Доброе время суток! Нужна ваша помощь!
Купили БУ станок Durma координатно-пробивной ТР9 с чпу Siemens 840DI.
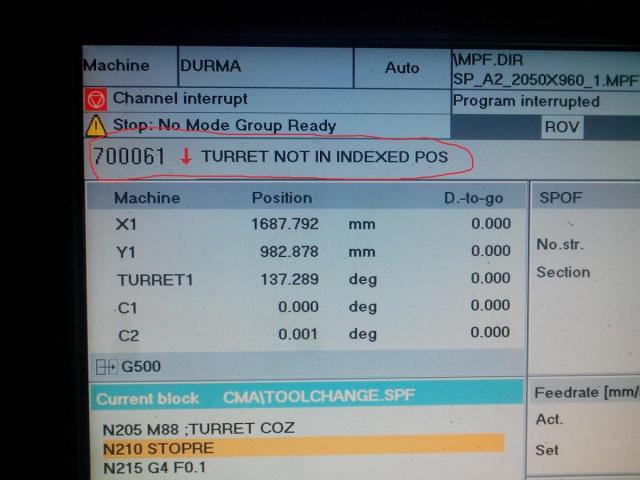
И достала меня ошибка которая (когда хочет тогда и всплывает) 700061 TURRET NOT IN INDEXED POS. !!!!
после чего приходится запускать программу заново.
Последнее время стала появляться очень часто что соответствен о очень напрягает!!!
Датчики фиксации револьвера (Это как я понимаю ось TURRET1 ) верхнего и нижнего срабатывают хорошо.
штыри конусные которые фиксируют заходят идеально. Все датчики срабатывают.
В чем проблема Москва не может подсказать а специалистов вызывать руководство не хочет! Говорят что дорого и ждать их очень долго!
Если сможете подскажите куда хотя бы смотреть!
Всем здравствуйте!
Координатно-пробивной пресс Durma TP9. ЧПУ 840D. Имеющаяся документация — электросхема, гидросхема.
Текущее состояние револьверной головки — разжата, вращается в ручном режиме от пульта управления на станке для замены инструмента:

Зажим гидравлический, радиальные штифты входят в ответные гнезда на наружном диаметре.
На экране чпу сообщения производителя станка: Голова не зажата, Голова не в позиции индексирования.
Ось круговая, 0-360 гр. Отсчет по абсолютному энкодеру сервопривода.
Большая вероятность что позиция по энкодеру сбита, т.к. первый инструмент имеет позицию 98,8 гр. Как и линейные оси, позиции которых в районе 30-40 метров.
Не понятно как управлять осью, как узнать тип оси и команды управления, чтобы она вернулась в исходное состояние.
Может у кого-нибудь есть подобный пресс, как вы выходите из этой ситуации после замены инструмента?
Характеристики:
Данный пресс есть в наличии на складе, цену уточняйте у менеджера!
Координатно-просечные пресса DURMA серии ТР, это оборудование высокого качества. Станина выполнена из стальной сварной конструкции c предварительно снятым напряжением. Все сваренные точки большого радиуса были сконструированы таким образом, что они предотвращают трещины сварного шва. Станок имеет очень прочный и выровненный каркас по сравнению со своими аналогами.
Молот и верхняя часть инструмента очень точно расположены по отношению друг к другу. Наличие системы автоматической смазки исключает заедание, перекос в рабочей части станка, а также значительно увеличивает срок его эксплуатации и минимизирует затраты на его техническое обслуживание.
Трущиеся элементы гидравлических цилиндров выполнены из высококачественной стали SAE 1050, класс чистоты поверхности 9-А. Таким образом, мы получаем минимум трения в гидравлических цилиндрах при работе пресса.
В координатно-просечных прессах DURMA применяется замкнутая гидравлическая схема с обратной связью, что способствует уменьшению потребления электроэнергии даже при высокой скорости работы.
Контроль за давлением в гидравлической системе осуществляется CNC контроллером, эта система не позволяет превышать максимально допустимое давление, таким образом, станок защищен от поломок.
Все элементы гидравлической системы имеют 5-ти кратный запас прочности. Электрические клапаны надежно защищены от гидравлических ударов.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
координатно-просечной пресс ТP-9
|
Тип |
TP 9 |
|
|
Максимальное усилие |
т |
20 |
|
Тип рамы |
— |
0 рама |
|
Перемещение по оси Х |
мм |
2000+R |
|
Перемещение по оси Y (с одним инструментом) |
мм |
1250 |
|
Автоматический перехват |
мм |
10000* |
|
Скорость по оси Y |
м/мин |
60 |
|
Скорость по оси X |
м/мин |
80 |
|
Скорость по диагонали осей X+Y |
м/мин |
100 |
|
Максимальная скорость (1 мм толщиной с шагом 1 мм) |
удар/мин |
900 |
|
Максимальная скорость (1 мм толщиной с шагом в 25 мм) |
удар/мин |
350 |
|
Ход главного цилиндра |
мм |
40 |
|
Максимальный ход молота |
мм |
25 |
|
Лоток для удаления отходов X Y |
мм |
600 |
|
мм |
400 |
|
|
Максимальная толщина резки на фиксированной станции |
Сталь |
6 мм |
|
Нержавеющая сталь |
3 мм |
|
|
Максимальная толщина резки с автоматическим индексом |
Сталь |
3 мм |
|
Нержавеющая сталь |
1,5 мм |
|
|
Турель (27 станций без пуансона и матрицы) |
11 шт. станция А фикс от 0,8 мм до 12,7 мм |
|
|
10 шт. станция В фикс от 12,8 мм до 31,7 мм |
||
|
2 шт. станция В индекс от 12,8 мм до 31,7 мм |
||
|
1 шт. станция С фикс от 31,8 мм до 50,8 мм |
||
|
1 шт. станция С индекс от 31,8 мм до 50,8 мм |
||
|
2 шт. станция D фикс от 50,9 мм до 88,9 мм |
||
|
Точность позиционирования |
мм |
+ 0,1 |
|
Точность повторений |
мм |
+ 0,05 |
|
Скорость вращения турели |
оборотов в минуту |
22 |
|
Скорость вращения индекс инструмента |
оборотов в минуту |
75 |
|
Контроль позиционирования хода |
— |
шаговый двигатель PCU |
|
Максимальный вес листа |
кг |
100 |
|
Жесткий диск |
гБт |
40 |
|
RAM |
мБт |
256 |
|
Основная программа |
— |
Windows XP |
|
LCD цветной экран SUPER VGA |
— |
12,1″ |
|
USB |
— |
2,0 |
|
Интернет |
— |
10/100 |
|
Параметры станка |
||
|
Высота (H) |
мм |
2310 |
|
Ширина (без светового барьера) (W) |
мм |
4200 |
|
Ширина (со световым барьером) |
мм |
6200 |
|
Длина (без светового барьера) (L) |
мм |
5800 |
|
Длина (со световым барьером) |
мм |
6800 |
|
Высота стола |
мм |
940 |
|
Вес |
кг |
~ 12500 |
|
Мощность двигателя |
кВт |
7,5 |
|
Вместимость масляного бака |
л. |
180 |
|
Давление воздуха |
бар |
6-7 |
|
Максимальный диаметр пробивки (D станция) |
мм |
88,9 |
|
Количество зажимов |
шт. |
2 |
|
Максимальное усилие зажимов |
кг |
1000 |
|
Тип стола |
стандарт |
щеточный |
|
опция |
шарико-щеточный |
|
|
Номер цвета: серый |
— |
RAL 7040 |
Базовый комплект поставки:
- Выносная педаль управления
- Программное обеспечение (Metalix CNC CAD) с одним активатором
- Контроллер 840 DI, операционная система Windows XP
- Управление: Pentium 3.500 MHz, 12” дисплей.
- Возможность программирования через панель управления
- Авто тестирование и авто позиционирование зажимов
- Сетевое / Модемное соединение
- Автоматическая система смазки инструмента
- Система бесперебойного питания контроллера
- Ящик для отходов
- Аварийная сигнализация
- Щеточный стол
- Система охлаждения контроллера
- USB привод
- Инструкция (на русском языке) + каталог запасных частей
- Система перехвата по оси X
Дополнительное оборудование:
- СЕ Система световой защиты и безопасности.
- Дополнительные зажимы.
- Щеточно-шариковый стол
- Дополнительный активатор программы
- Программа автоматического распределения заготовок на листе (AUTO NESTING)
- Трансформатор
- Дополнительные столы
- Дополнительные щеточные и шариковые панели для самостоятельно изготовленных дополнительных столов.
Коммерческие условия поставки станка (Евро)
|
TP Series |
TP-9 |
|
Характеристика : Тоннаж/ удар/мин |
20/900 |
|
Y-X Оси (+ Перехват) |
1250×2000 |
|
Стандартная комплектация : |
|
|
Контрольная панель, Siemens Sinumerik 840 D SL операционная система Windows XP |
Вкл. |
|
Автоматические пневматические зажимы с датчиком отключения при смещении листа 2 шт. |
Вкл. |
|
1 педаль управления |
Вкл. |
|
ПО CAD, CAM (Metalix CNC-CAD) и активатор (ключ) |
Вкл. |
|
Программирование на пульте управления |
Вкл. |
|
Сетевое, интернет соединение |
Вкл. |
|
Автоматическая смазка инструмента |
Вкл. |
|
Подвижный лоток для отходов |
Вкл. |
|
Щеточный стол |
Вкл. |
|
Масляный охладитель |
Вкл. |
|
USB порт |
Вкл. |
|
Веб камера для сервисного наблюдения |
Вкл. |
|
Инструкция и руководство пользователя |
Вкл. |
|
Перехват по X оси |
Вкл. |
|
Центрирующий инструмент для индексной станции (С +B станция) |
Вкл. |
|
Доставка до склада Покупателя в г. Санкт-Петербург |
Вкл. |
|
Пусконаладочные работы и обучение операторов Заказчика |
Вкл. |
|
Проезд, проживание инженеров Поставщика при выезде на ПНР, Обучение и гарантийное обслуживание |
Вкл. |
1.Гарантия сроком 1 год.
2.Осуществляем предпродажную подготовку.
Функционал
- Обработка листов малого, среднего и крупного форматов
- Возможности пробивания отверстий, формования, обстукивания, и колесной технологии
- О-образная рама со снятым остаточным напряжением
- Гибкие конфигурации поворотного барабана для устранения инструментальных наладок
- Автоматическая смазка движущихся деталей
- Жесткие направляющие
- Один из наилучших контроллеров по функциональности и гибкости
- Мощное управление с использованием ориентированного на пользователя программного обеспечения для автоматизированного проектирования и программирования (CAD-CAM)
- Программируемая система зажимания листа сокращает продолжительность наладки и долю обрезков
- Автоматизация может быть легко интегрирована для эффективных и экономичных операций, при этом она повышает безопасность оператора и снижает его усталость.
|
Прецизионный и высокоскоростной поворотный барабан |
Интеллектуальная гидравлика |
|
Величина хода пробивающей головки составляет 1200 ударов в минуту во время пробивания отверстий и 1800 ударов в минуту во время клеймения. Клеймение можно также выполнять при скорости пробивания. Блок управления машиной регулирует скорость и положение ударного хода. Благодаря динамичной конструкции машины, можно достигать следующих скоростей: 96 м/мин по оси X 80 м/мин по оси Y 124 м/мин одновременно Высокое ускорение (1g) возможно по всему рабочему диапазону без какого-либо ограничения. |
Усовершенствованное управление позиционированием ползуна выполняется замкнутой гидравлической системой Hartmann Laemmle, привод оси стола осуществляется от серводвигателей производства компании Siemens с точностью позиционирования ± 0,1 мм и точностью повторения ± 0,5 мм. Точное приращение указателя (0,01°) обеспечивается благодаря очень прецизионным коническим шестерням. Верхняя и нижняя угловая синхронизация достигается двумя серводвигателями и двумя редукторами без люфта. |
|
Высококачественное формование |
|
|
Переменное время задержки срабатывания в нижней части величины хода обеспечивает высококачественное формование, часто с устранением потребности во вторичной обработке. Электронная регулировка упрощает наладку прогрессивных форм, фланцев и тиснений. Благодаря валку применение технологии возможно не только на прямых геометрических формах, но и на искривленных и круглых участках. Данный метод особенно интересен для секторов, таких как технология кондиционирования воздуха. (Колесные инструменты, обстукивающие инструменты) Высокоскоростное клеймение |
|
Жесткая рама корпуса |
|
Рама корпуса с порталом типа (O) состоит из двух полностью закрытых коробчатых металлоконструкций. Для имитации конструкции и тщательного сведения к минимуму открывания, кручения, отклонения и сдвига рамы был проведен анализ методом конченых элементов в компьютерах с высокими рабочими характеристиками. Рама корпуса также подвергалась высокой нагрузке и снятию остаточного напряжения во время и после сварки. Результат представляет собой жесткую раму, которая поддерживает вибрацию на минимальном уровне, обеспечивая более высокую прецизионность при пробивании отверстий, и в то же самое время существенно сокращая износ инструментов и понижая уровень шума. Корпус жесткий и очень прочный, состоит из двух разных частей. По причине своей особой конструкции, поворотный барабан и инструменты не подвергаются воздействию пробивающего усилия, даже при максимальном тоннаже. Отклонения поворотного барабана и инструментов не происходит, поэтому, срок службы инструментов продляется. |
Поворотный барабан:
.jpg "Поворотный барабан:")

|
Перестановка |
|
Возможно выполнение обработки листа, длина которого превышает длину стола, без необходимости перестановки. |
|
3 Автоматические станции указателей |
Рабочий спуск |
|
Обеспечивает максимальную гибкость за счет упрощения инструментальных запасов и сокращения длительности инструментальной наладки. Инструменты вращаются с интервалами 0,01°, что дает возможность обрабатывать детали сложной формы при использовании минимального количества инструментов. При замене инструмента менее 3 секунд уходит на завершение полного перемещения поворотного барабана и всего лишь 0,6 секунд уходит на один инструмент. Формование выполняется почти со скоростью пробивания с помощью закрытой гидравлики Bosch — Rexroth. Переменное положение при формовании обеспечивает возможность выполнения операций формования при минимальной величине хода. Штампы размещены ниже поверхности стола, предотвращая образование царапин на листе или его или заедание, поэтому микро метки могут быть сокращены до минимума для получения более точных деталей. |
Для эвакуации частей во время пробивания отверстий вместе с возможностью их сортировки и укладки. Части спускаются, мелкие части размером до 400 x 600 мм могут быть выброшены непосредственно контейнер для частей. Дополнительная конвейерная система.(TP6, TP9 являются стандартными, остальные – дополнительные) |
|
Движение и стол |
Автоматические зажимы |
|
Используются новая конструкция осей X и Y и технология прямого привода. Это улучшит рабочие характеристики и сократит любые потери при использовании лент, шестерней или любых систем передачи. Шариковый стол значительно облегчает движение листа, щеточный стол используется, главным образом, для пробивания чувствительного и мягкого материала с тем, чтобы не поцарапать лист.Оба могут быть предоставлены по запросу заказчика. |
При пробивании более тонкого материала, одной из проблем является управление перемещением листа в зоне без зажимания. Для устранения такой проблемы применяются 3 зажима или более. |
|
Программное обеспечение Cadcam |
Система управления |
|
Длительность программирования сводится к минимуму при использовании быстродействующего и удобного программного обеспечения для автоматизированного проектирования и программирования (CAD-CAM) (cncKAD) Metalix или LanTek. При автоматическом выборе эффективного положения инструмента с целью использования максимальной площади листа, дополнительная перестановка и рабочие полосы устраняются. |
Для пробивания отверстий применяется система управления Siemens Sinumerik 840 DSL. Органы управления и экран установлены на подвижную панель управления. Система управления и прочие аппаратные средства установлены в отдельном шкафу. Механическая обработка может быть запущена всего за несколько шагов. Доступно подключение к сети (Ethernet), равно как и программирование на панели управления. Система бесперебойного электроснабжения (UPS) предотвращает колебания и отсекания напряжения блока управления Сообщения интегрированной онлайн-справки дают ответ на все вопросы в том месте, где они возникают. Замысел диагностики предусматривает визуальные отображения любых функциональных неисправностей. Удаленная диагностика осуществляется в обычном порядке через сеть Интернет для определения неисправностей контроллера машины. |

11/2012, JK
Коды ошибок калибровки
1.
nO CAL
–
Это сообщение выводится после включения прибора, если параметры калибровки не были сохранены.
Выполнить калибровку прибора перед использованием.
2.
CAL Err2
–
Это сообщение выводится после включения прибора при ошибке флэш-памяти или повреждении данных
калибровки. При появлении этой ошибки прибор будет отображать неточные значения температуры без использования
данных калибровки. Эта ошибка обычно свидетельствует об ошибке устройства. Пользователь должен обратиться к
дистрибьютору или в ThermoProbe, Inc.
3.
CAL Err3
–
Это сообщение выводится после включения прибора при подтверждении данных калибровки, если
последние повреждены. Эта ошибка может быть вызвана ошибкой калибровки прибора. При появлении этой ошибки
прибор будет измерять температуру без использования данных калибровки. Эта ошибка может быть вызвана отсутствием
сохранения наименьшей температуры калибровки или температуры в средней точке калибровки перед перемещением
датчика в следующую ванну. Калибровку прибора необходимо выполнить заново.
T
T
h
h
e
e
r
r
m
m
o
o
P
P
r
r
o
o
b
b
e
e
,
,
I
I
n
n
c
c
.
.
112A JETPORT DR.
PEARL, MS 39208
Тел.: +1 601.939.1831
Факс: +1 601.355.1831
sales@thermoprobe.net
www.thermoprobe.net
Технические характеристики
| Рабочее усилие | ton | 20 |
| Перемещение по оси Х | mm | 2000 + R |
| Перемещение по оси Y | mm | 1250 |
| Граница позиционирования | mm | 10000 |
| Скорость по оси Y | m/min | 70 |
| Скорость по оси X | m/min | 90 |
| Скорость совместного перемещения по Х+Y | m/min | 114 |
| Количество ударов(шаг 1мм) | 1/min | 900 |
| Количество ударов(шаг 25 мм) | 1/min | 350 |
| Количество ударов (режим маркировки) | 1/min | 1200 |
| Максимальная толщина пробивки для фиксированных станций | mm | 6mm |
| Максимальная толщина пробивки для индексных станции | mm | 3mm |
| Точность позиционирования | mm | 0,1mm |
| Вес листа, при максимальной скорости | kg | 100 |
| Гидравлическая система | l | Bosch |
| Высота стола | mm | 940 |
| Ширина станка | mm | 4200 |
| Длина станка | mm | 5600 |
| Высота станка | mm | 2310 |
| Вес | kg | 11000 |
| Мощность двигателя | Watt | 7,5 |
| Ёмкость масляного бака | l | 180 |
| Ход основного цилиндра | mm | 40 |
| Количество автоматических зажимов | Pc | 2 |
Описание
Координатно-пробивной пресс DURMA TP 9 это высокоэффективный станок, предназначенный для формовки и пробивки листового металла максимальной толщиной до 6 мм. Рабочее усилие – 20 тонн, точность позиционирования в процессе работы — 0,1 мм. Прессы DURMA TP 9 – качественное, надежное оборудование, идеальное по соотношению производительность/цена.
Особенности координатно-пробивного пресса DURMA TP 9:
- современная система управления ЧПУ с программным обеспечением;
- стальная сварная конструкция рамы со снятым напряжением;
- наличие функции «удаленной диагностики»;
- гидравлическая система Bosch.
Стандартная комплектация координатно-пробивного пресса DURMA TP 9:
- панель управления передвижная;
- ЧПУ Siemens Sinumerik 840 DSL;
- ПО CAD/CAM с ключом активации;
- возможность программирования на панели управления;
- перехват листа;
- датчик установки листа в зажимах;
- раскладка заготовок на листе ручная;
- система позиционирования зажимов листа;
- дистанционная диагностика неполадок;
- Web-камера для удаленного сервиса;
- смазка инструмента;
- щеточный стол;
- ящик для обрезков;
- охладитель масляный;
- инструкция по эксплуатации станка на русском языке.
Дополнительные опции координатно-пробивного пресса DURMA TP 9:
- трансформатор;
- блок бесперебойного питания;
- стол для снятия заготовок;
- функция ПО для автоматической раскладки деталей на листе;
- автоматическая загрузка/выгрузка листа;
- дополнительные пневматические зажимы листа;
- смазка узлов оборудования автоматическая;
- охладитель масляный;
- стол шарико-щеточный.