17.2
Сообщения об ошибках
Если эта ошибка появляется снова, требует-
i i
ся проверка или ремонт сервисной службой.
Код
Ошибка
E01-01
Перегрева вторичн. диода
E01-02
Перегрев первичного модуляl
E01-03
Перегрев трансформатора
E01-05
Перегрев PFC
E02-00
Перенапряжение в сети
E04-01
Контроль защитного про-вода
Водяной насос
(при водяном охлаждении)
E05-00
Контроль горелки (при охлаж-
дении газом)
E06-00
Вторичное перенапряжение
E09-00
Определение напряжения
Разъем определения напряже-
E09-01
ния
E10-00
Горелка/дистанц. регулятор
E10-01
Перегрев горелки
E12-00
Силовая часть
Датчик температуры вторичн.
E13-01
диода
Датчик температуры первично-
E13-02
го модуля
Датчик температуры трансфор-
E13-03
матора
E13-04
Датчик температуры PFC
E14-00
Напряжение питания
E15-00
Определение силы тока
Отключение при токе пере-
E16-00
грузки
E19-00
Прибор поджига
E22-00
Низкое напряжение в сети
Устройство снижения напряже-
E25-00
ния (VRD)
E30-00
Ошибка конфигурации
Распознавание панели управ-
E30-03
ления
E33-01
Силовая часть
E34-00
Вентилятор
табл. 10:
Сообщения об ошибках
— 120 —
Причина
Превышена допустимая
продолжительность включения
Слишком высокое сетевое напряжение
Ток утечки на защитном проводе
Повреждение соединительного кабеля
или охлаждающего контура аппарата
Подключена неверная горелка (горелка
с водяным охлаждением)
Слишком высокое выходное напряже-
ние
Ошибка при определении напряжения
Ошибка при определении напряжения
модуля 2
Неисправность дистанционного регуля-
тора, горелки или соединений
Перегрузка горелки
Неисправность управления силовой
части
Неисправность датчика температуры
Неверное внутреннее питающее напря-
жение
Ошибка при определении силы тока
Слишком высокое потребление тока
блоком мощности
Неисправность прибора поджига
Слишком низкое сетевое напряжение
Неисправность устройства снижения
напряжения или короткое замыкание
между деталью и горелкой
Неподходящий или неисправный блок,
установленное ПО не подходит
Неисправно распознавание панели
управления
Несимметричный модуль силовой части
Слишком высокий ток на вентиляторе
909.2669.9-02
Возможный способ устранения
Оставить аппарат выключенным на несколь-
ко минут для охлаждения
Проверить напряжение сети
Проверить соединение провода обрабатыва-
емой детали и массового зажима
Проверить кабель Lorchnet или охлаждаю-
щий контур аппарата, при необходимости
заменить
Использовать горелку с газовым охлаждени-
ем (отличается перемычкой между контакта-
ми 4 и 5 на разъеме горелки)
Уведомить сервисную службу
Проверить и при необходимости заменить
дистанционный регулятор и горелку
Дайте горелке остыть
Уведомить сервисную службу
Проверить напряжение сети
Горелка или держатель электрода при
включении не должны иметь электрический
контакт с проводом обрабатываемой детали
(короткое замыкание)
Уведомить сервисную службу
Сообщения
01.21
Производитель прекратил поставки в РФ
 Сварочный полуавтомат LORCH MicorMIG Pulse 350 BasicPlus FullProcess
Сварочный полуавтомат LORCH MicorMIG Pulse 350 BasicPlus FullProcess
Описание
Сварка без брызг благодаря стабильной и очень легко управляемой импульсной сварочной дуге. Универсальность применения — импульсная или струйная сварочная дуга, теперь решать ВАМ! Простота обращения — сварщики предпочитают MicorMIG Pulse благодаря интуитивно понятной настройке, простому управлению и минимуму операций по зачистке.
Особенности сварочных полуавтоматов LORCH MicorMIG Pulse
- Импульсная сварочная дуга. MicorMIG Pulse отличается наилучшими характеристиками сварки в области MIG-MAG, как при работе с газовой смесью, так и в CO₂. Благодаря просто настраиваемому и надёжному импульсному процессу MicorMIG Pulse Вы сможете исключить сварку в так называемой «переходной сварочной дуге», т.е. процесс будет происходить практически без брызг. Так Вы избежите трудозатрат на доработку и потери времени на замену сварочной проволоки.
- Увеличение производительности MicorBoost. Благодаря технологии MicorBoost, Вы сможете сваривать ещё эффективнее при высоком КПД в диапазоне MIG-MAG. Кроме того, в Вашем распоряжении более высокие запасы напряжения, необходимые для идеальной ММА сварки, включая электроды с целлюлозным покрытием CEL и специальные электроды.
- Возможность программного обновления. Ещё никогда не было так просто адаптировать сварочный аппарат к постоянно растущим сварочно-техническим потребностям, высокоэффективным сварочным технологиям и сварочным программам. В любое время Вы можете дополнять систему функциями и программами, упрощающими работу.
- Регулировка динамики. Выберите предпочтительную характеристику сварочной дуги. В зависимости от панели управления Вам будет доступен выбор уровней динамики от «мягкого» до «жёсткого».
- Ready for Speed. Благодаря Speed процессам — «SpeedUp» и «SpeedArc» для MicorMIG Pulse, предлагаемым в качестве опции, Вы сможете сваривать ещё эффективнее.
- Сертификат EN 1090. Производите сварочные работы в полном соответствии с нормами EN 1090 благодаря синергической системе управления и автоматической настройке.
- Управление заданиями. Настроенное сварочное задание можно записать на пустую карту NFC с помощью панели управления ControlPro, а потом снова запустить его на любом другом аппарате MicorMIG (начиная с BasicPlus).
- PushPull. При использовании принципа PushPull блок подачи проволоки источника сварочного тока для сварки MIG-MAG комбинируется с независимой системой на сварочной горелке. Так, с помощью горелки PushPull или NanoFeeder Вы можете увеличить радиус рабочей зоны.
- Идентификация сварщика. Передача прав настройки и управления максимально упростилась. Благодаря возможности бесконтактной передачи данных с помощью NFC карт идентификация сварщиков на MicorMIG Pulse возможна в любое время.
Концепции управления
Функция заварки концевого кратера

В случае с аппаратами, имеющими ступенчатую регулировку, на конце сварного шва образуется концевой кратер. Такой участок не только выглядит неэстетично, но и представляет собой слабое место сварного шва, которое может даже стать причиной образования трещин. На аппаратах MicorMig реализовано надежное и простое решение: на панели управления достаточно включить функцию «заваривание концевого кратера».
Сварочный ток не отключится резко, а плавно снижается, а сварочная ванна получает возможность медленного охлаждения и концевой кратер заполняется металлом в условиях более низкого притока энергии. Результат-безупречный шов.
 |
 |
|
Без заваривания концевого кратера |
С завариванием концевого кратера |
Регулировка динамики дуги
В аппаратах MicorMIG Вы можете менять динамику дуги в зависимости от задачи сварки и предпочтений сварщика. Все остальное интеллектуальная техника регулировки дуги MicorMIG сделает за Вас. Все важные параметры отрегулируются автоматически в фоновом режиме с одной целью — для достижения безупречного сварного шва.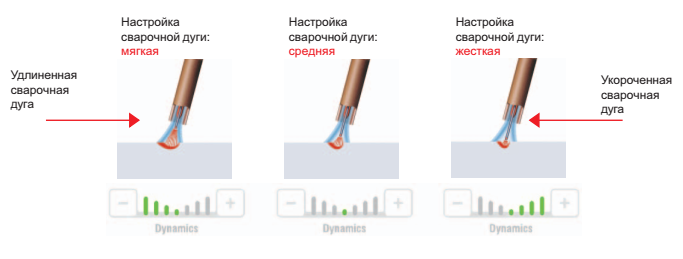
Синергетическое управление
Аппарат MicorMIG, начиная с версии BasicPlus, предлагает большое количество сварочных программ для различных комбинаций материалов / проволоки / газа. Настройка программ осуществляется в зависимости от исполнения на подающем механизме в версии с выносным подающимили на узле подачи проволоки компактного аппарата.

Технические характеристики LORCH MicorMIG Pulse
| Характеристика | MicorMIG Pulse 500 |
| Сварочный ток (MIG/MAG), А | 30 — 500 |
| Сварочный ток при ПВ 100%, А | 370 |
| Сварочный ток при ПВ 60%, А | 430 |
| ПВ при максимальном токе, % | 45 |
| Сетевое напряжение, В | 3∼400 |
| Допустимый перепад сети, % | ±15 |
| Сетевой предохранитель инерционный, А | 32 |
| Габаритные размеры источника (Д*Ш*В), мм | 880*490*855 |
| Габаритные размеры источника c подающим механизмом (Д*Ш*В), мм | 880*490*955 |
| Масса источника, с газовым охлаждением, кг |
66 |
| Масса подающего механизма, кг | 10,6 |
| Масса блока охлаждения (для аппаратов с водяным охлаждением), кг | 13 |
Подающий механизм MF-08
Первое на что обращает внимание подающий MicorMif MF-08 — это дизайн.

Подающий механизм MF-08. C 2018 года в черном цвете!
- Корпус выполнен из сверхпрочного полимера, что наряду с прочностью обеспечивает безопасность, т.к. имеет полную изоляцию и тем самым подходит для работы в сложных производственных условиях, требующих особого внимания к технике безопасности.
- Прочный корпус из износостойкого специального полимера, усиленного стекловолокном, с одной стороны, довольно легкий, а с другой — сверхпрочный. Благодаря безупречной противоударной защите корпус и внутренние механизмы прибора не получают повреждений. Конструкция MF-08 рассчитана таким образом, что даже при падении с высоты 60 см и при установленной катушке корпус блока остается невредимым, в крайнем случае лишь рвется проволока.
- Комфорт перемещения. Блок MF-08 предлагает несколько вариантов переноски за специальные ручки, которые размещены в различных частях корпуса.


- Небольшой собственный вес(10,6 кг) подающего существенно упрощает такие действия, как передача блока снизу вверх, его перехват при использовании соответствующих приспособлений, подвеска на консоли, даже на уровне выше головы.
- Работает как в горизонтальном, так и в вертикальном положении, удобные боковые ножки обеспечивают такую возможность. Если есть необходимость эксплуатации подающего в горизонтальном положении долгое время, то и панель управления можно развернуть на 90°. Переноска осуществляется всегда в вертикальном положении.

- Простая установка проволоки. Проволочная катушка расположена с небольшим уклоном, удобный доступ внутрь прибора через откидывающиеся вверх и фиксируемые боковые крышки позволяют максимально облегчить замену проволочных катушек.
- Электроника и двигатель так защищены и закрыты, что в любой момент времени обеспечивается свободный доступ к точкам подключения шланг-пакета. Блокировка и компенсация растягивающего усилия соединительного шланг-пакета устроены так, что сварщик сам может заменить шланг-пакет или транспортировать его отдельно от блока, причем, не затрагивая чувствительные участки, доступ к которым открыт только для обученного персонала.

- Система быстрой замены роликов. Доступ к узлу подачи проволоки на MicorMIG не просто максимально облегчён, но и продуман до мельчайших деталей. Ничто не мешает сварщику осуществлять оперативную замену роликов без каких-либо резьбовых креплений.

- Подающие ролики для MicorMIG с цветовой маркировкой обозначают различные диаметры проволоки и существенно облегчают жизнь сварщика.

- Габаритные размеры подающего позволяют передавать его через отверстие люков.

- Различные варианты вспомогательных приспособлений для транспортировки и эксплуатации.
 |
|||
| Комплект ходовой части Heavy-Duty | Защитная клеть с трубчатой рамой | Жаропрочные салазки | Устройство подвески |
Технические характеристики подающего механизма
| Характеристика | MF-08 |
| Скорость подачи, м/мин | 2,0-25,0 |
| Привод/подача | 4х роликовый, тахо-метрический двигатель/цифровая обратная связь по числу оборотов |
| Прохождение через люки | овал от 42 см (без ручки) |
| Полная изоляция | есть |
| Расходомер газа | опция |
| Габаритные размеры (Д*Ш*В), мм | 575*245*434 (без ручки высота 380 мм) |
| Масса, кг (без проволоки) | 10,6 |
Программные возможности
| Программные продукты | Программные продукты |
| Стандартные сварочные программы Synergie MIG-MAG | включено |
| Pulse Steel | включено |
| Pulse Multi-Material | опция |
| SpeedArc | опция |
| SpeedUp | опция |
| Electrode Plus | опция |
| TIG (с ContacTIG) | опция |
Сварочное оборудование LORCH аттестуются НАКС. Стоимость сертификата НАКС рассчитывается отдельно.
У вас появились вопросы?
Мы будем рады проконсультировать Вас по телефону:
Тел.: +7 (3952) 745-543
LORCH MicorMIG – серия промышленных инверторных сварочных полуавтоматов с лучшим в своем классе соотношением цена/качество. Впервые в аппаратах серии MicorMIG инновационную Micor — технологию реализовали для широкого применения при MIG/MAG-сварке.
В сварочном процессе применяется резонанс, благодаря чему сам процесс сварки протекает более ровно, перенос капель металла идет быстрее, практически струйно. За счет этого, увеличивается скорость сварки, улучшается качество сварочного шва — дальнейшая зачистка попросту не требуется. Сварочные полуавтоматы MicorMIG не подвержены влиянию колебаний напряжения в сети и сохраняют в себе большой запас мощности.
Технология Micor — это принципиально новая система работы инверторных полуавтоматов. Данная технология запатентована немецким производителем Lorch. Сварочные полуавтоматы, работающие с использованием резонанса имеют ряд технологических преимуществ:
- Почти «идеальная» внешняя вольтамперная характеристика источника питания, более эластичная и мягкая дуга благодаря резонансной структуре управления.
- Уверенное зажигание и комфортная сварка для всех типов электродов.
- Значительно более высокий КПД (более низкое потребление электроэнергии).
- Возможность более точного управления переносом капли за счет мгновенной (1,5 МГц) реакции схемы управления на внешние возмущения (дуги), а как следствие – значительное уменьшение разбрызгивания, стабильное горение сварочной дуги во всех пространственных положениях.


Для серии аппаратов был сконструирован специальный механизм подачи проволоки, который изготовлен из усиленного пластика, что значительно облегчает его массу (всего 10,6 кг) и при этом обеспечивает защиту от падения до 60 см. Подающий механизм может использоваться как в вертикальном, так и в горизонтальном положении.
Возможность идентификации сварщика с помощью опции RFID (кодированная карточка) т.е. сварщик сможет поменять параметры в настройках оборудования, только по- сле согласования. Полуавтомат может использоваться со сварочными горелками Push-Pull, горелками с управлением на рукоятке и подающими LORCH NanoFeeder (в радиусе 50 метров от сварочного источника).
Преимущества MICORMIG
LORCH MicorMIG – серия промышленных инверторных сварочных полуавтоматов с лучшим в своем классе соотношением цена/качество. Впервые в аппаратах серии MicorMIG инновационную Micor — технологию реализовали для широкого применения при MIG/MAG-сварке.
Универсальность
MicorMIG отличается наилучшими характеристиками сварки в области MIG-MAG, как при работе с газовой смесью, так и в углекислом газе CO₂
Регулировка динамики
Выберите предпочтительную характеристику сварочной дуги. В зависимости от панели управления Вам будет доступен выбор уровней динамики от «мягкого» до «жёсткого».
Синергетическое управление
Аппарат MicorMIG, начиная с версии BasicPlus, предлагает большое количество сварочных программ для различных комбинаций материалов / проволоки / газа. Настройка программ осуществляется в зависимости от исполнения на панели подающего механизма или на панели управления компактного аппарата.
Возможность программного обновления
Никогда ещё не было так просто адаптировать сварочный аппарат к растущим сварочно-техническим запросам.
Сварочные технологии, повышающие производительность
Сварочные технологии, повышающие производительность, сварочные программы, а также функции, упрощающие работу, можно с лёгкостью добавить в MicorMIG.
Увеличенная производительность
Увеличение производительности благодаря MicorBoost.Благодаря технологии MicorBoost Вы сможете сваривать ещё эффективнее при высоком КПД в диапазоне MIG-MAG. Кроме того, в Вашем распоряжении более высокие запасы напряжения, необходимые для идеальной ММА сварки, включая электроды с целлюлозным покрытием CEL и специальные электроды.
Технические характеристики MicorMIG
Ещё никогда не было так просто адаптировать сварочный аппарат к постоянно растущим сварочно-техническим потребностям, высокоэффективным сварочным технологиям и сварочным программам.

Basic
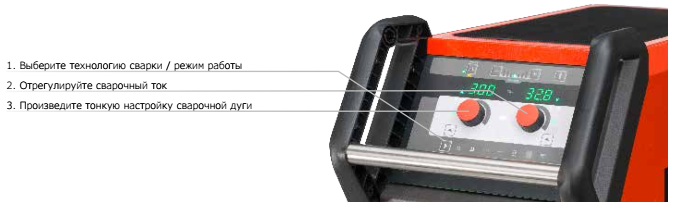
- Концепция управления — «3 шага до сварки»
- Бесступенчатая регулировка сварочного тока
- Индикация напряжения и силы тока
- Подключаемая функция заварки концевого кратера
- Трехступенчатая регулировка динамики сварочной дуги

BasicPlus
- Концепция управления — «3 шага до сварки»
- Бесступенчатая регулировка сварочного тока
- Индикация напряжения и силы тока
- Подключаемая функция заварки концевого кратера (регулируется в подменю)
7-ми ступенчатая регулировка динамики сварочной дуги - Синергетическое управление
- Выбор сварочной программы в подающем механизме
- Неограниченные возможности программного обновления (возможность программирования до MicorMIG Pulse)

ControlPro
- Концепция управления — «3 шага до сварки»
- Бесступенчатая регулировка сварочного тока
- Индикация напряжения и силы тока
- Дополнительный большой графический дисплей OLED для отображения третьего главного параметра, а так же удобная и интуитивно-понятная структура меню на русском языке
- Подключаемая функция заварки концевого кратера (регулируется в подменю)
21-ступенчатая регулировка динамики сварочной дуги - Синергетическое управление
- Выбор сварочной программы в подающем механизме
- Неограниченные возможности программного обновления (возможность программирования до MicorMIG Pulse)
- Память сварочных заданий Tiptronic
| Модель источника | MicorMIG 300 | MicorMIG 350 | MicorMIG 400 | MicorMIG 500 |
| Сварочный ток (MIG/MAG), А | 25-300 | 25-350 | 30-400 | 30-500 |
| Сварочный ток при ПВ 100%, А | 200 | 250 | 300 | 370 |
| Сварочный ток при ПВ 60%, А | 250 | 300 | 370 | 430 |
| ПВ при максимальном токе, % | 45 | 45 | 45 | 45 |
| Сетевое напряжение, В | 3∼400 | 3∼400 | 3∼400 | 3∼400 |
| Допустимый перепад сети, % | ±15 | ±15 | ±15 | ±15 |
| Сетевой предохранитель инерционный, А | 32 | 32 | 32 | 32 |
| Габаритные размеры источника (Д*Ш*В), мм | 880х490х855 | 880х490х855 | 880х490х855 | 880х490х855 |
|
Габаритные размеры источника c подающим механизмом (Д*Ш*В), мм |
880х490х955 | 880х490х955 | 880х490х955 | 880х490х955 |
|
Масса источника, с газовым охлаждением, кг |
58 | 58 | 61 | 66 |
| Масса подающего механизма, кг | 10,6 | 10,6 | 10,6 | 10,6 |
|
Масса блока охлаждения (для аппаратов с водяным охлаждением), кг |
13,0 | 13,0 | 13,0 | 13,0 |
Table of Contents for LORCH MicorMIG Series:
-
page 8 Front panel MicorMIG Feeder Panel A2 A14 Schematic BF µP CAN UART + 1 10 2 3 6 7 5 1 10 2 3 6 7 5 MAPRO X2 +16V µP CAN 13 13 9 9 +24V 1 10 2 3 6 7 5 DMR-RT3 µP CAN 9 X3 At compact machines the front panel is directly connected to the MAPRO. At a wire feeder MF08 the front panel is connected to the DMR-RT3. All front panels are designed for a supply voltage range of 15V to 24V DC. The data communication is done via CAN-bus only (pins 2 and 3 of the at ribbon cable). The serial in
-
page 64 Information Messages Information messages are malfunctions that are not blocking the welding functions in general. If a information message is displayed at the front panel, it must be acknowledged with the “Exit” key. Welding is still possible but maybe with some restrictions. code designation cause remarks H30-02 conguration calibration data no valid calibration data could be found Standard calib
-
page 22 Pc-Board DRV07 / DRV17 The pc-board DRV07 is the primary driver board of the MicorMIG 500. Since week18 2017 the DRV07 was replaced by the DRV17. For details see page 27. Functions — primary driving of the transformer — capture primary input current — measuring temperatures — generating internal supply voltages — driving fans — switching power-up relays — PE monitoring — coding power unit — monitoring mains voltage — monitorin
-
page 51 Open Circuit Voltage Generator & VRD The open circuit voltage of the MicorMIG machines is not produced via the power unit, it is a DC signal voltage generated by the MAPRO. At machines with active VRD, the VRD voltage is programmed with a lower voltage (like 24V) instead of 80V. When the machine is switched on, the MAPRO is activating the open circuit voltage for a short time to check its function. If no voltage is measurable, the machine stops with E25-01 “Error voltage generator”. Since software version 1.12 the displ
-
page 63 Read out via QR-code With a ControlPro front panel the machine data can be transferred via QR-code. A smartphone with installed QR- code scanner app is required for this. To read out the data follow these steps: — switch o the machine — press the menu button and keep it pressed — switch on the machine — release the menu button The QR-code is displayed at the front and can be scanned with a smartphone. Since software version 2.02, the start-menu can also be accessed without switching o the m
-
page 18 Schematic X17 -Uz +Uz 1 2 3 4 — B A + RE1 RE2 TM2 TM1 TR3 TR4 TR2 X4 1 2 3 4 5 SF02 Ip TR1 DRV03 C62 C67 C61 C66 R75 R78 D27 D28 19V 42V X5-2 X5-1 X5-4 X5-3 Si1 Si3 +24V +60V +24Vext. Si2 +16V 11V X13-1 X13-3 Si4 +16Vprim. +3,3V -Uz +5V +3,3V Fuses DRV13 fuse value Si1 (24V) 6.3 A Si2 (24V ext.) 1.5 A Si3 (60V) 6.3 A Si4 (16V) 0.63 A Pc-Board SF02 The pc-board SF02 contains the primary resonance capacitors
-
page 38 Pc-board SF23 The pc-board SF23 is the standard control of the Robo-MicorMIG. It is also used as replacement pc-board for the SF18 as well as in the retrot kit, to retrot the water monitoring in machines build before 2016. Picture pc-board SF23 X10X9 X3 X2 X4 X5 X6 X8 X1 X7 X11 LED6 LED4 LED2 LED1 LEDs LED state designation 1 (red) o status ok on (weak) processor not programmed blinking iregularly LorchNet error blinking synchronous to LED2 coolant owrate too low (<0.3 l/min) 2 (green) o status not ok blinking status: blinking with 1
-
page 65 Error codes As soon as the machine is detecting a malfunction, the power unit is stopped immediately (welding process is in- terrupted) and the corresponding error code is displayed at the front panel. Every recognized error code together with the actual operation hour counter is written into the list of last error messages (error memory). A maximum of 16 error codes can be saved. Using a computer with CAN interface and LorchNet Connect adapter, the error memory can be read out via the program “Lorch System Manager”. Code designation cause remarks E01-01 O
-
page 44 Connection cooling unit At machines with internal water cooling, the pc-board SF18 was the main control board of the cooling unit. It has a microprocessor and was connected via the internal CAN-bus (LorchNet) to the pc-board DRV (x6 or X7, X11). Since September 16th 2015 the pc-board Sf18 was replaced by the pc-board SF24, without microprocessor. it was still connected to the pc-board DRV, but not to the CAN bus any more. It must be co
-
page 60 LorchNet Connect To connect a computer to a MicorMIG machine, a LorchNet-Connect adapter box (570.4030.0) is necessary. It provides the LorchNet interface potentially separated for “external” use. With the software tool “Lorch System Manager” software updates can be made or the list of the last error mes- sages can be read out. MicorMIG LorchNet Connect CAN Dongle
-
page 41 Pc-board SF27 The pc-board SF27 is the actual control board for the water cooling unit with water ow detection. The sensor can only detect if water is owing or not. It cannot measure the ow rate. Picture pc-board SF27 X10X9 X4 X5 X3 X2 X8 X7 X6 Schematic pc-board SF27 400 230 0 X2 X3 400V 400V RE1 X10-6 X10-2 X10-3 X10-5 X10-1 Si2 1A Si1 2.5A X4X5 P M X9-2 X9-1 +24V RE1 X7-4 X7-3 X6-1 X6-2 SF27 +15V X8-1 X8-3
-
page 30 Pc-Board DC04 The pc-board DC04 is the secondary board for wiring the secondary diodes at the MicorMIG 500. Functions — wiring secondary diodes — connecting resonance capacitors — providing output voltage for measuring Measuring points designation measuring point result output voltage X2-5 X2-1 + — +80V DC* *only at machines with no VRD, at machines with activated VRD, the VRD voltage is measured. Picture pc-board DC04 D9 D8 D7 X2 D6 X1
-
page 48 Monitoring bus voltage Right from switching on the machine, the bus voltage is monitored directly by the DSP of the DRV. The actual value of the bus voltage is send from the DSP of the DRV to the MAPRO. As soon as the voltage gets too high, the machine stops with E02 “Overvoltage”. In this case the power-up relays on the DRV are switched o, so that the power-up resistors are active again, lowering the input voltage. If the minimum value of 390V DC is not reached during startup (switching on), the machine stops with E22-03
-
page 11 Picture pc-board BF11 (ControlPro power source) X301 X201 X401 Overview changes front panels Some front panels had been exchanged by versions with bigger memory. Since week 51 from 2017 the version “Pulse” was added. front panel designation (old) part no. designation (new) part no. version pulse part no. useage FP01 BF05 653.0062.5 BF25 653.0083.5 wire feederBasic BF06 653.0048.5 BF26 653.0079.5 Basic Plus BF07 653.0049.5 BF27 653.0080.5 BF27 653.0107.5 Basic BF09 653.0051.5 BF29 65
-
page 32 Pc-Board DMR-RT3 The pc-board DMR-RT3 is the wire feed control of the MicorMIG machines. Functions — driving and monitoring the wire feed motor — monitoring torch trigger switch — communication PowerMaster torch LEDs LED status designation 1 (red) o until software version 1.11: normal operation from software version 1.12 on : micorprocessor not working blinking until software version 1.11: malfunction LorchNet (CAN bus) from software version 1.12 on : normal operation lit weak micro processor not programmed on micro processor detected
Questions, Opinions and Exploitation Impressions:
You can ask a question, express your opinion or share our experience of LORCH MicorMIG Series device using right now.
При сварке в защитных газах (MIG/MAG) все более широкое применения находят инверторные сварочные полуавтоматы, обладающие широкими технологическими преимуществами, а также простотой управления процессом сварки и высокой эффективностью работы. В связи со сложностью конструкции, наличием дорогостоящих комплектующих стоимость таких высокотехнологичных сварочных аппаратов для MIG/MAG сварки значительно превышает стоимость аналогичных трансформаторных аппаратов. Данный недостаток даже при наличии очевидных преимуществ таких аппаратов не позволяет многим предприятиям отказаться от использования трансформаторных источников питания. Разработка резонансной технологии MICOR, которая первоначально применялась только в аппаратах для ручной дуговой сварки, позволила значительно уменьшить стоимость производства инверторных источников питания, сохраняя при этом их высокие характеристики и возможности. На основе технологии MICOR компания LORCH разработала новую серию аппаратов MicorMIG, имеющую низкую стоимость, сопоставимую с трансформаторными источниками питания.
Сварочные аппараты MicorMIG были официально представлены на международной выставке Schweissen & Schneiden в сентябре 2013 (Эссен, Германия) (рисунок 1). Линейка аппаратов MicorMIG включает источники питания различной мощности: от 300 до 500 А. Они доступны в двух исполнениях (рисунок 2): компактном, когда подающий механизм размещен в корпусе источника питания, и декомпактном, когда подающий механизм выполнен в отдельном корпусе и его возможно отнести от источника на расстояние до 30 м в зависимости от длины соединяющего кабеля.

Рисунок 1 — Аппараты MicorMIG на выставке Schweissen & Schneiden 2013
При разработке аппаратов серии MicorMIG реализована совершенно новая, максимально простая и понятная концепция управления. Данная концепция включает три панели управления: Basic, BasicPlus и ControlPro. Для панелей BasicPlus и ControlPro возможен выбор типа управления: традиционное, то есть выставление тока и напряжения отдельно, и синергетическое, то есть автоматический выбор режима при задании одного параметра. Для всех панелей предусмотрены такие функции как отображение тока и напряжения во время сварки, функция заварки кратера и настройка динамики дуги.

Рисунок 3 – Внешний вид панели управления ControlPro
На передней панелей находится минимальное количество элементов управления, что дает возможность получать максимально простую и понятную панель. В тоже время такое количество элементов управления достаточно для настройки всего цикла сварки и точной корректировки каждого параметра.
Традиционная для аппаратов фирмы LORCH панель выбора материал/проволока/газ вынесена внутрь подающего механизма (рисунок 4), так как данные параметры при работе меняются гораздо реже, тем самым делая переднюю панель более понятной и простой. Для улучшения обзора при пользовании данной панелью внутри подающего механизма предусмотрена подсветка.

Рисунок 4 – Панель материал/проволока/газ
Для еще большего расширения возможностей системы управления сварочных аппаратов серии MicorMIG в их основу была заложена возможность программного обновления. Это дает возможность при приобретении аппарата подобрать тот набор функций, который необходим Вам в данный конкретный момент. При этом можно в любой момент дооснастить аппарат дополнительными программами сварки (например, специальных сталей и сплавов) или специальными функциями и процессами (например, функцией SpeedArc или процессами TIG сварки и кислородной строжки).
При создании аппаратов MicorMIG уделялось большое вниманием к деталям, которые позволяют сделать аппарат максимально удобным в эксплуатации и управлении и увеличить его надежность. Для увеличения защиты панели управления и облегчения перемещения источника предусмотрены ручки больших размеров. Для контроля количества проволоки в корпус аппарата вмонтировано смотровое стекло (рисунок 5). Для облегчения различия подающих роликов под разные диаметры проволоки была разработана цветовая кодировка. В MicorMIG ролики под каждый диаметр выкрашены в определенный цвет, что предотвращает возможность ошибки при их установке.

Рисунок 5 – Смотровое отверстие для отображения количества проволоки в кассете
Отличительной особенностью полуавтоматов MicorMIG является наличие возможности обновления программного обеспечения, установки специальных программных функций и идентификации сварщика с помощью компактных магнитных карточек. Считывание информации с карточки происходит с помощью поднесения ее к RFID порту, который расположен на панели управления (рисунок 6).

Рисунок 6- Процесс считывания информации с магнитной карточки
Наибольшим изменениям MicorMIG подвергся механизм подачи проволоки MF-08. Для облегчения массы и обеспечения гарантированной защиты от пробоя электрическим током на корпус подающего механизма он выполнен из прочного композитного материала (рисунок 7). При этом массу механизма удалось снизить до 10,6 кг, обеспечивая защиту при падении с высоты до 60 см. Боковые крышки подающего механизма с внутренней стороны имеют сотовую структуру из ребер жесткости, что дает увеличение прочности корпуса.

Рисунок 7 – Подающий механизм MF-08
Подающий механизм имеет повышенную степень защиты от проникновения пыли, грязи и твердых частиц за счет применения боковых крышек с обеих сторон, которые закрывают все внутренние детали подающего механизма, включая место подключения пакета силовых кабелей и кабелей управления.
Подающий механизм MF-08 за счет специальных боковых ножек на крышке может работать как в вертикальном, так и в горизонтальном положении (рисунок 8). При этом панель управления можно развернуть на 90 градусов, чтобы обеспечить удобное расположение элементов управления.

Рисунок 8 – Возможности работы MF-08
Разработано большое количество вариантов исполнения данного подающего механизма (рисунок 9): с защитной рамой из труб для дополнительной защиты механизма, с металлическими полозьями для установки на нагретые поверхности, с установкой на транспортную тележку.

Рисунок 9 – Варианты исполнения подающего механизма
Сочетание описанных преимуществ аппаратов серии MicorMIG позволяет утверждать, что данные аппараты предлагают широчайший выбор возможностей при осуществлении процесса сварки, а также высокую надежность и низкую стоимость оборудования.