- tons on the control knob are blocked. Function lock activation / deactivation  Press button 55 to call up the secondary parameters.  Select the Function lock secondary parameter (Code «LOC») by rotating the control knob 56. �
-
Start-up — 12 — 11.18909.1550.1-08 Â Repeat the operations for setting the Hotstart time «tSt» secondary parameter. Â Exit the secondary parameters by pressing the Menu button 55. Alternatively, the Hotstart secondary parameter can be called up by keeping the selection button 31 pressed for 2 secs. with Hotstart (LED 33 lights up) selected. (Control Pro) Arc dynamics (Arc Force) The electrode is prevented from burning in in the weld po
-
Fundamentals of the MIG/MAG welding process — 22 — 11.18909.1550.1-08 16 Fundamentals of the MIG/MAG welding process 16.1 Principle of the MIG/MAG welding process The wire feed rollers feed the wire electrode from the reel to the contact tip. An arc is created between the wire electrode and the workpiece. The wire electrode thus becomes the arc carrier. The arc melts the workpiece point by point and forms the weld pool. The wire elec- trode melts and drips into the weld pool, thus forming the ller metal. The inert gas ows fro
-
Declaration of conformity — 25 — 11.18 909.1550.1-08 18 Maintenance and repair Please heed the current safety and ac- cident prevention regulations during all maintenance and repair work. The machine requires a minimum of care and mainte- nance. Only a few items need to be checked to ensure trouble-free long-term operation. Â Check the following points for damage before starting up the welding machine, – Mains plug and
-
Lorch Schweißtechnik GmbH Im Anwänder 24 — 26 71549 Auenwald-Germany Telefon: +49 7191 503-0 Telefax: +49 7191 503-199 Internet: www.lorch.eu E-Mail: [email protected] 909.1550.1-08 Operation Manual X Series EN
-
Welding basics — 21 — 11.18 909.1550.1-08 Welding current [A] Electrode angle 10 — 50 15° — 30° 50 — 200 30°- 45° >200 45° — 75° The shape of the electrode for DC welding has to be and remain as sharp as a pencil. The angle of the point depends on the welding current. When AC welding, it is sufcient to sharpen the edge of the electrode slightly. After a short time, a round to slightly convex form is built. If the electrode tip is pollut
Questions, Opinions and Exploitation Impressions:
You can ask a question, express your opinion or share our experience of LORCH X Series device using right now.
(Ocr-Read Summary of Contents of some pages of the LORCH X Series Document (Main Content), UPD: 15 September 2023)
-
19, LORCH X Series Messages — 19 — 11.18 909.1550.1-08 14 Messages 14.1 Status messages An error code is displayed in the 7 segment display 41 in event of an error. After the message has been output, the machine will only function to a limited ex- tent; the error must be corrected as quickly as possible. The status message can be deleted by pressing the control knob 56. i 14.2 Error messages An error code is disp…
-
39, Stromlaufplan/schematic/Схематический — 39 — 11.18 909.1551.0-08 02.12.2016 Bez. MatNr. Benennung designation Обозначение Pos. order no. A 1 650.5510.5 E-Baugruppe NEFI01 (E) pc-board NEFI01 (E) Электронная плата NEFI01 (E) A 1 650.5510.9 E-Baugruppe NEFI01 (T) pc-board NEFI01 (T) Электронная плата NEFI01 (T) A 2 658.0245.0 Gleichrichter DB 1600V 80A rectifier DB 1600V 80A Выпрямитель DB 1600V 80A …
-
40, LORCH X Series Lorch Schweißtechnik GmbH Im Anwänder 24 — 26 71549 Auenwald Germany Tel. +49 7191 503-0 Fax +49 7191 503-199 [email protected] www.lorch.eu
… -
15, Start-up — 15 — 11.18 909.1550.1-08 12.5 Special functions Gouging Gouging is used for working out the roots or faulty points and serves for preparing the weld seam. A special torch is required for gouging that has car- bon electrodes and compressed air connection. Â Press and hold the electrode button 50 (Control Pro) or 58 (Basic Plus) for at least 2 seconds. 9 The Electrode CEL LED 49 ashes. Â Set th…
-
18, LORCH X Series Graphs — 18 — 11.18909.1550.1-08 13 Graphs 13.1 Electrode bPU Pulse duty cycle FPU Pulse frequency I Power I1 Welding current I2 Second current ISt Hotstart t Time tSt Hotstart time Abb. 12: Electrode current routing diagram bPU Pulse duty cycle FPU Pulse frequency I Power I1 Welding current I2 Second current ISt Start current Iz Ignition current t Time tIu Upslope tSt Start current tim…
-
31, Ersatzteilliste/sparepartslist/Списокдеталей — 31 — 11.18 909.1551.0-08 22.4 Zeichnung/graph/РисунокX350BasicPlus Lorch Schweißtechnik GmbH Im Anwänder 24 — 26 71549 Auenwald Germany Tel. +49 7191 503-0 Fax +49 7191 503-199 [email protected] www.lorch.eu 1/331.10.2018 990.4471.2-04 9501927 X 350 Basic Plus Er…
-
26, Ersatzteilliste/sparepartslist/Списокдеталей — 26 — 11.18909.1551.0-08 22 Ersatzteilliste/sparepartslist/Списокдеталей 1/331.10.2018 Ersatzteilliste/sparepartslist/Списокдеталей 990.4110.0-04 9501927 X 350 Control Pro X 4 17 18 19 5 25 26 27 24 6 7 8 9 21 38 42 40 34 31 30 39 37 32 43 45 29 23 22 10 46…
-
32, Ersatzteilliste/sparepartslist/Списокдеталей — 32 — 11.18909.1551.0-08 22.5 X 350 Basic Plus Lorch Schweißtechnik GmbH Im Anwänder 24 — 26 71549 Auenwald Germany Tel. +49 7191 503-0 Fax +49 7191 503-199 [email protected] www.lorch.eu 2/3 31.10.2018 990.4471.2-04 9501927 X 350 Basic Plus Ersatzteilliste/sparepartslist/Списокдеталей Pos Mat.Nr. Bezeichnung designation Название 1 604.3609.0 Zub…
-
11, Start-up — 11 — 11.18 909.1550.1-08 35 The Remote control LED lights up when a remote control is connected. Control knob 56 species the maximum value for the control range of the remote control. If 100A has been set, for example, 10A — 100A can be called up using the remote control. 36 The Pulse LED lights up when the pulse function has been selected. (the pulse is carried out be- tween welding current…
-
23, Fundamentals of the MIG/MAG welding process — 23 — 11.18 909.1550.1-08 Wire elec- trode di- ameter Long arc/ spray arc Transition arc Short arc mm A V A V A V 0,8 140… 180 23… 28 110… 150 18… 22 50… 130 14… 18 1,0 180… 250 24… 30 130… 200 18… 24 70… 160 16… 19 1,2 220… 320 25… 32 170… 250 19… 26 120… 200 17… 20 1,6 260… 320 26… 34 200… 300 22… 28 150… 200 18… 21 Good weld qualities are only achieved if the…
-
35, Stromlaufplan/schematic/Схематический — 35 — 11.18 909.1551.0-08 05.12.2016 Bez. MatNr. Benennung designation Обозначение Pos. order no. A 1 650.5510.5 E-Baugruppe NEFI01 (E) pc-board NEFI01 (E) Электронная плата NEFI01 (E) A 1 650.5510.9 E-Baugruppe NEFI01 (T) pc-board NEFI01 (T) Электронная плата NEFI01 (T) A 2 658.0245.0 …
-
22, Fundamentals of the MIG/MAG welding process — 22 — 11.18909.1550.1-08 16 Fundamentals of the MIG/MAG welding process 16.1 Principle of the MIG/MAG welding process The wire feed rollers feed the wire electrode from the reel to the contact tip. An arc is created between the wire electrode and the workpiece. The wire electrode thus becomes the arc carrier. The arc melts the workpiece point by point and …
-
9, Before start-up — 9 — 11.18 909.1550.1-08 11.6 Connecting the ground cable  Connect the ground cable to the free minus or plus 8 socket and secure the cable by rotating it clockwise. Fastening the ground clamp Abb. 5: Attaching the ground clamp — Correct!  Fasten the grounding clamp in the immediate vicinity of the welding area, so that the welding current can- not seek its own return path across machine parts, ball bearings or electric circuit…
-
37, Stromlaufplan/schematic/Схематический — 37 — 11.18 909.1551.0-08 05.12.2016 Bez. MatNr. Benennung designation Обозначение Pos. order no. A 1 650.5510.5 E-Baugruppe NEFI01 (E) pc-board NEFI01 (E) Электронная плата NEFI01 (E) A 1 650.5510.9 E-Baugruppe NEFI01 (T) pc-board NEFI01 (T) Электронная плата NEFI01 (T) A 2 658.0245.0 Gleichrichter DB 1600V 80A rectif…
-
5, LORCH X Series Ambient conditions — 5 — 11.18 909.1550.1-08 3 Safety precautions Hazard-free working with the machine is only possible if you read the operating and safety instructions completely and strictly observe them. Please obtain practical training before us- ing the machine for the rst time. Heed the safety regulation (UVV).* Before starting any welding work, clear away any solvents, degreasing agents, and other ammable materials from the working area. Non-movable …
-
16, Start-up — 16 — 11.18909.1550.1-08 Function lock The Function lock can be activated or deactivated. The function lock can only be switched on in an active state. When the function lock is switched on, all but- tons on the control knob are blocked. Function lock activation / deactivation  Press button 55 to call up the secondary parameters.  Select the Function lock secondary parameter (Code «LOC») …
-
28, Ersatzteilliste/sparepartslist/Списокдеталей — 28 — 11.18909.1551.0-08 Lorch Schweißtechnik GmbH Im Anwänder 24 — 26 71549 Auenwald Germany Tel. +49 7191 503-0 Fax +49 7191 503-199 [email protected] www.lorch.eu 3/331.10.2018 990.4110.0-04 9501927 X 350 Control Pro Ersatzteilliste/sparepartslist/Списокдеталей Pos Mat.N…
-
29, Ersatzteilliste/sparepartslist/Списокдеталей — 29 — 11.18 909.1551.0-08 22.3 X 350 Control Pro PST Lorch Schweißtechnik GmbH Im Anwänder 24 — 26 71549 Auenwald Germany Tel. +49 7191 503-0 Fax +49 7191 503-199 [email protected] www.lorch.eu 2/3 31.10.2018 990.4120.0-04 9501927 X 350 Control Pro PST Ersatzteilliste/sparepartslist�…
-
2, — 2 — 11.18 Publisher Lorch Schweißtechnik GmbH Im Anwänder 24 — 26 71549 Auenwald, Germany Telephone: +49 (0) 7191 / 503-0 Fax: +49 (0) 7191 / 503-199 Website: www.lorch.biz Email: [email protected] Document number 909.1550.1-08 Issue date 30.11.2018 Copyright © 2012, Lorch Schweißtechnik GmbH This documentation including all its parts is protected by copyright. Any use or modication outside the strict limits of the copyr…