Автор:
Limon2986,
в Fanuc
-
Ответить в тему
-
Создать тему
Рекомендованные сообщения
Limon2986
1
-
- Жалоба
- Рассказать
Добрый день.
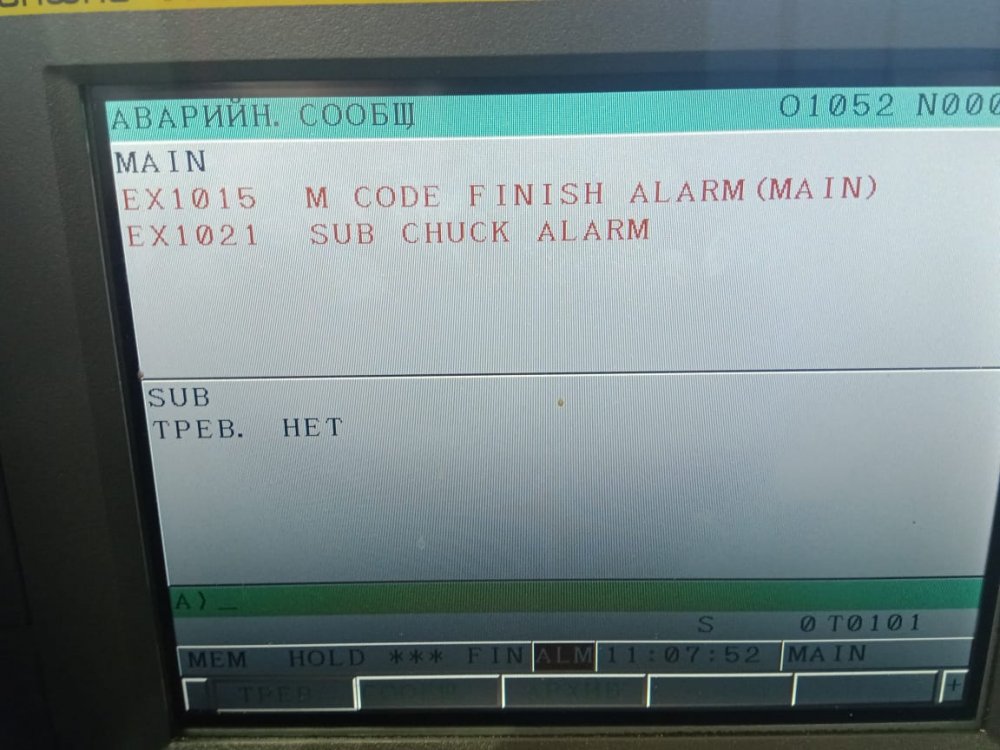
У меня стоят два станка с одной ошибкой ex1015, помогите кто может.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
UnPinned posts

Viktor2004
686
-
- Жалоба
- Рассказать
Вот прямо включили станок, ничего не делали, и сразу горят ошибки, да?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Limon2986
1
- Автор
-
- Жалоба
- Рассказать
Верное замечание. При включении станка, ошибок нет. Ошибка возникает при обработке детали, при чем на каждой детали. На определённой операции. Нет перечня ЕХ ошибок, остаётся только гадать.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

andrey2147
147
-
- Жалоба
- Рассказать
37 минут назад, Limon2986 сказал:
остаётся только гадать.
перехват ,вероятно.?
Изменено пользователем andrey2147
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Viktor2004
686
-
- Жалоба
- Рассказать
39 минут назад, Limon2986 сказал:
Нет перечня ЕХ ошибок
зато наверняка есть перечень М-команд и можно узнать какую конкретно М-команду станок не может завершить
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Limon2986
1

boomeeeer
221
-
- Жалоба
- Рассказать
Судя по всему М-команда не может быть завершена из-за отсутствия подтверждения. Может М-код на разжим патрона, если при разжиме не пришёл сигнал с датчика разжима в отведённое ему время.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Anat2015
318
Viktor2004
686
-
- Жалоба
- Рассказать
Суп чик хочет станок. Покормить его надо
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
gudstartup
560
-
- Жалоба
- Рассказать
4 часа назад, Limon2986 сказал:
Понял, проверю код. Спасибо.
Посмотрите на экране PMC STATUS установленные значения AXXXX.X а затем поиском по сигналу найдите цепь в ладдер которая их формирует.
Ссылка на сообщение
Поделиться на других сайтах
- 1 год спустя…

Slavdos
61
-
- Жалоба
- Рассказать
Доброе
кто нибудь богат документацией на ханву?
какие рекомендуемые нагрузки у станков?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
-
Сейчас на странице
0 пользователей
Нет пользователей, просматривающих эту страницу.
-
Сообщения
-

-
Автор:
Ветерок · Опубликовано:
Я бы наоборот в углу указал без обработки со скобками. А на обрабатываемые поверхности поставил Rz20. Может, просто в ТТ это написать про все обрабатываемые поверхности, если их много (если допускается так писать в ТТ).
-
-
Автор:
ДОБРЯК · Опубликовано:
Вы невнимательно читаете тему. Он сегодня сбросил модель из тетраэдров в которой я ничего не правил и результаты совпадают с аналитическим решением.
@ber2004 сделал такую модель оболочками и сбросил в формате Настран. Решение этой модели у нас совпадают и совпадают с аналитическим решением.
Только тетраэдрами СВ решает неправильно.
Не подкручивал.
Мне нет смысла обманывать самого себя.
-
Автор:
k.sema · Опубликовано:
Программа точно рабочая. Да, стойка пойдёт по кратчайшему пути (включена соответствующая настройка в параметрах станка). Проблему решил включением соответствующей галочки
-
Автор:
ber2004 · Опубликовано:
2Jesse Эксперимент подтверждает, что критическое давление у полусферы и полной сферы не отличаются. Формулы Рос Регистра для полной сферы, а к полусферам вполне применяются
-
Автор:
Jesse · Опубликовано:
так видно же крепления в ненужных местах появились. Видимо, конвертация в формат Настран не произошла успешно.
Вы блефуете..))
ага. Шкалу подкрутили, небось, да так всё одноцветно вообще стало. Я тоже так могу
-
-
Автор:
jtok · Опубликовано:
Я для отметок использую ординатные вертикальные размеры. Там есть свои фишки, например, можно добавлять к существующим.
-
-






Hello tengomucho
You have manual for your machine for sure. The LADDER diagram is very important. These EX alarms are either at the beginning of the manual or at the end. The alarms aren’t from fanuc, but from the machine manufacture.
So it’s impossible what exactly this alarm means. Maybe a motor protecting switch or a locking device disconnected… there should be a text after the alarm message. It’s difficult to make a remote diagnosis without this text.Greetings
Holger
<span style=’font-size:15pt;line-height:100%’>Wenn du heute nur das tust — was du gestern schon getan hast — dann bleibst du auch morgen nur da — wo du heute schon bist</span><br><br><span style=’font-size:10pt;line-height:100%’>Woran erkennen wir etwas, das noch Technik ist?<br>Ein guter Fingerzeig: Wenn ein Handbuch dabei ist.</span><br><br><span style=’font-size:7pt;line-height:100%’>(Douglas Adams 1952-2001)</span>
У меня не получается: то шире чем надо, то в форме богатырского шлема.
Что то не видно команды включения коррекции на радиус инструмента. Скорее всего, от этого все проблемы.
Я бы сделал обработку канавку предварительно, обычным отрезным резцом (4мм) без цикла, а затем обработал окончательно радиусным, можно за несколько проходов. Так и быстрее будет и надежней.
Либо, если хотите радиусным, сделайте прорезку по центру канавки, обработайте по циклу с припуском по диаметру сначала одну сторону, затем другим циклом вторую, а после прямым программированием обработайте окончательно.
Не забудьте про коррекцию на радиус в одном цикле G41 в другом G42, внесите в настройки геометрии инструмента его тип и радиус.
Если работать без коррекции на радиус, надо программировать не радиус 8, а радиус 7.
Правая половина примерно так:
G0 X47. Z-11.5
G1 X31.2 F0.03
G0 X47.
G72…
G72….
№1 G0 W7
G1 x45
№2 G2 x31. W-7. R7.
Изменено пользователем Андрей_77
Fanuc Alarms and Errors e.g. Program errors (P/S alarm), Over travel alarms, Servo alarms etc.
Fanuc Alarm 1014 ILLEGAL FORMAT OF PROGRAM NO.
Fanuc Alarm 1014 ILLEGAL FORMAT OF PROGRAM NO. Fanuc Alarm Description Address O or N is not followed by a number.
Fanuc Alarm 1016 EOB NOT FOUND
Fanuc Alarm 1016 EOB NOT FOUND Fanuc Alarm Description EOB (End of Block) code is missing at the end of a program input in the MDI mode.
Fanuc Alarm 1013 ILLEGAL POS. OF PROGRAM NO.
Fanuc Alarm 1013 ILLEGAL POS. OF PROGRAM NO. Fanuc Alarm Description Address O or N is specified where it must not (After the macro statement etc.).
Fanuc Alarm 306 MISMATCH AXIS WITH CNR/CHF (T Series)
Fanuc Alarm 306 MISMATCH AXIS WITH CNR/CHF (T Series) Fanuc Alarm Description The correspondence between the moving axis and the I, J, or K command is incorrect in a block in…
Fanuc Alarm 304 G28 IS COMMANDED WITHOUT ZERO RETURN
Fanuc Alarm 304 G28 IS COMMANDED WITHOUT ZERO RETURN Fanuc Alarm Description Although a reference position was not set, an automatic return to the reference position (G28) was commanded.
Fanuc Alarm 305 INTERMEDIATE POSITION IS NOT ASSIGNED (M Series)
Fanuc Alarm 305 INTERMEDIATE POSITION IS NOT ASSIGNED (M Series) Fanuc Alarm Description Although a G28 (automatic return to the reference position) or G30 (return to the second, third, or fourth…
Fanuc Alarm 301 RESETTING OF REFERENCE RETURN IS INHIBITED
Fanuc Alarm 301 RESETTING OF REFERENCE RETURN IS INHIBITED Fanuc Alarm Description Although parameter No. 1012#0 (IDGx) was set to 1 to inhibit the reference position from being set again for…
Fanuc Alarm 302 SETTING THE REFERENCE POSITION WITHOUT DOG IS NOT PERFORMED
Fanuc Alarm 302 SETTING THE REFERENCE POSITION WITHOUT DOG IS NOT PERFORMED Fanuc Alarm Description The reference position could not be set for a return to the reference position without a…
Fanuc Alarm 300 ILLEGAL COMMAND IN SCALING
Fanuc Alarm 300 ILLEGAL COMMAND IN SCALING Fanuc Alarm Description An illegal G code was specified during scaling. Modify the program.
Fanuc Alarm 307 CAN NOT START REFERENCE RETURN WITH MECHANICAL STOPPER SETTING
Fanuc Alarm 307 CAN NOT START REFERENCE RETURN WITH MECHANICAL STOPPER SETTING Fanuc Alarm Description An attempt was made to set a butt-type reference position for an axis for which to…
Fanuc Alarm 310 FILE NOT FOUND
Fanuc Alarm 310 FILE NOT FOUND Fanuc Alarm Description The specified file could not be found during a subprogram or macro call.
Fanuc Alarm 311 CALLED BY FILE NAME FORMAT ERROR
Fanuc Alarm 311 CALLED BY FILE NAME FORMAT ERROR Fanuc Alarm Description An invalid format was specified to call a subprogram or macro using a file name.
Fanuc Alarm 312 ILLEGAL COMMAND IN DIRECT DRAWING DIMENSIONS PROGRAMMING (T Series)
Fanuc Alarm 312 ILLEGAL COMMAND IN DIRECT DRAWING DIMENSIONS PROGRAMMING (T Series) Fanuc Alarm Description Direct input of drawing dimensions was commanded in an invalid format. An attempt was made to…
Fanuc Alarm 317 ILLEGAL THREAD COMMAND IS IN THE THREAD CUTTING CYCLE (T Series)
Fanuc Alarm 317 ILLEGAL THREAD COMMAND IS IN THE THREAD CUTTING CYCLE (T Series) Fanuc Alarm Description A zero or a negative value is specified in a multiple repetitive canned threading…
Fanuc Alarm 313 ILLEGAL LEAD COMMAND (T Series)
Fanuc Alarm 313 ILLEGAL LEAD COMMAND (T Series) Fanuc Alarm Description The variable-lead threading increment specified in address K exceeds the specified maximum value in variable-lead threading. Or, a negative lead…
Fanuc Alarm 318 ILLEGAL RELIEF AMOUNT IS IN THE DRILLING CYCLE (T Series)
Fanuc Alarm 318 ILLEGAL RELIEF AMOUNT IS IN THE DRILLING CYCLE (T Series) Fanuc Alarm Description Although an escape directions is set in a multiple repetitive canned cutting-off cycle (G74 or…
Fanuc Alarm 314 ILLEGAL SETTING OF POLYGONAL AXIS (T Series)
Fanuc Alarm 314 ILLEGAL SETTING OF POLYGONAL AXIS (T Series) Fanuc Alarm Description An axis was specified invalidly in polygon turning. For polygon turning: 1) A tool rotation axis is not…
Fanuc Alarm 315 ILLEGAL NOSE ANGLE COMMAND IS IN THE THREAD CUTTING CYCLE (T Series)
Fanuc Alarm 315 ILLEGAL NOSE ANGLE COMMAND IS IN THE THREAD CUTTING CYCLE (T Series) Fanuc Alarm Description An invalid tool tip angle is specified in a multiple repetitive canned threading…
Fanuc Alarm 316 ILLEGAL CUTTING AMOUNT IS IN THE THREAD CUTTING CYCLE (T Series)
Fanuc Alarm 316 ILLEGAL CUTTING AMOUNT IS IN THE THREAD CUTTING CYCLE (T Series) Fanuc Alarm Description An minimum depth of cut higher than the thread height is specified in a…
Fanuc Alarm 319 THE END POINT COMMAND IS ILLEGAL IN THE DRILLING CYCLE (T Series)
Fanuc Alarm 319 THE END POINT COMMAND IS ILLEGAL IN THE DRILLING CYCLE (T Series) Fanuc Alarm Description Although the Δi or Δk travel distance is set to 0 in a…
Fanuc Alarm 320 ILLEGAL MOVEMENT AMOUNT/CUTTING AMOUNT IS IN THE DRILLING CYCLE (T Series)
Fanuc Alarm 320 ILLEGAL MOVEMENT AMOUNT/CUTTING AMOUNT IS IN THE DRILLING CYCLE (T Series) Fanuc Alarm Description A negative value is specified in a multiple repetitive canned cutting-off cycle (G74 or…
Fanuc Alarm 326 LAST BLOCK OF SHAPE PROGRAM IS A DIRECT DRAWING DIMENSIONS (T Series)
Fanuc Alarm 326 LAST BLOCK OF SHAPE PROGRAM IS A DIRECT DRAWING DIMENSIONS (T Series) Fanuc Alarm Description In a shape program in the multiple repetitive canned cycle (G70, G71, G72,…
Fanuc Alarm 328 ILLEGAL WORK POSITION IS IN THE TOOL NOSE RADIUS COMPENSATION (T Series)
Fanuc Alarm 328 ILLEGAL WORK POSITION IS IN THE TOOL NOSE RADIUS COMPENSATION (T Series) Fanuc Alarm Description The specification for the blank side for a tool nose radius compensation (G41…
Fanuc Alarm 330 ILLEGAL AXIS COMMAND IS IN THE TURNING CANNED CYCLE (T Series)
Fanuc Alarm 330 ILLEGAL AXIS COMMAND IS IN THE TURNING CANNED CYCLE (T Series) Fanuc Alarm Description An axis other than the plane is specified n a canned cycle(G90, G92, or…
Fanuc Alarm 334 OFFSET IS OUT OF EFFECTIVE RANGE
Fanuc Alarm 334 OFFSET IS OUT OF EFFECTIVE RANGE Fanuc Alarm Description An offset data which was out of the effective range was specified. (malfunction prevention function)
Fanuc Alarm 329 THE FINISHING SHAPE IS NOT A MONOTONOUS CHANGE(SECOND AXES) (T Series)
Fanuc Alarm 329 THE FINISHING SHAPE IS NOT A MONOTONOUS CHANGE(SECOND AXES) (T Series) Fanuc Alarm Description In a shape program for the multiple repetitive canned rough-cutting cycle (G71 or G72),…
Fanuc Alarm 325 UNAVAILABLE COMMAND IS IN SHAPE PROGRAM (T Series)
Fanuc Alarm 325 UNAVAILABLE COMMAND IS IN SHAPE PROGRAM (T Series) Fanuc Alarm Description An usable command was issued in a shape program for a multiple repetitive canned cycle (G70, G71,…
Fanuc Alarm 324 THE INTERRUPTION TYPE MACRO WAS DONE IN THE MULTIPLE REPETIVE CYCLES (T Series)
Fanuc Alarm 324 THE INTERRUPTION TYPE MACRO WAS DONE IN THE MULTIPLE REPETIVE CYCLES (T Series) Fanuc Alarm Description An interruption type macro was issued during the multiple repetitive canned cycle…
Fanuc Alarm 336 TOOL COMPENSATION COMMANDED MORE TWO AXES (M Series)
Fanuc Alarm 336 TOOL COMPENSATION COMMANDED MORE TWO AXES (M Series) Fanuc Alarm Description For a tool length compensation C, an attempt was made to command the offset to other axes…
Fanuc Alarm 323 THE FIRST BLOCK OF SHAPE PROGRAM IS A COMMAND OF TYPE II (T Series)
Fanuc Alarm 323 THE FIRST BLOCK OF SHAPE PROGRAM IS A COMMAND OF TYPE II (T Series) Fanuc Alarm Description Type II is specified in the first block of the shape…
Fanuc Alarm 322 FINISHING SHAPE WHICH OVER OF STARTING POINT (T Series)
Fanuc Alarm 322 FINISHING SHAPE WHICH OVER OF STARTING POINT (T Series) Fanuc Alarm Description An invalid shape which is over the cycle starting point is specified in a shape program…
Fanuc Alarm 321 ILLEGAL REPEATED TIME IS IN THE PATTERN REPEATING CYCLE (T Series)
Fanuc Alarm 321 ILLEGAL REPEATED TIME IS IN THE PATTERN REPEATING CYCLE (T Series) Fanuc Alarm Description A zero or a negative value is specified in a multiple repetitive canned closed…
Fanuc Alarm 327 MODAL THAT MULTIPLE REPETIVE CYCLES CANNOT BE DONE (T Series)
Fanuc Alarm 327 MODAL THAT MULTIPLE REPETIVE CYCLES CANNOT BE DONE (T Series) Fanuc Alarm Description A multiple repetitive canned cycle (G70, G71, G72, or G73) was commanded in a modal…
Fanuc Alarm 348 TOOL CHANGE Z AXIS POS NOT ESTABLISHED
Fanuc Alarm 348 TOOL CHANGE Z AXIS POS NOT ESTABLISHED Fanuc Alarm Description A tool change spindle on the Z-axis is not set.
Fanuc Alarm 347 TOOL CHANGE ILLEGAL COMMAND IN SAME BLK.
Fanuc Alarm 347 TOOL CHANGE ILLEGAL COMMAND IN SAME BLK. Fanuc Alarm Description Tool changing is commanded twice or more in the same block.
Что включает понятие?
Расшифровка ЧПУ вам теперь известна. Это оборудование включает в себя несколько частей:
- электрическая — это системы управления и автоматики;
- механическая — это пневматические и гидравлические системы;
- внешнего оформления — это дизайн и удобство в использовании.
Числовое программное управление постепенно вытесняет ручные способы.

Еще остались предприятия в стране, где расшифровка ЧПУ требуется каждому работнику. Однако прогресс движется и в глубинку. Станки с программным управлением внедряются на производства даже для выполнения простейших операций.
Станки с ЧПУ рентабельны на тех производствах, где происходит массовый выпуск однотипной продукции. Эти системы выбирают заказчики для выполнения высокоточных манипуляций, с которыми человек может справиться с большим трудом.
Ошибки FANUC. Расшифровка и рекомендации.
Если на вашем станке установлена стойка с ЧПУ FANUC, тогда эта статья будет вам полезна. После прочтения статьи вы сможете верно интерпретировать ошибки на стойке FANUC, а также искать и устранять неисправности.
Рано или поздно любое оборудование ломается. У станка с ЧПУ есть штатные средства диагностики, которые почти всегда помогают обнаружить неисправность. Главное – это правильно использовать встроенный функционал стойки ЧПУ для диагностики. Самый первый, простой и действенный метод – это анализ аварийных сообщений стойки ЧПУ. Успех этого способа зависит от двух факторов:
- Полнота описания нештатных ситуаций на станке (зависит от производителя).
- Корректность трактовки ошибок сервисным инженером.
Идея заключается в том, что производитель предусмотрел большинство нештатных ситуаций. Когда вы видите на экране сигнал тревоги, вы должны полностью прочитать его описание в документации на станок и осмыслить. Иногда станок выдаёт сразу несколько ошибок, которые могут провоцировать друг друга. Без нахождения первопричины и её устранения все косвенные аварийные сообщения устранить не получится.
Примером комплексной ошибки может служить комбинация: DS0300, DS0306 и DS0307. Пока вы не поменяете батарейку питания энкодера на сервоусилителе, вы не сможете привязать машинный ноль, тем самым alarm DS0300 невозможно будет сбросить.
Как узнать смысл выдаваемого сообщения?
Сообщения об ошибках обычно сокращены, и на самой стойке ЧПУ получить развёрнутый ответ не получится. У каждого станка с фануком есть «жёлтые книги», и в одной из них будет полное описание всех возможных неисправностей. Эта книга называется «MAINTENANCE MANUAL», или на великом и могучем «РУКОВОДСТВО ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ».
Все аварийные сообщения разделены на разные типы. По типу ошибки можно сузить круг неисправных элементов. На всех стойках ЧПУ FANUC одинаковый формат сигналов тревоги, а их смысл не менялся уже несколько десятилетий.
Формат ошибки:
XX NNNN TEXT
XX – тип.
NNNN – номер (код).
TEXT – краткое описание. Помогает, в первом приближении, понять смысл ошибки. Но иногда, из-за беглого перевода, может звучать двусмысленно.
На различных стойках ЧПУ фирмы FANUC (0i, 18i, 32i и другие) формат ошибки и их смысл будут практически одинаковыми, но рекомендуется пользоваться документацией конкретно для вашей стойки с ЧПУ.
Типы сигналов тревоги:
- PS/BG/SR: Ошибки программирования. Для трёх разных типов могут быть одинаковые номера. Код ошибки указывает на источник неверной команды программы. PS – это основная программа. BG – программа, запущенная в фоновом режиме. SR – программа с периферийного устройства. Например: PS0010 / BG0010 / SR0010 — это одинаковые сообщения о некорректности G-кода, а тип ошибки указывает область памяти, где находится программа с ошибкой.
- SW: Ошибка записи параметра. В этом разделе всего одна ошибка SW0100. Она сигнализирует о том, что на стойке с ЧПУ разрешено редактировать параметры. На время редактирования параметров её можно скинуть комбинацией клавиш CAN + RESET.
- SV: В этом разделе содержатся сообщения, связанные с энкодерами, сервоусилителями и источниками их питания. Очень распространённый тип ошибок, о нём мы поговорим отдельно.
- OT: Аварийные сообщения, связанные с перебегом осей.
- IO: Ошибки, возникающие при вводе/выводе файлов на периферийные устройства.
- PW: Сигналы тревоги, требующие перезагрузки стойки ЧПУ.
- SP: Ошибки управления шпинделем. Например, если в обмотке шпинделя возникло короткое замыкание, то отобразится alarm SP9030. Замечание: На FANUC может устанавливаться нештатный блок управления шпинделем (частотник), тогда стойка просто выдаёт на него аналоговый сигнал 0-10В и сигнал направления вращения шпинделя. В этом случае неисправность шпинделя необходимо отслеживать на самом частотном преобразователе.
- ОН: Возникает при перегреве определённых элементов станка с указанием на элемент. Например: OH0704 – перегрев шпинделя.
- EX: Аварийные сообщения, заданные производителем. Специфика этого типа ошибок разобрана ниже.
- IE: Сигналы тревоги, возникающие при превышении значений, указанных в параметрах безопасности. К примеру: IE0001 – перебег по оси +X.
- DS: в этом разделе собраны ошибки, не вошедшие в предыдущие пункты.
- PC, WN, ER: сигнал тревоги, относящийся к PMC или I/O Link. Данные типы ошибок отображаются в окне сигналов PMC.
Неполный формат ошибки:
Многие стойки старого образца выдают аварийные сообщения в формате NNN TEXT. Это значит, что нужно искать ошибку с тем же описанием TEXT. Если в справочнике по номеру описание совпадает, то это и есть искомая ошибка.
Пример: alarm 011. В справочнике есть ошибки PS0011, DS0011 и SP9011, но благодаря краткому описанию на стойке ЧПУ можно найти конкретное описание и точный номер.
011 «FEED ZERO (COMMAND)» — это PS0011 нулевая подача;
011 «ILLEGAL REFERENCE AREA» — это DS0011 неверная референтная зона;
011 «OVERVOLT POWER CIRCUIT» — это SP9011 перенапряжение в цепи питания шпинделя;
А вот alarm 436 встречается в справочнике только один раз и имеет законченный смысл. SV0436 «программный перегрев (OVC)». Это распространённая ошибка, которая возникает при срабатывании защиты серводвигателя от перегрева по току. Обычно это вызвано механическими препятствиями и трениями в механических узлах станка.
Ошибки EX, запрограммированные производителем станка:
Основные проблемы, как правило, связаны с сигналами тревоги типа EX. Это аварийные сообщения, назначаемые самим производителем станка. Обычно эти ошибки относятся к периферийным системам станка. Описание этих неисправностей нужно искать не в «жёлтых книгах», а в документации на станок от производителя. При отсутствии документации и связи с производителем узнать полное описание ошибок EX1000 – EX2999 невозможно. Ещё хуже ситуация обстоит с производителями, которые не считают необходимым прописывать TEXT (краткое описание).
Например, ошибки EX1000 и EX1001 на разных станках могут иметь одинаковый смысл – разрыв в цепи аварийного останова станка. В самом простом случае — это нажатая кнопка грибка аварийного останова. К слову сказать, коды 0000 и 0001 на других стойках ЧПУ могут иметь тот же смысл.
Или ошибки EX1018 «MOTOR OVERLOAD», EX1002 «MOTOR OVERLOAD» и EX1041 «MOTOR OVERLOAD» на трёх разных токарных станках с одинаковой стойкой ЧПУ FANUC имеют одинаковый смысл: перегрузка мотора по току.
Таким образом, если станок выдаёт ошибки EX1012, EX1104, EX1600, а у вас нет на них описания, то поможет только производитель станка или опытный сервис-инженер.
Ошибки SV – ошибки системы управления сервомоторами.
После типа EX это второй по распространённости тип аварийных сообщений. Эти сообщения нужно правильно разграничивать. Некоторые относятся к неправильной работе энкодера, некоторые вызваны проблемами в работе сервоусилителя. Зачастую, чтобы устранить неполадки этого типа, нужно проверить множество узлов станка. Главное уяснить для себя следующую схему:
- — сервоусилитель управляет сервоприводом, подавая на его обмотки необходимое напряжение.
- — серводвигатель преобразует электрическую энергию в механическую.
- — механика отвечает за движение и перемещение рабочих органов станка.
- — энкодер находится в жёсткой связи (на одном валу) с ротором двигателя и даёт информацию для сервоусилителя о положении вала.
Таким образом все 4 узла могут влиять на появление сигналов тревоги типа SV.
К примеру: сообщение SV0410 говорит нам о том, что конечная позиция оси отличается от заданной на величину, которая больше величины, указанной в параметре 1829. Данное сообщение может появляться нерегулярно. Если взять и попробовать исправить ошибку напрямую (увеличить значение параметра 1829), то можно, не устранив причину её возникновения, понизить точность позиционирования станка. А настоящей причиной может быть механическая неисправность станка. Из-за повышения нагрузки на ось двигатель перестал успевать корректировать конечное положение оси.
Одинаковые типы ошибок на различные оси:
Все станки с ЧПУ имеют несколько осей, а некоторые и несколько шпинделей. Стойка с ЧПУ FANUC может выдавать одинаковые аварийные сообщения с указанием конкретной оси. Тут просто нужно быть внимательным и разобраться, какие оси где находятся. На классических токарных и фрезерных станках, где осей не более трёх, проблем как правило не возникает. А вот с прутковыми автоматами, имеющими два шпинделя, придётся быть внимательными. Например, оси Х1 и Х2 будут иметь идентичные номера ошибок, но выдаваться на разные каналы ЧПУ, переключение между которыми осуществляется по-разному, зависит от конкретного станка.
Пример: SV0368 «AXIS Z: SERIAL DATA ERROR(INT)». При появлении этого сообщения на двухшпиндельном станке нужно сначала определить, на каком канале возникает ошибка: на HEAD1 или HEAD2? Сообщения в данном случае могут быть не связаны с энкодером, а просто вызваны плохим контактом шины данных между энкодером и сервоусилителем. Определившись, на какой шпиндель станок ругается, вы сузите круг неисправных узлов станка.
Алгоритм анализа аварийных сообщений:
Для более детального подхода к изучению ошибок станка рекомендуем вам заполнить таблицу
Если суть ошибки вам непонятна после заполнения этой таблицы и всестороннего анализа ситуации — не переживайте. Вы как минимум подготовили ценную информацию для диагностики станка сервис-инженером.
Вывод:
Ознакомившись с данной статьёй, вы без проблем сможете верно трактовать ошибку типа SV0607 «CNV. SINGLE PHASE FAILURE». Это обрыв фазы источника питания! В этой ситуации всё просто – ищем обрыв в цепи первичного источника питания, соблюдая технику безопасности. Или попробуйте самостоятельно найти в руководстве alarm SP9003, и вы поймёте, что исправить подобную ошибку очень просто.
Но вот в случае с аварийным сообщением SP9031 «MOTOR LOCK OR DISCONNECT DETECTOR» может быть множество вариантов неисправности, и без полного понимания процесса её возникновения исправить ситуацию не получится. В таком случае нужен системный подход, для которого необходимо знать специфику работы конкретного оборудования.
Пишите номера ошибок на вашем станке в комментарии, и мы поможем вам с определением неисправности!
Принцип работы оборудования с программным управлением
Расшифровка ЧПУ включает две части:
- Числовое управление. Все операции основаны на подсчете машинных кодов. Осуществляется слежение за состоянием осей посредством снятия кодовых импульсов.
- Программное управление включает преобразование заданных команд в понятный машине код через приложения. Человеко-машинный интерфейс представлен в наглядной форме.
Для одного типа деталей программа составляется только раз и хранится на внешнем носителе либо во встроенном хранилище, если позволяет память. При возникновении необходимости машинный код переносится в оперативную память, и автоматический цикл запускается вновь. ЧПУ-системы хороши на любом оборудовании с несколькими координатными осями.
Под каждое производство в продаже имеется идеальное решение. Важно учесть все основные требования к оборудованию. Перечислим лишь некоторые из них: нагрузка на инструмент, интенсивность и скорость обработки, количество осей и возможность модернизации станка в будущем.
Система CNC или числовое программное управление
По сравнению с обычным числовым управлением CNC (Computerized Numerical Control или ЧПУ являются гораздо более гибким устройством и поддерживают внесение изменений в программу.
Здесь не нужно создавать громоздкие проволочные связи, достаточно лишь изменить данные в накопителе, а это значит, что программирование связей заменяется на программное обеспечение. Благодаря интеграции микрокомпьютера перепрограммируемого управления выполнение всех функций NC обеспечивается микропроцессорами.
Описание NC — функций — это пользовательские программы, которые заложены в жестком диске. Чем больше функций должен выполнять станок, тем больший объем памяти жесткого диска необходим для его работы. Из-за высокого производственного объема современные ЧПУ системы оснащаются многоядерными процессорами.
Благодаря программно-технической реализации функций чу сокращается число потенциально подверженных повреждениям элементов в блоке управления. Дефицит тестирования и оптимизации числового программного обеспечения, которое в среднем изменяется 3-4 раза, благодаря CNC-системам становится не таким критичным, как раньше. Для предприятий без организации обработки данных во время подготовительных работ станки ЧПУ позволяют наладить экономичное автоматизированное производство.
Мебельное производство
Где идет речь о производстве деревянных изделий из плит МДФ, подойдет станок с ЧПУ фрезерный. Для потребителя стало важно качество изделия, что можно достичь только при помощи машинной обработки при высоком количестве выпускаемой продукции. Плавность и точность получаемых рисунков поражают, а машинная обработка в то же время делает мебель доступнее.
Простейшие операции ранее создавались посредством релейной логики. Но объемные изображения доступны только владельцам ЧПУ-систем. Скорость обработки может быть выше вдвое благодаря использованию двустороннего точения, когда одновременно выполняется несколько технологических операций. Лидерами в производстве контроллеров, способных справиться с такими задачами, являются производители электроники:
- «Фанук»;
- «Сименс»;
- «Хайнденхайн»:
- «Овен».
Реализовать простейший станок получается на базе обычного настольного компьютера. Но для движения осей все же потребуется управляющая плата. Стоимость таких решений невысока в сравнении с прибылью, приносимой за счет автоматизации производства.
История [ править | править код ]
Сменяемые программы, нанесённые на перфокарты с помощью двоичного кода, использовались уже в жаккардовом ткацком станке, созданном в 1804 году. На перфокартах были закодированы два возможных положения исполнительного механизма — опуская или поднимая челнок, можно было программировать простые одноцветные узоры.
В XIX веке были разработаны механические исполнительные устройства на основе кулачкового механизма, похожие на используемые в механическом пианино. Хотя они позволяли плавно варьировать параметры движения обрабатывающих инструментов, процесс создания алгоритма обработки и требовал создания полноразмерных моделей детали.
Изобретателем первого станка с электронным числовым управлением (англ. Numerical Control , NC ) является Джон Пэрсонс ( John T. Parsons ), работавший инженером в компании своего отца Parsons Inc. , выпускавшей в конце Второй мировой войны пропеллеры для вертолётов. Он впервые предложил использовать для обработки пропеллеров станок, работающий по программе, вводимой с перфокарт. В качестве привода впервые использовались шаговые искатели.
В 1949 году ВВС США профинансировали Parsons Inc. разработку станка для контурного фрезерования сложных по форме деталей авиационной техники. Однако компания не смогла самостоятельно выполнить работы и обратилась за помощью в лабораторию сервомеханики Массачусетского технологического института (MIT). Сотрудничество Parsons Inc. с MIT продолжалось до 1950 года. В том году MIT приобрел компанию по производству фрезерных станков Hydro-Tel и отказался от сотрудничества с Parsons Inc. , заключив самостоятельный контракт с ВВС на создание фрезерного станка с программным управлением.
Читать также: Реле включения воздушного компрессора
В сентябре 1952 года станок был впервые продемонстрирован публике — про него была напечатана статья в журнале Scientific American . Станок управлялся с помощью перфоленты.
Первый станок с ЧПУ отличался особой сложностью и не мог быть использован в производственных условиях. Первое серийное устройство ЧПУ было создано компанией Bendix Corp. в 1954 году и со следующего года стало устанавливаться на станки. Широкое внедрение станков с ЧПУ шло медленно. Предприниматели с недоверием относились к новой технике. Министерство обороны США вынуждено было на свои средства изготовить 120 станков с ЧПУ, чтобы передать их в аренду частным компаниям.
Первыми советскими станками с ЧПУ промышленного применения являются токарно-винторезный станок 1К62ПУ и токарно-карусельный 1541П. Эти станки были созданы в первой половине 1960-х годов. Станки работали совместно с управляющими системами типа ПРС-3К и другими. Затем были разработаны вертикально-фрезерные станки с ЧПУ 6Н13 с системой управления «Контур-ЗП». В последующие годы для токарных станков наибольшее распространение получили системы ЧПУ советского/российского производства 2Р22 и «Электроника НЦ-31». [ источник не указан 947 дней
] .Базовыми системами ЧПУ в СССР были НЦ-31 и 2Р22 (токарная группа) и 2С42 и 2Р32 (фрезерная группа).
Числовое программное управление также характерно для систем управления современными промышленными роботами.
Аббревиатура «ЧПУ» соответствует двум англоязычным — NC и CNC , — отражающим эволюцию развития систем управления оборудованием.
- Системы типа NC
(англ. Numerical control ), появившиеся первыми, предусматривали использование жестко заданных схем управления обработкой — например, задание программы с помощью штекеров или переключателей, хранение программ на внешних носителях. Каких-либо устройств оперативного хранения данных, управляющих процессоров не предусматривалось. - Более современные системы ЧПУ, называемые CNC
(англ. Computer numerical control ), — системы управления, позволяющие использовать для модификации существующих/написания новых программ программные средства. Базой для построения CNC служат современный (микро)контроллер или (микро)процессор:
- микроконтроллер,
- контроллер с программируемой логикой,
- управляющий компьютер на базе микропроцессора.
Возможна реализация модели с централизованным автоматизированным рабочим местом (например, ABB Robot Studio , Microsoft Robotics Developer Studio ) с последующей загрузкой программы посредством передачи по промышленной сети.
Игровая консоль на Raspberry Pi 3
Сборка ЧПУ фрезерного станка.
Первый запуск Фрезерного станка с ЧПУ
От создания прототипов до создания произведений искусства и производства изделий, обработка, в целом, стала более точной и эффективной с появлением станков с ЧПУ. В дополнение к ускорению производства, эти инструменты автоматизировали многие высокотехнологичные процессы обработки и открыли дверь для изготовления изделий, которые невозможно изготовить вручную. Аббревиатура «ЧПУ» означает «числовое программное управление».
Станок с ЧПУ – это устройство с компьютерным управлением, которое может резать, вырезать и фрезеровать запрограммированные конструкции из дерева, МДФ, пластмасс, пен и металлов. При этом используются различные инструменты, часто с широким спектром возможностей резки.
Читать также: Как сделать подсветку для аквариума своими руками
Основные понятия
Считывая цифровые коды из программ автоматизированного проектирования, или автоматизированного производства, станки с CNC могут следовать по пути с управляемым компьютером инструментом, когда они режут или гравируют заготовку, чтобы превратить дизайн в реальность. Во время данного проекта заготовка обычно прижимается к рабочему столу с помощью зажимов или вакуума, чтобы удерживать его на месте при резке, а жесткая рама станка сводит вибрации к минимуму. В зависимости от задания можно использовать несколько режущих инструментов с приводом от шпинделя, который запрограммирован на одной или нескольких осях. По сравнению с ручной обработкой, станки с ЧПУ режут со значительно большей скоростью и обеспечивают более гладкую обработку кромок.
Преимущества станков с числовым программным управлением
Когда дело доходит до выполнения сложных конструкций, данные управляемые машины имеют много преимуществ. Одним из наиболее очевидных достоинств является то, что они чрезвычайно точны. Поскольку машины работают на основе цифрового кода, подаваемого на них с компьютера, они выполняют запрограммированные задания с почти идеальной точностью. Программисты также могут быстро и легко исправить любые ошибки, вместо того, чтобы пытаться делать это вручную.
Для предприятий, в частности, оборудования с ЧПУ значительно повышают эффективность, так как они обеспечивают более быстрое производство. Они не только автоматизируют процессы, которые являются трудоемкими и занимают много времени, когда выполняются вручную. Такие станки могут более точно создавать копии готового продукта с высокой скоростью. Это, в свою очередь, позволяет производить больше товаров по более низкой цене.
Еще одним преимуществом, которое часто упускается из виду, является снижение затрат на продукт за счет повышения эффективности использования материалов.
История станков с ЧПУ
Первые станки с числовым программным управлением появились в 1940-х годах. Сильно отличающиеся от оборудования с ЧПУ, как мы его знаем сегодня, эти ранние модели включали инструменты, которые затем использовалась в качестве формы хранения данных. К 1960-м годам внедрение мини компьютеров привело к падению цен, что вызвало распространение станков с ЧПУ. В последующие годы расширилась доступность, сделав ЧПУ популярным среди отечественных производителей инструментов к концу 80-х годов. Сегодня станки с числовым программным управлением широко используются не только в промышленном производстве и в бизнесе, но и любителями.
Обработка на машинах с программным управлением является, пожалуй, самым значительным производственным процессом XXI века, а его функциональные возможности способствуют технологическому прогрессу во всем мире. Это профессия, которая идет в ногу с ростом технологий, и машинисты по всей планете меняют мир, благодаря своим навыкам обработки на станках с CNC (computer numerical control).
Принцип работы с многоосевыми системами
Фрезерный станок с ЧПУ должен получить определенную команду для выполнения любого действия. Большинство управляющих программ пишется на так называемых G-кодах. Это стандартные простейшие перемещения, зашитые в память контроллера.
Простым языком, для управления машиной оператор выбирает направление, конечный путь, скорость движения инструмента, а также обороты шпиндельного узла. Для производства большинства деталей этого достаточно. Но кроме команд, требуется вносить параметры износа инструмента, смещение начальной точки обработки, тип резца, погрешности хода винтовой пары.
Последовательность действий управления строго регламентирована производителями станков. Каждый изготовитель закладывает свои особенности в работу машины, с которыми придется ознакомиться перед выполнением даже простейшего реза.
Действия наладчика и оператора станка с ЧПУ
Этапы работы наладчика
выглядят следующим образом:
- подбор режущего инструмента согласно карте, проверка его целостности и заточки;
- подбор по карте наладки заданных размеров;
- установка режущего инструмента и зажимного патрона, проверка надежности крепления заготовки;
- установка переключателя в положение «От станка»;
- проверка рабочей системы на холостом ходу;
- введение перфоленты, которое проводится после проверки лентопротяжного механизма;
- проверка правильности заданной программы для пульта и станка ЧПУ и системы световой сигнализации;
- крепление заготовки в патрон и установка переключателя в режим «По программе»;
- обработка первой заготовки;
- измерение готовой детали, внесение поправок на специальные переключатели-корректоры;
- обработка детали в режиме « По программе» второй раз;
- осуществление замеров;
- перевод переключателя режима в положение «Автомат».
На этом процесс наладки окончен и к работе приступает оператор станка ЧПУ. Он должен выполнить такие действия:
- менять масла;
- чистить рабочую зону;
- смазывать патроны;
- проверять станок на пневматику и гидравлику;
- проверять точные параметры оборудования.
Перед тем как приступить к работе, оператор станка ЧПУ должен проверить его на работоспособность посредством специальной тестовой программы, также ему следует убедиться в том, что подана смазочная жидкость и в том, что в гидросистеме и ограничивающих упорах присутствует масло.
Помимо этого, он должен проверить, насколько надежно крепление всех приборов и инструментов, а также то, насколько мебельная заготовка соответствует заданному технологическому процессу станка. Далее следует провести замеры
на предмет возможных отклонений от точности настройки нуля на приборе и других параметров.
И только после этих манипуляций можно включать сам станок ЧПУ:
- заготовку устанавливают и закрепляют;
- потом вводится программа работы;
- в считывающее устройство заправляется перфолента и магнитная лента;
- нажимаем «Пуск»;
- после того как первая деталь обработана, производятся ее замеры на предмет соответствия с заданной ранее моделью.
Последовательность работы оборудования
Общий принцип работы станков с числовым программным управлением одинаков. Запомнить все шаги несложно, и научившись лишь раз запуску автоматического цикла, можно с легкостью управиться с остальными машинами. Для понимания команд человека машина должна считать битовые данные. Для перевода в понятный контроллеру вид используются стандартные приложения для станков.
Готовая модель, созданная по определенным правилам, загружается в ПК и переводится в нолики и единички. Далее полученные команды тестируются на станке без движения осей. Если все проходит удачно, начинается отладка с деталью. Корректируемые данные зависят от типа обрабатываемого материала, сложности выполняемых контуров, состояния инструмента.